CIP-2021 : B23K 9/167 : y un electrodo no consumible.
CIP-2021 › B › B23 › B23K › B23K 9/00 › B23K 9/167[2] › y un electrodo no consumible.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K).
B23K 9/167 · · y un electrodo no consumible.
CIP2021: Invenciones publicadas en esta sección.
Boquilla para gas y soplete de soldadura de gas protector.
(04/09/2019). Solicitante/s: TBI INDUSTRIES GMBH. Inventor/es: BINZEL,OLIVER.
Boquilla para gas para sopletes de soldadura de gas protector, estando formada la boquilla para gas a partir de un casquillo , presentando la boquilla para gas en un extremo de lado de soplete , del casquillo, un dispositivo de fijación para la unión de la boquilla para gas a un dispositivo de alojamiento de un soplete de soldadura de gas protector , comprendiendo el dispositivo de fijación un cono interior , caracterizada porque el cono interior está configurado en el extremo de lado de soplete , del casquillo , y porque el dispositivo de fijación comprende además de ello una superficie de guía cilíndrica configurada dentro del casquillo y una rosca interior , que está configurada en la superficie de guía cilíndrica , sirviendo la rosca interior para el atornillado de la boquilla para gas con un soplete de soldadura de gas protector.
PDF original: ES-2758560_T3.pdf
Electrodo para un soplete de soldadura para soldadura al volframio bajo protección de gas y soplete de soldadura con tal electrodo.
(28/08/2019). Solicitante/s: LINDE AKTIENGESELLSCHAFT. Inventor/es: SIEWERT,ERWAN.
Electrodo con una tobera de gas protector para un soplete de soldadura para la soldadura al volframio bajo gas inerte, en donde el electrodo presenta al menos un inserto de un material diferente del material del electrodo , en donde el inserto forma al menos en parte una superficie del electrodo del lado del arco voltaico y el electrodo presenta sobre su superficie del lado del arco voltaico varios taladros de gas de enfoque para la alimentación de un gas de enfoque para el enfoque de un arco voltaico , en donde está prevista una tobera de gas protector , con lo que se alimenta gas protector durante la soldadura, en donde el electrodo sobresale desde la tobera de gas protector , y en donde el electrodo se alimenta como ánodo.
PDF original: ES-2750786_T3.pdf
Procedimiento de soldadura al volframio bajo protección de gas.
(28/08/2019). Solicitante/s: LINDE AKTIENGESELLSCHAFT. Inventor/es: SIEWERT,ERWAN.
Procedimiento para la soldadura al volframio bajo protección de gas
- en el que un electrodo y una pieza de trabajo son alimentados con una corriente de soldadura, en donde el electrodo es alimentado como ánodo y la pieza de trabajo es alimentada como cátodo,
- en el que se inicia un arco voltaico entre una superficie del electrodo del lado del arco voltaico y la pieza de trabajo y se quema, caracterizado por que
- se influye selectivamente sobre una densidad de energía de la superficie del electrodo del lado del arco voltaico y/o un saliente del arco voltaico en la superficie del electrodo del lado del arco voltaico, de manera que se alimenta a la superficie del electrodo del lado del arco voltaico un gas de enfoque en forma de al menos una circulación de gas protector, en donde adicionalmente se alimenta un gas protector a través de una tobera de gas protector durante la soldadura, en donde el electrodo sobresale desde la tobera de gas protector.
PDF original: ES-2750351_T3.pdf
Un material de soldadura con base de níquel que porta un boro dúctil.
(17/05/2019). Solicitante/s: LIBURDI ENGINEERING LIMITED. Inventor/es: GONCHAROV,ALEXANDER B, LIBURDI,JOSEPH, LOWDEN,PAUL.
Un material de soldadura con base de níquel que porta un boro dúctil comprendido por los siguientes elementos en porcentajes en peso:
a) Boro: de aproximadamente 0,4 a 0,6% en peso
b) Carbono: de una cantidad traza a aproximadamente 0,04% en peso
c) Cromo: de aproximadamente 20 a 23% en peso
d) Molibdeno de aproximadamente 8 a 10% en peso
e) Niobio: de aproximadamente 3,15 a 4,14% en peso
f) Níquel con impurezas: el resto.
PDF original: ES-2713006_T3.pdf
Procedimiento para la soldadura de materiales austeníticos.
