CIP-2021 : B21C 37/06 : de tubos o tuberías metálicas; Procedimientos combinados para la fabricación de tubos,
p. ej. para fabricar tubos de paredes múltiples.
CIP-2021 › B › B21 › B21C › B21C 37/00 › B21C 37/06[1] › de tubos o tuberías metálicas; Procedimientos combinados para la fabricación de tubos, p. ej. para fabricar tubos de paredes múltiples.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular.
B21C 37/06 · de tubos o tuberías metálicas; Procedimientos combinados para la fabricación de tubos, p. ej. para fabricar tubos de paredes múltiples.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio.
(02/01/2019) Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
(a) disponer un sustrato para formar un tubo , y un manguito de una sección de tubo en el sustrato , teniendo la sección de tubo un extremo desde el que sobresale el sustrato .
(b) pulverizar partículas de titanio o de aleación de titanio, en general en paralelo a un eje longitudinal del sustrato , para impactar en una cara de extremo del extremo y hacer que las partículas se unan a, y se acumulen en la cara de extremo del tubo para formar el tubo ; y
(c) aplicar una fuerza de compresión a la cara de extremo del tubo para desplazar el tubo formado longitudinalmente con respecto al sustrato con el fin de extraer el tubo…
SISTEMA DE UNION RAPIDA DE CHAPAS CONFORMADAS.
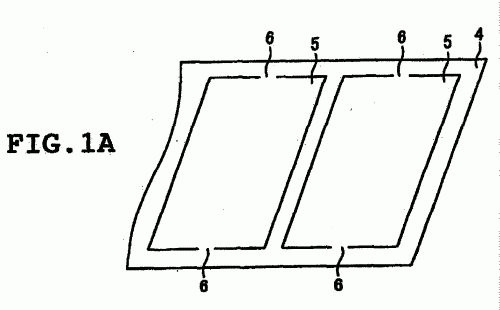
(13/02/2013) Se describe un sistema de unión rápida de chapas conformadas del tipo de las utilizadas para la construcción de una caja de torsión de una instalación de energía solar de aprovechamiento térmico. Cada chapa conformada incluye sendas pestañas a lo largo de sus bordes longitudinales, ambas dotadas de perforaciones tales que una pestaña presenta la formación de patillas elásticas en posiciones predeterminadas a lo largo de la misma, con una porción regruesada junto al extremo de su cara interna, y la otra pestaña presenta parejas de aberturas pasantes en posiciones correspondientemente enfrentadas a las patillas elásticas, tales que admiten el paso de una patilla a través de una de las aberturas y la inserción de la porción regruesada en la otra abertura en la…
Macho de soporte y procedimiento para la producción de perfiles huecos.
(15/08/2012). Ver ilustración. Solicitante/s: THYSSENKRUPP STEEL EUROPE AG. Inventor/es: FLEHMIG, THOMAS, BRUGGENBROCK,MICHAEL, GORSCHLÜTER,JÖRG, SILZ,HARALD.
Macho de soporte para empleo en un dispositivo para conformar pletinas y formar un perfil huecoestructurado, con una pluralidad de elementos de soporte unidos entre sí, donde los distintos elementos desoporte forman en posición reunida por lo menos parcialmente la superficie del contorno interior del perfil huecoque se trata de producir, y estando unidos entre sí por medio de elementos de acoplamiento , los elementos deacoplamiento permiten estirar y separar los elementos de soporte entre sí,
caracterizado porque en la posición estirada y separada los elementos de soporte están unidos entre sí deforma articulada, y los elementos de acoplamiento de los elementos de soporte se componen de unaprolongación con una zona de acoplamiento positivo y un orificio para el alojamiento con acoplamientopositivo de la prolongación y de la zona de acoplamiento positivo.
PDF original: ES-2392922_T3.pdf
"METODO DE FABRICACION DE UN TUBO METALICO Y TUBO METALICO OBTENIDO POR EL MISMO".
