CIP-2021 : B23K 26/18 : utilizando capas absorbentes sobre el material a trabajar, p. ej. para marcado o protección.
CIP-2021 › B › B23 › B23K › B23K 26/00 › B23K 26/18[1] › utilizando capas absorbentes sobre el material a trabajar, p. ej. para marcado o protección.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
B23K 26/18 · utilizando capas absorbentes sobre el material a trabajar, p. ej. para marcado o protección.
CIP2021: Invenciones publicadas en esta sección.
Composiciones de marcado con láser y métodos relacionados.
(03/06/2020) Un método de formación de una marca, un signo, un texto o un diseño sobre un sustrato, comprendiendo el método:
proporcionar un sustrato;
proporcionar una composición que incluye al menos un vehículo y al menos un compuesto absorbente seleccionado entre el grupo que consiste en pigmentos inorgánicos y óxidos, compuestos de zirconio, compuestos de silicio, compuestos de calcio, compuestos de molibdeno, compuestos de vanadio, óxidos de metal, compuestos de metal, pigmentos inorgánicos, precursores de pigmentos inorgánicos y combinaciones de los mismos,
en el que el al menos un compuesto absorbente tiene un tamaño de partícula promedio de entre 0,1 micrómetros y 10,0 micrómetros;
disponer la composición sobre al menos una porción del sustrato; y
exponer al menos una porción de la composición a la luz láser de modo que…
MÉTODO PARA FABRICAR UN COMPONENTE DE APARATO DOMÉSTICO CON UNA MARCACIÓN HIDROCROMÁTICA.
(21/09/2018). Solicitante/s: BSH ELECTRODOMESTICOS ESPAÑA S.A.. Inventor/es: Artal Lahoz,Maria Carmen, ESCARTÍN BARDUZAL,ANDRÉS, SANZ NAVAL,Javier, URRUTIA ANGOS,David, LAVIEJA BELANCHE,Cristian, CASTRO LAPETRA,Cristina, SOLER COSTA,Juan Ramón, SOLA ALBA,Javier David.
La invención hace referencia a un método para fabricar un componente de aparato doméstico , en el que se prevé un elemento base y se genera al menos una marcación sobre una superficie del elemento base usándose al menos un láser. El método comprende el paso consistente en que se ajuste al menos un parámetro de funcionamiento (P) del láser, donde el parámetro de funcionamiento sea seleccionado de entre un grupo de parámetros de funcionamiento que comprenda una velocidad de barrido del láser (P1) de entre 50 mm/s y 400 mm/s, una frecuencia del láser de entre 10 kHz y 40 kHz, una distancia de sombreado (P2) de entre 20 μm y 100 μm, un tamaño del foco (P3) de entre 20 μm y 100 μm, una potencia del láser de entre 0,5 W y 10 W, una duración del pulso de entre 5 ps y 20 ns, y una longitud de onda de entre 240 nm y 1.064 nm. Además, la invención hace referencia a un componente de aparato doméstico y a un aparato doméstico.
PDF original: ES-2682686_A1.pdf
Objeto marcado por láser con patrón de Moiré.
(09/05/2018) Objeto , que está configurado como cuerpo homogéneo y constituido de un material duro pero quebradizo, transparente para la luz visible, en el que el objeto presenta al menos dos estructuras de rejilla generadas mediante el método del marcado por láser, reconocibles por el ojo humano, ligeramente lechosas, caracterizado porque las estructuras de rejilla están constituidas por líneas, están separadas visualmente unas de otras al menos por zonas, mediante superposición producen un patrón de Moiré, que se modifica dinámicamente en el caso de una ligera modificación del ángulo de observación y/o del ángulo del rayo de luz incidente y se sitúan en distintas capas curvadas en el interior de objeto, estando configuradas de forma idéntica las estructuras de rejilla , y una de las estructuras de rejilla …
Compuestos absorbentes de láser.
(01/11/2017). Solicitante/s: FERRO CORPORATION. Inventor/es: SAKOSKE, GEORGE E., SARVER,Joseph E, ROZWOOD,STEPHEN, DETRIE,TERRY J.
