CIP-2021 : B21D 39/00 : Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos,
p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos.
CIP-2021 › B › B21 › B21D › B21D 39/00[m] › Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos.
Notas[t] desde B21 hasta B32: CONFORMACION
B21D 39/02 · de chapas por doblado, p. ej. conectando los bordes de una chapa para formar un cilindro.
B21D 39/03 · de chapas que no sea por doblado.
B21D 39/04 · de tubos con tubos; de tubos con barras.
B21D 39/06 · de tubos en las aberturas.
B21D 39/08 · Dispositivos de mandrinaje de tubos.
B21D 39/10 · · con rodillos que sólo sirvan para mandrinar.
B21D 39/12 · · con rodillos que sirven para mandrinar y para formar pestaña en los bordes de los tubos.
B21D 39/14 · · con bolas.
B21D 39/16 · · con dispositivos limitadores de par.
B21D 39/18 · · Rodillos de forma particular.
B21D 39/20 · · con mandriles, p. ej. expansibles.
CIP2021: Invenciones publicadas en esta sección.
Método para dividir la parte del extremo de una placa metálica o una barra metálica y método para unir tales partes metálicas.
(21/08/2019) Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la pieza de trabajo es una placa metálica que tiene cualquiera de entre una forma rectangular, poligonal o elíptica, o una barra metálica que tiene una sección transversal de cualquiera de entre una forma circular, elíptica, rectangular o poligonal,
en donde el método comprende las etapas de
asegurar firmemente la pieza de trabajo mediante el apriete de ambos lados de la placa metálica , o al menos dos zonas de caras opuestas sobre la periferia de la barra…
Estructura de una barra estabilizadora con un elemento de restricción de movimiento, aparato y método para unir el elemento a la barra estabilizadora.
(30/10/2018) Una estructura de una barra estabilizadora con un elemento de restricción de movimiento (23, 31, 31A, 31B), comprendiendo el elemento de restricción de movimiento (23, 31, 31A, 31B):
una porción de puente en forma de placa (33, 33A);
una primera porción curvada que se extiende integralmente desde una porción de extremo de la porción de puente (33, 33A); y
una segunda porción curvada que se extiende integralmente desde otra porción de extremo de la porción de puente (33, 33A),
incluyendo la primera porción curvada una porción de extremo que incluye una primera porción de bloqueo ,
incluyendo la segunda porción curvada una porción de extremo que incluye una segunda porción de bloqueo que se acopla con la primera porción de bloqueo , estando la estructura caracterizada por que la porción de puente, y las superficies…
Método de división del extremo para placa metálica o barra metálica y método para unir el mismo.
(25/04/2018) Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la pieza de trabajo es una placa metálica que tiene cualquiera de entre una forma rectangular, poligonal o elíptica, o una barra metálica que tiene una sección transversal de cualquiera de entre una forma circular, elíptica, rectangular o poligonal,
en donde el método comprende las etapas de
asegurar firmemente la pieza de trabajo mediante el apriete de ambos lados de la placa metálica , o al menos dos zonas de caras opuestas sobre la periferia de la barra metálica , con un dispositivo de sujeción ;
dividir la pieza de trabajo longitudinalmente mediante el prensado con un punzón de corte o un punzón de escisión contra la cara de un extremo de la pieza de trabajo;
avanzar…
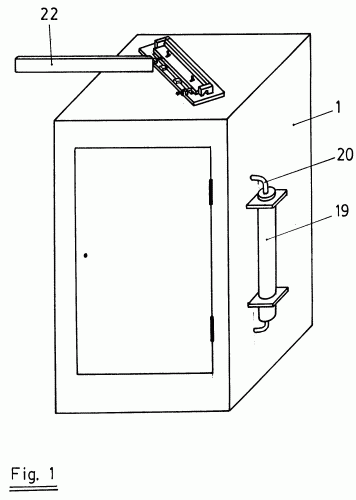
(01/02/2017). Solicitante/s: Adey Holdings Limited. Inventor/es: TAYLOR,MATTHEW, ADEY,CHRISTOPHER, DOWNIE,SIMON, PATHAN,KASHEM.