(12/03/2019). Solicitante/s: MESSER GROUP GMBH. Inventor/es: Hildebrandt,Bernd,Dr, Wankum,Achim, KAMPFFMEYER,DIRK.
Procedimiento para la soldadura por plasma de materiales austeníticos bajo gas de protección y bajo empleo de un material aditivo de soldadura, caracterizado por que se emplea un material aditivo de soldadura que contiene titanio, y el gas de protección empleado es una mezcla ternaria constituida por argón, hidrógeno y nitrógeno, ascendiendo la proporción de nitrógeno al menos a un 0,05 % en volumen y a menos de un 10 % en volumen, y situándose la proporción de hidrógeno entre un 0,1 % en volumen y un 10 % en volumen, y presentando el material aditivo de soldadura una proporción de titanio entre un 0,05 % en volumen y un 5 % en volumen.
PDF original: ES-2703710_T3.pdf
Método de reparación y fabricación de componentes de motores de turbina.
(08/03/2019) Un metodo de reparacion y fabricacion de componentes de motores de turbina incluye las etapas de:
a) preparacion previa a la soldadura de un material de base mediante la eliminacion de un material danado y contaminantes para poner de manifiesto un material de base libre de defectos y contaminacion;
y caracterizado por que:
b) una aplicacion de una capa de transicion al material base libre de defectos y contaminacion mediante un proceso de soldadura por fusion y un primer material de carga diferente que comprende:
i) Cromo del 10 al 25 % en peso
ii) Cobalto desde cantidades traza hasta el 10 % en peso
iii) Aluminio desde cantidades traza hasta el 1,5 % en peso iv) Hierro desde cantidades…
Electrodo y método de cambio un electrodo de un soplete de soldadura.
(27/02/2019). Solicitante/s: Camarc LLC. Inventor/es: HUGHES,RUSSELL VERNON.
Un electrodo que comprende:
un cuerpo alargado que define un eje longitudinal;
una porción terminal de asiento que incluye un primer cono truncado, en donde la porción terminal de asiento incluye una superficie circunferencial y una superficie en ángulo situada entre la superficie circunferencial y el cuerpo alargado , la superficie circunferencial está situada entre el primer cono truncado y la superficie en ángulo ; y
una porción terminal de trabajo que incluye un segundo cono truncado,
en donde el cuerpo alargado está situado entre la porción terminal de asiento y la porción terminal de trabajo.
PDF original: ES-2718524_T3.pdf
Gas de protección para la soldadura WIG de metales.
(09/01/2019). Solicitante/s: MESSER GROUP GMBH. Inventor/es: Hildebrandt,Bernd,Dr, Wankum,Achim.
Empleo de un gas de protección constituido por una proporción de un 1,5 a un 2 % en volumen de hidrógeno, un 2 a un 5 % en volumen de helio y resto argón para la soldadura WIG manual de metales, en especial para la soldadura de aceros de alta aleación.
PDF original: ES-2717837_T3.pdf
Junta soldada de acero austenítico.
(05/11/2018) Una junta soldada de acero austenítico producida por soldadura de metal base con un proceso de soldadura por arco de wolframio y gas que utiliza material de soldadura, en donde
el metal base tiene una composición química que consiste en, en % en masa, C: 0,002% o más y 0,1% o menos; Si: 0,01% o más y 0,8% o menos; Mn: de 2,5 a 5,5%; Ni: de 8 a 15%; Cr: de 19 a 25%; Al: 0,003% o más y menos de 0,05%; N: de 0,15 a 0,45%; y opcionalmente uno o más de, en % en masa, V: 0,5% o menos, Nb: 0,5% o menos, y Mo: 4,5% o menos, siendo el resto Fe e impurezas que contienen O: 0,02% o menos, P: 0,05% o menos, y S: 0,03% o menos, y
el material de soldadura tiene una composición química que consiste en, en % en masa, C: 0,002% o más y 0,1% o…
Método para la producción de una junta soldada.
(31/10/2018) Método de fabricación de una junta soldada, que comprende las etapas de:
preparar un material de base que tiene una composición química de, en % en masa:
C: de un 0,005 a un 0,1 %;
Si: hasta un 1,2 %;
Mn: de un 2,5 a un 6,5 %;
Ni: de un 8 a un 15 %;
Cr: de un 19 a un 25 %;
Mo: de un 0,01 a un 4,5 %;
V: de un 0,01 a un 0,5 %;
Nb: de un 0,01 a un 0,5 %;
Al: menos de un 0,05 %;
N: de un 0,15 a un 0,45 %;
O: hasta un 0,02 %;
P: hasta un 0,05 %; y
S: hasta un 0,04 %, y
siendo el resto hierro e impurezas,
preparar un material de soldadura que tiene una composición química de, en % en masa:
C: de un 0,005 a un 0,1 %;
Si: hasta un 0,7 %;
Mn: de un 0,5…
Soplete para la soldadura de gas inerte de tungsteno, unidad de electrodo y procedimiento para el funcionamiento del soplete.
