CIP-2021 : B29C 45/43 : utilizando fluidos bajo presión.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/43[3] › utilizando fluidos bajo presión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/43 · · · utilizando fluidos bajo presión.
CIP2021: Invenciones publicadas en esta sección.
Pila de molde de inyección y aparato de moldeo.
(25/12/2019) Una pila de molde de inyección (IMS) que comprende un conjunto de núcleo y un conjunto de cavidad , en donde el conjunto de núcleo comprende un núcleo central que se rodea mediante un anillo de bloqueo externo y al menos una porción del conjunto de núcleo se adapta para delimitar una cavidad de moldeo (MC) con el conjunto de cavidad , en donde el conjunto de cavidad comprende un inserto de cavidad y un anillo de cuello que se coloca entre el inserto de cavidad y el conjunto de núcleo , en donde dicho anillo de cuello comprende una cavidad de bloqueo frontal y una porción de bloqueo macho frontal que se orienta hacia el conjunto de núcleo, en donde la cavidad de bloqueo frontal comprende una abertura frontal (226d) que se orienta hacia el conjunto de núcleo , y una pared lateral…
Dispositivo y procedimiento de succión de aire en moldes de inyección y posterior expulsión de las piezas moldeadas.
(28/06/2019) Un dispositivo de succión de aire en moldes de inyección y posterior expulsión de piezas moldeadas, que comprende un eyector Venturi conectado a una primera válvula , de manera que cuando el molde está cerrado la primera válvula provoca la succión de aire en una cavidad del molde, comprendiendo el dispositivo al menos un inserto de material poroso a través del cual y mediante un conducto de comunicación define un circuito de succión, y una segunda válvula , de manera que después de la solidificación del material plástico, la segunda válvula provoca el soplado de aire hacia dicho al menos un inserto de material poroso , limpiando dicho al menos un inserto de material poroso ,
caracterizado…
Proceso de ejecución de cierre hermético para envase mediante inyección en molde.
(30/11/2018) Proceso de ejecución de cierre hermético para envase mediante inyección en molde, donde el molde está formado por una parte fija con una primera base fija , una placa flotante y una primera placa de moldeo y una parte móvil con una segunda base fija , un conjunto de expulsión y una segunda placa de moldeo , siendo el cierre hermético tal que comprende un marco de unión al envase, una tapa , una unión abisagrada entre ambos, unos medios de acoplamiento de la tapa al marco y unos medios de inviolabilidad del mismo comprendiendo las siguientes fases:
cierre de la parte móvil y la parte fija del molde , formando entre la primera y la segunda placas de moldeo un espacio de moldeo del cierre hermético que presenta la forma del mismo en una posición abierta de la tapa respecto…
(18/10/2017) Molde sencillo para la producción de piezas perfiladas huecas, en donde el molde sencillo forma un espacio de moldeado y una cavidad , cuyo contorno interior se corresponde al menos por segmentos con el contorno exterior de la pieza perfilada que se ha de producir, un núcleo , cuyo contorno exterior se corresponde al menos por segmentos con el contorno interior de la pieza perfilada que se ha de producir, una mordaza de cuello , cuyo contorno interior se corresponde al menos por segmentos con el contorno exterior de la zona de cuello de la pieza perfilada que se ha de producir así como presenta un anillo de apoyo , que al menos con el…
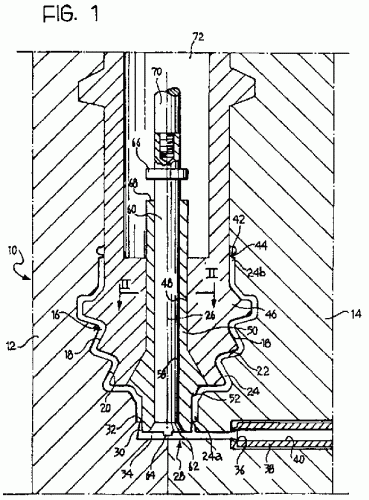
METODO DE FORMACION DE UN ELEMENTO DE REOBTURACION PARA UN SITIO DE INYECCION SIN AGUJA.
