CIP-2021 : B29C : CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO,
NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
CIP-2021 › B › B29 › B29C[u] › CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[n] de B29C: - Esta subclase cubre :
- conformación o unión de materias plásticas;
- conformación de materiales en estado plástico cuando no se identifica un material específico;
- conformación de materiales en estado plástico, no previstos en otro lugar.
- Esta subclase no cubre :
- trabajo de material plástico en forma de lámina de una forma análoga al trabajo del papel, el cual está cubierto por la clase B31;
- conformación de materiales previstos en otro lugar, p. ej. de metal, arcilla o productos alimenticios.
- Es importante tener en cuenta la Nota (3) que sigue al título de la clase B29 .
- En la presente subclase:
- la reparación de artículos hechos de plásticos o de materiales en estado plástico, p.ej. de objetos conformados o fabricados utilizando técnicas cubiertas por la presente subclase o por la subclase B29D, se clasifica en el grupo B29C 73/00;
- los elementos constitutivos, detalles, accesorios u operaciones auxiliares aplicables a más de una técnica de conformación están clasificados en los grupos B29C 31/00 - B29C 37/00;
- los elementos constitutivos, detalles, accesorios u operaciones auxiliares aplicables o utilizados únicamente en una técnica de conformación específica están clasificados sólo en los subgrupos relevantes de los grupos B29C 39/00 - B29C 71/00 .
- En la presente subclase, es deseable añadir los códigos de indexación de las subclases B29K y B29L .
B29C 31/00 Manipulación, p. ej. alimentación del material a conformar.
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
- B29C 31/02 Distribución a partir de depósitos, p. ej. tolvas. [+19 invenciones en esta categoría]
- B29C 31/04 Alimentación, p. ej. carga en una cavidad de moldeo. [+48 invenciones en esta categoría]
- B29C 31/06 de cantidades determinadas. [+16 invenciones en esta categoría]
- [+2 subclases].
B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos.
- B29C 33/02 con medios de calentamiento o enfriamiento incorporados. [+41 invenciones en esta categoría]
- B29C 33/04 utilizando líquido, gas o vapor de agua. [+70 invenciones en esta categoría]
- B29C 33/06 utilizando radiaciones. [+17 invenciones en esta categoría]
- [+35 subclases].
B29C 35/00 Calentamiento, enfriamiento o endurecimiento, p. ej. reticulación, vulcanización; Aparatos a este efecto (moldes con medios de calentamiento o de enfriamiento incorporados B29C 33/02; dispositivos para el endurecimiento de prótesis dentales de materia plástica A61C 13/14; antes del moldeo B29B 13/00).
- B29C 35/02 Calentamiento o endurecimiento, p. ej. reticulación o vulcanización (vulcanización en frío B29C 35/18). [+135 invenciones en esta categoría]
- B29C 35/04 con líquido, gas o vapor de agua. [+40 invenciones en esta categoría]
- B29C 35/06 para fabricar objetos de longitud indefinida. [+16 invenciones en esta categoría]
- [+6 subclases].
B29C 37/00 Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C 37/02 Desbarbado. [+17 invenciones en esta categoría]
- B29C 37/04 de objetos soldados, p. ej. desbarbado o en combinación con el soldado. [+5 invenciones en esta categoría]
B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad).
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
- B29C 39/02 para la fabricación de objetos de longitud definida, es decir, de objetos separados. [+35 invenciones en esta categoría]
- B29C 39/04 utilizando moldes móviles (B29C 41/02 tiene prioridad). [+6 invenciones en esta categoría]
- B29C 39/06 que se desplazan continuamente, p. ej. a lo largo de líneas de producción. [+3 invenciones en esta categoría]
- [+19 subclases].
B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00).
- B29C 41/02 para fabricar objetos de longitud definida, es decir, de objetos separados. [+6 invenciones en esta categoría]
- B29C 41/04 Moldeo por rotación o centrifugación, es decir, revestimiento de la superficie interna de un molde por rotación del molde. [+61 invenciones en esta categoría]
- B29C 41/06 alrededor de dos o más ejes. [+21 invenciones en esta categoría]
- [+23 subclases].
B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
- B29C 43/02 para fabricar objetos de longitud definida, es decir, de objetos separados. [+56 invenciones en esta categoría]
- B29C 43/04 utilizando moldes móviles. [+10 invenciones en esta categoría]
- B29C 43/06 que se desplazan continuamente. [+3 invenciones en esta categoría]
- [+26 subclases].