(21/09/2018) Soplete para la soldadura de gas inerte de tungsteno, en el que en una carcasa está sostenida una unidad de electrodo por medio de un soporte de electrodo, la unidad de electrodo está rodeada por una boquilla de gas inerte y está presente un equipo de refrigeración dentro de la carcasa, a través del cual un medio refrigerante líquido es conducido hacia el interior de la carcasa y de nuevo hacia el exterior de la carcasa y
la unidad de electrodo está formada por al menos dos partes, estando un electrodo de tungsteno o de una aleación de tungsteno que se estrecha cónicamente en la dirección de una pieza de trabajo fijado con arrastre de fuerza y/o con arrastre de materia en un elemento de vástago de un metal con una conductividad térmica superior a 270 W/mK, caracterizado porque
…
Proceso de tratamiento de una pieza nitrurada/nitrocarburada.
(13/06/2018). Solicitante/s: H.E.F. Inventor/es: GRANDJEAN,STÉPHAN, PROST,FABRICE.
Proceso de tratamiento de una pieza de acero nitrurada/nitrocarburada, según el cual:
- se somete una parte al menos de la pieza a una primera etapa según la cual 5 se desplaza al menos un haz láser según al menos una pasada sobre dicha parte, hasta la transformación parcial o total de la capa superficial de la parte considerada y la modificación de la repartición de la concentración del nitrógeno en la zona de difusión,
- se somete la parte al menos tratada por láser para transformar la capa superficial, a una segunda etapa según la cual se desplaza al menos un haz láser según al menos una pasada sobre dicha parte para permitir disminuir la concentración de nitrógeno en la capa de difusión subyacente.
PDF original: ES-2676589_T3.pdf
Procedimiento y dispositivo para soldar metal bajo protección de gas utilizando un electrodo de alambre no fusible y un electrodo fusible.
(04/04/2018) Procedimiento para soldar metal bajo protección de gas, en el que durante la soldadura para la generación de una costura de soldadura a lo largo de una vía de soldadura entre al menos una pieza de trabajo a soldar y un electrodo de alambre fusible alimentado a la al menos una pieza de trabajo arde un arco voltaico en un entorno de protección de gas, caracterizado por que
a. en el lugar del inicio de la costura de soldadura a generar, en el tiempo previo al encendido del arco voltaico entre la al menos una pieza de trabajo y el elemento de alambre , un electrodo no fusible se mueve en su dirección de la extensión…
Aparato de soldadura que tiene un pulsador de alambre.
(23/08/2017) Un aparato de soldadura que comprende
una fuente de alambre que tiene alambre de soldadura;
un accionamiento de alimentación de alambre para accionar el alambre de soldadura desde la fuente de alambre;
un conducto de alambre;
una boquilla de alambre y caracterizada por:
un pulsador de alambre que tiene un alojamiento , un tubo , un bloque dividido con una ranura de acoplamiento, un eje que tiene una clavija formada sobre el mismo, y
una manivela que se desliza dispuesta en el alojamiento ,
el pulsador de alambre que tiene un primer extremo asociado con el accionamiento de alimentación de alambre y un segundo extremo asociado con el conducto de alambre;
en el que se alimenta…
Aleación, revestimiento y sus métodos.
(19/07/2017). Solicitante/s: Aquilex WSI, Inc. Inventor/es: LAI,GEORGE Y, LI,BINGTAO.
Una aleación de soldadura de temple superficial que se puede aplicar por medio de soldadura para formar un revestimiento sin fisuras sobre la superficie de un componente de planta para proteger el componente de sustrato frente a la corrosión a temperatura elevada y el desgaste por erosión; en la que
(a) la aleación de soldadura de temple superficial comprende de un 0,5 por ciento en peso a un 2 por ciento en peso de carbono, de un 15 por ciento en peso a un 25 por ciento en peso de cromo, de un 4 por ciento en peso a un 12 por ciento en peso de níquel, hasta un 3 por ciento en peso de manganeso, hasta un 2,5 por ciento en peso de silicio, hasta un 1 por ciento en peso de circonio, hasta un 3 por ciento en peso de molibdeno, hasta un 3 por ciento en peso de wolframio, hasta un 0,5 por ciento en peso de boro, siendo el equilibrio hierro junto con impurezas, y
(b) la relación de cromo con respecto a níquel debería estar en el intervalo de 2 a 4,5.