Una composición marcadora para formar una marca sobre un sustrato de vidrio o cerámica cuando se irradia con un láser, comprendiendo la composición:
un vehículo; y
un absorbente de láser, en donde el absorbente de láser es una composición eutéctica que consiste en
(a) MoO3,
(b) WO3 y cualquiera seleccionado del grupo que consiste en SrO y Nb2O5, y combinaciones de los mismos,
(c) al menos uno seleccionado del grupo que consiste en Li2O, Na2O y K2O.
PDF original: ES-2655965_T3.pdf
Procedimiento para la fabricación de productos de chapa de acero hechos a medida, soldados y conformables en caliente y producto soldado correspondiente.
(28/06/2017) Procedimiento para la fabricación de productos de chapa de acero, en el que placas de acero al manganeso-boro o cintas de acero al manganeso-boro con un espesor y/o una calidad de material diferentes se sueldan entre sí a lo largo de una junta formada por cantos de las placas de acero o de las cintas de acero, caracterizado por que antes del proceso de soldadura se aplica al menos parcialmente sobre al menos un canto de soldadura de las placas de acero o las cintas de acero a unir entre sí un líquido viscoso, en particular una pasta, o una sustancia sólida, pulverulenta o de tipo aerosol que contienen al menos un componente que aumenta la resistencia de la costura de soldadura a crear y que se seleccionan y/o se ajustan respecto a su contenido de carbono de tal modo que el porcentaje de masa de carbono en la costura de soldadura…
Procedimiento para marcado, encriptación, etiquetado y codificación óptica.
(25/07/2013) Permite el marcaje o grabación de motivos en superficies sobre los que se ha depositado una capa polimérica fluorescente previamente mediante un procedimiento de polimerización por plasma de moléculas de un colorante. El procedimiento combinalas características especiales de las capas poliméricas que lashacen aptas para poder grabar sobre ellas diversos motivos y la posibilidad de grabado mediante láser u otras técnicas. Entre tales características cabe mencionar la posibilidad de tener un efecto visual notable incluso para espesores de 100 nm, eluso de capas no observables cuando se iluminan con luz visible,la alta calidad óptica (transparencia) de las mismas o la facilidad con la que se pueden procesar por tratamientos…
Precarga de componentes durante el granallado por láser.
(08/08/2012) Un metodo para formar formas y contornos en metal, que comprende:
proporcionar una pieza de trabajo metalica que ha de formarse;
pretensar dicha pieza de trabajo metalica; y
generar un esfuerzo de compresi6n inducido por laser sobre una superficie de dicha pieza de trabajo metalica hasta que se forma en la misma una forma deseada;
comprendiendo el metodo, ademas, mejorar la cantidad de una flexiOn producida en dicha pieza detrabajo metalica utilizando una carga de flexion mecanica durante un proceso de granallado, en el que dichacarga de flexiOn se mantiene constante durante la etapa de generar un esfuerzo de compresion inducido…
PROCEDIMIENTO DE ENDURECIMIENTO POR GRANALLADO SUPERFICIAL MEDIANTE LÁSER, PRODUCTO Y APARATO CON TAL PRODUCTO, USANDO CAPAS DE ABLACIÓN PARA EVITAR LA FORMACIÓN DE PICADURAS DURANTE EL ENDURECIMIENTO POR GRANALLADO SUPERFICIAL MEDIENTE LÁSER.
(28/03/2012) Un procedimiento de endurecimiento por granallado superficial mediante laser, que comprende proporcionar una pieza a maquina , adherir una primera capa sobre dicha pieza a maquina , y adherir una segunda capa sobre dicha primera capa , dicho procedimiento comprende:
propagar un pulso de luz laser sobre dicha segunda capa , en el que dicho pulso comprendela suficiente densidad de energia como para extirpar una parte de dicha segunda capa , expulsando de ese modo un plasma, en el que dicho plasma produce una onda de choque que se propaga sobre dicha primera capa y sobre dicha pieza a maquina , endureciendo de ese modo por granallado superficial dicha pieza a maquina , en el que dicha primera capa comprende un adhesivo rociado por encima, una pintura, una pintura rociada por encima, una pintura aplicada…
CONFORMADO DE METALES POR GRANALLADO LÁSER.