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
- B29C 44/02 para objetos de longitud definida, es decir, objetos separados. [+30 invenciones en esta categoría]
- B29C 44/04 formados por al menos dos partes constituidas por materiales químicas o físicamente diferentes, p. ej. con densidades distintas. [+34 invenciones en esta categoría]
- B29C 44/06 Producción de artículos multicapa. [+14 invenciones en esta categoría]
- [+27 subclases].
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C 45/02 Moldeo por transferencia, es decir, transfiriendo un volumen determinado de material de moldeo por un pistón desde una cavidad de carga a una cavidad de moldeo. [+33 invenciones en esta categoría]
- B29C 45/03 Aparatos de moldeo por inyección (moldeo por transferencia B29C 45/02). [+23 invenciones en esta categoría]
- B29C 45/04 utilizando moldes móviles (B29C 45/08 tiene prioridad). [+38 invenciones en esta categoría]
- [+56 subclases].
B29C 48/00 Moldeo por extrusión, p. ej. el material a moldear se hace pasar por una salida o boquilla que proporciona al material la forma deseada; aparatos al efecto (moldeo por extrusión soplado B29C 49/04).
- B29C 48/02 Aparatos de extrusión de pequeño tamaño, p.ej. manuales, de juguete o extrusoras de laboratorio. [+1 invenciones en esta categoría]
- B29C 48/025 Disposición o concepción general de la planta. [+1 invenciones en esta categoría]
- B29C 48/03 caracterizada por la forma del material extruido durante la extrusión. [+2 invenciones en esta categoría]
- [+141 subclases].
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
- B29C 49/02 Moldeo por soplado combinado con la fabricación de la preforma o del parisón. [+35 invenciones en esta categoría]
- B29C 49/04 Moldeo por extrusión-soplado. [+127 invenciones en esta categoría]
- B29C 49/06 Moldeo por inyección-soplado. [+147 invenciones en esta categoría]
- [+37 subclases].
B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto.
- B29C 51/02 Termoformación combinada con la fabricación de la preforma. [+29 invenciones en esta categoría]
- B29C 51/04 Termoformación combinada con un preestirado, p. ej. preestirado biaxial. [+31 invenciones en esta categoría]
- B29C 51/06 utilizando una diferencia de presión. [+10 invenciones en esta categoría]
- [+20 subclases].
B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad).
B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad).
- B29C 55/02 de placas o de hojas. [+50 invenciones en esta categoría]
- B29C 55/04 en un solo eje, p. ej. oblicuo. [+19 invenciones en esta categoría]
- B29C 55/06 paralelo a la dirección de alimentación. [+49 invenciones en esta categoría]
- [+12 subclases].
B29C 57/00 Conformación de extremos de tubos, p. ej. formación de rebordes, ensanches o cierres; Aparatos a este efecto.
- B29C 57/02 Ensanche o agrandamiento, p. ej. combinado con la formación de una ranura. [+22 invenciones en esta categoría]
- B29C 57/04 utilizando medios mecánicos. [+26 invenciones en esta categoría]
- B29C 57/06 deformables elásticamente. [+4 invenciones en esta categoría]
- [+3 subclases].
B29C 59/00 Conformación de superficies, p. ej. grabado o estampado en relieve; Aparatos a este efecto.
- B29C 59/02 por medios mecánicos, p. ej. por prensado. [+65 invenciones en esta categoría]
- B29C 59/04 utilizando rodillos o correas sin fin. [+80 invenciones en esta categoría]
- B29C 59/06 utilizando tambores de vacío. [+7 invenciones en esta categoría]
- [+6 subclases].
B29C 61/00 Conformación por liberación de tensiones internas; Fabricación de preformas que tienen tensiones internas; Aparatos a este efecto (para la conformación de superficies B29C 59/18; para revestimiento de artículos B29C 63/38; para unir partes preformadas B29C 65/66).
- B29C 61/02 Contracción térmica. [+23 invenciones en esta categoría]
- B29C 61/04 Dilatación térmica.
- B29C 61/06 Fabricación de preformas que tienen tensiones internas, p. ej. memoria plástica. [+99 invenciones en esta categoría]
- [+2 subclases].
B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00).
