CIP-2021 : B29C 63/34 : utilizando capas o recubrimientos tubulares.
CIP-2021 › B › B29 › B29C › B29C 63/00 › B29C 63/34[2] › utilizando capas o recubrimientos tubulares.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00).
B29C 63/34 · · utilizando capas o recubrimientos tubulares.
CIP2021: Invenciones publicadas en esta sección.
Tubo expandible que incluye un revestimiento para restaurar un conducto.
(01/07/2020) Una tubería expandible para restaurar una tubería dañada, que comprende:
- un revestimiento formado por un poliuretano termoplástico,
- dicho revestimiento incluye una superficie exterior y una superficie interior opuesta a dicha superficie exterior , la superficie exterior incluye una pluralidad de puntas acampanadas y ranuras , cada ranura está ubicada entre las puntas acampanadas adyacentes , dichas puntas acampanadas están ubicadas a lo largo de dicha superficie exterior completa de dicho revestimiento y continuamente alrededor de dicha circunferencia exterior de dicho revestimiento…
Tubo y procedimiento de fabricación del mismo.
(18/09/2019) Un tubo que consiste en una película de estiramiento que forma la superficie interna del tubo y una película de estiramiento que forma la superficie externa del tubo y una malla de tubo entre las mismas, de tal manera que dichas películas están fijadas a la malla de tubo , estando el tubo caracterizado porque las películas están al menos parcialmente separadas entre sí y porque la malla de tubo está formada por hilos longitudinales de la malla de tubo e hilos circunferenciales que rodean la malla de tubo, y la malla de tubo sujeta a las películas limita el estiramiento longitudinal del tubo a menos del 5%, pero permite que la…
Procedimiento para la producción de un tubo revestido con un revestimiento interno.
(11/09/2019). Solicitante/s: Evonik Operations GmbH. Inventor/es: DOWE,ANDREAS, FRANOSCH,JUERGEN, BERGER,JAN, GENSHEIMER,MARCO, KANNENGIESSER,UWE.
Procedimiento para la producción de un tubo, cuya superficie interna está revestida con una capa termoplástica, conteniendo el procedimiento los siguientes pasos:
a) se pone a disposición un tubo,
b) se pone a disposición un revestimiento interno constituido por un material termoplástico,
c) en caso dado se reduce la sección transversal del revestimiento interno mediante efecto de una fuerza externa,
d) se introduce el revestimiento interno en el tubo,
e) se calienta el tubo a una temperatura que es más elevada que el punto de fusión de cristalita Tm de la masa de moldeo de la superficie externa del revestimiento interno, mientras o después de que el revestimiento interno introducido se expanda radialmente, de modo que su superficie externa adopta el contorno interno del tubo,
f) se enfría el revestimiento interno,
caracterizado por que el tubo se calienta desde fuera en el paso e).
PDF original: ES-2750526_T3.pdf
Procedimiento para la instalación de un revestimiento de renovación de una tubería.
(11/09/2019) Un procedimiento para instalar un revestimiento de renovación en una tubería que tiene un tubo de bifurcación tubo de bifurcación, un tubo y una junta entre ellos, caracterizado porque el procedimiento comprende:
cerrar un extremo del revestimiento de renovación por medio de una pieza de extremo elástica fabricada a partir de un material elástico que puede estirarse sin que se rompa al menos un 50%;
impregnar el revestimiento de renovación con un agente de impregnación endurecible;
deslizar el revestimiento de renovación , junto con su pieza de extremo , en una posición en la tubería a ser renovada donde el revestimiento de renovación esté en toda…
Una herramienta y un método para la renovación de un sistema de tuberías.
(12/04/2019). Solicitante/s: Picote Solutions Oy Ltd. Inventor/es: LOKKINEN,MIKA.
Un dispositivo de mecanizado para mecanizar el material de un sistema de tuberías que comprende un área de unión entre una tub 5 ería que tiene un diámetro interior más pequeño y una tubería que tiene un diámetro interior más grande, caracterizado porque los dispositivos comprenden:
a. partes que sobresalen adaptadas para colocar el dispositivo o al menos una parte de él en el interior de la tubería que tiene un diámetro menor del sistema de tuberías,
b. medios guiables accionables por actuador (106 y/o 201) para eliminar material del área de unión del sistema de tuberías y
c. dispositivo de guiado para controlar la dirección del dispositivo de mecanizado en relación con el eje longitudinal de la tubería que tiene un diámetro más delgado en el sistema de tuberías, mientras se retira material de los bordes de un orificio hecho en el área de unión del sistema de tuberías.
PDF original: ES-2708974_T3.pdf
Método de formación de un contenedor.
(11/02/2019) Un método de formación de un revestimiento flexible para un contenedor, el método que comprende:
- proporcionar un formador que tiene una cara extrema sustancialmente plana y una superficie perimetral que se extiende desde la cara extrema, teniendo el formador una forma y dimensiones exteriores sustancialmente iguales que la forma y dimensiones interiores de dicho contenedor;
- formar una funda de una lámina delgada de material de plástico alrededor de la superficie perimetral del formador y una región extrema de la funda que se extiende más allá de la cara extrema del formador ;
- calentar dicha región extrema…
Empleo de una masa de moldeo de poliamida para el revestimiento de canalizaciones.
