CIP-2021 : B22F 3/105 : utilizando una corriente eléctrica, radiación láser o plasma (B22F 3/11 tiene prioridad).
CIP-2021 › B › B22 › B22F › B22F 3/00 › B22F 3/105[2] › utilizando una corriente eléctrica, radiación láser o plasma (B22F 3/11 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS.
B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación.
B22F 3/105 · · utilizando una corriente eléctrica, radiación láser o plasma (B22F 3/11 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA LA REALIZACION RAPIDA DE PROTOTIPOS, POR MEDIO DE UN LASER, DE UN POLVO O DE UNA MEZCLA DE POLVOS, ESPECIALMENTE CERAMICOS.
(16/05/2004) Procedimiento para la realización rápida de prototipos, por medio de un láser, de un polvo o de una mezcla de polvos, especialmente cerámicos, comprendiendo las etapas consistentes en: 1/ obtener una sucesión de secciones superpuestas numeradas de un objeto que se trate de realizar, a partir de una representación tridimensional de dicho objeto, 2/ extender bajo la forma de una fina capa el polvo o la mezcla de polvos calentada a una temperatura próxima a la temperatura de sinterizado de dicho polvo o de dicha mezcla de polvos, 3/ calentar a la temperatura de sinterizado barriendo con ayuda de un haz láser una parte seleccionada de la capa, que corresponde a una de las secciones (10) numeradas del objeto que se trata…
PROCEDIMIENTO PARA LA FABRICACION DE MATERIALES COMPUESTOS PLANOS.
(01/03/2001). Solicitante/s: KS GLEITLAGER GMBH. Inventor/es: WULLENWEBER, HEINZ, LAUDENKLOS, MANFRED.
LA INVENCION SE REFIERE A UN METODO PARA LA ELABORACION DE COMPOSITES DE MATERIAL LAMINAR QUE CONSISTE EN UN MATERIAL SOPORTE Y AL MENOS UNA CAPA EN POLVO ELECTRICAMENTE CONDUCTIVA QUE ESTA PROVISTA SOBRE EL MATERIAL SOPORTE Y COMPACTADA OPCIONALMENTE, O UN POLVO CONDUCTIVO ELECTRICAMENTE QUE ES COMPACTADO PARA FORMAR UN CUERPO PERFILADO DE POLVO LAMINAR. EL MATERIAL SOPORTE Y LA CAPA DE POLVO DEL CUERPO PERFILADO DE POLVO SON EXPUESTOS BREVEMENTE A CAMPO ALTERNATIVO MAGNETICO EN EL CAMPO DE FRECUENCIA DE APROXIMADAMENTE ENTRE 10 KHZ Y 120 MHZ PARA GENERAR EN LA CAPA DE POLVO O EN EL CUERPO PERFILADO DE POLVO UNA CORRIENTE DE INDUCCION DE UNA DENSIDAD DE ENERGIA TAL, QUE LOS PUNTOS DE CONTACTO ENTRE LAS PARTICULAS DE POLVO Y, CUANDO ESTA PRESENTE UN MATERIAL SOPORTE, TAMBIEN SUS PUNTOS DE CONTACTO CON ESTE ULTIMO, LLEGAN A FUNDIRSE Y SON SOLDADOS A TEMPERATURA POR ENCIMA DE LA TEMPERATURA DE SINTERIZADO.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS PRENSADOS DE POLVO DE ALTA DENSIDAD.