- B29C 63/02 utilizando materiales en forma de hojas o de cintas (B29C 63/26 tiene prioridad). [+65 invenciones en esta categoría]
- B29C 63/04 por doblado, enrollado, curvado u operaciones similares. [+37 invenciones en esta categoría]
- B29C 63/06 alrededor de objetos tubulares. [+18 invenciones en esta categoría]
- [+21 subclases].
B29C 64/00 Fabricación aditiva, p. ej. fabricación de objetos tridimensionales [3D] por deposición aditiva, aglomeración aditiva o estratificación aditiva, p. ej. impresión 3D, estereolitografía o sinterización láser selectiva.
- B29C 64/10 Procesos de fabricación aditiva. [+5 invenciones en esta categoría]
- B29C 64/106 usando únicamente materiales líquidos o viscosos, p. ej. depositando un hilo continuo de material viscoso. [+26 invenciones en esta categoría]
- B29C 64/112 usando gotas individuales, p. ej. desde cabezales de inyección. [+21 invenciones en esta categoría]
- [+51 subclases].
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
- B29C 65/02 por calor, con o sin presión. [+253 invenciones en esta categoría]
- B29C 65/04 Calentamiento dieléctrico, p. ej. soldadura por alta frecuencia. [+36 invenciones en esta categoría]
- B29C 65/06 utilizando fricción, p. ej. soldadura por rotación. [+69 invenciones en esta categoría]
- [+38 subclases].
B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
B29C 69/00 Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
- B29C 69/02 de técnicas de moldeo solamente. [+26 invenciones en esta categoría]
B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones.
Notas[n] de B29C 70/00: - En el presente grupo, las expresiones siguientes tienen el significado expresado aquí:
- "refuerzo" significa una estructura en forma de fibras, cables, barras, varillas, secciones, placas o bloques, que aumenta la resistencia de un objeto;
- "carga" significa una sustancia relativamente inerte en forma de partículas, polvo, bolas, copos o esferas, que mejora las propiedades físicas o incrementa el volumen o el peso de un objeto;
- "pieza preformada" significa una parte constituida por cualquier material, totalmente conformada para obtener una forma determinada, y que no es utilizada como refuerzo, p. ej. hilos o redes incorporados sólo en la superficie de un objeto;
- "inserción" significa una pieza preformada incorporada a un objeto durante el moldeo.
- B29C 70/02 que contengan combinaciones de refuerzos y cargas incorporadas en una matriz, formando una o más capas, con o sin capas no reforzadas o no cargadas. [+40 invenciones en esta categoría]
- B29C 70/04 que sólo contengan refuerzos, p. ej. plásticos autoreforzados. [+10 invenciones en esta categoría]
- B29C 70/06 refuerzos fibrosos solamente. [+33 invenciones en esta categoría]
- [+41 subclases].
B29C 71/00 Postratamiento de objetos sin variar su forma; Aparatos a este efecto (B29C 44/56, B29C 73/00 tienen prioridad; conformación de superficies B29C 59/00).
- B29C 71/02 Postratamiento térmico. [+55 invenciones en esta categoría]
- B29C 71/04 por energía ondulatoria o radiación de partículas. [+38 invenciones en esta categoría]
B29C 73/00 Reparación de artículos hechos de materia plástica o de sustancias en estado plástico, p. ej. de objetos conformados o fabricados utilizando técnicas cubiertas por la presente subclase o la subclase B29D (recauchutado de neumáticos B29D 30/54; dispositivos para evitar las fugas en los tubos o en las mangas F16L 55/16).
- B29C 73/02 utilizando un líquido o un material pastoso (B29C 73/16 tiene prioridad). [+18 invenciones en esta categoría]
- B29C 73/04 utilizando elementos preformados. [+7 invenciones en esta categoría]
- B29C 73/06 utilizando tapones insertados en la perforación y que la obturan.
- [+14 subclases].
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA INTRODUCIR ADITIVOS.