(16/03/2016). Solicitante/s: EVONIK DEGUSSA GMBH. Inventor/es: BAUMANN, FRANZ-ERICH, DR., BEUTH, REINHARD, DOWE,ANDREAS, TÜLLMANN,RALF.
Procedimiento para la introducción de un revestimiento interno en un tubo o una canalización, siendo el diámetro externo del revestimiento interno mayor que el diámetro interno del tubo, o bien de la canalización, y reduciéndose la sección transversal del revestimiento interno mediante acción de una fuerza externa antes de la introducción,
caracterizado por que
- el revestimiento interno está constituido por una masa de moldeo de poliamida que contiene al menos un 50 % en peso de poliamida, que es seleccionada a partir del grupo PA610, PA612, PA613, PA1010, PA1012, PA1014, PA12, PA1212, así como polieteresteramidas y polieteramidas basadas en las mismas,
- la sección transversal del revestimiento interno se reduce en al menos un 3 %, y
- el diámetro externo del revestimiento interno es como máximo un 10 % mayor que el diámetro interno del tubo, o bien de la canalización.
PDF original: ES-2573289_T3.pdf
Método para proveer un contenedor para productos líquidos y similares con eliminación de residuos simplificada.
(15/04/2015) Un método para proveer un contenedor para productos líquidos y similares con eliminación de residuos simplificada que consiste en:
proveer un tampón con una forma que es complementaria respecto del interior de un contenedor y con una pluralidad de orificios provistos en su superficie que son conectables a una fuente para succión, aplicar una capa de recubrimiento en la superficie lateral del tampón ,
aplicar un fondo de recubrimiento a la base de dicho tampón , y
aplicar succión a través de dicha pluralidad de orificios de forma que dicha capa de recubrimiento y dicho fondo estén conectados a dicho tampón ,
plegar el borde perimétrico (10a) de dicho fondo de recubrimiento…
Tubo de revestimiento interior, tubo de presión saneado y procedimiento para sanear un tubo de presión.
(27/08/2014) Tubo flexible de revestimiento interior para el revestimiento interior de un tubo de presión que hay que sanear, que comprende por lo menos una primera capa y una segunda capa adyacente a la primera capa , en donde la primera capa forma una barrera de difusión hermética al fluido y/o hermética al gas y en donde la segunda capa es una estructura superficial textil impregnada con una resina, presenta un espesor de por lo menos 3 mm y está configurada para formar una unión adhesiva continua y de superficie entera en arrastre de fuerza con una pared interior del tubo de presión que hay que sanear, en donde el tubo de revestimiento interior, en un estado en el…
PROCEDIMIENTO DE FABRICACIÓN DE UN TUBO METÁLICO RECUBIERTO INTERIORMENTE POR UN TUBO DE MATERIAL POLIMÉRICO Y TUBO ASÍ FABRICADO.
(02/07/2012) Procedimiento de fabricación de un tubo metálico recubierto interiormente de un tubo de material polimérico para su aplicación en cualquier instalación o sistema que requiera una alta resistencia a la corrosión y a la presión, y tubo así fabricado, consistiendo dicho procedimiento en enfriar un tubo de material polimérico para contraerlo e introducirlo en el interior de un tubo metálico previamente tratado y recubierto con pintura epoxídica. El tubo metálico debe presentar un diámetro interior ligeramente inferior al diámetro exterior del tubo de polímero, de forma que al adquirir de nuevo la temperatura ambiente, el tubo de polímero ya introducido en el de metal queda fuertemente encajado y adherido, formando el recubrimiento interior del tubo metálico.
FORRO DE TUBERIA, PRODUCTO DE FORRO Y METODOS PARA LA FORMACION Y LA INSTALACION DEL FORRO.
(01/04/2005) Un método para forrar una conducción o pasaje anfitrión o similar, que comprende las operaciones de introducir en una porción de dicha conducción un forro tubular de suficiente longitud para forrar dicha porción y depositar un volumen de un compuesto endurecible fluido en la conducción anfitriona exteriormente al forro, siendo dicho forro expandido dentro de la conducción contra la superficie interior de dicha conducción gradualmente a lo largo de la longitud de dicho forro, originando por tanto que el compuesto endurecible fluido circule entre la superficie exterior del forro y la superficie interior de la conducción y gradualmente a lo largo de la conducción, y está caracterizado porque la superficie exterior del forro se proporciona con una pluralidad de protuberancias…
(16/03/2005) Un material laminado con una sección transversal en forma de anillo para recubrimiento de un pasillo, entera ó parcialmente rodeado por paredes, encima ó debajo de la tierra, por ejemplo tuberías para la canalización del gas, agua y / ó alcantarillado, canales, por ejemplo, de ventilación, humos y similares, que comprende por lo menos una capa de refuerzo de fibras continuas, una resina endurecible y lámina de plástico ó papel film, que se encuentran en el interior del material laminado cuando se introduce el mismo dentro del pasillo que se va a recubrir, estando dispuesto allí mismo un tejido de fibras entre la película interior…
METODO DE RECUBRIMIENTO INTERNO DE TUBERIAS DE HORMIGON.
(01/04/2004). Ver ilustración. Solicitante/s: ASOC. DE INVESTIGACION DE LAS INDUSTRIAS DE LA CONSTRUCCION. Inventor/es: LOPEZ MONTEAGUDO,ROBERTO, DOMINGUEZ ARRIBAS,LUIS ESTEBAN, LOPEZ TENDERO,MARIA JOSE, ROIG ASENSI,INMACULADA, SANZ BOX,CONCEPCION.