Un separador magnético para un sistema de calefacción central, comprendiendo el separador magnético:
una envolvente ,
una cámara de separación en el interior de la envolvente,
bocas de entrada y salida que se extienden desde la envolvente, incluyendo las bocas de entrada y salida conectores de enchufe rápido ,
caracterizado por que
los conectores de enchufe rápido del separador magnético tienen collarines que circundan la boca de cada una de la entrada y la salida, siendo los collarines susceptibles de ser empujados hacia dentro, hacia el cuerpo de la envolvente para soltar los conectores,
y se provee una herramienta de suelta , teniendo la herramienta de suelta primera y segunda zonas de contacto para hacer contacto contra los collarines de los conectores de entrada y salida, y una región de asa para posibilitar que se aplique fuerza, a través de las zonas de contacto, a ambos conectores simultáneamente.
PDF original: ES-2618008_T3.pdf
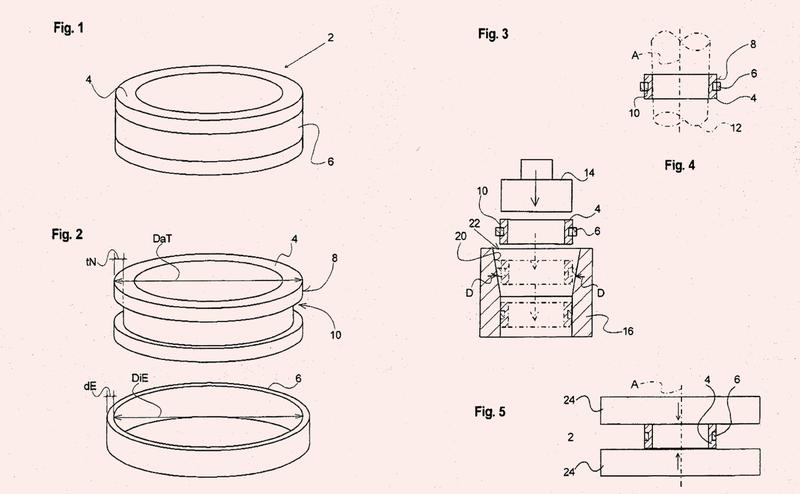
Procedimiento para la fabricación de un anillo de joyería.
(30/12/2015). Ver ilustración. Solicitante/s: Eduard G.Fidel GmbH. Inventor/es: BARTH,HANS PETER.
Procedimiento para fabricar un anillo de joyería que presenta un anillo de soporte y al menos un rebajo practicado en él para el alojamiento de un anillo de inserción ,
en el que el al menos un anillo de inserción , después de calarlo sobre el anillo de soporte , se coloca en el rebajo por efecto de una deformación plástica por medio de una tensión anularmente aplicada, y
la deformación plástica se realiza por medio de una tensión de compresión (D) anular que ataca en un lado exterior del al menos un anillo de inserción y está dirigida radialmente hacia dentro,
caracterizado por que la aplicación de la tensión de compresión (D) anular se realiza por encaje a presión del anillo de soporte con el anillo de inserción calado en un molde de recalcado cilíndrico con una zona de entrada cónica.
PDF original: ES-2560959_T3.pdf
HERRAMIENTA PARA ENGRAPADO POR ROLDANA.
(10/12/2015) Herramienta para engrapado por roldana que comprende un cuerpo principal hueco que comprende un primer extremo de fijación a un robot y un segundo extremo que comprende un cuerpo secundario que comprende a su vez al menos una roldana , comprendiendo además en su interior axialmente distribuidos una célula de carga en el primer extremo ; una sufridera en contacto con la célula de carga ; un primer cilindro en contacto con la sufridera ; un segundo cilindro al que está fijado el cuerpo secundario ; un medio elástico en contacto con el primer cilindro y el segundo cilindro ; y una tapa…
DISPOSITIVO PARA LA LIMPIEZA DE ROLDANAS.