(01/06/2007) Procedimiento para introducir un aditivo o varios aditivos en un medio que fluye mediante el empleo de por lo menos un inyector, mediante el cual se inyecta de forma pulsante en el medio el aditivo o uno de los aditivos, con un considerable enriquecimiento de energía cinética así como impulso, concretamente con una presión superior a 40 MPa, y se dosifica en relación a su caudal de volumen, estando dispuesto cada inyector penetrando dentro de la zona de flujo, y comprendiendo por lo menos una tobera en la que se mueve de forma controlada una aguja de tobera con un control de aguja, con una frecuencia de pulsación y duración de inyección predeterminados, presentando una tobera de inyección por lo menos un orificio de inyección cuyo diámetro presenta…
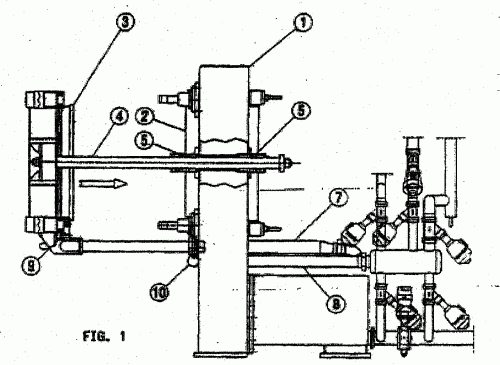
MAQUINA DE MOLDEO DE ELEMENTOS DE POLIESTIRENO CON VAPOR INTRODUCIDO EN LA PARTE INFERIOR DEL MOLDE Y UN SISTEMA DE DRENAJE DE CONDENSACION POR EL MISMO TUBO.
(01/03/2007). Ver ilustración. Solicitante/s: POLIMATE - S.R.L. Inventor/es: GORI, GIANCARLO, PASCIUTI, ANDREA.
Una máquina de moldeo de elementos de poliestireno, del tipo que comprende un molde constituido por un medio molde fijo y un medio molde móvil diseñados para la introducción de flujos de vapor a alta temperatura, que se introducen dentro de y se drenan del molde por medio de conductos (10a, 9a) respectivamente, insertados bajo el eje horizontal central del medio molde fijo y del medio molde móvil ; caracterizada porque los conductos (10a, 9a) usados para la introducción y el drenaje de vapor, se usan también para drenar condensación del interior del molde; y porque en la parte fija de la máquina está instalada una serie de válvulas para controlar el paso de los fluidos del proceso por el mismo conducto.
TARJETA MOLDEADA POR INYECCION CON UNA CAPA DECORATIVA.
(01/05/2003). Solicitante/s: GIESECKE & DEVRIENT GMBH. Inventor/es: HOPPE, JOACHIM, GAUCH, WOLFGANG.
La invención se refiere a un procedimiento para producir tarjetas moldeadas por inyección con al menos una capa decorativa , dicha capa decorativa se aplica en una película o una entrada antes de que se realice el moldeo por inyección. De acuerdo con la invención, la capa decorativa está cubierta con una capa protectora antes de que la película o entrada con la capa decorativa se inserte dentro del molde por inyección, para proteger los colores usados para la decoración de los efectos del calor y/o las presiones excesivas y/o los altos esfuerzos mecánicos durante el proceso de moldeo por inyección.
UN PROCEDIMIENTO Y UN DISPOSITIVO PARA EL FORRADO CONTINUO DE PIEZAS DE TRABAJO.
(01/04/1980). Solicitante/s: PALIV AG.
Un procedimiento y un dispositivo para el forrado continuo de piezas de trabajo, en cuyo procedimiento se aplica sobre una cara de una tira continua de material movida de manera continua un pegamento, y la tira continua de material se aplica a presión, con su cara recubierta con pegamento, sobre piezas de trabajo que son movidas a la misma velocidad, caracterizándose el procedimiento por el hecho de que después de la aplicación del pegamento, la cara visible de la tira continua de material , opuesta a la cara recubierta con pegamento, es conducida en contacto directo por encima de una superficie caldeada.
PERFECCIONAMIENTOS EN LOS APARATOS DE ESTIRAR TRANSVERSALMENTE Y ORIENTAR MOLECULARMENTE BANDAS FLEXIBLES,Y METODO CORRESPONDIENTE.
(01/11/1979) Perfeccionamientos en los aparatos de estirar transversalmente y orientar molecularmente bandas flexibles, en avance continuo, caracterizados porque el aparato comprende medios sujetadores para impedir el movimiento entrante substancial de los borde de la banda, un par de bancos opuestos de elementos de presión espaciados transversalmente entre los que puede discurrir la banda mientras sus bordes están en contacto con los medios sujetadores, estando al tresbolillo transversalmente los elementos de presión de un banco respecto de los elementos del otro banco, y cuando se mira en la dirección transversal, solapando los elementos de presión del otro banco en un tal grado de solapa que los elementos de presión hacen que la banda adopte una forma extendida de borde a borde aplicando fuerzas opuestas respectivamente a las superficies opuestas…
DISPOSICION PERFECCIONADA PARA SOLDADURA DE PLASTICOS POR ALTA FRECUENCIA.