Método de recubrimiento interno de tuberías de hormigón, usando resinas de poliuretano y de poliéster, en el que se distinguen dos fases: una primera de inyección de resinas en la espiga y campana que forman las cabeceras del tubo y una segunda de recubrimiento de la superficie interior del mismo mediante centrifugación.
PROCEDIMIENTO Y APARATO PARA REVESTIR OBJETOS TUBULARES Y CONJUNTO TUBULAR REVESTIDO.
(01/11/2003). Ver ilustración. Solicitante/s: TUBOSCOPE VETCO INTERNATIONAL, INC. Inventor/es: NELSON, JOHN M., BOGEMA, GARY W., SNIDER, WILLIAM L., PERSON, DAVID V.
CONJUNTO TUBULAR FORRADO Y UN PROCEDIMIENTO Y APARATO PARA FORRAR UN ARTICULO TUBULAR ALARGADO PARA FORMAR EL CONJUNTO. EL CONJUNTO TUBULAR FORRADO TIENE UN TUBO METALICO CON UN FORRO NO METALICO ADHERIDO A LA SUPERFICIE ANTERIOR DEL MISMO MEDIANTE UN AGENTE LIGANTE. UNA PIEZA NO METALICA CON EXTREMO EMBRIDADO SE SUJETA A CADA EXTREMO DEL TUBO METALICO Y TIENE UNA PRIMERA PARTE QUE SE EXTIENDE AL INTERIOR DEL TUBO ENTRE EL FORRO Y LA SUPERFICIE INTERNA DEL TUBO, Y UNA SEGUNDA PARTE QUE CUBRE LA SUPERFICIE EXTREMA DEL TUBO. EL PROCEDIMIENTO PARA FABRICAR EL CONJUNTO INCLUYE INTRODUCIR SIMULTANEAMENTE EN EL ARTICULO TUBULAR UN FORRO TUBULAR Y UN AGENTE LIGANTE PARA ADHERIR EL FORRO A LA SUPERFICIE INTERIOR DEL ARTICULO TUBULAR. EL APARATO PARA FABRICAR EL CONJUNTO INCLUYE UN DISPOSITIVO DE INSTALACION DE REVESTIMIENTO ALARGADO QUE INTRODUCE SIMULTANEAMENTE EL FORRO Y EL AGENTE LIGANTE EN EL INTERIOR DEL ARTICULO TUBULAR.
PRODUCTOS COMPUESTOS TERMOPLASTICOS Y PROCEDIMIENTO PARA REVESTIR UN TUBO.
(16/10/2003). Solicitante/s: SEVERN TRENT WATER LIMITED ANGLIAN WATER SERVICES LTD. YORKSHIRE WATER SERVICES LTD. EURO-PROJECTS (LTTC) LIMITED. Inventor/es: BOYCE, GERARD, STEPHEN.
Un procedimiento para revestir un conducto que comprende: insertar dentro del conducto un revestimiento que comprende una capa de material compuesto que comprende filamentos de termoplástico y filamentos de fibra de refuerzo, y una capa externa de material termoplástico; calentar el revestimiento para fundir los filamentos termoplásticos; aplicar presión al revestimiento calentado para presionarlo en contacto con el conducto; y capacitar o permitir la refrigeración del revestimiento mientras está en contacto con el conducto con el fin de endurecer compuesto de fibras termoplásticas/de refuerzo.
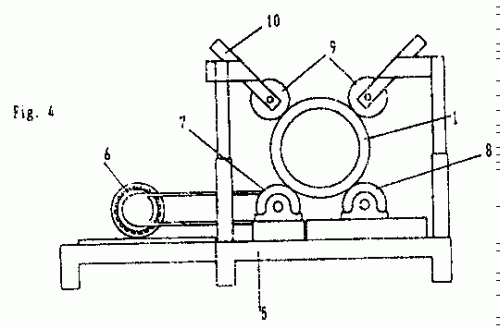
APARATO Y METODO PARA REDUCIR TUBOS DE PLASTICO.
(16/02/2003). Ver ilustración. Solicitante/s: THAMES WATER SERVICES LIMITED. Inventor/es: WEAVER, RAYMOND.
APARATO Y METODO PARA REDUCIR LA ANCHURA DE TUBERIAS DE PLASTICO UTILIZADAS COMO FORRO QUE INCLUYE, COMO MINIMO UN PAR DE ROLLOS REDUCTORES A TRAVES DE LOS CUALES, CUANDO ESTA EN USO, LA TUBERIA DE FORRADO ES FORZADA POR LA CORRIENTE DE AGUAS ARRIBA; LOS ROLLOS SE DISPONEN Y SE CONFIGURAN DE MODO QUE OFREZCAN UNA GARGANTA DEL ROLLO DE FORMA REALMENTE OVAL, SITUANDOSE EL PORCENTAJE DE LA DIFERENCIA ENTRE LA MAXIMA DIMENSION NORMAL A LOS EJES DE GIRO Y LA MAXIMA DIMENSION PARALELA A LOS EJES DE GIRO EN LA DIRECCION DE ESTA ULTIMA DIMENSION, EN UN MARGEN DE UN 5 % A UN 30 %.
