CIP-2021 : B29C 45/77 : de la velocidad o presión de la materia a moldear.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/77[3] › de la velocidad o presión de la materia a moldear.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/77 · · · de la velocidad o presión de la materia a moldear.
CIP2021: Invenciones publicadas en esta sección.
Método para controlar el llenado de al menos una cavidad.
(15/04/2020) Método para regular el llenado de al menos una cavidad en un dispositivo para fabricar un objeto, en particular en una máquina de moldeo por inyección, en el que
se introduce una masa fundida en la cavidad a través de una abertura y se cambia su ancho,
el ancho de la abertura también se cambia en una posición entre una posición cerrada y una posición máxima abierta y está bloqueada o fija,
los sensores observan un llenado de la cavidad y, en particular, la entrada de la masa fundida y/o un frente de masa de fusión en la (s) cavidad (es) y el ancho de la abertura se cambia para controlar el llenado,
moviendo la abertura a una posición intermedia, ajustando los valores…
Aparato y procedimiento para la producción de embriones de espuma expandida.
(18/03/2020) Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de:
- proporcionar un plastisol;
- proporcionar una unidad de inyección para el moldeo por inyección que comprende un cilindro con una boquilla y una unidad de control adaptada para controlar la contrapresión Pback en el interior del cilindro y para mantener dicha presión por encima de una presión de espumación crítica;
- proporcionar un molde que comprende un orificio de inyección, un medio que ejerce una fuerza, una primera y una segunda mitad de molde que forman una cavidad de molde con un volumen de cavidad, donde las mitades de molde pueden moverse una respecto de la otra para modificar el volumen de la cavidad, donde el molde se proporciona en un estado frío que tiene…
Máquina de moldeo y método para moldear una pieza.
(29/01/2020). Solicitante/s: Extrude to Fill, Inc. Inventor/es: FITZPATRICK,RICHARD ERNEST.
Una máquina de moldeo , que comprende:
una primera mitad de molde ;
dos o más extrusoras en asociación con la primera mitad de molde , incluyendo cada extrusora de las dos o más extrusoras un barril , un tornillo de extrusión dentro del barril y una boquilla en acoplamiento sellado con la primera mitad de molde , en donde cada extrusora de las dos o más extrusoras se controla independientemente para girar el tornillo de extrusión en una primera dirección para hacer que el material fluya y para girar el tornillo de extrusión en una segunda dirección opuesta a la primera dirección para detener el flujo de material una vez que se alcanza una presión objetivo para la extrusora respectiva; y
un microprocesador central o principal configurado para procesar datos recibidos de las dos o más extrusoras y controlar cada extrusora para detener individualmente o en conjunto el flujo de material una vez se alcanza la presión objetivo.
PDF original: ES-2773150_T3.pdf
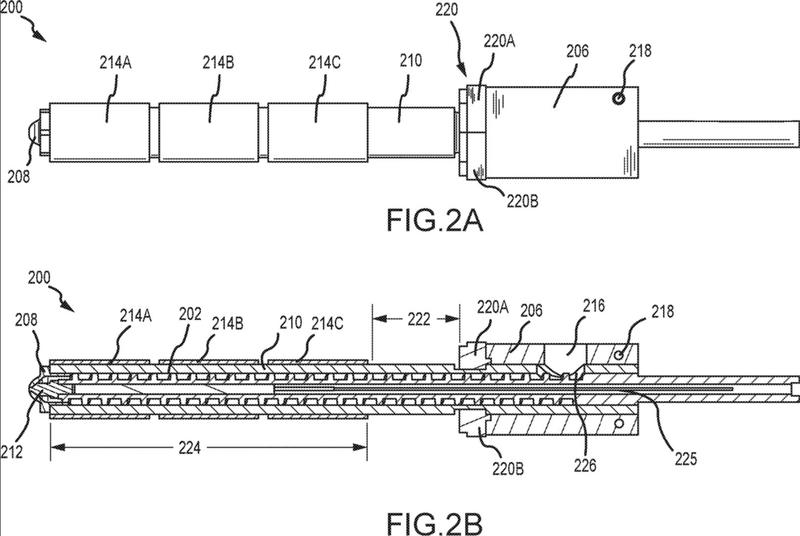
Método para moldear una parte.
(29/01/2020). Ver ilustración. Solicitante/s: Extrude to Fill, Inc. Inventor/es: FITZPATRICK,RICHARD ERNEST.