(16/10/1979). Solicitante/s: ACEÑA MANZANOS,FELIX.
Resumen no disponible.
DISPOSITIVO PARA CONECTAR TUBOS DE PLASTICO POR TERMOSOLDADURA.
(16/10/1979). Solicitante/s: WAVIN B.V..
Dispositivo para conectar tubos de plástico por termosoldadura, mediante el cual la cara interior de un primer tramo de tubo hembra de plástico ensanchado es calentado hasta la temperatura de fusión y es unido con la cara exterior, calentada de modo correspondiente, de un segundo tramo de tubo macho de plástico, mientras el segundo tramo de tubo es prensado al interior del primero, caracterizado por el hecho de comprender una placa con al menos un mandril ensanchador calentable, que forma un ensanchamiento a modo de embudo.
DISPOSITIVO DE SOLDADURA PARA ARTICULOS LAMINARES DE MATERIAL PLASTICO.
(16/10/1979). Solicitante/s: AGLES PORTA,ANTONIO.
Dispositivo de soldadura para artículos laminares de material plástico, del tipo que comprende dos pares de cintas transportadoras superpuestas y algo distanciadas entre sí, las cuales discurren yuxtapuestas las de cada par durante un tramo de longitud convencional y constituyen pinzas de suspensión de los artículos laminares a soldar, caracterizado por el hecho de que en posición intercalada entre los tramos yuxtapuestos. de los dos pares de cintas se hallan situados, por lo menos, dos tubos longitudinales calefactores, en la misma dirección que las cintas, ligeramente separados entre sí, por entre los cuales pasan los artículos suspendidos a solar, que a su salida de los tubos calefactores son prensados por un par de rodillos tangentes entre sí.
DISPOSITIVO PARA EL LLENADO DE UNO O VARIOS MOLDES DE FUNDICION.
(01/10/1979). Solicitante/s: WILHELM HEDRICH VAKUUMANLAGEN GMBH + CO. K.G.
Dispositivo para el llenado de uno o varios moldes de fundición, de tamaños diferentes, con resina de fundición o medios semejantes colablamenta líquidos, consistente en varios depósitos de reserva y/o deposito mezclador también evacuable, en cada caso, con una bomba o varias bombas dosificadoras, que siguen transportando los componentes o la mezcla acabada, una cámara mezcladora y una tubería de suministro hacia los moldes, caracterizado porque entre una bomba, coordinada a un mezclador de acabado y los moldes, que alojan diferentes volumen, solamente, en cada caso, esta dispuesto un elemento amortiguador, provisto de dos contactos regulables de conexión y de maniobra, un empalme de medios de presión y una válvula.
PROCEDIMIENTO PARA CONECTAR TUBOS DE PLASTICOS POR TERMOSOLDADURA.
(16/07/1979). Solicitante/s: WAVIN B.V..
Procedimiento para conectar tubos de plástico por termosoldadura, en el que la cara interior de un primer tramo de tubo hembra de plástico ensanchado es calentado hasta la temperatura de fusión y es unido con la cara exterior, calentada de modo correspondiente, de un segundo tramo de tubo macho de plástico, mientras el segundo tramo de tubo es prensado al interior del primero, caracterizado por el hecho de que por lo menos el extremo del primer tramo de tubo de plástico es provisto de un ensanchamiento durante el calentamiento de la parte interior de dicho tramo de tubo de plástico.
DISPOSITIVO DE CORTE PARA ARTICULOS LAMINARES DE MATERIAL PLASTICO Y SIMILARES.
(01/07/1979). Solicitante/s: ANGLES PORTA,ANTONIO.
Dispositivo de corte para artículos laminares de material plástico y similares, caracterizado esencialmente por el hecho de que consta de dos rodillos giratorios, uno de ellos dotado en su contorno de un filo que se apoya en posición tangente sobre la superficie del otro rodillo, que constituye una sufridera, cuyos rodillos se hallan situados en posición intercalada respecto a un dispositivo transportador de los artículos laminares suspendidos que son introducidos entre los dos rodillos tangentes antes mencionados una vez cortados.
PLASTIFICADORA DE DOCUMENTOS PERFECCIONADA.
(01/06/1979). Solicitante/s: AGUILERA LEIVA, J. FRANCISCO VEDO REYES, J. MANUEL.