METODO PARA EL REVESTIMIENTO INTERNO DE UNA TUBERIA.
(01/12/2002). Solicitante/s: BG PLC. Inventor/es: MAINE, LESLIE, STAFFORD, TREVOR GEORGE.
UN METODO DE ENVUELTA DE UNA TUBERIA PENSADA PARA LLEVAR GAS, ACEITE, AGUA, AGUAS FECALES O SUSTANCIAS QUIMICAS EN DONDE UN TUBO CON UNA ENVOLTURA POLIMERICA DEGRADADA , QUE HA SIDO REDUCIDO DESDE SU DIAMETRO ORIGINAL HASTA UN DIAMETRO INFERIOR O HASTA UNA FORMA DE DIMENSION MAXIMA REDUCIDA, ES EXTENDIDO A LA FUERZA POR LA TUBERIA . EL DIAMETRO INFERIOR ES MENOR QUE EL DIAMETRO INTERIOR MENOR DE LA TUBERIA . DESPUES DE QUE EL TUBO DE ENVOLTURA HA SIDO TOTALMENTE EXTENDIDO, LA ENVOLTURA DEL TUBO ES CALENTADA POR MEDIO DE UNA FUENTE DE RADIACION VISIBLE O INFRARROJA QUE FORMA PARTE DE UN MONTAJE DE FUNDICION PARA HACER QUE VUELVA A LA TUBERIA. EL MONTAJE O MONTAJES DE FUNDICION SON FIJOS EN LAS ZONAS DONDE SE DEBEN HACER LAS CONEXIONES DE SERVICIO. DESPUES, EL TUBO DE ENVOLTURA RESTANTE ES REVERTIDO POR MEDIO DE TIRAR DE LA FUENTE POR EL TUBO DE ENVOLTURA.
REVESTIMIENTO DE UNA TUBERIA.
(01/03/2002) UN PROCEDIMIENTO PARA REVESTIR EL INTERIOR DE UN TUBO EXTERIOR QUE PUEDE SER DE UN METAL FERROSO CON UN TUBO DE REVESTIMIENTO INTERIOR (4B) DE POLIETILENO ENTRECRUZADO FORMADO INICIALMENTE COMO TUBO PRECURSOR DE REVESTIMIENTO INTERIOR (4A). EL TUBO PRECURSOR DE REVESTIMIENTO INTERIOR (4A) SE OBTIENE FORMANDO UN TUBO INICIAL DE POLIETILENO ENTRECRUZADO QUE TENGA UN DIAMETRO EXTERNO IGUAL AL DIAMETRO INTERNO DEL TUBO EXTERIOR , ESTIRANDO A CONTINUACION EL TUBO INICIAL A TRAVES DE UNA MATRIZ PARA FORMAR EL TUBO PRECURSOR DE REVESTIMIENTO INTERIOR (4A) DE MODO QUE TENGA UN DIAMETRO EXTERNO MENOR QUE EL DIAMETRO INTERNO DEL TUBO EXTERIOR . EL POLIETILENO QUE FORMA EL TUBO PRECURSOR (4A) ES UN MATERIAL QUE TIENDE A RECOBRAR SU FORMA PRIMITIVA CON UN MATERIAL DEL DIAMETRO EXTERIOR DEL TUBO INICIAL A CUYO TAMAÑO DEL DIAMETRO EXTERIOR SE EXPANDE…
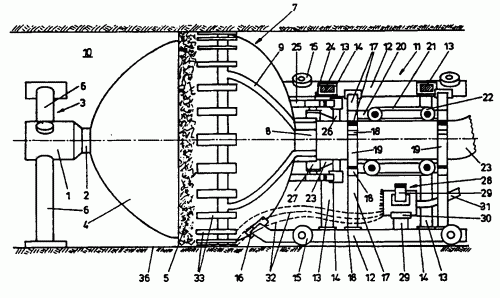
DISPOSITIVO Y PROCEDIMIENTO PARA LA PRODUCCION DE RECUBRIMIENTOS.
(01/09/2000). Ver ilustración. Solicitante/s: SEWER COATING SYSTEMS VERBUNDMATERIALIENENTWICKLUNGS-UND VERTRIEBSGESELLSCHAFT MBH UNIVERSALE-BAU AKTIENGESELLSCHAFT. Inventor/es: WEISS, HANS, KARL.
EN UN PROCEDIMIENTO Y UN DISPOSITIVO PARA APLICAR UN RECUBRIMIENTO CON CAPAS COMPUESTO POR UNA MASA ENDURECIDA, QUE ESTA REFORZADA CON FILAMENTOS Y MUESTRA UN AGLUTINANTE, SOBRE UN SUBSTRATO, EN ESPECIAL LA PARED INTERIOR DE UN CANAL O SIMILAR SE HA PREVISTO, PARA OBTENER UN RECUBRIMIENTO CON CAPAS CON UNA ELEVADA PROPORCION DE FILAMENTOS EN LA MASA ENDURECIDA, QUE SE APLIQUE SOBRE EL SUBSTRATO UNA CAPA FORMADA POR FILAMENTOS QUE ENCAJAN ENTRE SI Y FORMAN PREFERIBLEMENTE UN FIELTRO DE AGUJA, Y ESTA CAPA SE EMBEBA CON LA MASA QUE SE ENCUENTRA EN UN ESTADO PLASTICAMENTE DEFORMABLE, TRAS LO CUAL LA MASA SE DEJA ENDURECER.