Un método para moldear una parte, donde el método comprende:
rotar un tornillo (202, 302, 402, 600A, 600B) dentro de un barril para extrudir un material fundido a través de un orificio de boquilla en una cavidad de molde para llenar la cavidad de molde con el material fundido;
detener la rotación del tornillo (202, 302, 402, 600A, 600B) sobre la cavidad de molde que se llena con el material fundido;
monitorizar un parámetro indicativo de una presión en la cavidad de molde; y
en respuesta al parámetro que indica una caída de presión en la cavidad de molde, rotar más el tornillo (202, 302, 402, 600A, 600B) y extrudir material fundido adicional en la cavidad de molde.
PDF original: ES-2782184_T3.pdf
Interfaz de cableado para una máquina de producción de la industria transformadora de plásticos y método para el reequipamiento de una máquina de producción de este tipo.
(16/10/2019) Disposición que comprende una máquina de producción de la industria transformadora de plásticos, un cable interno (14-14''''''') y una interfaz de cableado ; dicha máquina de producción tiene varias cavidades (11, 11', 11") y varios transductores de presión piezoeléctricos (13, 13', 13"); en donde se dispone al menos un transductor de presión piezoeléctrico (13, 13', 13") en cada cavidad (11, 11', 11"); dicho transductor de presión piezoeléctrico (13, 13', 13") detecta una presión interna de la herramienta en la cavidad (11, 11', 11") y emite una señal de carga eléctrica por cada presión interna de la herramienta…
MÉTODO DE MOLDEO CIENTÍFICO AUTOAJUSTADO POR APRENDIZAJE RECURRENTE EN TIEMPO REAL.
(28/06/2018) Descripción técnica: método de moldeo científico de inyección conformado por la combinación de procesos, herramentales, materiales y técnicas de análisis con algoritmos inteligentes para eliminar variaciones no deseadas en el proceso de inyección, caracterizado por integrar moldes que incorporan instrumentos dentro de su geometría física, una red de sensores de captura de variables como temperatura y presión, imágenes térmica e imágenes para análisis dimensional, caracterizada por la comunicación determinística redundante entre sensores, dispositivos de actuación, control y análisis inteligente de proceso y la interfaz de usuario, análisis y control inteligente por aprendizaje recurrente en tiempo real, caracterizado por…
Método para la gestión del proceso de llenado de molde de una máquina de moldeo por inyección.
(17/08/2016) Método para el llenado correcto volumétricamente de una cavidad de un molde con una masa fundida de un material a procesar en un proceso de moldeo por inyección, en donde el método presenta una fase de aprendizaje y una fase de producción, caracterizado por que en la fase de aprendizaje se realizan al menos las siguientes etapas 1-5 y en la fase de producción al menos la siguientes etapa 6-8:
en la fase de aprendizaje:
1. provisión de una máquina de moldeo por inyección dotada de un molde, en donde la máquina de moldeo por inyección está equipada para la fabricación de una pieza de calidad en una cavidad del molde,
2. realización al menos de un ciclo de moldeo por inyección de aprendizaje para la obtención de una pieza de calidad y registro de un desarrollo de presión pLMasa(t) que se correlaciona con el desarrollo de…
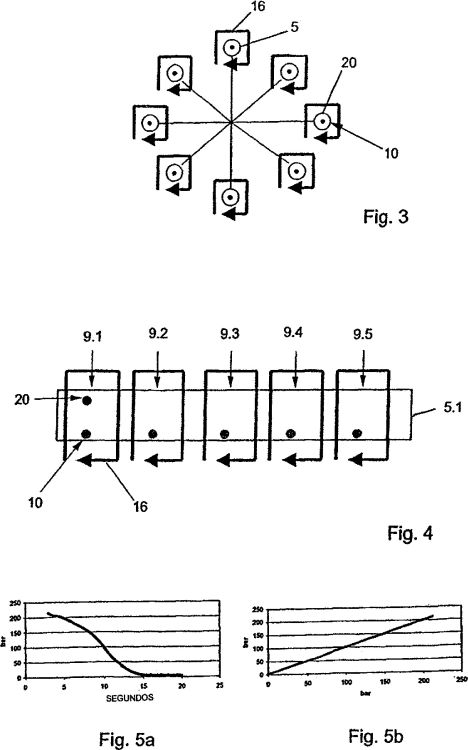
Procedimiento de inyección de plástico para la fabricación de un depósito de contenedor de recogida de residuos y molde que pone en práctica un procedimiento de este tipo.