Plastificadora de documentos, perfeccionada, que siendo del tipo de las que incorporan sendos rodillos de tracción, comandados por un motor con dos resistencias térmicas que ejercen la acción termosoldable esencialmente se caracteriza por incorporar una transmisión por cadena desde el piñón de salida, del órgano motor a un piñón solidario a un extremo del eje del rodillo inferior, incorporando el extremo opuesto un piñón de reenvio para, un nuevo piñón solidario al eje del rodillo superior el cual está suspendido de un conjunto basculante constituido por una pletina articulada en el extremo antagónico al que soporta al rodillo, y condicionada a la acción de un resorte ondulado conjuntado con un muelle de expansión, con la particularidad de que las resistencias termosoldadoras están dotadas de un interruptor termostático y convenientemente aisladas por bloques de fibra de vidrio o material similar.
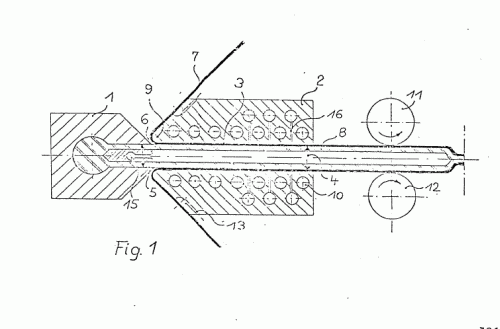
PROCEDIMIENTO PARA LA FABRICACION DE UN CORDON DE MATERIAL PLASTICO DE PERFIL HUECO REVESTIDO CON HOJA.
(16/04/1979). Ver ilustración. Solicitante/s: ROHM G.M.B.H..
Procedimiento para la fabricación de un cordón de material plástico hueco revestido con hoja por extrusión del material plástico, en estado termoplástico, aplicación de una hoja sobre el cordón termoplástico después de la salida desde el extrusor y paso del cordón revestido con la hoja a través de un canal moldeador, en que el cordón hueco, por presión de gas aumentada, se comprime en las cámaras huecas o por una infrapresión en el canal de moldeo se aprieta contra su pared interior y se enfría hasta por debajo de la temperatura de reblandecimiento, caracterizado porque la hoja a la entrada del canal moldeador se pone en contacto con el cordón hueco y junto con ésta se atrae dentro del canal moldeador.
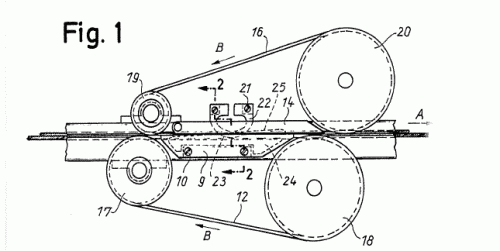
UN DISPOSITIVO DE CORTE Y SOLDADURA PARA HOJAS SUPERPUESTAS.
(01/04/1979). Ver ilustración. Solicitante/s: HANS BECK.
Un dispositivo de corte y soldadura para hojas superpuestas, hechas avanzar en forma de tira continua y que, apresadas entre pares de correas, están tensadas sobre un apoyo para hojas del dispositivo de corte y soldadura, con una cuchilla caldeada que provee con un cordón de soldadura de separación a las tiras continuas empujadas hacia ella, cuchilla que desde arriba se hunde en una cavidad del apoyo para las hojas, así como con un carril tensor discurrente sustancialmente paralelo a la dirección de avance, destinado a tensar y separar las hojas en sentido transversal con respecto a la dirección de avance.
PROCEDIMIENTO PARA FABRICAR SUPERFICIES INSENSIBLES AL USO DE PIEZAS DE MATERIAL SINTETICO.
(01/04/1979). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT, DE BERLIN Y MUNCHEN..
Procedimiento para fabricar superficie insensibles al uso en piezas de material sintético, haciendo áspera objetivamente su superficie, caracterizado porque la aspereza se imita mediante impresión de calotas esféricas, presentando el radio de la esfera 0,5 a 5 mm, preferentemente de 1,5 a 2,5 mm, suponiendo la profundidad de penetración de 2/u a 200/u, preferentemente de 20/u a 80/u, y porque se elige la separación de las impresiones esféricas distribuidas al menos estadísticamente, de tal manera que se produce una longitud de onda, desde lugares profundos a lugares elevados hasta la repetición, de 200/u a 1.000/u, preferentemente de 300/u a 600/u.