(23/04/2015) La invención describe un dispositivo para la limpieza de roldanas en las que se ha adherido cola. El brazo robot que incorpora la roldana se ajusta en un elemento de arrastre que está fijo a un motor eléctrico de forma que al accionar el motor se mueve la roldana . Un motor de limpiar (7'), que gira en el mismo sentido que el anterior motor de arrastre , lleva acoplado un disco de fieltro que está continuamente humedecido en disolvente suministrado por un eyector . El motor de limpiar (7') se coloca de forma que el canto del disco de fieltro queda en contacto con el canto de la roldana . Al accionar ambos motores (7, 7') el disco de fieltro limpia la roldana por fricción.
(31/03/2014) 1. Fregadero de cocina, aplicable para instalarse integrado en una encimera , particularmente ajustada al canto (2a) mecanizado de una encimera de material porcelánico, caracterizado por contar en su borde superior con una pestaña perimetral cuya parte superior determina un encaje que define una superficie en ángulo recto apta para acoger el citado canto (2a) de la encimera de tal modo que dicho canto descansa sobre dicha superficie y queda tapado y, por tanto, protegido en ella.
2. Fregadero de cocina, según la reivindicación 1, caracterizado porque el encaje define una superficie formada por un tramo horizontal (11a) de profundidad variable, sobre el que apoya una porción…
Procedimiento para la colocación de una roseta sobre un tubo.
(25/12/2013) Procedimiento para la colocación de una roseta sobre un tubo , presentando la roseta un orificio pasante para la introducción del tubo , caracterizado porque la zona de borde del orificio pasante en primer lugar se dobla fuera del plano de la roseta, de tal manera que la separación libre (C) de los bordes opuestos del orificio pasante es mayor que la dimensión externa (D) del tubo y presionándose, después de la colocación de la roseta sobre el tubo, la zona de borde que rodea al orificio pasante de vuelta al plano de la roseta , por lo que se reduce la separación libre (C1) de los bordes opuestos del orificio pasante a una medida que es menor que la dimensión externa (D) original del tubo.
Mordaza de sujeción de ala.
(27/11/2013) Una mordaza que comprende:
un cuerpo de mordaza que tiene una ranura entre dos secciones de cuerpo del cuerpo de mordaza; y un par de tornillos fijados con orificios roscados en el cuerpo de mordaza, en donde los tornillos pueden ser apretados de manera que las puntas de los tornillos entran en la ranura,
caracterizado por que
la mordaza incluye un clip resorte acoplado al cuerpo de mordaza, en donde parte del clip resorte está en la ranura del cuerpo de mordaza.
Elemento de sujeción hembra de autofijación, ensamblaje de la sujeción sellada y el panel y método de formación del mismo.
(30/10/2013) Un elemento de sujeción hembra de autofijación , que comprende:
Una parte de piloto anular que tiene un orificio que se extiende a través de una cara extrema anular de dicha parte piloto ;
una parte de flanco anular que rodea dicha parte piloto que tiene una cara de apoyo anular generalmente plana paralela en general al plano de dicha cara extrema de dicha parte piloto ; yuna ranura anular en dicha cara de apoyo de dicha parte de flanco que rodea a dicha parte piloto incluyendo una pared inferior de la ranura anular, una pared lateral interior de la ranura adyacente a dicha parte piloto y una pared exterior de la ranura inclinada desde dicha pared inferiorde la ranura anular hacia dicha parte piloto que define una abertura limitada en dicha…
Método para producir un sustrato revestido de acero inoxidable.
(11/02/2013) Un método para producir un acero inoxidable revestido, el método comprendiendo el laminado en caliente de un conjunto soldado para proporcionar una banda laminada en caliente; el conjunto soldado comprendiendo una chapa de acero inoxidable soldada a una chapa de un material de revestimiento de aleación, caracterizado porque la chapa del material de revestimiento que está dispuesta en un hueco sobre una superficie de la chapa de acero inoxidable de tal modo que una parte saliente de la chapa de acero inoxidable define el hueco y rodea todo el borde periférico de la chapa del material de revestimiento, en donde en el conjunto soldado el espesor de la chapa del material de revestimiento…
PROCEDIMIENTO, ASI COMO MATRIZ PARA FIJAR UN ELEMENTO FUNCIONAL A UNA PIEZA DE CHAPA.