PROCEDIMIENTO PARA REVESTIR EL INTERIOR DE TUBERIAS.
(01/07/2000). Solicitante/s: ANGUS FIRE ARMOUR LIMITED. Inventor/es: RODRIGUEZ, ALAN, ROSE, JOHN ARTHUR.
EL REVESTIMIENTO TUBULAR DE UNA TUBERIA SE PLIEGA EN SI MISMO PARA DEFINIR UNA PAREJA DE LOBULOS . LOS DOS LOBULOS SE PLIEGAN EN UNA REGION CENTRAL DE FORMA QUE EL COEFICIENTE DE PLEGADO Y EL RADIO SE REDUZCAN. EL REVESTIMIENTO PUEDE ALMACENARSE EN UNA BOBINA MAS APRETADA Y PUEDE INTRODUCIRSE DENTRO DE UNA TUBERIA SUBTERRANEA PARA REVESTIRLA EN UN ANGULO MAS PRECISO.
SELLAMIENTO DEL HUECO ENTRE UN TUBO DE RECEPCION Y UN TUBO DE REVESTIMIENTO INTERNO.
(16/06/2000). Ver ilustración. Solicitante/s: BG PLC. Inventor/es: STEPHENSON, ADAM, JOHN.
UN APARATO PARA SELLAR LA SEPARACION ENTRE UN TUBO DE RECEPCION Y UN TUBO DE REVESTIMIENTO INTERNO QUE, DURANTE SU USO, ES DISPUESTO DENTRO DEL TUBO DE RECEPCION, COMPRENDE UN ELEMENTO TUBULAR PARA SU CONEXION A UN EXTREMO DELANTERO DEL TUBO DE REVESTIMIENTO INTERNO Y COMPRENDE UN OBTURADOR QUE ESTA ADAPTADO CUANDO SE COMPRIME LONGITUDINALMENTE PARA EXPANDIRSE RADIALMENTE Y QUE, DURANTE SU USO, SE MONTA SOBRE EL ELEMENTO, LA DISPOSICION ES TAL QUE EL OBTURADOR SE MUEVE LIBREMENTE CON EL ELEMENTO EN LA DIRECCION DE SUMINISTRO DEL TUBO DE REVESTIMIENTO INTERNO PERO CUANDO EL TUBO DE REVESTIMIENTO INTERNO SE CONTRAE EN CONTRA DE LA DIRECCION DE SUMINISTRO EL MOVIMIENTO DEL OBTURADOR SE DETIENE Y EL OBTURADOR ES COMPRIMIDO LONGITUDINALMENTE POR EL ELEMENTO DE MANERA QUE EL OBTURADOR SE EXPANDA RADIALMENTE PARA ACOPLARSE CON LA PARED INTERNA DEL TUBO DE RECEPCION Y SELLAR LA SEPARACION.
METODO PARA REVESTIR NUEVAMENTE CONDUCCIONES PREEXISTENTES, APARATO DEFORMADOR Y METODO CORRESPONDIENTES E INSERTO DE TUBO UTILIZADO.
(01/02/2000) M todo para revestir nuevamente conducciones preexistentes, aparato deformador y m todo correspondientes e inserto de tubo utilizado. M todo y aparato para revestir de nuevo, reparar o reconstruir sistemas de conducciones de infraestructuras preexistentes que son nuevas, estructuralmente deficientes o que experimentan una cantidad excesiva de exfiltraci n o infiltraci n, o convertir conducciones nuevas o da adas en conducciones de continente doble. Una pluralidad de tubos de revestimiento de trabajo de polietileno de alta densidad, que tienen una secci n trnasversal cil ndrica con un di metro de hasta 91,4 cm. (36 pulgadas) y longitudes de 15-15 metros (40-50 pies), se unen entre s hasta una longitud espec fica de obra. El tubo de revestimiento se calienta entonces hasta su temperatura…
PERFECCIONAMIENTOS EN LOS REVESTIMIENTOS DE TUBERIAS Y GALERIAS.
(16/12/1998). Solicitante/s: SOUND PIPE LTD. Inventor/es: CHANDLER, BRIAN, BURNETT.
BIEN (I) UN TUBO DE REVESTIMIENTO INTERNO IMPREGNADO DE RESINA O BIEN (II) UN TUBO DE REVESTIMIENTO TERMOPLASTICO SE COLOCA EN UNA TUBERIA O UN CONDUCTO PARA SER REVESTIDO. SE HACE PASAR UN APARATO QUE EMITE ENERGIA DE MICROONDAS RADIALMENTE DIRIGIDA A TRAVES DEL TUBO DE REVESTIMIENTO Y A MEDIDA QUE PASA LA ENERGIA RADIAL ES OBLIGADA A GIRAR CIRCUNFERENCIALMENTE PARA ASEGURAR QUE LA ENERGIA CAIGA HOMOGENEAMENTE SOBRE EL TUBO DE REVESTIMIENTO. EN EL CASO (I) LA ENERGIA PROVOCA LA POLIMERIZACION DE LA RESINA, DE MANERA QUE SE FORMA UN TUBO DE REVESTIMIENTO RIGIDO SOBRE LA TUBERIA O CONDUCTO, MIENTRAS QUE EN EL CASO (II) LA ENERGIA ABLANDA EL TUBO HACIENDO POSIBLE QUE SEA EXPANDIDO SOBRE LA SUPERFICIE DE LA TUBERIA O DEL CONDUCTO.