PRENSA CONTINUA PARA ESPUMA DE POLIURETANO.
(16/03/1979). Solicitante/s: ROIG AMIGO,JAIME.
Prensa continua para espuma de poliuretano, caracterizada por el hecho de constar de un cofre de empacado a presión con acceso por la cara superior a través de ventana de tamaño conveniente y provista de tapa basculante accionada por medios hidraúlicos y con cierre hermético para soportar la presión de empaque, una vez que los desechos de espuma colocados en dicha cavidad, sostenga el empuje de un pistón horizontal accionado por cilindro hidraúlico y cuyo movimiento arrastre una cadena sin fin que, a su vez, arrastra el alambre de atado que pasando por debajo enlaza la paca con vuelta completa en el momento de abrir la compuerta de fondo, asimismo accionada por cilindro hidraúlico, formando un atado pleno sosteniendo la presión ejercida.
PERFECCIONAMIENTOS EN VASTAGOS DE EXTRACCION PARA LEVANTAR CUERPOS HUECOS DE MATERIAL SINTETICO.
(16/01/1979). Solicitante/s: HENKEL KOMMANDITGESELLSCHAFT AUF AKTIEN.
Perfeccionamientos en vástagos de extracción para levantar cuerpos huecos de material sintético, tales como botellas, de una máquina de soplado, especialmente de una máquina de soplado rotativa, y para la conducción dirigida de los cuerpos huecos, caracterizados porque el vástago en la zona interior, a introducir en el cuerpo hueco, se dota de una membrana de goma en forma de manga, hinchable con aire después de su introducción en el cuello del cuerpo hueco.
PERFECCIONAMIENTOS EN LA FABRICACION DE ENVASES AUTOSUSTENTABLES.
(16/01/1979). Solicitante/s: PLM, A. B.
Perfeccionamientos en la fabricación de envases autosustentables mediante la unión de un dispositivo estabilizador, por ejemplo un pie, en el envase de material plástico, por ejemplo una botella, caracterizados porque un elemento aplica una fuerza contra la zona media del fondo del dispositivo estabilizador para hacer que éste quede colocado contra la zona media del fondo del envase y que al mismo tiempo otro elemento suministra energía que es dirigida hacia la zona en la cual la zona media del fondo del dispositivo estabilizador queda dispuesta contra la parte media del fondo del envase, con lo que el dispositivo estabilizador es soldado al envase en las zonas medias del dispositivo estabilizador y del envase.
DISPOSITIVO PARA LA FABRICACION DE CUERPOS HUECOS DE MATERIAL SINTETICO.
(01/01/1979). Solicitante/s: RAINER FISCHER.
Dispositivo para la fabricación de cuernos huecos de material sintético a partir de, una, pieza preformada con un mandril de soplado para realizar el soplado de acabado del cuerpo hueco en un molde de soplado constituido por dos mitades de molde de soplado idénticas, movibles una hacia otra y una alejándose de otra, estando constituida cada mitad del molde de soplado por dos partes de molde trasladables coaxialmente, pero con independencia una de otra, caracterizado porque las partes de molde de cada mitad del molde de soplado son trasladables perpendicularmente al plano de separación del molde, y porque la primera parte del molde posee como perfil interior el contorno exterior, del cuerpo hueco a .lo largo de su dimensión transversal mayor y la segunda parte del molde posee como perfil interior el contorno exterior del cuerpo hueco a lo largo de su dimensión transversal menor.
PERFECCIONAMIENTOS EN MAQUINAS MOLDEADORAS POR INYECCION.
(16/12/1978). Solicitante/s: UNIROYAL, A. G..
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS A BASE DE MATERIAL SINTETICO TERMOPLASTICO.
(01/12/1978). Solicitante/s: BEKUM MASCHINENFABRIKEN GMBH.
Resumen no disponible.
PROCEDIMIENTO PARA PREPARAR UNA PELICULA REVESTIDA, BIAXIALMENTE ORIENTADA Y DOTADA DE PROPIEDADES DE TERMOSOLDADURA MEJORADAS.
(01/12/1978). Solicitante/s: MOBIL OIL CORPORATION.
Resumen no disponible.
UN MOLDE PARA PREPARAR UN ARTICULO DE ESTRUCTURA CELULAR DE RESINA TERMOPLASTICA.