(16/11/2006) Procedimiento para fijar un elemento funcional, en especial un elemento de fijación, con un cabezal frontal y, dado el caso con un vástago , en una pieza de chapa, dado el caso de forma estanca a los líquidos y/o los gases, siendo prensado el elemento funcional contra la pieza de chapa apuntalada por medio de una matriz , que presenta un compartimiento de conformación, y embutiéndose material de la chapa, por medio de, al menos, una pieza mecanizada apoyada móvilmente, preferiblemente por medio de, al menos, dos de dichas piezas mecanizadas de la matriz , formando la pieza mecanizada o bien cada pieza mecanizada una zona de pared correspondiente del compartimiento de conformación y siendo embutido el material de la chapa, por medio de un movimiento dirigido radialmente hacia adentro…
PROCEDIMIENTO PARA FIJAR UN PRECINTO EN UNA MUESCA.
(01/06/1999). Solicitante/s: FORSHEDA LIMITED. Inventor/es: COLE, DAVID, ALEXANDER, EVERETT, RICHARD, MERVYN.
SE PRESENTA UNA HERRAMIENTA DE PRESION PARA SUJETAR UN CIERRE EN UNA RANURA DE UN CUERPO DE APOYO QUE ES UN SOPORTE GIRATORIO QUE LLEVA UN CASQUILLO CON BOLAS . UN REBORDE FORMA UNA PARED DE LA RANURA . LOS RODILLOS CON BOLAS SE MUEVEN EN UN RECORRIDO CIRCULAR A LO LARGO DEL BORDE PARA PRESIONAR EL REBORDE DE MANERA QUE FIJAN EL CIERRE EN LA RANURA.
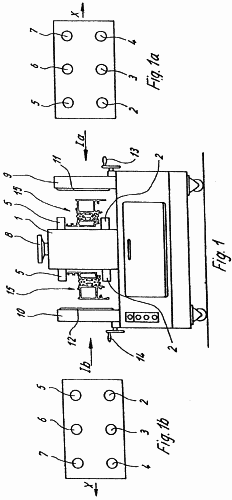
MAQUINA APLICADORA DE SELLADOR PARA JUNTAS.
(01/03/1996). Ver ilustración. Solicitante/s: CODMI, S.A.. Inventor/es: LORCA SORIA, PEDRO.
MAQUINA APLICADORA DE SELLADOR PARA JUNTAS; DEL TIPO DE LAS EMPLEADAS PARA APLICAR SOBRE LOS INGLETES DE PERFILES A UNIR UNA CAPA DE PRODUCTO SELLADOR: CARACTERIZADA PORQUE INCORPORA UNA PLACA QUE SE MONTA SOBRE UNAS GUIAS SOLIDARIAS A LA CARCASA Y SE DESPLAZA SOBRE EL LAS POR LA ACCION DE UN CILINDRO, PREFERENTEMENTE NEUMATICO, Y UN DISTRIBUIDOR DE PRODUCTO, QUE SE MANTIENE EN UNA POSICION FIJA Y ENFRENTADO CON LA PLACA MOVIL; ESTE DISTRIBUIDOR PRESENTA UNA TAPA DE CIERRE MOVIBLE, QUE REGULA EL ESPESOR DE LA CAPA DE PRODUCTO ARRASTRADO POR LA PLACA EN SU DESPLAZAMIENTO Y QUE REALIZA EL CIERRE DEL DISTRIBUIDOR CUANDO LA PLACA SE DISPONE EN UNA POSICION INOPERANTE.
PROCEDIMIENTO DE UNION RAPIDA Y ESTABLE.
(16/03/1992). Ver ilustración. Solicitante/s: ANDAMIAJES SENDO, S.A. Inventor/es: PEREZ DE NANCLARES LOPES, JOSE LUIS.
PROCEDIMIENTO DE UNION RAPIDA Y ESTABLE. PROCEDIMIENTO DE UNION RAPIDA Y ESTABLECE DESTINADO A LA FORMACION DE NUDOS DE UNION EN TODA CLASE DE ARMAZONES METALICOS, DE MANERA QUE UNO DE LOS ELEMENTOS A UNIR, DISPONE DE UNA PIEZA CON UNO O MAS ORIFICIOS Y LA OTRA, UNA PIEZA ANGULAR EN UNA DE CUYAS CARAS LLEVA UNA PIEZA RANURADA, POR DONDE LIBREMENTE SE DESPLAZA UNA PIEZA EN FORMA DE CUÑA, DE SUERTE QUE ESTABLECIDA LA UNION PREVIA, BASTA UN SIMPLE GOLPE, PARA QUE LA UNION QUEDE ESTABLECIDA.