METODO DE REVESTIMIENTO DE UNA TUBERIA.
(01/08/1998). Solicitante/s: BG PLC. Inventor/es: MAINE, LESLIE, STAFFORD, TREVOR GEORGE.
LA INVENCION SE REFIERE A UN METODO DE REVESTIMIENTO DE UNA TUBERIA 24 APLICADA PARA EL TRANSPORTE DE GAS, ACEITE, AGUA, AGUA RESIDUAL O PRODUCTOS QUIMICOS EN DONDE UNA TUBERIA 10 POLIMERICA DE LIGADURA TRANSVERSAL, QUE HA SIDO REDUCIDA A PARTIR DE SU DIAMETRO ORIGINAL A UN DIAMETRO INFERIOR O MEDIANTE UN PROCESO DE PERFILADO PARA LA REDUCCION DE SUS DIMENSIONES MAXIMAS, SE EXTRAE A TRAVES DE LA TUBERIA 24. EL DIAMETRO INFERIOR ES MENOR QUE EL MENOR DIAMETRO INTERIOR DE LA TUBERIA 24. UNA VEZ QUE LA TUBERIA 10 DE LINEA HA SIDO EXTRAIDA COMPLETAMENTE, LA LINEA 10 TUBULAR ES CALENTADA MEDIANTE UNA FUENTE 60 DE RADIACION VISIBLE O INFRARROJOS FORMANDO PARTE DE UN CONJUNTO 50 EN LINGOTES PARA ORIGINAR LA TRANSFORMACION EN TUBERIA. EL CONJUNTO EN LINGOTES O CONJUNTOS SON ESTACIONARIOS EN LAS ZONAS 70 MIENTRAS LAS CONEXIONES DE SERVICIO SON REALIZADAS. SUBSECUENTEMENTE, LA TUBERIA 10 DE ENTUBADO QUE PERMANECE ES REVERTIDA MEDIANTE LA EXTRACCION A PARTIR DE LA FUENTE 6 A TRAVES DE ESTA TUBERIA 10 DE ENTUBADO.
PROCESO PARA LA FABRICACION INTEGRAL DE UNA ESTRUCTURA INTERIOR PARA CAJAS DE COCHES.
(16/07/1997) EN ESTE PROCESO PARA LA FABRICACION INTEGRAL DE UNA ESTRUCTURA INTERIOR PARA CAJAS DE COCHES CON UNA ESTRUCTURA DE LA CAJA AUTOPORTANTE, SE ENCOLAN CUERPOS AISLANTES CONFORMADOS CON UNA CAPA INTERIOR RECUBIERTA MOLDEADA Y SOPORTADA POR UN NUCLEO DE RECUBRIMIENTO EN CANALES EN LA ZONA DEL TECHO Y EN LAS ZONAS DE LAS ESQUINAS. EN UNA ZONA DEL PISO Y EN LAS ZONAS DE LAS PAREDES LATERALES, SE DISPONEN EN LA CAPA INTERIOR RECUBIERTA CARRILES DE METAL QUE DISCURREN A LO LARGO Y TEJIDO CALEFACTOR QUE SIRVE COMO CALEFACCION DEL PISO Y DE LAS PAREDES. LAS DESIGUALDADES EN LA SUPERFICIE QUE SE ORIGINAN POR ELLO, SE IGUALAN POR ESPUMA DE AISLAMIENTO, DE MODO QUE OTRA VEZ SE ORIGINA UNA SUPERFICIE SIN RESALTOS QUE SE RECUBRE CON UNA CAPA EXTERIOR RECUBIERTA . DESPUES DEL ENDURECIDO DE LAS CAPAS RECUBIERTAS IMPREGNADAS DE RESINA,…
PROCEDIMIENTO PARA REVESTIR INTERIORMENTE UNA TUBERIA, EN PARTICULAR UNA ALCANTARILLA.
(16/06/1997) UN METODO PARA REVESTIR UNA TUBERIA , EN PARTICULAR UNA ALCANTARILLA, POR MEDIO DE UNA SECCION DE REVESTIMIENTO DE TUBO DEFORMADO CON UNA PARED HECHA DE MATERIAL TERMOPLASTICO, COMPRENDE INSERTAR LA SECCION DE REVESTIMIENTO DE TUBO DENTRO DE LA TUBERIA , CORTAR LA SECCION DE REVESTIMIENTO DE TUBO EN SUS EXTREMOS, EN UN PRIMER PASO SUMINISTRAR UN MEDIO DE PRESION Y CALENTAMIENTO AL INTERIOR DE LA SECCION DE REVESTIMIENTO DE TUBERIA CORTADA, CON EL PROPOSITO DE SUMINISTRAR CALOR A LA SECCION DE REVESTIMIENTO DE TUBO Y EJERCER UNA PRIMERA PRESION SOBRE LA SECCION DE REVESTIMIENTO DE TUBO , PARA QUE ESTA ULTIMA SE JUNTE CONTRA EL INTERIOR DE LA TUBERIA , Y EN UN SEGUNDO PASO, DESPUES DE QUE LA PARED DE LA…
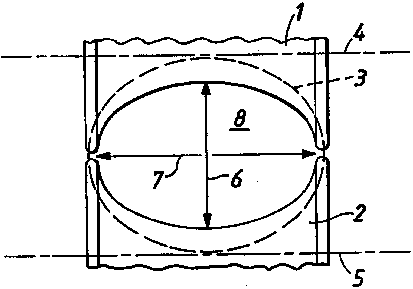
PROCEDIMIENTO PARA PRODUCIR UN REVESTIMIENTO DEFORMADO PARA TUBOS.