(01/06/2007) Método de formación de un elemento de reobturación para su uso en un sitio de inyección sin aguja mediante el uso de un conjunto de molde que incluye placas de molde individuales primera y segunda, un núcleo de carcasa, un vástago central, un núcleo central y una cavidad de molde que tiene una forma correspondiente a la del elemento de reobturación y definida colectivamente mediante las placas de molde primera y segunda, los núcleos de carcasa y central, y el vástago central, comprendiendo el método las etapas de: (a) inyectar una cantidad de un material moldeable en el interior de la cavidad de molde para formar el elemento…
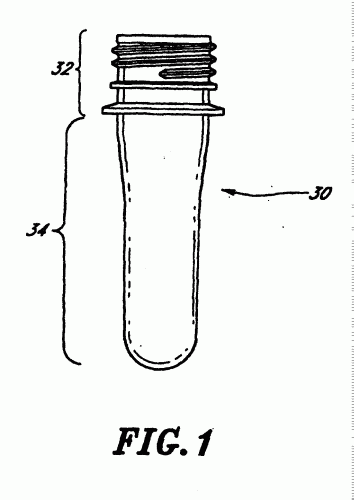
APARATO Y PROCEDIMIENTO PARA PREFORMAS DE MOLDEO POR INYECCION.
(01/06/2006). Ver ilustración. Solicitante/s: ADVANCED PLASTICS TECHNOLOGIES, LTD. Inventor/es: HUTCHINSON, GERALD, A., LEE, ROBERT, A.
Molde para preformas de moldeo por inyección, que comprende: un conjunto de mandriles y por lo menos un primer conjunto de cavidades , presentando cada mandril una pared y un tubo de suministro de refrigerante dispuesto en el interior del mandril para suministrar refrigerante en circulación al extremo de base del mandril y presentando cada cavidad del primer conjunto una entrada para inyectar masa fundida plástica, en el que al menos una parte de la cavidad y/o el mandril comprende un material de alta transferencia térmica.
METODO Y APARATO PARA LA PRODUCCION DE UN ARTICULO DE MATERIAL ELASTOMERICO.
(01/03/2002). Ver ilustración. Solicitante/s: INSIT INDUSTRIA S.P.A. Inventor/es: DEBENEDETTI, GUGLIELMO.
SE PRESENTA UN METODO Y UN APARATO PARA MOLDEAR UN ARTICULO DE MATERIAL ELASTOMERICO CON SIMETRIA CIRCULAR Y ABIERTO POR AMBOS EXTREMOS, PARTICULARMENTE PARA LA PRODUCCION DE FUELLES PROTECTORES PARA VEHICULOS. EL APARATO COMPRENDE UN TROQUEL QUE COMPRENDE UNA PARTE EXTERIOR Y UNA PARTE INTERIOR ENTRE LAS CUALES SE DEFINEN UNA CAVIDAD DE MOLDEO Y UNA REGION DE INYECCION . EL ARTICULO DE MATERIAL ELASTOMERICO QUE SE FORMA EN LA CAVIDAD DE MOLDEO PERMANECE ANCLADO A LA PARTE DEL TROQUEL DESPUES DE QUE LA PARTE EXTERIOR HA SIDO ABIERTA. ANTES DE QUE EL ARTICULO SEA EXTRAIDO AUTOMATICAMENTE DE LA PARTE DEL TROQUEL , SE SEPARA POR MEDIO DE UN ELEMENTO UN CASQUETE DE DESECHO FORMADO POR EL MATERIAL QUE SE SOLIDIFICA EN LA REGION DE INYECCION.
DISPOSITIVO PARA INYECCION DE MATERIAS COMPUESTAS EN EL INTERIOR DE MOLDES DE CONFORMACION.
(16/10/1997). Solicitante/s: INOPLAST, SOCIETE ANONYME:. Inventor/es: BOSG, PATRICK, BARBE, JEAN-NOEL.
DISPOSITIVO DE INYECCION DOTADO DE DOS AGUJAS CONCENTRICAS (6 Y 7) ASOCIADAS A MEDIOS DE MANDO INDEPENDIENTES, DE FORMA QUE ANTES DE LA COMPRENSION FINAL DE LA MATERIA COMPUESTA ADMITIDA A TRAVES DEL CANAL (2A), EL RETROCESO DE LA AGUJA CENTRAL PERMITA, POR ASPIRACION A TRAVES DEL CANAL OBLICUO (2B), LA EVACUACION DEL AIRE INCLUIDO EN LA IMPRESION DE VACIADO (C). EL CANAL (2B) PUEDE IGUALMENTE UTILIZARSE PARA INYECCION DE UNA DOSIS DE PRODUCTO DE MECANIZADO DE LAS SUPERFICIES, O DE UN CHORRO DE AIRE COMPRIMIDO, FACILITANDO LA EYECCION DEL ARTICULO MOLDEADO.