PDF original: ES-2641951_T3.pdf
Cabeza de soldadura electrodo móvil y procedimiento de soldadura correspondiente.
(07/06/2017) Cabeza de soldadura que comprende un electrodo resistente al calor, que conduce la corriente de soldadura, en la que el proceso de soldadura se realiza a través de un arco voltaico que parte desde el electrodo , que conduce hacia una pieza de trabajo metálica que actúa como masa eléctrica y que es alimentado a través de una fuente de tensión, y el electrodo está alojado de forma giratoria en la cabeza de soldadura y es desplazado durante el proceso de soldadura a través de un dispositivo en un movimiento, que está constituido por una rotación u oscilación alrededor de su propio eje (A), y un casquillo …
Métodos para la unión de dos formatos y los formatos y los productos obtenidos.
(15/03/2017) Método para unir un primer formato (A) y un segundo formato (B) en donde el primer formato y el segundo formato comprenden un substrato de acero con un recubrimiento que comprende una capa de aluminio o de aleación de aluminio,
el método comprende
- seleccionar una primera porción (A1) del primer formato para ser unida al segundo formato, y seleccionar una segunda porción (B2) del segundo formato para ser unida a la primera porción,
- soldar la primera porción a la segunda porción, en donde
- soldar comprende el uso de un haz láser y de una antorcha de soldadura por arco, en donde
- la antorcha de soldadura por arco comprende un electrodo de hilo de aportación
- el electrodo de hilo de aportación está hecho de una aleación de acero que comprende elementos gamagénicos, opcionalmente una aleación de acero…
(14/12/2016) Un soplete de soldadura que comprende: una pluralidad de electrodos que están aislados del resto del soplete de soldadura por un material aislante; y unas pinzas que están en contacto con los electrodos y conducen corriente eléctrica a los electrodos, en el que
los electrodos están conformados de tal manera que tienen un área de superficie curvada en forma de arco (R) en al menos una parte de una forma de sección transversal de la misma que es ortogonal a la dirección longitudinal de la misma, y
cada pinza está provista de una parte de ranura (4a, 4e) en la que se ajusta el electrodo, y cuya superficie de pared interior (4b) está en contacto con una pluralidad de localizaciones del área de superficie curvada cuando se ve desde la dirección longitudinal del electrodo, caracterizado por unas partes salientes…
Procedimiento de soldadura por arco con doble flujo gaseoso, con flujo central que contiene argón e hidrógeno y el flujo de recubrimiento que comprende argón y dióxido de carbono.
(24/08/2016). Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE. Inventor/es: Gadrey,Sébastien, PLANCKAERT,JEAN-PIERRE.
Procedimiento de soldadura por arco eléctrico que aplica un soplete de soldadura con arco provisto de un electrodo, en el que se libera un flujo de gas central por contacto con el electrodo y se libera un flujo de gas anular periféricamente a dicho primer flujo de gas, caracterizado por que el flujo de gas central está constituido únicamente por argón e hidrógeno (H2), estando el contenido de hidrógeno comprendido entre 2 y 8% en volumen, y el flujo de gas de recubrimiento está constituido únicamente por argón y 1,8 a 3% en volumen de dióxido de carbono (CO2).
PDF original: ES-2601083_T3.pdf
Soplete para soldadura por arco en atmósfera inerte y electrodo para ser utilizado en dicho soplete.
(27/04/2016) Un electrodo para soldadura de arco en atmósfera inerte con electrodos de volframio que tiene un electrodo que se ahúsa cónicamente en la dirección de una pieza de trabajo, que está conectado eléctricamente como un cátodo, que es hueco internamente y que se puede fijar en un cuerpo de soplete y un espacio hueco formado de este modo dentro del electrodo tiene una abertura en la dirección de la pieza de trabajo y al menos una abertura adicional, en el que
se forma al menos un rebaje a una distancia G de la punta orientada en la dirección de la pieza de trabajo en la superficie externa y/o interna…
Método para fabricar una estructura de aleación 36 Ni-Fe con soldadura de costura.