(20/04/2016). Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Inventor/es: DUCROCQ,ISABELLE, MILLET,DANIEL, SILGER,JOERG.
Procedimiento de inyección de plástico para la fabricación de un depósito de contenedor de recogida de residuos, comprendiendo el depósito una pared de fondo y paredes laterales , estando el procedimiento caracterizado por que comprende las siguientes etapas:
- inyección simultánea de material plástico a nivel de al menos dos puntos de inyección , denominados puntos de inyección laterales, dispuestos uno frente al otro, situados cada uno en un punto de la matriz correspondiente a una de las dos caras laterales opuestas del depósito acabado;
- medición, a intervalos temporales regulares, de la presión en la matriz en las proximidades de cada uno de los puntos de inyección ;
- accionamiento de un procedimiento de seguridad si la diferencia de presión entre los puntos de inyección opuestos supera un umbral predeterminado.
PDF original: ES-2582491_T3.pdf
MICROAGUJAS DE POLÍMERO CRISTALINO LÍQUIDO.
(06/04/2016). Solicitante/s: 3M INNOVATIVE PROPERTIES COMPANY. Inventor/es: DUAN, DANIEL, C., RENDON,STANLEY.
Un dispositivo que comprende una microaguja de polímero cristalino líquido termotrópico, en donde la microaguja comprende una punta y una base, y en donde la microaguja tiene un 5 momento de flexión sostenido máximo medido a un 15% de la distancia desde la punta hasta la base de 30.000 a 60.000 mN-μm.
PDF original: ES-2580834_T3.pdf
Procedimiento y dispositivo para la monitorización, documentación y/o control de una máquina para la fundición inyectada.
(17/12/2014) Procedimiento para la supervisión, documentación y/o regulación de una máquina para la fundición inyectada (P) con una herramienta para la fundición inyectada , en la cual se introduce una masa fundida, en cuyo caso se determina directamente la viscosidad de la masa fundida dentro de la herramienta de fundición inyectada por medio del correspondiente cociente entre el esfuerzo de cizallamiento y la velocidad de cizallamiento en base a las diferencias de presión (Δp), a la geometría de la cavidad y a la velocidad de flujo (Δt) de la masa fundida, caracterizado en que,
la velocidad será determinada por medio de al menos un sensor de la presión interior de la herramienta y al menos…
Sistema de medición en un dispositivo de moldeo por inyección.
(07/11/2013) Sistema de medición para medir una o varias presiones y/o temperaturas en un dispositivo de moldeo por inyección,que comprende una placa base y al menos un molde con al menos una parte de una cavidad , donde la placa base y el molde están situados de forma desmontable sobre al menos una superficie de separación común ,así como al menos un sensor en el molde para el registro de presiones y/o temperaturas, así como un móduloemisor en el molde en la superficie de separación , que está conectado eléctricamente con el sensor , asícomo un módulo receptor en la placa base en la superficie de separación , frente al módulo emisor , dondelos datos de medición se pueden transmitir del módulo emisor al módulo receptor y se pueden transmitir a unaparato de evaluación conectado eléctricamente con el módulo receptor , caracterizado por el…
Acoplamiento para un dispositivo de moldeo por inyección de plástico.
(22/07/2013) Acoplamiento para un dispositivo de moldeo por inyección de plástico que conecta un eje de accionamiento con un transportador helicoidal , donde el acoplamiento incluye al menos un sensor de fuerza con unelemento de medición para la detección indirecta de la presión de la tobera, caracterizado por una primeraconexión resistente a la rotación y que no transmite ninguna fuerza axial y una segunda conexión ,desacoplada mecánicamente de la primera conexión , resistente a la presión y que no transmite ningún parmotor, entre el eje de accionamiento y el transportador helicoidal , donde el elemento de medición estádispuesto en la pista de fuerza A de la segunda conexión , resistente…
Procedimiento para la regulación de un proceso de fundición inyectada de una máquina de fundición inyectada.
