CIP-2021 : C21D 5/00 : Tratamientos térmicos del hierro colado.
CIP-2021 › C › C21 › C21D › C21D 5/00[m] › Tratamientos térmicos del hierro colado.
Notas[t] desde C21 hasta C30: METALURGIA
C21D 5/02 · para mejorar la maleabilidad de la fundición gris.
C21D 5/04 · de la fundición blanca.
C21D 5/06 · · maleabilización.
C21D 5/08 · · · con oxidación de carbono.
C21D 5/10 · · · · en agentes gaseosos.
C21D 5/12 · · · · en agentes sólidos.
C21D 5/14 · · · Grafitado.
C21D 5/16 · · · · Agentes de carga.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para mejorar la calidad de las superficies de cigüeñales.
(16/04/2019). Solicitante/s: HEGENSCHEIDT-MFD GMBH & CO. KG. Inventor/es: HEIMANN, ALFRED, MALDANER,JANDREY.
Procedimiento para mejorar la calidad de las superficies de cojinetes de bancada y de elevación de cigüeñales de fundición de acero, mediante mecanizado de las superficies de los asientos de cojinete de los cojinetes de bancada y de elevación en cigüeñales, en particular tras un mecanizado por arranque de virutas de las superficies con un corte indeterminado mediante esmerilado o acabado, caracterizado porque se irradian las superficies con un haz láser, de tal manera que, con este haz láser, se genera una capa marginal martensítica de una profundidad de entre 0,01 mm y 0,10 mm y puliéndose con rodillo las superficies así sometidas al láser con una herramienta de pulido con rodillo.
PDF original: ES-2709497_T3.pdf
Procedimiento para fabricar una pieza de fundición y pieza de fundición obtenida de este modo.
(18/06/2014) Procedimiento para fabricar una pieza de fundición esferoidal perlítica con un contenido de perlita igual o mayor de un 90 %, que comprende:
(i) preparar una aleación cuya composición química es la siguiente (porcentajes expresados en peso con respecto al peso total de la aleación)
C ≥ 3,60-3,70 %;
Si ≥ 2,20-2,30 %;
Mn ≥ 0,40-0,60 %;
P ≥ 0,02-0,04 %;
S ≥ 0,005-0,008 %;
Cu ≥ 0,90-1,00 %;
Mg ≥ 0,03-0,04 %;
N ≥ 0,005-0,008 %;
siendo el resto de la composición química Fe y otros elementos residuales;
(ii) colar la aleación en un molde de arena;
(iii) inocular un material inoculante en una vena de colada con un caudal de adición comprendido entre…
Componentes de hierro dúctil templado pesados.
(05/02/2013) Un eje de accionamiento de turbina eólica que comprende:
hierro dúctil templado de molde que contiene del 3,0 al 3,8 por ciento en peso de carbono, del 1,9 al 2,8 por ciento enpeso de silicio, hasta el 0,3 por ciento en peso de manganeso, hasta el 0,8 por ciento en peso de cobre, hasta el 2,0 porciento en peso de níquel, hasta el 0,3 por ciento en peso de molibdeno, del 0,03 al 0,06 por 5 ciento en peso demagnesio, menos del 0,05 por ciento en peso de cromo, menos del 0,02 por ciento en peso de vanadio y menos del0,01 por ciento de azufre, hierro hasta el equilibrio e impurezas accidentales en el que el eje de accionamientocomprende una masa…
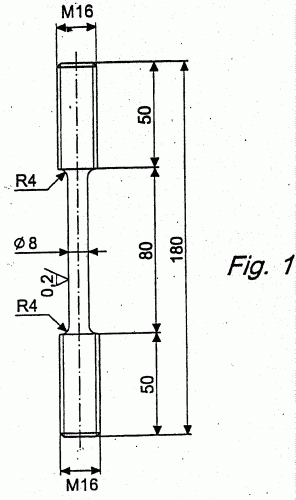
FUNDICION ESFEROIDAL PARTICULARMENTE PARA SEGMENTOS DE PISTON Y METODO PARA ESA PRODUCCION.
(01/01/2007). Ver ilustración. Solicitante/s: ERRE-VIS S.P.A. Inventor/es: MOLINARI, ALBERTO, ANGUILLESI, DIMITRI.
Fundición esferoidal particularmente adecuada para segmentos de pistones, comprendiendo en porcentaje de peso, 3, 20 4, 20 carbono, 2, 00 4, 00 silicio, hasta 0, 10 fósforo, hasta 0, 10 azufre, hasta 0, 20 manganeso, hasta 1, 30 cobre, hasta 0, 50 cromo, 1, 7 a 5, 00 níquel y metales de tierras raras, 0, 10 a 2, 00 molibdeno, 0, 1 a 2, 0 titanio más vanadio más niobio, hasta 0, 20 cobalto y hasta 1, 00 boro y calcio el balance siendo hierro e impurezas inevitables, la matriz teniendo una estructura bainítica-austenítica con un porcentaje de austenita de entre 20 y 40% en peso.
ANILLO CILINDRICO QUE COMPRENDE CARBURO AGLOMERADO E HIERRO FUNDIDO.