(16/06/2007) Método para la fabricación del tubo metálico que tiene como mínimo dos diámetros internos que comprenden las siguientes etapas: troquelar un elemento de chapa que tiene una forma de desarrollo correspondiente al tubo metálico a partir de una chapa metálica de manera tal que dicho elemento de chapa queda unido parcialmente a dicha chapa metálica delgada ; conformar mediante prensa dicho elemento de chapa formando un cuerpo tubular que tiene como mínimo dos diámetros internos; y cortar dicho elemento de chapa unido parcialmente a dicha chapa metálica para producir el tubo metálico que tiene, como mínimo, los dos diámetros internos mencionados, caracterizado porque en la etapa de conformación mediante prensa, una parte de dicho elemento de chapa que corresponde al extremo distal o próximo del tubo , obtenido…
SOPORTE PARA ELEMENTOS CILINDRICOS EN DESPLAZAMIENTO Y PROCEDIMIENTO Y TRANSPORTADOR QUE UTILIZA DICHOS SOPORTES.
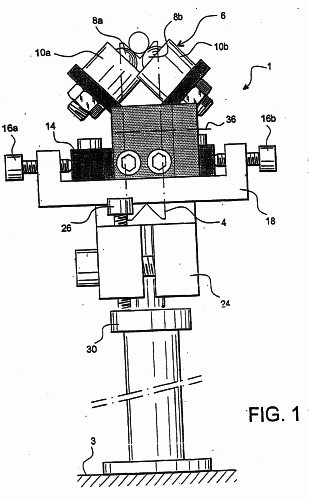
(01/03/2006). Ver ilustración. Solicitante/s: COMPAGNIE GENERALE DES MATIERES NUCLEAIRES. Inventor/es: VALENTIN, MICHEL, VERDOLLIN, JACQUES.
Soporte para elementos cilíndricos que se están desplazando, comprendiendo este soporte primeros medios de guiado capacitados para guiar los elementos cilíndricos a una altura z1, caracterizado porque aguas abajo en la dirección de desplazamiento de los elementos cilíndricos, el citado soporte comprende segundos medios de guiado capacitados para guiar los elementos cilíndricos a una altura z2 superior a z1, siendo los rozamientos entre los citados segundos medios de guiado y los elementos cilíndricos más débiles que los rozamientos entre los citados primeros medios de guiado y los elementos cilíndricos.
TUBO DE METAL Y SU METODO DE FABRICACION.
(16/12/2005). Ver ilustración. Solicitante/s: TERUMO KABUSHIKI KAISHA OKANO KOGYO CO., LTD. Inventor/es: OOYAUCHI, TETSUYA, OKANO, MASAYUKI.
Método para la fabricación de un tubo de metal que comprende las etapas de: disponer una chapa delgada de metal que tenga una diferencia máxima de altura (Rf) en la medición de la rugosidad superficial de hasta 3 ìm; cortar un elemento de chapa que tenga la forma desarrollada del tubo de metal de dicha chapa delgada de metal , de manera que dicho elemento de chapa se deja parcialmente unido a dicha chapa delgada de metal ; conformar en prensa dicho elemento de chapa en un elemento de tubo que tenga un diámetro interior de hasta 1, 0 mm; y cortar las partes que unen dicha chapa delgada de metal con dicho elemento de chapa para fabricar el tubo de metal.
METODO DE FABRICACION DE UN TUBO FLEXIBLE Y UN TUBO FABRICADO MEDIANTE ESTE METODO.
(16/06/2005) Método de fabricación de un tubo flexible para alojar líneas que contienen al menos un elemento de transmisión, con el que un tubo corrugado se forma a partir de una banda corrugada en dirección longitudinal, de manera que los bordes del tubo que se extienden longitudinalmente no están conectados entre sí, y que está condicionado de tal manera que los bordes que se extienden longitudinalmente tras extender los mismos para recibir una abertura, vuelven automáticamente a su posición inicial cuando ya no se aplica la fuerza de doblado, caracterizado porque - en primer lugar se unen entre sí continuamente con firmeza una banda plástica y una banda metálica en su dirección longitudinal para formar una banda híbrida, - a continuación se presionan unas ranuras paralelas en la banda híbrida perpendicular…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN PERFIL DE METAL.
(01/03/2005). Ver ilustración. Solicitante/s: DREISTERN-WERK MASCHINENBAU GMBH & CO. KG.
