CIP-2021 : B21K 3/04 : de álabes, p. ej. para turbinas; Recalcado de los pies de álabes.
CIP-2021 › B › B21 › B21K › B21K 3/00 › B21K 3/04[1] › de álabes, p. ej. para turbinas; Recalcado de los pies de álabes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21K 1/00 hasta B21K 25/00: Fabricación de piezas especiales por forjado, prensado o martillado; Equipo correspondiente
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K).
B21K 3/00 Fabricación de piezas de motores o de máquinas similares no cubierta por B21K 1/00; Fabricación de hélices o de órganos similares.
B21K 3/04 · de álabes, p. ej. para turbinas; Recalcado de los pies de álabes.
CIP2021: Invenciones publicadas en esta sección.
Fabricación de una pala de rotor de una turbina eólica.
(17/08/2016). Solicitante/s: Senvion GmbH. Inventor/es: ZELLER,LENZ SIMON, GÜNTHER,MAIK.
Procedimiento para fabricar una pala de rotor de una turbina eólica a partir de al menos un primer elemento de pala de rotor (11, 11', 12, 12') y un segundo elemento de pala de rotor (11, 11', 12, 12'), posicionándose el primer elemento de pala de rotor (11, 11', 12, 12') y el segundo elemento de pala de rotor (11, 11', 12, 12') uno respecto a otro en la disposición relativa deseada, de modo que queda un intersticio de unión entre el primer elemento de pala de rotor (11, 11', 12, 12') y el segundo elemento de pala de rotor (11, 11', 12, 12'), introduciéndose adhesivo en el intersticio de unión para unir el primer elemento de pala de rotor (11, 11', 12, 12') y el segundo elemento de pala de rotor (11, 11', 12, 12'), caracterizado por que por medio de un sensor se detecta el grado de relleno de adhesivo en el intersticio de unión y, por medio del grado de relleno de adhesivo detectado, se introduce el adhesivo en el intersticio de unión de manera controlada o regulada.
PDF original: ES-2600900_T3.pdf
Procedimiento para la fabricación de una pieza forjada a partir de una aleación gamma a base de titanio-aluminio.
(18/09/2013) Procedimiento para fabricar una pieza forjada, en particular una paleta de turbina, a partir de una aleación gammaa base de titanio-aluminio, en el que se calienta un material de partida o precursor cilíndrico o con forma de barra enuna o varias etapas en aquellos lugares en los que la pieza forjada a ser formada o la paleta de turbina a serformada presenta una concentración de volumen, mediante el paso de corriente eléctrica o a través de inducción a lolargo del corte transversal a una temperatura superior a 1150 ºC y se deforma a través de aplicación de fuerza, enparticular por deformación de recalcado y se elabora de esta manera una pieza forjada en bruto con diferentessuperficies de corte transversal a lo largo de su extensión longitudinal, pieza en bruto que se termina pordeformación…
Método de fabricación de un borde delantero metálico de un álabe de ventilador de una turbina.
(05/04/2013) Un método de fabricación de un borde delantero metálico de un álabe de ventilador de turbina, caracterizadoporque comprende:
proporcionar una pieza metálica alargada que tiene un borde delantero que se extiende en la direcciónlongitudinal de la pieza , un borde trasero que se extiende en la dirección longitudinal de la pieza , y unasección transversal conformada generalmente en forma de cuña con lados opuestos que divergen desde elborde delantero hacia el borde trasero;
cortar una cavidad hacia el interior desde el borde trasero hacia el borde delantero para dotar a lapieza de una sección transversal generalmente en forma de V, que tiene paredes laterales opuestasque divergen hacia atrás;
configurar…
Procedimiento de fabricación de un álabe hueco.
(20/03/2012) Procedimiento de fabricación de un alabe hueco para turbomaquina que consiste en formar canales en una pieza en bruto del alabe, en colocar insertos en los canales , en someter a la pieza en bruto a un forjado y en eliminar los insertos por disolución quimica, caracterizado porque el alabe es de aleación de aluminio y los insertos son de aleación de cobre.
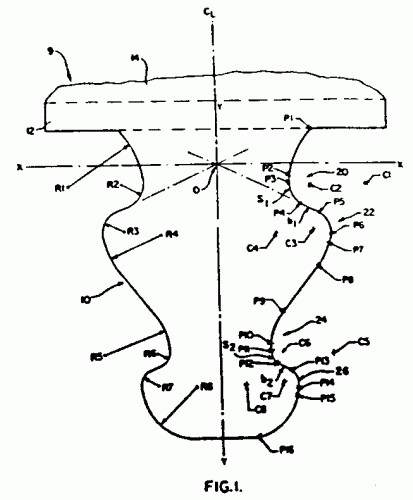
FIJACION DE LOS ALABES DE TURBINA DE ENTRADA LATERAL DE DOS PROYECCIONES.
(16/10/1997). Ver ilustración. Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: HEINIG, ROGER WALTER.
FIJACION DE LOS ALABES DE TURBINA DE ENTRADA LATERAL DE DOS PROYECCIONES. BASE DE ALABE INCLUYENDO EN ORDEN DESCENDIENTE SIMETRICO A CADA LADO DE UNA LINEA CENTRAL: UN CUELLO SUPERIOR DE ANCHURA W1; UNA PROYECCION SUPERIOR CON SUPERFICIE PLANA DE ASIENTO SUPERIOR EXTENDIENDOSE DESDE UN PUNTO DE INICIO HASTA UNO DE TERMINACION, SUPERFICIE DE FILETE DE RADIO R2, UNA LONGITUD DE ARCO, UNA SUPERFICIE DE FILETE DE RADIO R3, UNA POSTERIOR LONGITUD DE ARCO, UN CUELLO INFERIOR DE ANCHURA W2 Y PROYECCION INFERIOR CON UNA SUPERFICIE PLANA DE ASIENTO INFERIOR INCLUYENDO LA RANURA FORMADA UNA SUPERFICIE DE FILETE DE RADIO R7, ESTANDO LA SUPERFICIE INFERIOR DE ASIENTO DE LA BASE Y LA INFERIOR DE ASIENTO DE LA RANURA EN CONTACTO EN UNA LONGITUD 12 DESDE EL PUNTO DE INICIO HASTA LA SUPERFICIE INFERIOR DE ASIENTO DE LA RANURA HASTA EL DE TERMINACION DE LA SUPERFICIE INFERIOR DE ASIENTO DE LA BASE CON RELACIONES APROXIMADAS W2 A W1 0,5, R3 A W1 0,15, R6 A W1 0,08, R7 A W1 0,12, 11 A W1 0,13 Y 12 A W1 0,10.
{kind=link}