(16/11/1978) Un molde para preparar un artículo de estructura celular de resina termoplástica, comprendiendo dicho molde un dispositivo de abertura de vapor que incluye un elemento de abertura que se extiende a través del mismo y un elemento móvil introducido en disposición movible en dicho elemento de apertura, estando éste formado por una pared cónica truncada ensanchada progresivamente hacia el extremo en un lado y una pared cilíndrica en el otro lado, teniendo dicha pared cónica y dicha pared cilíndrica un eje común, disponiendo dicho elemento móvil de una superficie cónica truncada que corresponde a dicha pared cónica truncada y una superficie cilíndrica, formando dicho elemento móvil un hueco entre la superficie cónica truncada y la pared cónica truncada cuando se levanta el elemento móvil del elemento de abertura, en el cual…
APARATO DE SELLADO PARA LA FABRICACION DE UNA JUNTA PLEGADA PARA HOJAS DE PLASTICO.
(01/11/1978). Solicitante/s: MARTTI KONTINEN.
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS APARATOS PARA EL ESTIRAJE TRANSVERSAL DE MATERIAL TUBULAR.
(01/11/1978). Solicitante/s: F. B. MERCER LIMITED.
Perfeccionamientos en los aparatos para el estiraje transversal de material tubular, impulsando continuamente el material por una estructura de mandril interior cuya sección transversal aumenta a lo largo de su longitud, caracterizados porque la estructura de mandril comprende un mandril de manera toroidal y porque hay medios de accionamiento asociados con la estructura de mandril corriente abajo del punto de sección transversal máxima del mandril (o el punto de comienzo de la zona de sección transversal máxima del mandril) para impulsar de manera friccional el manguito y el material tubular que se ha alimentado sobre el manguito a lo largo de la superficie exterior del mandril.
UN PROCEDIMIENTO Y UN DISPOSITIVO PARA REVESTIR PIEZAS DE TRABAJO.
(16/10/1978). Solicitante/s: HELMUT FRIZ.
Resumen no disponible.
BOBINA DE LAMINA DE MATERIA PLASTICA.
(16/10/1978). Solicitante/s: INTERMAS S.A..
Bobina de lámina de materia plástica caracterizada porque está constituida por el arrollamiento de una disposición laminar que en las zonas inmediatas a sus bordes longitudinales, presenta cuatro espesores de lámina, correspondiendo los dos exteriores a capas que se extienden a toda la anchura de la bobina y las dos interiores, de anchura inferior a la mitad de la anchura de la bobina, a capas formadas por pliegues de las capas exteriores, de cuyas capas interiores, únicamente las correspondientes a uno de los bordes de la lámina, están unidas entre sí por una arista de plegado, mientras que las correspondientes al borde opuesto no presentan unión alguna y porque la lámina está provista de una pluralidad de orificios que cubren por lo menos una parte importante de la misma.
UN DISPOSITIVO PARA EL MOLDEO DE ELEMENTOS DE JUEGO O SIMILARES A PARTIR DE MATERIALES ENDURECIBLES O POLIMERIZABLES.
(16/09/1978). Solicitante/s: DIDI SPIELWAREN, GMBH.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA FABRICACION DE BOLSAS DE PLASTICO.
(16/09/1978). Solicitante/s: IMPERIAL CHEMICAL INDUSTRIES LIMITED.
Resumen no disponible.
PROCEDIMIENTO PARA REVESTIR PIEZAS MOLDEADAS.
(01/07/1978). Solicitante/s: AGUIRRE AGUIRRE,MARIA ROSA.
Resumen no disponible.
UNIDAD PERFECCIONADA PARA LA CONFORMACION DE CUERPOS HUECOS POR SOPLADO.
(01/07/1978) Unidad perfeccionada para la conformación de cuerpos huecos por soplado, caracterizada porque se constituye por un bastidor-armazón provisto de unos porta-moldes giratorios con un conjunto articulado para su selectiva apertura y cierre mediante un mecanismo incorporado en su lateral posterior y funcionamiento preferente mediante una leva conformada en un plato estático adosado a cada porta-moldes, con la existencia de un mecanismo de apriete final complementario; yendo relacionado, mediante la correspondiente transmisión, el eje principal de los platos porta-moldes con un eje secundario comportador en su extremo y en enfretamiento posicional con los porta-moldes,…
UN DISPOSITIVO DE RECUBRIMIENTO.
(01/06/1978). Solicitante/s: HELMUT FRIZ.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}