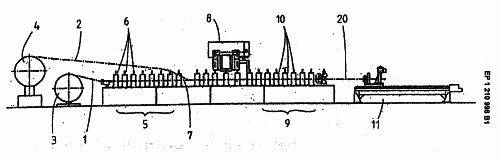
Procedimiento para la fabricación de un perfil de metal con las siguientes etapas de procedimiento: - una primera cinta de chapa se conforma en un primer perfil con una pared mediante una multitud de herramientas de laminación accionadas o de funcionamiento libre, - directamente a continuación del proceso de conformado, el primer perfil pasa a una estación de soldadura , - en la estación de soldadura , una segunda cinta de chapa o un segundo perfil se une con el primer perfil y se apoya en forma de lámina, - el primer perfil y la segunda cinta de chapa 2) apoyada sobre esta pared del primer perfil en forma de lámina se sueldan a ambos lados a lo largo de los bordes laterales de la superficie de contacto mediante radiaciones láser longitudinalmente en un perfil de unión.
PROCEDIMIENTO PARA PRODUCIR UN ELEMENTO PREFORMADO.
(01/11/2004). Ver ilustración. Solicitante/s: SALZGITTER AG KUKA SCHWEISSANLAGEN GMBH. Inventor/es: MULLER, UDO, DR., WEH, WALTER, MAZAC, KAREL, DR.
Procedimiento para producir un elemento preformado en el que al menos en un tubo metálico de al menos dos tubos metálicos de diferente sección y/o diferente espesor de pared y/o diferentes propiedades del material, la sección de al menos una zona extrema se modifica de modo que las superficies extremas frontales se adaptan a las zonas extremas de ambos tubos metálicos , y las secciones de las zonas extremas de los tubos metálicos corresponden esencialmente a las secciones de una forma final, los tubos metálicos se sueldan en las superficies extremas frontales entre sí formando un producto semiacabado tubular , y el producto semiacabado tubular se moldea a continuación, al menos en una zona, por un procedimiento de moldeado con alta presión interna.
PROCEDIMIENTO PARA PRODUCIR UN COMPONENTE TUBULAR.
(16/08/2004). Ver ilustración. Solicitante/s: CORUS STAAL BV. Inventor/es: VAN GIEZEN, MAURICE, GERARDUS, MARIA.
Procedimiento para producir un componente tubular que tiene, en al menos parte de su longitud, una sección que se ensancha o que se estrecha, caracterizado por las operaciones de: unir entre sí partes de lámina planas diferentes entre ellas, teniendo al menos una de las partes de lámina forma trapezoidal, juntar bordes opuestos de las partes de lámina unidas y unir los bordes de tal manera que el componente tubular así formado pueda ser hidroconformado, e hidroconformar el componente.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS METALICOS, PARTICULARMENTE TUBOS DE COBRE, Y BASTIDOR DE TRANSPORTE.
(16/03/2003) Procedimiento para la fabricación de tubos metálicos, particularmente tubos de cobre, en dos plantas de fabricación separadas físicamente, donde en una primera planta de producción se fabrican tubos en bruto enrollables por medio de extrusión o laminado en caliente y posterior estirado, siendo los tubos en bruto bobinados en rollos de gran tamaño con forma de sección transversal redonda, los cuales son depositados sobre bastidores que sirven como dispositivo de transporte y/o de desenrollado, siendo apilados en cada caso varios rollos de gran tamaño sobre un mismo bastidor, siendo dichos bastidores conjuntamente con los rollos de gran tamaño transportados con un vehículo de transporte a una segunda planta de fabricación de tubos, una máquina convencional de estirado, e inmediatamente…
(01/11/2002). Solicitante/s: GIRARDELLO, PIERANGELO GIRARDELLO, BRUNO GIRARDELLO, GIAMPAOLO. Inventor/es: GIRARDELLO, PIERANGELO, GIRARDELLO, BRUNO, GIRARDELLO, GIAMPAOLO.
PROCEDIMENTO DE METALISTERIA, CONCRETAMENTE PARA OBTENER TRAMOS DE TUBOS DE DISTINTOS TAMAÑOS PARA VARIOS USOS, HECHOS DE ACERO CON UN CONTENIDO DE CARBONO DE ENTRE EL 0,10% Y EL 0,50% CON TOLERANCIAS REDUCIDAS. EL PROCEDIMIENTO CONLLEVA LA PROVISION, COMO MATERIAL INICIAL, DE UNA BARRA REDONDA DE ACERO LAMINADO EN CALIENTE QUE SE PREPARA Y SE CORTA PARA OBTENER AL MENOS UN BLOQUE QUE SE PERFORA Y SE SOMETE A TRATAMIENTO QUIMICO. SE PRESIONA EL BLOQUE Y SE LE SOMETE OPTATIVAMENTE A UN TRATAMIENTO FINAL DE VOLTEO Y CALOR PARA OBTENER EL PRODUCTO ACABADO (15A), COMO UN CILINDRO HIDRAULICO O OELODINAMICO O UNA FUNDA PARA FILTROS DE LATA PRESION O UN TUBO PARA ALTAS PRESIONES, O UN MANGUITO, UTILIZANDO UNA CANTIDAD DE ACERO REDUCIDA.