(19/06/2012) Procedimiento para la regulación del tiempo de enfriamiento de una pieza de inyección en un proceso de fundiciónpor inyección de una máquina para fundición por inyección con una herramienta para fundición por inyección, la cualforma al menos una cavidad para la pieza inyectada a fabricar, en cuyo caso una masa fundida será introducida enla cavidad a través de una entrada macho, caracterizado en que, se determina el recorrido a lo largo del tiempo de latemperatura de la pared de la herramienta en la cavidad y se regula el tiempo de enfriamiento a partir del recorridode la misma, en cuyo caso se utiliza como valor inicial para el recorrido de la temperatura de la pared de laherramienta una temperatura máxima de la pared de la herramienta, el punto de cambio de presión posterior…
MÉTODO PARA OPERAR UN EJE DE HERRAMIENTA.
(14/06/2011) Procedimiento para el funcionamiento de una herramienta de trabajo con la ayuda de un elemento de sensor de un sensor , especialmente de una herramienta para la fundición inyectada, en cuyo caso a una cavidad está asignado al menos un sensor , por ejemplo para la medición de una presión interior de una herramienta, y el elemento de sensor está insertado en un casquillo con holgura , caracterizado en que, el sensor será calibrado, lo cual quiere decir que se determina su sensibilidad, posteriormente, y así después de la determinación de la sensibilidad se elige un elemento de construcción codificado de la forma correspondiente, por ejemplo una resistencia, y es insertado en el sensor a continuación, y el sensor serán insertado…
PROCEDIMIENTO PARA REGULAR LA CONTRACCION DE PIEZAS MOLDEADAS POR INYECCION.
(10/12/2009). Ver ilustración. Solicitante/s: PRIAMUS SYSTEM TECHNOLOGIES AG. Inventor/es: FREY,JURGEN.
Procedimiento para la regulación de la contracción de piezas inyectadas en una cavidad de una herramienta de una máquina de moldeo por inyección después de terminar el proceso de llenado de esta cavidad con una fundición, en cuyo caso la temperatura y la presión interna en la cavidad será controlada y la temperatura de la herramienta será regulada, caracterizado en que, la temperatura al final del recorrido de flujo de la fundición será controlada, la temperatura y la presión interna en la cavidad serán adaptadas a un recorrido de referencia mediante el ajuste de la temperatura de la herramienta del final de la fase de llenado o bien a través de un máximo de presión en la cavidad hasta el final del ciclo de inyección, y la presión atmosférica será alcanzada siempre con la misma temperatura de la herramienta.
INSTALACION DE FABRICACION DE PIEZAS DE MATERIAL COMPUESTO MEDIANTE MOLDEO POR TRANSFERENCIA DE RESINA (RTM).
(16/03/2003). Solicitante/s: AEROSPATIALE SOCIETE NATIONALE INDUSTRIELLE. Inventor/es: FILLEUL, DIDIER, BOIME, BERNARD.
Instalación de fabricación de piezas en material compuesto, por moldeado por trasferencia de resina. Para fabricar a voluntad, según la técnica RTM, piezas compuestas de grandes dimensiones con gran tasa volúmica de fibras y piezas compuestas de grandes dimensiones con pequeña relación volúmica de fibras, se propone una instalación que puede funcionar con caudal controlado o con presión controlada. En los dos casos, la regulación está asegurada por una tarjeta en flujo lógico. Con caudal controlado, la resina se inyecta alternativamente por dos gatos (40a, 40b) controlados por motores cuya velocidad se regula. Con presión controlada, la resina se inyecta directamente desde los botes de alimentación , sometidos entonces a una presión regulada por un regulador de aire.
PROCEDIMIENTO PARA LA SUPERVISION Y/O REGULACION DE PROCESOS DE UNA MAQUINA DE COLADA A PRESION.
(16/11/2001). Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: STUMMER, FRIEDRICH, DR. ING., FREY, ROLF.