(16/05/2000). Solicitante/s: SINTERSTAHL GESELLSCHAFT M.B.H.. Inventor/es: KNOESS, WALTER, DIPL. ING., SCHLEMMER, MANFRED, DIPL. ING.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA EL PRENSADO DE POLVO CON CAPACIDAD CONDUCTORA ELECTRICA EN FORMAS PRENSADAS ESTABLES DE FORMA PARA LA OBTENCION DE PIEZAS PRENSADAS DE ALTA DENSIDAD. LA DENSIDAD DE PRENSADO ALCANZABLE ES MAYOR DEL 96 %, EN MULTIPLES VECES CASI EL 100 % DE LA DENSIDAD TEORICA CORRESPONDIENTE AL MATERIAL DE TRABAJO. PARA ELLO SE SUPERPONE EN LA PRENSA ESTATICA EL POLVO SEGUN UN PROCESO HABITUAL EN UNA SEGUNDA ETAPA DE PROCEDIMIENTO APLICANDOSE DE 1 HASTA 3 IMPULSOS DE CORRIENTE ELECTRICA DE 5 X 10-5 HASTA 5 X 10-2 S DE DURACION Y DE ALTA POTENCIA SOBRE EL PUNZON DE PRENSADO. EN DIFERENCIA A LOS PROCESOS CONOCIDOS NO SE CONSIGUE CON ELLO NINGUN SINTERIZADO DE VALOR NOMINAL DE LAS PARTICULAS DE POLVO. EL PROCEDIMIENTO SE CARACTERIZA EN PARTICULAR PARA LA ELABORACION DE PIEZAS DE MASA DE SINTERIZADO DE ALTA DENSIDAD Y ALTA RESISTENCIA, DONDE LAS PIEZAS PRENSADAS SON FABRICADAS CON ALTA FRECUENCIA DE INTERVALO EN PRENSAS AUTOMATICAS.
PROCEDIMIENTO DE FABRICACION DE PIEZAS DE DIMENSIONES PRECISAS POR SINTERIZADO CON LASER.
(01/01/2000). Solicitante/s: AKTIEBOLAGET ELECTROLUX. Inventor/es: NYRHILA, OLLI, JUHANI.
LA PRESENTE INVENCION SE RELACIONA CON UN METODO DE FABRICACION DE PIEZAS DE METAL CON UNA DIMENSION APROPIADA POR MEDIO DE SINTERIZAR UNA MEZCLA DE UN MATERIAL EN POLVO QUE CONSISTE EN UN METAL DEL GRUPO DE ACERO, UN COMPUESTO DE FOSFORO Y COBRE, Y UNA ALEACION DE COBRE. LA PIEZA ES PRODUCIDA POR MEDIO DE LA SINTERIZACION POR LASER DEL AREA SELECCIONADA CAPA A CAPA. LA SINTERIZACION TIENE LUGAR EN UNA ATMOSFERA QUE CONTIENE UN COMPUESTO GASEOSO DE UN METAL DEL GRUPO DE ACERO, POR LO QUE EL COMPUESTO SE DESCOMPONE A UNA TEMPERATURA DE SINTERIZACION Y EL METAL DEL GRUPO DE ACERO SE DEPOSITA EN DICHA MEZCLA EN POLVO DURANTE LA SINTERIZACION.
SINTERIZACION POR LASER DE HAZ MULTIPLE.
(01/10/1998) UN DISPOSITIVO DE SINTERIZACION DE RAYO LASER MULTIPLE INCLUYE UN RAYO DE SINTERIZACION QUE TIENE UN PUNTO FOCAL EN UN LECHO DE POLVO Y AL MENOS UN RAYO LASER DESENFOCADO INCIDENTE EN UNA REGION JUNTO AL PUNTO FOCAL DEL RAYO ENFOCADO . EL RAYO DE SINTERIZACION ELEVA LA TEMPERATURA DEL POLVO A LA TEMPERATURA DE SINTERIZACION. EL RAYO DESENFOCADO ELEVA LA TEMPERATURA DEL MATERIAL QUE RODEA AL RAYO DE SINTERIZACION A UN NIVEL POR DEBAJO DE LA TEMPERATURA DE SINTERIZACION, REDUCIENDO DE ESTE MODO EL GRADIENTE DE TEMPERATURA ENTRE LA LOCALIZACION DE SINTERIZACION Y EL MATERIAL QUE LO RODEA. LA RADIACION TERMICA PUEDE MEDIRSE DESDE UNO O AMBOS RAYOS Y UTILIZARSE PARA CONTROLAR LA POTENCIA DE UNO O AMBOS RAYOS Y LA POTENCIA DE UNO O AMBOS RAYOS PUEDE CONTROLARSE PARA MANTENER LA…
SISTEMAS DE MATERIALES MULTIPLES Y MANEJO DE POLVO ASISTIDO PARA AGLUTINACION SELECTIVA POR RAYO.