(08/04/2011) Un sistema para la creación de formas y curvados en una pieza a trabajar que comprende un sistema láser que es capaz de producir una serie de pulsos láser, en el que cada pulso láser de dicha serie de pulsos láser tiene una energía dentro de un intervalo de 10 J a 100 J por pulso, en el que cada uno de dichos pulsos láser tiene una duración de pulso dentro de un intervalo de 10 ns a 20 ns y un flanco de elevación que es menor que 1 ns; una capa de material que absorbe la luz que se coloca de modo fijado a una pieza de metálica a trabajar; medios para hacer circular una delgada capa de agua sobre dicha capa de material; caracterizado por: un medio para la creación de imagen de campo próximo de cada uno de dichos pulsos láser hasta un tamaño…
PROCEDIMIENTO PARA LA UNIÓN SOLDADA DE PIEZAS DE PLÁSTICO MEDIANTE RADIACIÓN LÁSER.
(28/03/2011) Procedimiento para la unión soldada de piezas de plástico mediante radiación láser de una longitud de onda fuera del rango visible, en donde una de las piezas de plástico a unir presenta, en el área de unión, un material transparente, esencialmente, incoloro en el rango visible del espectro electromagnético, y que absorbe el haz láser con una resistencia térmica de, al menos 300°C, caracterizado porque como compuesto no iónico, resistente contra la radiación láser, se utiliza un compuesto seleccionado del conjunto de diimida de ácido cuaterrileno-3,4:13,14tetracarboxílico, monoimida de ácido cuaterrileno-3,4-dicarboxílico, diimida de ácido terrileno- 3,4:11,12-tetracarboxílico y monoimida de ácido terrileno-3,4-dicarboxílico,…
METODO PARA PRODUCIR UN TUBO METALICO DE COBRE.
(16/03/2004). Ver ilustración. Solicitante/s: NEXANS. Inventor/es: MEYER, MICHAEL, HARTEN, FRIEDRICH, ARNTZ, HANS-JOACHIM.
Un procedimiento para la producción de un tubo de metal, en el que una banda de cobre es extraída de modo continuo desde una fuente de suministro de banda y conformada como un tubo ranurado con los bordes de la banda empalmados, y en el que los bordes de banda son soldados con láser, caracterizado por lo siguiente: a) se utiliza una banda de cobre o aleación de cobre b) previamente a la soldadura se dota mecánicamente de rugosidad al menos a la zona de los bordes de la banda, con una profundidad de rugosidad por encima de Ro=12, 5 µm y c) previamente a la soldadura se moja al menos la zona de los bordes de la banda con un hidrocarburo líquido.
PROCESO DE PERFORACION DE UNA PELICULA POLIMERICA Y LA PELICULA POLIMERICA.
(01/05/2003) UN PROCEDIMIENTO PARA LA FABRICACION DE UNA PELICULA POLIMERICA PERFORADA SIN CONTACTO FINA (70 MI M O MENOS, APROXIMADAMENTE HASTA 400 MI M), CONSISTE EN: (A) ELEGIR UN DISPOSITIVO DE FUENTE LASER, CAPAZ DE SUMINISTRAR UN RAYO LASER CON UNA LONGITUD DE ONDA DE TRANSMISION QUE COINCIDE CON UNA BANDA DE ABSORCION DE UN ESPECTRO DE TRANSMISION DE LA PELICULA, (B) AJUSTAR LAS CARACTERISTICAS DE ABSORCION DEL POLIMERO ANTES DE FORMAR SU PELICULA, INCORPORANDO EN SU INTERIOR UN IMPURIFICADOR QUE PROPORCIONA ABSORCION REALZADA EN LA LONGITUD DE ONDA DE TRANSMISION DEL DISPOSITIVO ELEGIDO DE FUENTE LASER, SIENDO ELEGIDO DICHO IMPURIFICADOR A PARTIR DE UN IMPURIFICADOR INORGANICO…
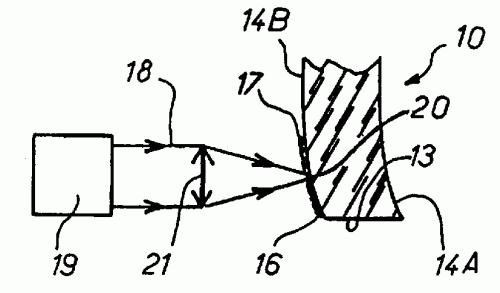
PROCEDIMIENTO PARA EL MARCADO CON LASER DE UN OBJETO DE VIDRIO, Y OBJETO DE VIDRIO, EN PARTICULAR COQUILLA DE MOLDEO PARA LENTE OFTALMICA, ASI MARCADO.