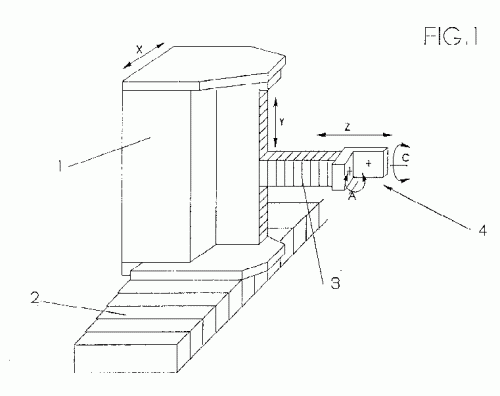
MAQUINA HERRAMIENTA AUTOMATICA.
(01/03/1992). Ver ilustración. Solicitante/s: JOBS S.P.A.. Inventor/es: MUSELLI, ROBERTO.
MAQUINA HERRAMIENTA AUTOMATICA, DESTINADA AL ENSAMBLADO DE SUBCONJUNTOS MECANICOS TALES COMO ESTRUCTURAS DE AERONAVES, AUTOMOVILES Y BUQUES. LA MAQUINA COMPRENDE UN EQUIPO PARA EL RAPIDO ACOPLAMIENTO Y CAMBIO DE EFECTORES FINALES MULTITAREA, PRESENTANDO DICHO EQUIPO UN PAR DE EJES CARTESIANOS DESPUES DE DOS EJES POLARES. LA INVENCION PREVE TAMBIEN LA CONSTITUCION DE UNA UNIDAD DE MONTAJE DE ESTRUCTURAS MEDIANTE LA DISPOSICION DE DOS DE TALES MAQUINAS.
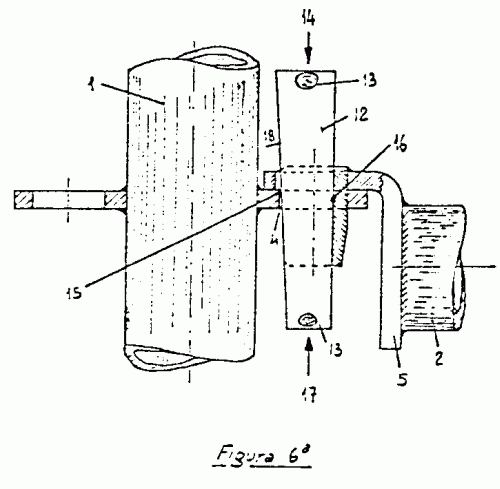
DISPOSITIVO PARA EL ENSANCHAMIENTO HIDRAULICO.
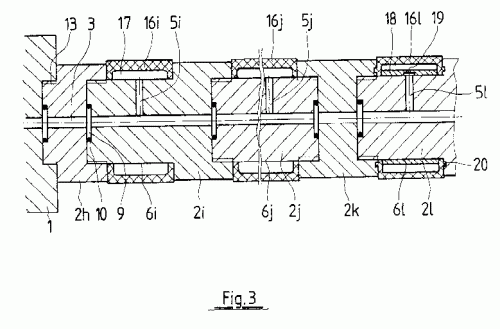
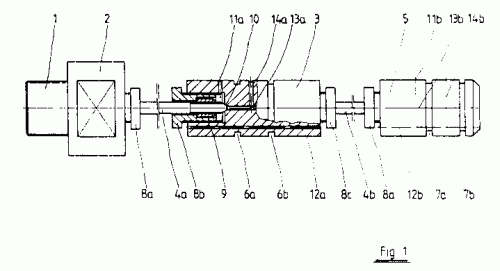
(01/11/1989). Ver ilustración. Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: GREWE, HERIBERT, WEISS, KARL, FRIELINGSDORF, HERBERT.