(01/03/1998). Solicitante/s: BOARD OF REGENTS THE UNIVERSITY OF TEXAS SYSTEM. Inventor/es: BEAMAN, JOSEPH J., DECKARD, CARL R., BOURELL, DAVID L., MARCUS, HARRIS L., BARLOW, JOEL W.
SE PRESENTA UN METODO Y UN APARATO PARA AGLUTINAR SELECTIVAMENTE UNA CAPA DE POLVO PARA PRODUCIR UNA PIEZA QUE COMPRENDA UNA PLURALIDAD DE CAPAS AGLUTINADAS. EL APARATO INCLUYE UN ORDENADOR QUE CONTROLA UN LASER PARA DIRIGIR LA ENERGIA DEL LASER SOBRE EL POLVO PARA PRODUCIR UNA MASA AGLUTINADA. EL ORDENADOR BIEN DETERMINA O BIEN ESTA PROGRAMADO CON LOS LIMITES DE LAS REGIONES DE LA SECCION DE CORTE DESEADA DE LA PIEZA. PARA CADA SECCION DE CORTE, SE APUNTA EL RAYO LASER SOBRE UNA CAPA DE POLVO Y EL RAYO ES ACTIVADO PARA AGLUTINAR SOLAMENTE EL POLVO DENTRO DE LOS LIMITES DE LA SECCION DE CORTE. SE APLICA POLVO Y SE AGLUTINAN CAPAS SUCESIVAS HASTA QUE SE FORMA UNA PIEZA COMPLETA. PREFERIBLEMENTE, EL POLVO COMPRENDE UNA PLURALIDAD DE MATERIALES QUE TIENEN TEMPERATURAS DE DISOCIACION O DE UNION DIFERENTES. EL POLVO PREFERIBLEMENTE COMPRENDE MATERIALES MEZCLADOS O RECUBIERTOS.
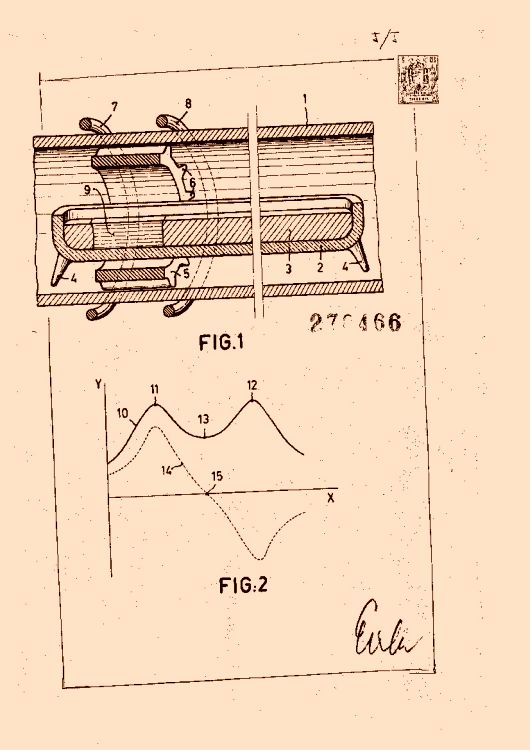
MÉTODO Y APARATO PARA REALIZAR UN TRATAMIENTO DE MATERIALES.
(16/11/1961). Ver ilustración. Solicitante/s: PHILIPS'GLOEILAMPENFABRIEKEN , N. V..
Resumen no disponible.
{kind=link}