(01/08/2000). Ver ilustración. Solicitante/s: ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE. Inventor/es: LUCCHESI, MORENO, PADIOU, JEAN-MARC.
SE TRATA DE UN PROCEDIMIENTO DEL TIPO SEGUN EL CUAL, A LA VISTA DEL GRABADO DE UN OBJETO DE VIDRIO QUE SE QUIERE MARCAR, SE APLICA EN SUPERFICIE A ESTE OBJETO DE VIDRIO UNA CAPA DE UN MATERIAL CON EL QUE SE HACE INTERFERIR UN HAZ DE LASER . SEGUN LA INVENCION, SE ELIGE COMO MATERIAL CONSTITUTIVO DE LA CAPA UN MATERIAL CAPAZ DE REACCIONAR CON EL VIDRIO Y, POR EJEMPLO, CAPAZ DE DIFUNDIRSE EN ESTE. APLICACION EN PARTICULAR AL MARCADO DE LAS COQUILLAS DE MOLDEADO PARA LENTILLAS OFTALMICAS.
DISPOSITIVO DE SOLDADURA DE AL MENOS DOS PIEZAS METALICAS POR MEDIO DE UN HAZ DE ALTA DENSIDAD DE ENERGIA.
(16/08/1999). Solicitante/s: SOLLAC S.A.. Inventor/es: VERRELLE, DOMINIQUE, PERU, GILLES.
LA PRESENTE INVENCION SE REFIERE A UN DISPOSITIVO DE SOLDADURA MEDIANTE UN HAZ DE ALTA DENSIDAD DE ENERGIA DE AL MENOS DIOS PIEZAS METALICAS DISPUESTAS PARA FORMAR UN PLANO DE UNION, QUE LLEVA MEDIOS DE DESPLAZAMIENTO RELATIVO ENTRE LAS PIEZAS METALICAS A SOLDAR Y EL HAZ DE ALTA DENSIDAD DE ENERGIA, Y MEDIOS DE PROTECCION, DISPUESTOS BAJO EL PLANO DE REFERENCIA HORIZONTAL DE LAS PIEZAS METALICAS, ENFRENTE DEL HAZ DE ALTA DENSIDAD DE ENERGIA, CARACTERIZADO PORQUE LOS MEDIOS DE PROTECCION ESTAN FORMADOS POR UN MATERIAL REFRACTARIO PREFORMADO, A BASE DE BAUXITA CON ENLACE DE CERAMICA ARCILLOSA, QUE COMPRENDE EN % PESO: - DE 80 A 85% DE ALUMINA AL{SUB,2}O{SUB,3}, - DE 8 A 12% DE SILICE SIO{SUB,2}, - DE 2,8 A 3,5% DE TIO{SUB,2}, - DE 2 A 3% DE UNA MEZCLA DE OXIDO DE HIERRO, ESENCIALMENTE PRESENTE EN FORMA DE FE{SUB,2}O{SUB,3}, Y K{SUB,2}O, - MENOS DE 1% DE IMPUREZAS SECUNDARIAS ENTRE NA{SUB,2O, CAO, MGO.
METODO DE FABRICACION DE UN NUCLEO NO METALICO QUE TIENE UN SEPTUM EMBEBIDO Y PERFORADO.
(01/02/1994). Solicitante/s: THE BOEING COMPANY. Inventor/es: WILLIAMS, CHARLES, J., COLEMAN, ROBERT, A.