SE PROPONE UN PROCEDIMIENTO PARA SUPERVISION DE PROCESOS Y/O REGULACION DEL AGREGADO DE FUNDICION DE UNA MAQUINA DE FUNDICION A PRESION, MEDIANTE EL CUAL SE OBTIENEN LAS CURVAS DE PERFIL TEORICO PARA EL AJUSTE DE LA MAQUINA DE FUNDICION A PRESION CON LAS CURVAS PERFILADAS REALES MEDIDAS. CON ELLO SE HA PREVISTO ESPECIALMENTE, QUE SE DISPONGA DE UNA COORDINACION DE LA VELOCIDAD DEL EMBOLO DE FUNDICION EN EL CAMINO DEL EMBOLO Y/O DE LA PRESION DEL EMBOLO DE FUNDICION TAMBIEN EN EL CAMINO DEL EMBOLO O DE UN TIEMPO DE FUNDICION CORRESPONDIENTE PARA EL VALOR REAL MEDIDO, QUE SE COMPARA CON LOS VALORES PREVIAMENTE DADOS Y/O LAS CURVAS MAESTRAS QUE CORRESPONDEN A LAS POSICIONES DE DESPLAZAMIENTO A SER DETERMINADAS DEL EMBOLO DE FUNDICION.
DISPOSITIVO DE REGULACION Y/O CONTROL DE PRESION PARA UN MEDIO FLUIDO, EN ESPECIAL AIRE O GAS.
(01/07/1997) LA INVENCION SE REFIERE A UN DISPOSITIVO DE REGULACION Y/O CONTROL DE PRESION PARA UN MEDIO FLUIDO, EN PARTICULAR AIRE O GAS, PERO CON PREFERENCIA NITROGENO, QUE DEBE SER SUMINISTRADO A LA MASA FUNDIDA PLASTICA EN UNA HERRAMIENTA DE MOLDEO DE INYECCION. PUEDE SER DISEÑADO COMO UNA UNIDAD ESTACIONARIA, PERO CON PREFERENCIA UNIDAD MOVIL, DISPUESTA ENTRE UN ACUMULADORGENERADOR DE PRESION Y UN SISTEMA DE INYECCION ASOCIADO A LA HERRAMIENTA DE MOLDEADO DE INYECCION, POR EJEMPLO EN UN CABEZAL DE TOBERA O EN UN MODULO SUPLEMENTARIO. EL DISPOSITIVO TIENE UNA CONDUCCION PRINCIPAL QUE GUIA A PARTIR DEL GENERADOR/ACUMULADOR DE PRESION AL SISTEMA DE INYECCION Y QUE PUEDE SER CONECTADA, POR MEDIO DE UN CONTROL DE VALVULA, SOLAMENTE…
DISPOSITIVO PARA INYECTADO DE UNA PARTE DE PLASTICO.
(01/11/1995) SE DESCRIBE UN DISPOSITIVO PARA INYECTADO DE UNA CUBIERTA DE PLASTICO EN UN TUBO DE PAPEL CON UNA UNIDAD DE INYECCION GENERAL CON TOBNERAS, ESPIRAL DE EXTRUSION IMPULSADA , CILINDRO PLASTIFICADO Y CON UN DISPOSITIVO DE FIJACION POR IMPACTO DEL PLASTICO , CON LO QUE LAS TOBERAS SE CONECTAN CON EL CILINDRO PLASTIFICADO Y SE COMPRENDE DESDE EL EXTERIOR AL MENOS PARCIALMENTE DESDE DOS PIEZAS DE MOLDEO EXTERIORES MOVILES Y SE FORMA LA PIEZA DE MOLDEO INTERIOR POR UN MANDRIL MOVIL. PARA DISMINUIR EL COSTE TECNICO Y SIMULTANEAMENTE CONSEGUIR EL MEJOR CUMPLIMIENTO DE LAS NECESIDADES HIGIENICAS EN TALES MAQUINAS, ESPECIALMENTE EN LA ZONA MEDIA DE VIDA, SE PROPONE SEGUN EL INVENTO QUE EL CILINDRO PLASTIFICADO Y LAS TOBERAS…
PROCEDIMIENTO PARA FUNDICION INYECTADA DE PIEZAS DE FORMA TERMOPLASTICAS, ASI COMO EL PROCEDIMIENTO PARA REALIZAR ESTE PROCEDIMIENTO.
(16/04/1995). Solicitante/s: BATTENFELD GMBH. Inventor/es: ECKARDT, HELMUT, DIPL.-ING., EHRITT, JURGEN.