(03/10/2012) Un método para soldar una estructura que comprende:
formar una estructura de espesor de pared, longitud y región de costura deseados, en el que la estructura se fabrica a partir de un material base de aleación 36% Ni-Fe; caracterizado por
soldar la estructura a lo largo de la región de costura con un aporte de aleación de 36% Ni-Fe, de exactamente la misma composición que la aleación base de Ni-Fe, de forma que se deja un refuerzo de soldadura en exceso como parte de un cordón de soldadura en la región de la costura;
trabajar en frío el cordón de soldadura de manera que el espesor en la región de costura se reduzca; y
tratar con calor la región de costura en condiciones eficaces que den lugar a que la región de costura tenga una carga de rotura por tracción, un límite de elasticidad, o ambos, iguales o superiores a los del material…
Medios de posicionamiento para producir señales luminosas para posicionar una herramienta robótica con relación a un pieza de trabajo; método de utilización de tales medios de posicionamiento.
(27/03/2012) Un dispositivo de posicionamiento para producir una señal luminosa para posicionar una herramienta robótica con relación a una pieza de trabajo , que comprende:
un bastidor que tiene extremos opuestos primero y segundo y un canal , pudiendo fijarse el primer extremo del bastidor a un extremo de la herramienta robótica ;
unos medios de iluminación para producir al menos un par de haces de luz que se proyectan hacia fuera del segundo extremo del bastidor ;
los medios de iluminación comprenden al menos un par de fuentes de luz y están dispuestos para dirigir los haces de luz de dichas fuentes en direcciones convergentes de modo que los haces de luz se intersequen uno a otro y proporcionen una señal luminosa a una distancia predeterminada del segundo extremo del…
PROCEDIMIENTO DE SOLDADURA TIG.
(31/08/2011) Procedimiento de soldadura TIG de una primera pieza que forma una guía candela con una primera pared cilíndrica y un borde de extremo a una segunda pieza que forma una cámara de combustión de motor de turbina de gas con una segunda pared en la cual se escarió un orificio circular de eje YY, estando las dos piezas unidas por soldadura una a la otra a largo de una superficie de unión formada por el borde del orificio de la segunda pared y dicho borde de extremo de la primera pared, cilíndrica, formando la primera pared sectores angulares con la segunda pared, presentando la segunda pared un refrentado contra…
PROCEDIMIENTO AUTOMÁTICO DE DETECCIÓN DEL DESGASTE DE UN ELECTRODO DE SOLDADURA POR MEDICIÓN O CONTABILIZACIÓN, DURANTE LA SOLDADURA, DEL NÚMERO DE CEBADURAS REALIZADAS POR EL ELECTRODO.
(21/06/2011) Procedimiento automatizado de detección del desgaste de un electrodo no fusible de un soplete de soldadura por arco y de sustitución por un nu evo electrodo o re mecanizado auto mático de dich o electrodo, cuando est e está erosionado, en el que se procede de acuerdo con las siguientes etapas: a) medir o contab ilizar, durante la soldadura, el núm ero de ceba duras realiz adas por el electrodo considerado y, al men os, un parám etro in dicador de desgaste se leccionado entr e el tiempo de arc o d e dicho electrodo y el tiempo de cebadura para el establecimiento del arco; b) comparar el valor de, al menos, uno de los parámetros indicadores de desgaste determinado en la etapa…
ELEMENTO DE INSERCIÓN, LENTE DE GAS CON UN ELEMENTO DE INSERCIÓN SEMEJANTE Y SOPLETE PARA SOLDAR CON UNA LENTE DE GAS SEMEJANTE.
(15/06/2011) Lente de gas para un soplete para soldar WIG/TIG con una boquilla de gas con una carcasa base preferentemente de una pieza, que presenta en el centro una abertura que la traspasa para un electrodo y taladros para el suministro de un gas , estando dispuestos para la distribución del gas al menos un tamiz de lentes de gas en un canal de distribución de gas de la carcasa base , estando dispuesto en el canal de distribución de gas de la carcasa base un elemento de inserción con un taladro en el centro para el paso de un electrodo no fundente , y estando dispuesto en la dirección de efluencia del gas vista tras el elemento de inserción un tamiz de lentes de gas , caracterizado porque alrededor del taladro están configurados elementos de fluídica en forma de abanico, que están…
SOPLETE PARA SOLDAR CON TUNGSTENO Y GAS INERTE.