EL METODO TIENEUN SEPTUM EMBEBIDO Y PERFORADO EN UN PLANO QUE SE EXTIENDE PERPENDICULARMENTE A LAS PAREDES CELULARES DEL PANAL CADA UNO DE LOS CUALES TIENE SUPERFICIES DE BORDE EXTERIORES OPUESTAS Y DISCONTINUAS, QUE INCLUYEN LOS PASOS DE PROTEGER LAS PAREDES CELULARES CON UNA MEZCLA PROTECTORA APLICADA A UNA DE LAS SUPERFICIES DE BORDE EXTERIORES; Y LA PERFORACION LASER DEL SEPTUM CON UN CONJUNTO DE HACES LASER QUE SE ORIGINAN DESDE UN PUNTO EXTERIOR A LAS PAREDES CELULARES OPUESTAS A LA SUPERFICIE OPUESTA BORDEADA EN UNA DIRECCION PARALELA A LAS PAREDES CELULARES Y PERPENDICULAR AL PLANO DEL SEPTUM, LA MEZCLA PROTECTORA CUBRE UN AREA DE SUPERFICIE EXTERIOR BORDEADA SUFICIENTE PARA PREVENIR EL DAÑO A LAS PAREDES CELULARES.
INSTALACION PARA LA MARCACION SUPERFICIAL POR LASER DE UN PRODUCTO ALIMENTICIO QUESERO O SALCHICHERO.
(01/04/1993). Solicitante/s: BONGRAIN S.A.. Inventor/es: PILIERO, ROCCO.
INSTALACION PARA LA MARCACION SUPERFICIAL DE UN PRODUCTO ALIMENTICIO QUE COMPORTA UN LASER , UNOS MEDIOS SOPORTE DE PRODUCTO , UNOS MEDIOS APTOS PARA REALIZAR UN BARRIDO TRANSVERSAL COMBINADO CON UN CORRIMIENTO LONGITUDINAL DEL HAZ LASER (F) EN RELACION A LOS MEDIOS , ASI COMO UNA MASCARA AMOVIBLE QUE COMPORTA UNAS VENTANAS , CARACTERIZADA EN QUE COMPORTA AL MENOS UN PUESTO DE MARCACION , COMPRENDIENDO UNA MESA LINEAL QUE SOPORTA UN CARRO QUE CORRE A LO LARGO DE UN EJE XX; UNOS MEDIOS DE RECEPCION Y DE REENVIO DEL HAZ; UN PRIMER DISPOSITIVO DE REENVIO ; UN SEGUNDO DISPOSITIVO DE REENVIO ; UN PLATO SUPERIOR ; UNOS MEDIOS DE ARRASTRE DEL PLATO SUPERIOR ; UNOS MEDIOS DE ARRASTRE DEL CARRO DE CORRIMIENTO Y UNOS MEDIOS DE MANDO.
PROCEDIMIENTO PARA EL MARCADO DE PELICULAS FOTOGRAFICAS CINEMATROGRAFICAS Y SIMILARES Y APARATO CORRESPONDIENTE.
(16/08/1987). Solicitante/s: CINEMA MAGNETIQUE COMMUNICATION (C.M.C.),FR.
PROCEDIMIENTO Y APARATO PARA EL MARCADO DE PELICULAS FOTOGRAFICAS, CINEMATOGRAFICAS Y SIMILARES. COMPRENDE LAS OPERACIONES DE IRRADIAR LA CAPA SUPERFICIAL DE REVESTIMIENTO DE LA PELICULA POR MEDIO DE UNA RADIACION PRODUCIDA POR LASER, LA CUAL ES ABSORBIDA POR LA CAPA SUPERFICIAL, Y EN DESPLAZAR UN HAZ DE ESTA RADIACION DE ANCHURA SENSIBLEMENTE IGUAL A LA DEL TRAZO A TRAZAR SOBRE LA CAPA SUPERFICIAL CON UNA VELOCIDAD TAL QUE LA RELACION ENTRE LA VELOCIDAD DE DESPLAZAMIENTO DEL HAZ, EXPRESADA EN CM/S, Y LA INTENSIDAD DE LA RADIACION CORRESPONDIENTE, EXPRESADA EN FORMA DE LA POTENCIA DEL FLUJO DE RADIACION QUE ALCANZA LA CAPA SUPERFICIAL, ESTA DADA POR LA RELACION (I).