METODO DE FABRICAR TUBO DE INYECCION DE COMBUSTIBLE A ALTA PRESION.
(16/05/2001). Solicitante/s: USUI KOKUSAI SANGYO KAISHA LIMITED. Inventor/es: USUI,MASAYOSHI.
Método de fabricar un tubo de inyección de combustible a alta presión en el que se eliminan en esencia completamente diversas partículas extrañas de la superficie circunferencial interna de un tubo de inyección de combustible a alta presión. El método de fabricar un tubo de Inyección de combustible a alta presión se caracteriza porque la superficie circunferencial interna de un tubo de metal que tiene un grosor de pared grande y un diámetro pequeño se limpia usando un disolvente para disolver partículas extrañas que comprende un disolvente ácido, alcalino u orgánico después de una operación final de alargamiento de tubo entre operaciones para fabricar el tubo de metal.
BARRAS HUECAS Y PROCEDIMIENTO PARA SU FABRICACION.
(16/08/2000). Solicitante/s: BHP ENGINEERING PTY. LTD. Inventor/es: GRAY, PETER, ANDREW.
SE DESCRIBE UNA BARRA HUECA Y UN METODO PARA SU FABRICACION. TIPICAMENTE, LA BARRA HUECA ES UN PASADOR DE BARRA ROSCADA O O UNA BARRA PERFORADORA. LA BARRA HUECA COMPRENDE DOS O MAS ELEMENTOS ALARGADOS (21A,21B) CONECTADOS ENTRE SI A LO LARGO DE BORDES LONGITUDINALES DE LOS ELEMENTOS (21A,21B). EL METODO COMPRENDE EL ENROLLADO DE LOS ELEMENTOS (21A,21B) Y LA SOLDADURA O PEGADO DE LOS ELEMENTOS (21A,21B) ENTRE SI POR LOS BORDES LONGITUDINALES DE LOS ELEMENTOS (21A,21B).
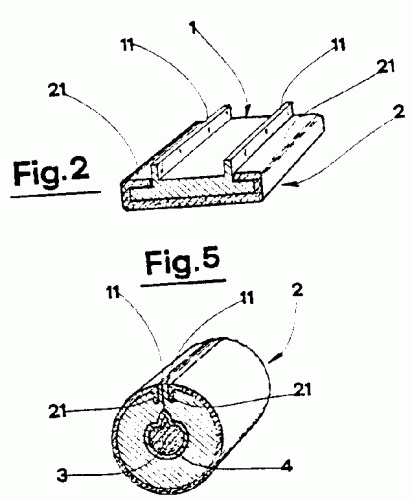
PROCEDIMIENTO PARA LA REALIZACION DE PERFILES TUBULARES ABIERTOS DEK METAL NOBLE.
(16/05/1999). Ver ilustración. Solicitante/s: MORINI, GABRIELE. Inventor/es: GABRIELE MORINI.
COMPRENDE UN PERFIL DE SOPORTE , DE MATERIAL NO NOBLE, QUE TIENE LA FORMA DE CINTA METALICA, Y QUE POSEE, SOBRE UNA CARA, AL MENOS UNA PROTUBERANCIA O NERVIO LONGITUDINAL , COLOCADA A UNA DISTANCIA PREDETERMINADA CON UN BORDE. SOBRE LA CARA PLANA OPUESTA SE HA COLOCADO UNA LAMINA DE METAL NOBLE, CUYA LONGITUD ES SUFICIENTE PARA PERMITIR AL MENOS UN ARROLLAMIENTO PARCIAL ALREDEDOR DE LOS BORDES DEL PERFIL DE SOPORTE . EL CONJUNTO ESTA POR LO TANTO SOMETIDO A TRATAMIENTOS DE DEFORMACION PLASTICA QUE PRODUCEN LA PLEGATURA, CON EL FIN DE OBTENER UN TUBULAR BIMETALICO, EN EL INTERIOR DEL CUAL SE INTRODUCIRA EL METAL PARA SOLDAR. SUCESIVAS OPERACIONES DE TREFILADO PERMITIRAN LLEVAR A CABO EL TUBULAR A LAS DIMENSIONES Y FORMAS PREESTABLECIDAS.