(01/04/2011) Soplete para soldar con tungsteno y gas inerte con un cabezal de soplete compuesto por - un cilindro de carcasa con una tapa de cierre superior, por la que se extienden al menos un conducto de ida y un conducto de retorno para refrigerante, así como un conducto de alimentación de gas de proceso y una conexión eléctrica para el servicio de un electrodo de tungsteno , - un cuerpo refrigerante alargado, situado dentro del cilindro de carcasa y con un espacio hueco alargado, situado dentro de éste y abierto por el lado frontal superior del cuerpo refrigerante , - un electrodo que presenta un cuerpo de electrodo de tungsteno cilíndrico y provisto de una punta cónica , y caracterizado por las siguientes características - una tapa de cierre interior situada sobre el cuerpo refrigerante , por la que…
SISTEMA DE UNIÓN POR CONTROL REMOTO.
(19/01/2011) Sistema de unión por control remoto para conducciones submarinas para unir dos extremos de conducción (3a) (extremos del tubo) que están dispuestos orientados en línea a distancia, con un medio dispuestos para mover al menos uno de los extremos de la conducción hacia los lados, caracterizado porque el sistema de unión comprende un manguito de tubo que tiene cierres internos contra cada superficie de tubo, para la inserción de extremos del tubo (3a) en la posición de frente dentro de los cierres, y una abrazadera de soldadura con una herramienta de soldadura integrada para soldar remotamente un primer extremo del manguito del tubo a la primera conducción y un segundo extremo del manguito del tubo a la segunda conducción y estando los cierres dispuestos para…
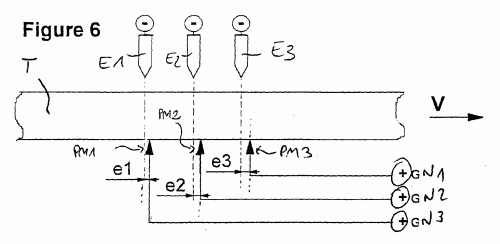
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE TUBOS METALICOS SOLDADOS.
(16/06/2004). Ver ilustración. Solicitante/s: LA SOUDURE AUTOGENE FRANCAISE. Inventor/es: BONNET, CHRISTIAN, ASTIER, DENIS.
LA INVENCION SE REFIERE A UN DISPOSITIVO Y A UN PROCEDIMIENTO DE FABRICACION DE UN TUBO METALICO FORMADO A PARTIR DE UNA HOJA METALICA QUE TIENE DOS BORDES LONGITUDINALES SENSIBLEMENTE RECTILINEOS Y PARALELOS, EN EL QUE SE SUELDA, UNO CON OTRO, LOS DOS BORDES LONGITUDINALES DE LA HOJA METALICA MEDIANTE UN PROCEDIMIENTO DE SOLDADURA QUE EMPLEA AL MENOS UN ARCO ELECTRICO ENTRE AL MENOS UN ELECTRODO (EI) Y DICHA HOJA METALICA EN CONTACTO CON AL MENOS UNA TOMA DE MASA (PMI). EN EL QUE EL PLANO DE CADA TOMA DE MASA (PMI) ESTA POSICIONADA A UNA DISTANCIA (E I COMPRENDIDA ENTRE -5MM Y +25 MM RESPECTO AL PLANO DE CADA ELECTRODO (EI) CORRESPONDIENTE, SIENDO EL SENTIDO POSITIVO EL SENTIDO DE DESPLAZAMIENTO RELATIVO DE LA HOJA METALICA RESPECTO A AL MENOS DICHO ELECTRODO (EI).
ACOPLAMIENTO CENTRALIZADO CONCEBIDO PARA CONECTAR UN CABLE DE ALIMENTACION DE SOPLETE CON UN GENERADOR PARA SOLDADORAS MIG.
(16/12/2003). Solicitante/s: TRAFIMET S.P.A.. Inventor/es: ZIGLIOTTO, GIUSEPPE.
Acoplamiento concebido para conectar un cable de alimentación de soplete de soldadura al enchufe de una soldadora MIG, del tipo que comprende: - un cuerpo que puede conectarse a extremo del cable de alimentación y que presenta un conductor tubular para portar la corriente de soldadura, sobresaliendo dicho conductor con respecto a ambas superficies laterales de dicho cuerpo y presentando dicho conductor un orificio axial - un conector de abastecimiento de gas que comunica con dicho orificio axial en dicho conductor tubular , y - unos conectores eléctricos para portar las señales de mando de la máquina, si resulta necesario, caracterizado porque dicho cuerpo está realizado en material aislante, en particular material plástico, y porque dicho conductor tubular que abastece la corriente de soldadura está insertado en un orificio pasante en dicho cuerpo.