METODO Y DISPOSITIVO PARA FABRICAR CAMARAS DE CURACION.
(16/12/1996). Solicitante/s: BRIDGESTONE/FIRESTONE , INC.. Inventor/es: TOMLINSON, GORDON MALCOLM, FRANZINI, MARCO, GIOVANNUCCI, FABRIZIO, POMENTI, ATTILIO.
UN METODO Y DISPOSITIVO PARA FABRICAR CAMARAS DE CURACION EN LAS QUE UN MOLDE DE CURACION , POR MEDIO DE UNA PRIMERA Y SEGUNDA MITAD DE MOLDE Y UN NUCLEO INTERNO , UNA CAMARA DE MOLDEADO INTERIOR Y UNA CAMARA DE INYECCION EXTERNA QUE SE COMINICA CON LA CAMARA INTERNA Y QUE SE COMPONE DE UNA CAMARA DE VOLUMEN VARIABLE DE UN CILINDRO DE INYECCION ; SIENDO ALIMENTADA LA CAMARA EXTERNA CON UNA MASA DE CAUCHO CRUDO CALENTADO QUE SE INYECTA EN LA CAMARA INTERIOR CON EL MOLDE CERRADO Y, AL CURARSE, SE EXTRAE DEL MOLDE ABRIENDO LA CAMARA INTERIOR Y EXTRAYENDO EL NUCLEO INTERNO.
PROCESO Y APARATO PARA MOLDEO DE INYECCION DE ACCIONAMIENTO DE COMPUERTAS INSTANTANEO Y DIRECTO.
(16/01/1996) LA PRESENTE INVENCION SE REFIERE A UN PROCESO Y UN APARATO PARA ARTICULOS DE PLASTICO CON MUROS FINOS PARA UN MOLDEO DE INYECCION. EN UNA PRIMERA INCORPORACION, EL APARATO COMPRENDE UNA CAVIDAD DE MOLDEAR Y UN NUCLEO DE MOLDEAR QUE DEFINEN UN ESPACIO DE CAVIDAD CON LA FORMA DEL ARTICULO Y AL MENOS DOS COMPUERTAS DE INYECCION ADYACENTES A UNA PORCION DEL ESPACIO DE LA CAVIDAD QUE DEFINE LA PORCION DEL REBORDE A TRAVES DEL CUAL SE INYECTA EL PLASTICO MOLDEADO EN EL ESPACIO DE LA CAVIDAD . ESTE ACCESO DIRECTO PARA UN ACCIONAMIENTO DE COMPUERTAS DE REBORDE NO SACRIFICA LA ALINEACION DEL NUCLEO O DE LA CAVIDAD NI LOS MOVIMIENTOS DEL MOLDEO CONVENCIONAL A LO LARGO DEL…
PROCEDIMIENTO Y MOLDE DE APOYO PARA DESMOLDEAR UN APARATO FRIGORIFICO O CONGELADOR.
(16/01/1989). Solicitante/s: LICENTIA PATENT-VERWALTUNGS-GMBH.. Inventor/es: LOBER, CORNELIUS.
PARA QUE EL DESMOLDEAR UN APARATO FRIGORIFICO Y/O CONGELADOR DE UN MOLDE DE APOYO, QUE ABRAZA LA CAJA EXTERIOR ESMALTADA DEL MISMO, EL ESMALTE NO RESULTE DAÑADO, CUANDO SE SACA EL MACHO DE APOYO DEL DEPOSITO INTERIOR DE ESTE APARATO , ANTES Y DURANTE LA EXTRACCION DEL MACHO DE APOYO DEL DEPOSITO INTERIOR , SE INYECTA AIRE COMPRIMIDO ENTRE LOS MISMOS. A ESTE FIN SE HAN PREVISTO EN EL MACHO DE APOYO , TOBERAS DE AIRE , QUE SE ALIMENTAN CON AIRE COMPRIMIDO Y QUE DESEMBOCAN EN LA SUPERFICIE VUELTA HACIA EL DEPOSITO INTERIOR . ADEMAS, LAS SUPERFICIES DE LAS PIEZAS DE APOYO LATERALES VUELTAS HACIA LA CAJA EXTERIOR , ESTAN DOTADAS CON UNA LAMINA DE ACERO PULIDA , PARA EVITAR ADICIONALMENTE DETERIOROS DE LA SUPERFICIE ESMALTADA DE LA CAJA EXTERIOR.
{kind=link}
{kind=link}