PROCEDIMIENTO DE CIERRE DE UNA PARED TUBULAR DE DEPOSITO DE FLUIDO DE INTERCAMBIADOR DE CALOR.
(01/02/1999). Solicitante/s: VALEO THERMIQUE MOTEUR. Inventor/es: LE GAUYER, PHILIPPE.
LA PARED TUBULAR ESTA REALIZADA POR RODAMIENTO DE UNA CHAPA CUYOS DOS BORDES OPUESTOS SE ENFRENTAN UNO A OTRO POR SU TAJADERA Y ESTAN CONECTADOS DE MANERA ESTANCA POR SOLDADURA. SEGUN LA INVENCION, UNO DE ESTOS BORDES PRESENTA SALIENTES QUE SE ALOJAN EN CAVIDADES CONJUGADAS DEL OTRO BORDE DE MANERA QUE IMPEDA SU SEPARACION MUTUA DURANTE LA SOLDADURA. APLICACION EN LOS DEPOSITOS DE FLUIDOS DE INTERCAMBIADORES DE CALOR.
TUBO DE CAPAS MULTIPLES DE METAL Y PROCEDIMIENTO PARA SU OBTENCION.
(16/05/1998) SE PROPONE UN TUBO DE CAPAS MULTIPLES PARA EL CONDUCTO DEL FRENO DEL AUTOMOVIL, ASI COMO UN PROCEDIMIENTO PARA LA OBTENCION DEL TUBO. EL TUBO DE CAPAS MULTIPLES SE PRODUCE EN UNA CINTA DE ACERO PLANA A TRAVES DE BOBINADO O CONFORMACION CILINDRICA Y A CONTINUACION SOLDADO MEDIANTE UNA CAPA DE SOLDADURA APLICADA POR LO MENOS UNILATERALMENTE SOBRE LA CINTA DE ACERO . PARA EVITAR EN LO POSIBLE EN LA PRODUCCION DEL TUBO DE CAPAS MULTIPLES LAS FUGAS Y LA INFLUENCIA TARDIA DE LA CORROSION, LA CAPA DE SOLDADURA CONSISTE EN LA ALEACION DE COBRE CON UNA TEMPERATURA DE FUSION INFERIOR A 1.000 C. EN UN PROCEDIMIENTO PARA LA PRODUCCION DE TUBOS…
ELIMINACION PARCIAL DE UNA PLACA DE COBRE DE UNA BANDA DE ACERO POR MEDIOS MECANICOS.
(01/03/1997) UN PROCESO PARA PRODUCIR UNA TUBERIA DE DOBLE PARED NO CORROSIVA EN LA QUE SE FORMAN TUBOS DE DOBLE PARED CONTINUA SIN SELLAR NO BRONCEADOS DE UNA CIRCUNFERENCIA DADA, DE UNA PLACA METALICA COMPUESTA DE UN PRIMER METAL NO FERRITICO PROVISTO DE UNA PRIMERA REGION DELINEADA DE METAL NO FERRITICO EXPUESTO Y DE UNA SEGUNDA REGION DE UN SEGUNDO METAL EN RELACION RECUBIERTA, DICHA REGION EXPUESTA PROVISTA DE UNA ANCHURA ESENCIALMENTE IGUAL A LA DE LA CIRCUNFERENCIA DEL TUBO ACABADO. EL PROCESO INCLUYE LOS PASOS DE ELEVAR LA SUPERFICIE DEL ACERO INOXIDABLE A UNA TEMPERATURA DE BRONCEADO MIENTRAS MANTIENE EL MATERIAL EN UNA ATMOSFERA GASEOSA HUMEDA QUE CONSTA ESENCIALMENTE DE UN GAS PORTADOR NO REACTIVO Y DE UN GAS REACTIVO PRESENTE EN CONCENTRACIONES SUFICIENTES PARA ALCANZAR EL FLUJO; MANTIENEN LA TEMPERATURA DE LA SUPERFICIE DEL ACERO DURANTE UN INTERVALO…
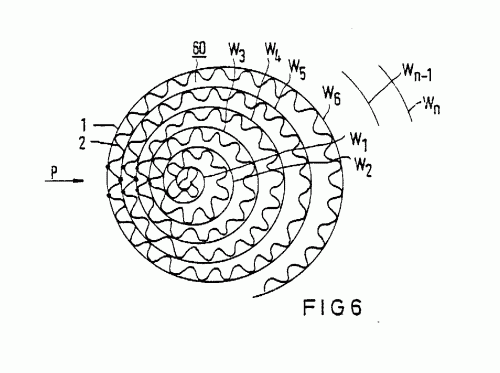
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO PORTADOR METALICO DE CATALIZADOR DE GAS DE ESCAPE.