SE PROPONE UNA SONDA A BASE DE UN MEDIO DE PRESION PARA EL ENSANCHAMIENTO HIDRAULICO SIMULTANEO DE VARIOS TRAMOS LONGITUDINALES DE UN ARBOL HUECO. SEGUN EL INVENTO, LA SONDA CONSISTE EN DISTINTOS TRAMOS LONGITUDINALES. DE ESTE MODO, SE ABRE LA POSIBILIDAD DE REALIZAR SONDAS DE GRAN LONGITUD QUE NO PUEDEN OBTENERSE EN LA MODALIDAD DE CONSTRUCCION DE UNA SOLA PIEZA A CONSECUENCIA DE LA LONGITUD DE ANIMA NECESARIA. LA ESTRUCTURA DE LA SONDA PUEDE VARIARSE FACILMENTE; LAS JUNTAS DEFECTUOSAS PUEDEN CAMBIARSE SIN ESFUERZO.
SONDA A BASE DE UN MEDIO DE PRESION.
(01/11/1989). Ver ilustración. Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: GREWE, HERIBERT, WEISS, KARL, FRIELINGSDORF, HERBERT, SCHWARZ, ENGELBERT.
SONDA A BASE DE UN MEDIO DE PRESION PARA ENSANCHAR VARIOS TRAMOS LONGITUDINALES DE UN ARBOL HUECO, LA CUAL INCLUYE AL MENOS UN CANAL LONGITUDINAL PARA EL MEDIO DE PRESION Y RESPECTIVOS TALADROS RADIALES DE ALIMENTACION A CADA TRAMO LONGITUDINAL DEL ARBOL HUECO QUE SE HA DE ENSANCHAR, Y ELEMENTOS DE JUNTA QUE LIMITAN LA ACTUACION DEL MEDIO DE PRESION SOBRE DICHOS TRAMOS LONGITUDINALES. EL CUERPO DELA SONDA DE PRESION ESTA COMPUESTO DE TRAMOS LONGITUDINALES RIGIDOS, QUE ACOGEN A LAS JUNTAS, Y DE TRAMOS DE TUBO FLEXIBLE, DE MENOR DIAMETRO, QUE UNEN DICHOS TRAMOS RIGIDOS. EL INVENTO ES UTIL PARA FIJAR LEVAS, ENGRANAJES Y COJINETES SOBRE ARBOLES HUECOS DE MOTORES Y MAQUINAS.
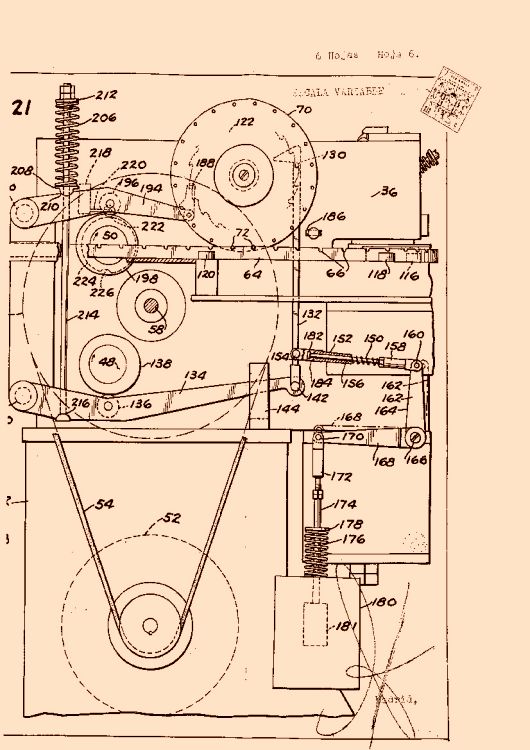
PERFECCIONAMIENTOS EN MAQUINAS ENGATILLADORAS PARA PIEZAS TUBULARES.
(16/10/1989). Solicitante/s: VENTILADORES CHAYSOL, S.A. Inventor/es: PEREZ MARTINEZ,ANTONIO.
