CIP-2021 : G01B 7/008 : que utilizan máquinas de medida de coordenadas.
CIP-2021 › G › G01 › G01B › G01B 7/00 › G01B 7/008[2] › que utilizan máquinas de medida de coordenadas.
G FISICA.
G01 METROLOGIA; ENSAYOS.
G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS.
G01B 7/00 Disposiciones de medida caracterizadas por la utilización de medios eléctricos o magnéticos.
G01B 7/008 · · que utilizan máquinas de medida de coordenadas.
CIP2021: Invenciones publicadas en esta sección.
Método de calibración de un modelo matemático para una máquina de medición de coordenadas para la compensación de errores dinámicos debidos a la deformación.
(10/02/2016) 1. Un método de calibración de un modelo matemático de una máquina de medición para la compensación de errores debidos a deformación dinámica, que comprende:
una unidad móvil para mover una sonda de palpador en un volumen de medición, comprendiendo la unidad móvil al menos un miembro móvil a lo largo de un eje bajo la fuerza de impulsión de medios de impulsión, comprendiendo la sonda un palpador equipado con una punta y
un sensor configurado para detectar en tiempo real al menos una cantidad (mx, my) correlacionada con la deformación dinámica de dicha unidad móvil, en donde el modelo provee, en respuesta a al menos una cantidad de entrada correlacionada con una señal de control de dichos medios de impulsión, una pluralidad de cantidades de salida que comprenden al menos un componente del error…
Método para compensar errores de medición producidos por deformaciones de una bancada de máquina medidora bajo la carga de una pieza, y máquina medidora que opera según dicho método.
(06/11/2013) Un método de compensar los errores de medición de una máquina medidora que derivan de las deformacionesde una bancada de máquina de la máquina producidas por la carga ejercida por una pieza a medir en labancada de máquina , incluyendo un primer paso de adquisición en el que se adquieren datos relativos alpeso de la pieza y las condiciones de retención de la pieza en la bancada de máquina, y un segundo paso de cálculo en el que se calculan valores de corrección dependiendo de dichos datos,
caracterizado porque:
dicho primer paso incluye seleccionar una condición de carga estándar de entre una pluralidad de condicionesde carga estándar; y
dicho segundo paso incluye los pasos de transformar la condición de carga estándar seleccionada…
SISTEMA DE MORFOMETRIA PARA LA ADQUISICION SEMI-AUTOMATICA DE COORDENADAS TRIDIMENSIONALES.
(24/07/2009). Ver ilustración. Solicitante/s: UNIVERSIDAD DE ALICANTE. Inventor/es: BALBOA CARRATALA,ROSARIO, BAEZA NADAL,PABLO, POMARES PADILLA,ALEJANDRO, QUILES MACIA,JUAN ANTONIO.
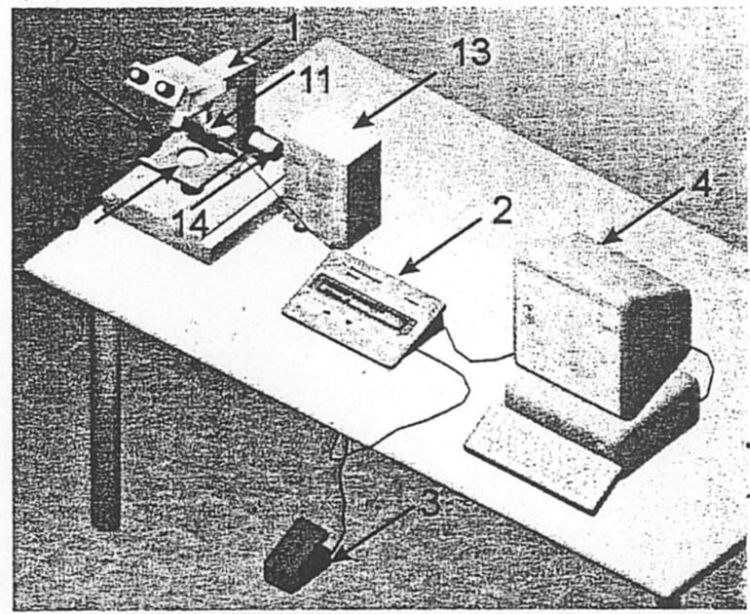
Sistema de morfometría para la adquisición semi-automática de coordenadas tridimensionales.#El sistema está formado por dos sensores semirígidos y otro optoelectrónico . Los semirígidos transmiten la traslación producida al girar los tornillos micrométricos de la pletina del microscopio . El sensor optoelectrónico cuantifica los desplazamientos del enfoque. La salida de los sensores se transmite a la consola de control , conectada a un ordenador . El programa de ordenador se comunica con la consola por un fichero de texto con las coordenadas seleccionadas en la sesión de trabajo. El origen de las coordenadas se especifica al comienzo del trabajo asignando cero a los sensores. El operador tiene un puntero de referencia en el ocular del microscopio para identificar selectivamente las micro-estructuras. Este puntero se superpone sobre la estructura mediante desplazamientos de la preparación. La selección de las coordenadas se realiza con un botón o un pedal.
APARATO ELECTRONICO PARA MEDICION Y CONTROL DIMENSIONAL DE PIEZAS MECANIZADAS.
(01/05/2000). Ver ilustración. Solicitante/s: DOIKI. S. COOP. Inventor/es: SANCHEZ BEITIA,ENRIQUE.
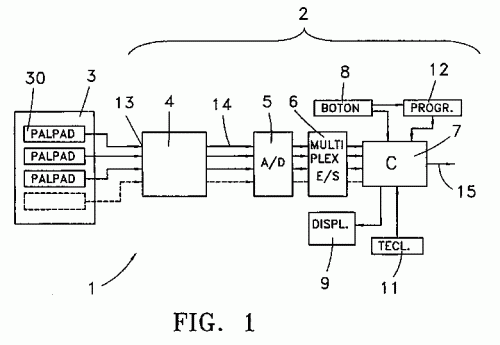
Aparato electrónico para la medición y control dimensional de piezas mecanizadas. Comprende un utillaje de medida provisto de una pluralidad de palpadores inductivos, donde se soporta la pieza a medir, u un instrumento de medida conectado al utillaje mediante una caja de interconexión electrónica modular con conectores y circuitos individualizados de acondicionamiento de la señal de los palpadores . El ordenador incorpora los circuitos de adquisición de datos, y un programa que se ejecuta desde la botonera para la medición y control dimensional de la pieza, y para el tratamiento de la información datos en un display . Figura 1.
{kind=link}
{kind=link}