(16/03/1988). Ver ilustración. Solicitante/s: INTERATOM GMBH.. Inventor/es: CYRON, THEODOR.
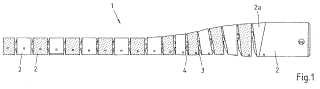
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO PORTADOR METALICO DE CATALIZADOR DE GAS DE ESCAPE, EN EL QUE SE ARROLLA UNA PIEZA BRUTA DE CAPAS ALTERNAS DE TIRAS DE CHAPA LISA Y ONDULADAS Y SE COLOCA ESTA ENTONCES EN UN TUBO ENVOLVENTE . PARA PODER LLEVAR A CABO SUPERFICIES DE SECCION TRANSVERSAL MAS COMPLICADAS, LA PIEZA BRUTA DEBE ESTAR CONSTITUIDA POR ARROLLAMIENTOS (W1, W2,... WN) DE DIFERENTE LONGITUD, CUYA LONGITUD RESPECTIVA SE AJUSTA A LA FORMA EXACTA DE LA SUPERFICIE DE SECCION TRANSVERSAL A RELLENAR POSTERIORMENTE. LA PIEZA BRUTA ESTA ARROLLADA ESTRECHAMENTE EN UN LADO (P), PREFIJANDOSE LAS CAPAS INDIVIDUALES ENTRE SI, PREFERENTEMENTE SOLDADAS POR UNTOS . UN DISPOSITIVO CORRESPONDIENTEMENTE ADAPTADO POSIBILITA LA FABRICACION DE AQUELLAS PIEZAS BRUTAS QUE SON ESPECIALMENTE APROPIADAS PARA EL RELLENO DE SUPERFICIES DE SECCION TRANSVERSAL IRREGULARMENTE FORMADAS, APROXIMADAMENTE EN FORMA DE CUÑA Y SIMILARES.
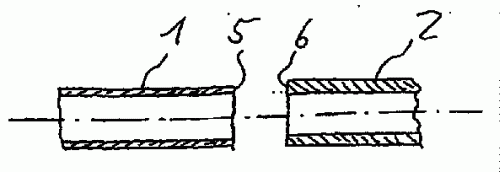
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE DOBLE PARED SOLDADO.
(16/03/1988). Solicitante/s: UGINE GUEUGNON S.A.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE DOBLE PARED SOLDADO. CARACTERIZADO PORQUE SE REALIZA UNA PREFORMA DE DOBLE PARED EN LA QUE DOS BORDES LIBRES, OPUESTOS Y PARALELOS ESTAN CONSTITUIDOS, RESPECTIVAMENTE, POR UN PLIEGUE DEL MATERIAL QUE DELIMITA LAS PAREDES; PORQUE LA PREFORMA SE OBTIENE POR PLEGADO DE UNA CHAPA, REBATIENDO A 180 GRADOS DOS PARTES LATERALES Y OPUESTAS DE LA MISMA; PORQUE A LA PREFORMA SE LE DA LA CONFIGURACION DE TUBO; Y PORQUE SE ENSAMBLAN POR SOLDADURA LOS DOS BORDES LIBRES, PARALELOS Y ADYACENTES. DE APLICACION EN LA CONSTRUCCION DE TUBERIAS DE ESCAPE DE VEHICULOS AUTOMOVILES.
UN PROCEDIMIENTO PARA FABRICAR UNA PIEZA ELEMENTAL BATIDA EN FRIO O UN TUBO COMPUESTO DE ALEACION DE ZIRCONIO.
(16/05/1987). Solicitante/s: COMPAGNIE EUROPEENNE DU ZIRCONIUM CEZUS.