PERFECCIONAMIENTOS EN MAQUINAS ENGATILLADORAS PARA PIEZAS TUBULARES. LA INVENCION SE REFIERE A PERFECCIONAMIENTOS EN MAQUINAS ENGATILLADORAS PARA PIEZAS TUBULARES, QUE CONSIOSTEN EN DISPONERSE DOS PALANCAS DE SEGUNDO GENERO QUE PROVOCAN EL DESPLAZAMIENTO DE HORQUILLAS PORTADORAS DE RODILLOS HERRAMIENTAS QUE ACTUAN SOBRE LA GENERATRIZ DE LA PIEZA A ENGATILLAR CON PRESION, MOVIMIENTO Y SENTIDO IGUALES, ESTANDO MONTADA LA PIEZA SOBRE UNA PLATAFORMA MOTRIZ, APESTILLADA EN GIRO LOCO MEDIANTE UN TORNILLO VERTICAL DE APRIETE. LAS PALANCAS SON ARRASTRADAS POR UN DISCO GIRATORIO CON EL QUE ENLAZAN Y CUYO MOVIMIENTO DETERMINA UN APALANCAMIENTO IDENTICO POR TENER SU PUNTO DE APOYO EN LA MISMA COTA Y A IGUAL DISTANCIA QUE EL EJE DE GIRO DE LA PIEZA TUBULAR A ENGATILLAR.
DISPOSITIVO CON RODILLOS PARA UNIR LAS PARTES DE UN PERFIL COMPUESTO DE CONTENCION DE CALOR.
(16/04/1989). Ver ilustración. Solicitante/s: SCHUCO HEINZ SCHURMANN GMBH & CO.. Inventor/es: HABICHT, SIEGFRIED, TONSMANN, ARMIN, HOCKER, EITEL, JAGER, TILO.
DISPOSITIVO CON RODILLOS PARA UNIR LAS PARTES DE UN PERFIL COMPUESTO DE CONTENCION DE CALOR, HECHO DE DOS PERFILES METALICOS Y AL MENOS UNA BARRA AISLANTE, LA CUAL ENGANCHA EN RANURAS DE LOS PERFILES METALICOS Y CON ELLO QUEDA SUJETA EN POSICION DE TAL MANERA QUE LAS ALAS SOBRESALIENTES DE LA RANURA SON ABATIDAS POR MEDIO DE UNO O MAS RODILLOS MOLETEADORES DEL DISPOSITIVO Y SON APRETADAS SOBRE LA BARRA AISLANTE Y EN EL QUE CADA RODILLO MOLETEADOR ESTA HECHO EN FORMA DE DISCO Y ASEGURADO EN UNA GARRA SUJETA DE MANERA SOLTABLE EN UN ARBOL, CARACTERIZADO PORQUE EL RODILLO MOLETEADOR ESTA APOYADO DE MANERA DESPLAZABLE EN DIRECCION AXIAL EN LA GARRA DE SUJECION.
"NUEVO PROCEDIMIENTO DE ANCLAJE DE VASTAGO A PIEZA".
(16/01/1986). Solicitante/s: STANDARD ELECTRICA, S.A..
PROCEDIMIENTO DE ANCLAJE DE VASTAGO A PIEZA. PARTE DE LA UTILIZACION DE VASTAGOS, TORNILLOS, TUERCAS O SIMILARES, QUE DISPONEN DE UNA CABEZA (A) DE FORMA TRONCOCONICA, UNIDA POR SU BASE MENOR AL RESTO DEL VASTAGO (B). SE REALIZA EN LA PIEZA UN AGUJERO CIEGO DE DIAMETRO LIGERAMENTE SUPERIOR AL DE LA BASE MAYOR DEL TRONCO DE CONO. SE INTRODUCE EL VASTAGO POR SU CABEZA (A) HASTA QUE EL RESTO DE LA CABEZA (B) APOYE CONTRA LA SUPERFICIE DE LA PIEZA (E), Y SE TERMINA APLICANDOSE PRESION AL VASTAGO (B) CONTRA LA PIEZA DE FORMA QUE DICHA PARTE (B) SE INTRODUZCA EN LA PIEZA, EMPUJANDO EL MATERIAL QUE DESPLAZA PARA QUE OCUPE EL ESPACIO VACIO (C) LOGRANDOSE EL ANCLAJE.