UN APARATO PARA PROPORCIONAR UNA MARCA INDICADORA DE IDENTIFICACION DE UN DIAMANTE.
(01/10/1984). Solicitante/s: LAZARE KAPLAN & SONS, INC.
APARATO PARA PROPORCIONAR UNA MARCA INDICADORA DE IDENTIFICACION DE UN DIAMANTE SOBRE UNA DE SUS SUPERFICIES.CONSTA DE UN DISPOSITIVO GENERADOR DE UN HAZ DE RAYOS LASER PULSATORIO; DE UN SISTEMA OPTICO SITUADO ENTRE EL DISPOSITIVO GENERADOR DEL HAZ DE RAYOS LASER Y LA SUPERFICIE DEL DIAMANTE A MARCAR, EL CUAL CONTROLA LA APLICACION DE DICHO HAZ DE LASER SOBRE LA SUPERFICIE DEL DIAMANTE ; Y DE MEDIOS PARA AJUSTAR LA POTENCIA DEL HAZ DE LASER.
UN METODO Y UN APARATO PARA PROPORCIONAR UNA MARCA INDICADORA DE IDENTIFICACION EN UN DIAMANTE.
(16/09/1984). Solicitante/s: LAZARE KAPLAN & SONS, INC.
METODO PARA PROPORCIONAR UNA MARCA INDICADORA DE IDENTIFICACION A LA SUPERFICIE DE UN DIAMANTE.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE COLOCA EL DIAMANTE EN UNA POSICION ADECUADA, DE MANERA QUE SEA ACCESIBLE LA SUPERFICIE A MARCAR; SEGUNDA, SE APLICA SOBRE DICHA SUPERFICIE UN HAZ DE RAYOS LASER PARA INSCRIBIR UNA MARCA INDICADORA, DE FORMA QUE HA DE MOVERSE INTERMITENTEMENTE DICHO HAZ DE LASER A POSICIONES SUCESIVAS, A LO LARGO DE UNA TRAYECTORIA CORRESPONDIENTE A LA MARCA INDICADORA; Y POR ULTIMO, SE AJUSTA LA POTENCIA DEL HAZ DE LASERDE FORMA ADECUADA EN CADA UNA DE LAS POSICIONES DE MARCAJE.
UN METODO PARA PROPORCIONAR UNA MARCA INDICADORA DE INDENTIFICACION EN UN DIAMANTE.
(16/08/1983). Solicitante/s: LAZARE KAPLAN & SONS, INC.
METODO PARA PONER MARCAS INDICADORAS SOBRE LAS SUPERFICIES DE LAS GEMAS. SE APLICA UN HAZ DE LASER A LA SUPERFICIE DE LA GEMA CONTROLANDOLO PARA PERMITIR QUE DICHO HAZ INSCRIBA EN DICHA SUPERFICIE UNA MARCA INDICADORA, INCLUYENDO LAS ACCIONES DE MOVER INTERMITENTEMENTE EL HAZ DE LASER A POSICIONES SUCESIVAS A LO LARGO DE UNA TRAYECTORIA CORRESPONDIENTE A LA MARCA INDICADORA, CUBRIENDO DICHO HAZ EN CADA POSICION UN AREA SUPERFICIAL QUE SOLAPA LA CUBIERTA POR EL HAZ EN LA POSICION INMEDIATAMENTE PRECEDENTE SOBRE LA MARCA INDICADORA. LA POTENCIA DEL HAZ DE LASER SE AJUSTA PARA GRAFITIZAR E INSCRIBIR LA SUPERFICIE EN CADA POSICION.
UN PROCEDIMIENTO PARA PREPARAR UN MATERIAL SENSIBLE A LAS RADIACIONES.
(01/11/1977). Solicitante/s: N.V. PHILIPS' GLOEILAMPENFABRIEKEN.
Resumen no disponible.
{kind=link}
{kind=link}