MODIFICACIONES EN UN PROCEDIMIENTO PARA FABRICAR UNA PIEZA ELEMENTAL BATIDA EN FRIO. CONSISTE EN UTILIZAR UN LINGOTE DE ZIRCONIO NO ALEADO QUE CONTIENE 250 PPM DE HIERRO; Y TEMPLAR EN AGUA EL TOCHO DE ZIRCONIO NO ALEADO, ANTES O DESPUES DE LA PERFORACION, A PARTIR DE UNA TEMPERATURA ENTRE 880 Y 1.050JC, DONDE SE TRANSFORMA POR UNA PARTE POR BATIDO EN CALIENTE EL LINGOTE DE ALEACION DE ZIRCONIO EN FORMA DE BARRA, SE CORTA LA BARRA BATIDA OBTENIDA, SE PERFORA UN AGUJERO SENSIBLEMENTE COAXIAL EN EL TOCHO, Y SE MECANIZA EL TOCHO; Y POR OTRA PARTE SE CORTA LA BARRA BATIDA OBTENIDA EN TOCHOS, SE PERFORA Y SE EXTRUYE EN FORMA DE TUBO. TIENE APLICACION EN TUBOS DE COMBUSTIBLES DE REACCION NUCLEAR.
PROCEDIMIENTO DE FABRICACION DE TUBOS BIMETALICOS SIN COSTURA, DE ACERO Y ALEACIONES ESPECIALES POR EL PROCEDIMIENTO DE EXTRUSION.
(16/05/1985). Solicitante/s: MARTINEZ GARIN DE LAZCANO, JOSE IGNACIO BILBAO EGUIGUREN, JESUS MARIA.
PROCEDIMIENTO DE FABRICACION DE TUBOS BIMETALICOS SIN COSTURA, DE ACERO Y ALEACIONES ESPECIALES POR EL PROCEDIMIENTO DE EXTRUSION.CONSISTENTES EN QUE LA SECCION TRANSVERSAL DEL UTIL DE PERFORAR , PRESENTA DURANTE LA PERFORACION, UNA DIMENSION ; IGUAL, MAYOR O MENOR QUE LA SECCION TRANSVERSAL (16K, 16, 16L) DEL NUCLEO (13K) DE ACERO O ALEACION ESPECIAL QUE HA SIDO RECALCADO JUNTAMENTE CON EL LINGOTE SOPORTE EXTERIOR ; Y EN FUNCION Y SEGUN SEAN LAS DIFERENTES RESISTENCIAS A LA DEFORMACION EN CALIENTE DEL MATERIAL QUE CONSTITUYE EL LINGOTE SOPORTE EXTERIOR Y EL MATERIAL DEL NUCLEO (13K) DE ACERO ESPECIAL O ALEACION Y MEJORAN LA PATENTE PRINCIPAL DE INVENCION NUMERO 508.733.
"PROCEDIMIENTO DE FABRICACION DE TUBOS BIMETALICOS SIN COSTURA, DE ACERO Y ALEACIONES ESPECIALES POR EL PROCEDIMIENTO DE EXTRUSION".
(01/11/1982). Solicitante/s: MARTINEZ GARIN DE LAZCANO,J IGNACIO BILBAO EGUIGUREN,JESUS MA.
PROCEDIMIENTO PARA LA FABRICACION MEDIANTE EXTRUSION DE TUBOS BIMETALICOS SIN COSTURA, DE ACERO Y ALEACIONES ESPECIALES. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PERFORA EN FRIO, DE FORMA AXIAL, UNA PALANQUILLA DE ACERO A LO LARGO DE TODA SU LONGITUD PARA CONSTITUIR UN ORIFICIO LONGITUDINAL DE SECCION CIRCULAR; SEGUNDA, SE INTRODUCE EN DICHO HUECO UN REDONDO MACIZO DE ACERO ESPECIAL O ALEACION QUE OCUPA PRACTICAMENTE TODA LA LONGITUD DE LA PALANQUILLA; TERCERA, SE CALIENTA EL CONJUNTO Y SE LUBRICA; CUARTA, SE INTRODUCE EN UNA PRENSA DE RECALCADO PARA REALIZAR EL RECALCADO DEL MISMO; QUINTA, SE PERFORA AXIALMENTE EL MATERIAL YA RECALCADO A BASE DE UN UTIL DE PERFORAR; SEXTA, SE CALIENTA LA PALANQUILLA YA PERFORAD Y SE LUBRICA EXTERIOR E INTERIORMENTE; Y POR ULTIMO, SE REALIZA EL EXTRUSIONADO DEL TUBO HASTA QUE ADQUIERA LAS MEDIDAS REQUERIDAS.