METODO PARA HERMETIZAR UNA COSTURA DE CHAPAS METALICAS.
(16/06/1982). Solicitante/s: CALVETE MONTORIO,JUAN.
METODO PARA HERMETIZAR UNA COSTURA DE CHAPAS METALICAS. CARACTERIZADO PORQUE LA UNION ENTRE LAS ZONAS MARGINALES DE DOS CHAPAS SE REALIZA, PREVIO EL ADOSAMIENTO MUTUO DE TALES ZONAS EN EL MISMO SENTIDO, POR LA ACCION CONJUGADA Y CORRELATIVA DE UNAS RULINAS DE PLEGADO Y DE UNA SUFRIDERA, IMPRIMIENDO EN SUCESIVAS FASES A DICHAS ZONAS UNOS PLEGADOS DE TIPO HELICOIDAL HASTA SUPERPONER TRES PLIEGUES POR CADA CHAPA; PORQUE EL TRIPLE PLEGADO SE REALIZA CON INTERCALACION ENTRE LAS ZONAS MARGINAKLES DE UNA LAMINA DE MATERIAL ELASTICO APTO PARA CEGAR LOS INTERSICIOS EXISTENTES ENTRE LAS CHAPAS PLEGADAS, Y PORQUE SE APLICA EN LA ZONA DEL TRIPLE PLEGADO, MEDIANTE UN APARATO PROYECTOR , UN PRODUCTO FLUIDO ADHERENTE.
UNA MAQUINA PARA MONTAR PIEZAS EN BRUTO PARA TORNILLOS Y ARANDELAS.
(01/11/1977). Solicitante/s: LINREAD LIMITED.
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS APARATOS PARA SUJETAR LAMINAS SUPERPUESTAS DE MATERIAL DEFORMABLE.
(01/07/1977). Solicitante/s: OTTO P.HAFNER.
Resumen no disponible.
PROCEDIMIENTO DE REALIZACION DE UN ELEMENTO DE CARRIL.
(01/07/1977). Solicitante/s: ACIERIES DE GENNEVILLIER, A. E., C. DELACHAUX.
Resumen no disponible.
PROCEDIMIENTO DE MUTUA SUJECION DE PERFILES METALICOS DELGADOS MEDIANTE MULTIPLE INCISION CALADA.
(01/11/1976). Solicitante/s: GOMEZ DE LLARENA POU,CARMELO.
PROCEDIMIENTO DE SUJECION DE PERFILES METALICOS DELGADOS. CONSISTE EN LA REALIZACION DE VARIAS INCISIONES CALADAS, PROFUNDAS Y ALARGADAS, EN LAS PARTES DE LOS PERFILES SUPERPUESTOS ENTRE SI O EN LAS QUE QUEDAN INTRODUCIDAS EN LOS PERFILES HUECOS O EN LAS PIEZAS A LAS QUE SE VAN A ENSAMBLAR LOS MISMOS, DE MODO QUE POR PRESION LOS PERFILES QUEDAN FUERTEMENTE SUJETOS ENTRE SI. LAS INCISIONES PUEDEN SER ALARGADAS, CRUZADAS O PARALELAS, EN SENTIDO UNICO U OPUESTO, Y SE REALIZAN CON CUALQUIER UTIL IDONEO.
UN METODO DE FORMAR UNA UNION ESTRUCTURAL ENTRE UN PRIMERO Y UN SEGUNDO ELEMENTOS RIGIDOS.
(01/07/1976). Solicitante/s: J. REID,ROBERT.
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS SISTEMAS DE PUNZON Y MATRIZ PARA EL TRABAJO DE PLANCHAS.
(01/04/1976). Solicitante/s: OTTO HAGNER.
Resumen no disponible.
PERFECCIONAMIENTOS EN MAQUINAS ENSAMBLADORAS DE INGLETES PARA CARPINTERIA METALICA.
(01/01/1976). Solicitante/s: BARRIO RODRIGUEZ,JOSE L.DEL.
Resumen no disponible.
TRANSPORTADOR PARA PIEZAS DE TRABAJO ALARGADAS.
(16/08/1962). Ver ilustración. Solicitante/s: BUNDY TUBING COMPANY.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}