(16/06/1997). Solicitante/s: WAVIN B.V.. Inventor/es: VAN HOUTEN, JAN, ANNE, OTTER, WIM.
METODO PARA PRODUCIR UN REVESTIMIENTO DE TUBO DEFORMADO, PARTIENDO DE UNA SECCION INICIALMENTE TUBULAR HECHA DE UN MATERIAL TERMOPLASTICO QUE TIENE UNA SECCION TRANSVERSAL ANULAR. DE ACUERDO CON EL METODO, LA SECCION TUBULAR QUE SALE DE UNA ESTACION DE MOLDEO POR EXTRUSION SE MUEVE A LO LARGO DE FORMADORES Y ELEMENTOS DE SOPORTE PARA LA PRODUCCION DE UNA DEFORMACION EN FORMA ESENCIALMENTE DE C. EL INTERIOR DE LAS PAREDES DE LA SECCION INICIAL SE MANTIENE A UNA TEMPERATURA MAYOR QUE EL EXTERIOR DE LAS PAREDES, AL MENOS DURANTE LA DEFORMACION DE LA SECCION INICIAL. LA TEMPERATURA DEL INTERIOR DE LA PARED SE MANTIENE PREFERIBLEMENTE MAS BAJA QUE LA TEMPERATURA DE FUSION CRISTALINA DEL MATERIAL PLASTICO.
PROCEDIMIENTO E INSTALACION PARA INSERTAR UN TUBO INTERIOR EN UNA TUBERIA EXISTENTE.
(16/01/1995). Solicitante/s: WAVIN B.V.. Inventor/es: VAN DIJK, BEREND, JAN, TER WIJLEN, HENDRIKUS, ELZINK, WILLEN, JOHAN.
UNA TUBERIA SE REVISTE INTERIORMENTE MEDIANTE LA INTRODUCCION DE UN TUBO INTERIOR DE MATERIAL TERMOPLASTICO, PARTICULARMENTE DE TEREFTALATO DE POLIETILENO, Y AGRANDANDO POSTERIORMENTE SU DIAMETRO HASTA QUE EL TUBO INTERIOR SE ENCAJE EN LAS PAREDES INTERIORES DE LA TUBERIA. DURANTE LA INTRODUCCION DEL TUBO INTERIOR LA RELACION DEL DIAMETRO EXTERNO DEL TUBO INTERIOR CON RELACION AL DIAMETRO INTERNO DE LA TUBERIA ES INFERIOR A 0.6. ESTE METODO ES PARTICULARMENTE ADECUADO PARA REVESTIR INTERIORMENTE TUBERIAS EXISTENTES COMPRIMIENDO EN SU PARED SUBSTANCIAS QUE PUEDEN SER LIBERADAS AL INTERIOR DE UN MEDIO TRANSPORTADO A TRAVES DE DICHA TUBERIA, POR EJEMPLO UNA TUBERIA PARA TRANSPORTAR AGUA PARA BEBER. LA INSTALACION PARA INTRODUCIR UN TUBO INTERIOR EN EL INTERIOR DE UNA TUBERIA COMPRENDE UNA PIEZA DE ACOPLAMIENTO QUE TIENE UNA ENTRADA PARA UN FLUIDO A PRESION Y UN ORIFICIO DE VENTILACION , Y UN CASQUILLO PARA FIJAR EL TUBO INTERIOR.
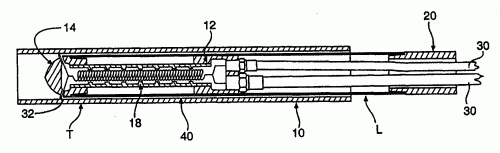
METODO Y APARATO PARA LA PRODUCCION DE UN FORRO DEFORMADO DE TUBERIA DE SECCION TUBULAR Y PROCESO Y APARATO PARA INSTALAR UN FORRO TERMOPLASTICO EN LA TUBERIA.
(16/08/1994) UN FORRO DE TUBERIA TERMOPLASTICO (L) SE PRODUCE INICIALMENTE CON FORMA CILINDRICA Y UN DIAMETRO LIGERAMENTE MAYOR QUE EL DIAMETRO INTERIOR DE LA TUBERIA . EL FORRO (L) SE DEFORMA TEMPORALMENTE A TEMPERATURA ELEVADA HASTA QUE SU SECCION ADOPTA LA FORMA DE U A FIN DE REDUCIR SU DIMENSION TRANSVERSAL Y FACILITAR SU INSERCION EN EL CONDUCTO A FORRAR. UNA VEZ INSERTADO, EL FORRO (L) VUELVE A CALENTARSE HASTA ALCANZAR LA TEMPERATURA DE CRISTALIZACION DEL MATERIAL TERMOPLASTICO PARA HACERLE RECUPERAR SU FORMA CILINDRICA ORIGINAL. LA PRESION DENTRO DEL FORRO (L) SE AUMENTA TAMBIEN EN DOS FASES PARA HACER QUE DICHO FORRO SE ADAPTE A LA SUPERFICIE INTERIOR DEL CONDUCTO …
PERFECCIONAMIENTOS EN METODO Y APARATO PARA INSTALACION Y REPOSICION DE TUBOS EN UN CONDUCTO SUBTERRANEO YA EXISTENTE.