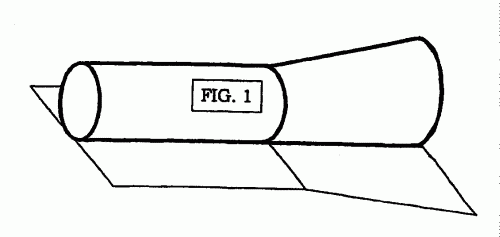
PROCEDIMIENTO DE CONFORMACION DE PERFILADOS.
(16/12/1980). Solicitante/s: SIREIX, GEORGES.
PROCEDIMIENTO DE CONFORMACION DE PERFILADOS TUBULARES OBTENIDOS POR ENCOLADO DE VARIAS BANDAS DE MATERIALES FIBROSOS, CELULOSICOS, METALICOS, PLASTICOS O DE OTRO TIPO. LAS DIFERNETES BANDAS CORTADAS A MEDIDA, ENLUCIDAS DE COLA AL MENOS POR UNA DE SUS CARAS, COLOCADAS EN POSICION SUPERPUESTA Y DECALADAS LATERALMENTE, SON ENSAMBLADAS SOBRE UNA PEQUEÑA ANCHURA EN EL SENTIDO DE AVANCE DEL PERFILADO TUBULAR, PERMITIENDO UN DESPLIEGUE LATERAL DE UNA BANDA CON RELACION A LA OTRA. LA PEGADURA DE LAS BANDAS EN TODA SU ANCHURA SE REALIZA A MEDIDA QUE AVANZA EL CONFORMADO DEL PERFIL TUBULAR.
PROCEDIMIENTO E INSTALACION PARA FABRICAR PIEZAS DE TRABAJO METALICAS.
(01/02/1979). Solicitante/s: OLSSON,ERIK ALLAN.
Procedimiento para fabricar piezas de trabajo metálicas, anulares o tabulares partiendo de una banda metálica plana, caracterizado porque la banda metálica se arrolla en capas y se solda mediante prensado simultáneo entre sí de las capas para formar una pieza de trabajo anular o tubular, cuyo espesor de pared es mayor que el espesor del material de la banda metálica, regulándose la temperatura de la banda metálica mediante aportación o evacuación de calor.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS TUBULARES.
(01/12/1977). Solicitante/s: CASANOVAS GABRIEL,DOMINGO.
Resumen no disponible.
PROCEDIMIENTO MEJORADO PARA FABRICAR PERFILES TUBULARES.
(01/04/1976). Solicitante/s: BOSQUE BALLESTEROS,JOSE R.
Resumen no disponible.
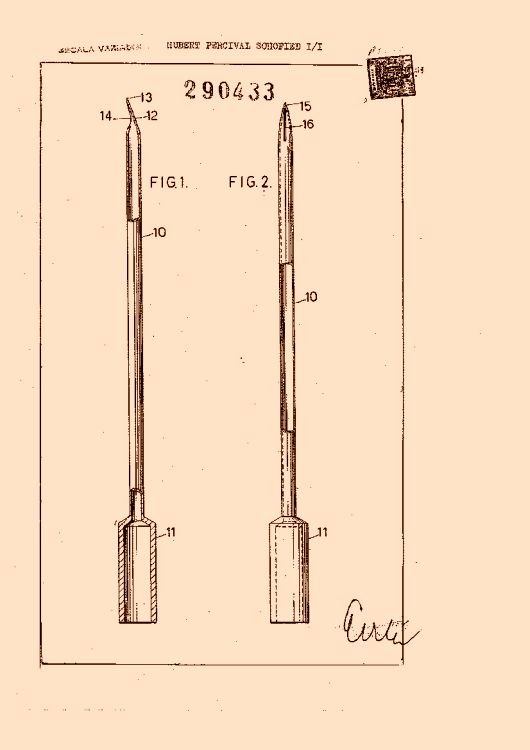
MÉTODO PARA FABRICAR AGUJAS HIPODÉRMICAS.
(01/12/1963). Ver ilustración. Solicitante/s: SCHOFIELD, HUBERT PERCIVAL.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}