MEZCLA DE GAS PROTECTOR PARA SU UTILIZACION EN EL CASO DE LA SOLDADURA CON WOLFRAMIO Y UN GAS INERTE.
(01/10/2002). Solicitante/s: MESSER GRIESHEIM GMBH. Inventor/es: KOLLER, HELMUTH.
MEZCLA DE GAS PROTECTOR PARA SU UTILIZACION EN SOLDADURAS DE GAS INERTE CON WOLFRAMIO DE MATERIALES AUSTENITICOS CARACTERIZADA POR UN PORCENTAJE EN VOLUMEN DE 2,0 ,5 - 1,2 % H SUB,2}; Y EL RESTO ARGON.
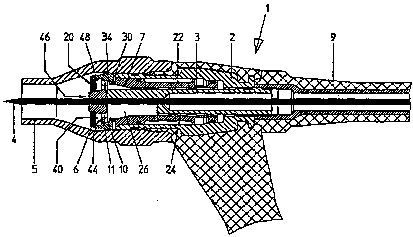
CAJA DE LENTE DE GAS PARA SOPLETES DE SOLDADURA AL ARCO O CORTE CON ELECTRODO NO FUSIBLE.
(16/03/2002). Ver ilustración. Solicitante/s: ALEXANDER BINZEL GMBH & CO. KG. Inventor/es: SPERLING, HERMANN.
SE DESCRIBE UNA CARCASA DE LENTE DE GAS PARA SOPLETES DE SOLDAR O CORTAR POR ARCO CON ELECTRODO NO FUSIBLE , EN ESPECIAL PARA SOPLETES DE WOLFRAMIO Y GAS INERTE, CON UN CUERPO DE SOPLETE QUE TIENE UNA CARCASA PARA ALOJAR UN PORTAELECTRODO , QUE EN CASO NECESARIO POSEE PINZAS DE SUJECION CON RANURAS DE EXPANSION EN LA PARTE DELANTERA, CORRIENTE ABAJO, PARA SUJETAR EL ELECTRODO . ENTRE EL PORTAELECTRODO Y UN CASQUILLO DE LA CARCASA SE FORMA UN CANAL ANULAR QUE SIRVE DE PROTECCION Y EN ESTE O EN LA BOQUILLA DEL SOPLETE SE DISPONE UNA LENTE DE GAS . LA CARCASA DE LA LENTE DE GAS SE SUJETA CON HOLGURA EN UN EXTREMO DELANTERO DEL PORTAELECTRODO.
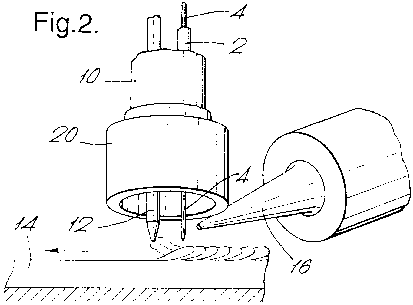
(16/12/2001). Ver ilustración. Solicitante/s: ROLLS-ROYCE PLC. Inventor/es: PRATT, ANTHONY LIONEL.
UN SOPLETE SOLDADOR DE TIG ADAPTADO PARA LLEVAR A CABO UN PROCESO DE SOLDADURA EN FORMA LIBRE QUE TIENE UNA FUENTE DE SUMINISTRO DE UN MATERIAL DE RELLENO DE SOLDADURA QUE DESCIENDE VERTICALMENTE HASTA EL INTERIOR DEL BLINDAJE Y ARCO DE SOLDADURA EN ATMOSFERA DE GAS INERTE. EL ELECTRODO DE ARCO ESTA COLOCADO A LO LARGO DE LA VARILLA O HILO DE RELLENO Y EL ARCO ES DESVIADO TRANSVERSALMENTE A TRAVES DE LA FUENTE DE SUMINISTRO DEL MATERIAL DE RELLENO MEDIANTE UN CAMPO MAGNETICO GENERADO POR UN SEGUNDO ELECTRODO.
{kind=link}
{kind=link}
{kind=link}