(01/08/1990) PERFECCIONAMIENTOS EN METODO Y APARATO PARA INSTALACION Y REPOSICION DE TUBOS EN UN CONDUCTO SUBTERRANEO YA EXISTENTE. MEMBRANA TUBULAR DELGADA, FLEXIBLE, QUE PROPORCIONA UN TUBO DE CONTENCION DE CALOR PARA SER INTRODUCIDO DENTRO DE UN CONDUCTO SUBTERRANEO A REPARAR. SE INTRODUCE UN TUBO TERMOPLASTICO RIGIDO, PLEGADO, DENTRO DEL TUBO MIENTRAS SE ENCUENTRA UN ESTADO CALIENTE Y FLEXIBLE. SE PRESIONIZA LA MEMBRANA TUBULAR PARA EXPULSAR FLUIDOS INDESEABLES DE DENTRO DEL CONDUCTO EXISTENTE. SE INYECTA VAPOR CALIENTE EN EL TUBO PARA CALENTAR EL TUBO EN TODA SU EXTENSION, TANTO EXTERIOR COMO INTERIORMENTE, HASTA FLEXIBILIZARLO. LUEGO, EL TUBO SE REDONDEA Y DILATA CONTRA LAS PAREDES DEL CONDUCTO, CON EL TUBO DENTRO DE EL. EL REDONDEO Y LA DILATACION DEL TUBO SE LLEVAN A CABO PROGRESIVAMENTE, DESPLAZANDO UN MANDRIL A TRAVES DEL TUBO E INYECTANDO VAPOR…
PERFECCIONAMIENTOS EN LOS MANGUITOS ELECTRICAMENTE SOLDABLES PARA UNIR PIEZAS DE TUBERIAS DE MATERIA TERMOPLASTICA.
(01/12/1986). Solicitante/s: VON ROLL AG.
MODIFICACIONES EN MANGUITOS ELECTRICAMENTE SOLDABLES. CONSISTENTES EN QUE EN LAS ZONAS DEL BORDE DE UNA PIEZA DE MANGUITO, QUE SE EXTIENDEN DESDE LOS LADOS FRONTALES DEL MANGUITO HASTA EL CENTRO DE LAS ZONAS DE FUSION, ESTA DISPUESTA UNA ENTALLADURA EN EL MATERIAL CON EL FIN DE ASEGURAR UNA SUFICIENTE LIBERTAD DE MOVIMIENTO RADIAL DE LA PIEZA DE MANGUITO DURANTE EL PROCESO DE SOLDADURA PARA COMPENSAR, POR UNA PARTE EL JUEGO ENTRE LA PIEZA DE MANGUITO Y LAS PIEZAS DE TUBERIAS, Y POR OTRA PARTE LA REDUCCION DEL VOLUMEN AL SOLIDIFICARSE LAS ZONAS DE FUSION; COMPRENDE ADEMAS: UNA PIEZA DE MANGUITO EN FORMA DE CASQUILLO DE MATERIA TERMOPLASTICA. TIENE APLICACION PARA UNIR PIEZAS DE TUBERIAS DE MATERIA TERMOPLASTICA.
PERFECCIONAMIENTOS EN LOS ELEMENTOS DE UNION ELECTRICAMENTE SOLDABLES DE MATERIA TERMOPLASTICA PARA UNIR PIEZAS DE TUBERIAS.
(01/12/1986). Solicitante/s: VON ROLL AG.
ELEMENTOS DE UNION ELECTRICAMENTE SOLDABLES DE MATERIA TERMOPLASTICA PARA UNIR PIEZAS DE TUBERIAS, DE LA MISMA MATERIA PLASTICA O DE OTRA MATERIA PLASTICA AFIN A LA MISMA. CONSTAN DE UNA PIEZA DE MOLDEO; DE UN ELEMENTO CALECFACTOR COLOCADO EN LA PIEZA DE MOLDEO EN EL SECTOR DE LA SOLDADURA A REALIZAR, EL CUAL ESTA FORMADO POR ESPIRAS DE UN ALAMBRE CALEFACTOR DE RESISTENCIA QUE PRESENTA UNA PRIMERA ENVOLTURA FORMADA POR UNA O VARIAS CAPAS DE UN MATERIAL QUE NO FORMA NINGUN COMPUESTO CON EL MATERIAL DE LA PIEZA DE MOLDEO Y UNA SEGUNDA ENVOLTURA QUE RODEA A LA PRIMERA ENVOLTURA, LA CUAL ESTA FORMADA DE UN MATERIAL IDENTICO O AFIN AL MATERIAL DE LA PIEZA DE MOLDEO; Y DE CONEXIONES PARA LA ALIMENTACION DE ENERGIA ELECTRICA AL ELEMENTO CALEFACTOR.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}