SE PROPONE UN PROCEDIMIENTO PARA LA FUNDICION INYECTADA DE PIEZAS DE FORMA DE CUERPO HUECO DE MATERIALES TERMOPLASTICOS. PRIMERO SE PRENSA LA CANTIDAD SUFICIENTE DEL MATERIAL FUNDIBLE EN LA FORMA DE INYECCION. A CONTINUACION SE PRENSA UN MEDIO FLUIDO, SOBRE TODO GAS, EN LA FORMA DE INYECCION, QUE DISTINGUE LA MASA DE PLASTICO DE FORMA UNIFORME SOBRE LA SUPERFICIE DE LA ZONA DE FORMA HUECA, FORMANDOSE ASI EL CUERPO HUECO. COMO SIGUIENTE PASO, EL CUERPO HUECO SUJETADO BAJO LA PRESION SE REFRIGERA EN LA FORMA DE INYECCION. ENTONCES SE DEJA SALIR LA PRESION DEL CUERPO HUECO Y LA PIEZA DE FORMA DE INYECCION. ES IMPORTANTE QUE LA PRESION DEL MEDIO PUEDA VARIARSE TEMPORALMENTE DENTRO DE LA FORMA DE INYECCION, SEGUN UN PERFIL DE PRESION DETERMINADO PARA CADA PIEZA DE FORMA.
MAQUINAS PARA MOLDEO POR INYECCION QUE TIENEN UN SISTEMA ACCIONADOR POR MOTOR DE CORRIENTE CONTINUA SIN ESCOBILLAS.
(01/12/1994). Solicitante/s: CINCINNATI MILACRON INC.. Inventor/es: FAIG, HAROLD, J., SPARER, RONALD, M.
UNA MAQUINA MOLDEADORA POR INYECCION QUE UTILIZA MOTORES DE CC SIN ESCOBILLAS EN SUS SISTEMAS DE TRANSMISION POR SERVOMECANISMO. ESTOS MOTORES SIN ESCOBILLAS PROPORCIONAN UN SISTEMA DE TRANSMISION DE ALTA POTENCIA DE COSTO EFECTIVO QUE TIENE LA SIMPLICIDAD DE CONTROLAR LOS MOTORES DE CC DE TIPO ESCOBILLA. UTILIZANDO CODIFICADORES DE ALTA RESOLUCION Y CONTROLANDO LA PRESION CON UN CIRCUITO CERRADO DE CONTROL DE VELOCIDAD DEL SERVOMOTOR, SE MINIMIZAN LAS OSCILACIONES DE LA VELOCIDAD A CERO Y LOS ENGRANAJES DE LAS RUEDAS DENTADAS DEL MOTOR.
PROCEDIMIENTO Y DISPOSITIVO DE AMOLDADO POR INYECCION DE MATERIALES COMPUESTOS.
(16/11/1992). Solicitante/s: SEVA, SOCIETE DITE,. Inventor/es: BELOT, PIERRE, DUPUIS, ALAIN.
PROCEDIMIENTO Y DISPOSITIVO DE AMOLDADO POR INYECCION DE UN MATERIAL COMPUESTO CONSTITUIDO POR UNA RESINA TERMOENDURECIBLE, FIBRAS DE REFUERZO Y UNA CARGA. EL MATERIAL COMPUESTO, CONTENIDO EN UN CILINDRO HUECO ES, EN PRIMER LUGAR, COMPACTADO MEDIANTE UN PISTON MOVIL DENTRO DE DICHO CILINDRO, HASTA OBTENER UNA TASA DE COMPACTACION DETERMINADA. AL FINAL DE LA FASE DE COMPACTACION, LA POSICION DEL PISTON ES MARCADA MEDIANTE UN CAPTADOR DE POSICION . A CONTINUACION, LA INYECCION DEL MATERIAL COMPUESTO COMPACTADO EN UN MOLDE SE EFECTUA DANDO AL PISTON , A PARTIR DE SU POSICION MARCADA AL FINAL DE LA FASE DE COMPACTACION, UN DESPLAZAMIENTO CORRESPONDIENTE A LA INTRODUCCION EN EL MOLDE DE LA CANTIDAD DE MATERIAL COMPUESTO ESTRICTAMENTE NECESARIA PARA LA CONFECCION DE LA PIEZA AMOLDADA. SE EVITA ASI EL DESPILFARRO DE MATERIAL COMPUESTO.
PERFECCIONAMIENTOS EN APARATOS PARA EL CONTROL DE LA PRESION DEL MOLDE DE MAQUINAS DE MOLDEO POR INYECCION.
(01/07/1976). Solicitante/s: CINCINNATI MILACRON INC..
Resumen no disponible.
{kind=link}
{kind=link}