(01/12/1993). Solicitante/s: SANDVIK AKTIEBOLAG. Inventor/es: SUNDSTEDT, GERT, CARLSSON, JAN-ERIK.
DICHO ANILLO PARA LAMINADO EN CALIENTE O EN FRIO, COMPRENDE UNO O VARIOS ANILLOS DE CARBURO AGLOMERADO QUE SON FUNDIDOS EN UN ENCOFRADO HECHO POR UNA ALEACION DE HIERRO. LA ALEACION FUNDIDA COMPRENDE HIERRO FUNDIDO MATERIALMENTE GRAFITICOS QUE TRAS SU FUNDICION CONTIENE AUSTENITA RESIDUAL, LA CUAL ES SEGUIDAMENTE TRATADA AL CALOR O TRANSFORMADA TOTAL O PARCIALMENTE AL INCREMENTAR SU VOLUMEN PARA REDUCIR O ELIMINAR TOTALMENTE LA CONTRACCION ENTRE EL HIERRO FUNDIDO Y EL CARBURO AGLOMERADO COMO RESULTADO DE SU ENFRIAMIENTO TRAS LA FUNDICION.
METODO PARA PROCESAR GRANDES MOLDES DE HIERRO COLADO EN PARTICULAR PARA CONFORMADO EN PRENSA DE CHAPA METALICA PARA VEHICULOS, Y APARATO PARA SU IMPLEMENTACION.
(16/10/1993). Solicitante/s: FIAT AUTO S.P.A.. Inventor/es: PUOZZO, LUCIANO, CONTRAFATTO, GUIDO, GAY, PAOLO.
SE DESCRIBE UN METODO PARA PROCESAR GRANDES MOLDES DE HIERRO COLADO PARA USAR EN EL CONFORMADO EN PRENSA DE COMPONENTES DE CHAPA METALICA PARA CARROCERIAS DE VEHICULOS; ESTE METODO DA LUGAR A UN COMPOERTAMIENTO MEJORADO DEL PRODUCTO PRENSADO, TAL COMO UNA VIDA ALARGADA Y, EN PARTICULAR DRASTICA REDUCCION DE RECHAZOS Y TIEMPOS MUERTOS DEBIDO A AGARROTAMIENTO; SU PRINCIPAL CARACTERISTICA CONSISTE EN SOMETER AQUELLAS REGIONES DEL MOLDE MAS EXPUESTAS AL DESGASTE OPERACIONAL A UN CALENTAMIENTO LOCALIZADO MEDIANTE UN HAZ LASER QUE CHOCA NORMALMENTE A LA SUPERFICIE DE MANERA QUE ENDURECE LAS REGIONES TRATADAS SIN PELIGRO DE AGRIETAMIENTO; EL TRATAMIENTO SE IMPLEMENTA CON UNA CABEZA DE ENFOQUE CONTROLADA POR UN ROBOT CON CINCO GRADOS DE LIBERTAD.
METODO PARA PREPARAR GRANDES MOLDES DE HIERRO COLADO, PARTICULARMENTE PARA CONFORMADO A PRESION DE CHAPA METALICA PARA VEHICULOS Y APARATOS PARA SU IMPLEMENTACION.
(16/12/1991). Solicitante/s: FIAT AUTO S.P.A.. Inventor/es: PUOZZO, LUCIANO, MANZIN, MAURIZIO.
SE DESCRIBE UN METODO PARA PREPARAR GRANDES MOLDES DE HIERRO COLADO PARA CONFORMAR BAJO PRESION COMPONENTES DE CHAPA METALICA PARA CARROCERIAS DE VEHICULOS; EL METODO PRESENTA UN COMPORTAMIENTO EN EL PRENSADO MEJORADO, TAL COMO UN AUMENTO DE LA VIDA DEL MOLDE Y, EN PARTICULAR, UNA DRASTICA REDUCCION DE LOS RECHAZOS Y PAROS DEBIDO A AGARROTAMIENTO; SU PRINCIPAL CARACTERISTICA CONSISTE EN SOMETER A UN TRATAMIENTO DE ENDURECIMIENTO POR INDUCCION AQUELLAS REGIONES DEL MOLDE MAS SOMETIDAS A DESGASTE OPERACIONAL.
METODO DE OBTENCION DE PIEZAS MOLDEADAS DE FUNDICION DE GRAFITO ESFEROIDAL Y FUNDICION OBTENIDA POR ESTE METODO.
(01/11/1988). Ver ilustración. Solicitante/s: PONT-A-MOUSSON S.A.. Inventor/es: BAK, CLAUDE.
SE DESCRIBE EL METODO DE OBTENCION DE UNA FUNDICION DE ESTRUCTURA BAINITICA DEL TIPO DE TEMPLE DE LA PIEZA A PARTIR DEL CAMPO AUSTENICO HASTA EL CAMPO BAINITICO, SEGUIDO DE LA TRANSFORMCION ISOTERMICA DE LA AUSTENITA EN BAINITA, EN QUE INCLUYE LAS ETAPAS DE DESMOLDEO EN CALIENTE DE LA PIEZA MOLDEADA A UNA TEMPERATURA (T1), TEMPLE DE LA PIEZA MOLDEADA HASTA EL CAMPO BAINITICO EN UN BANO DE ACEITE A TEMPERATURA (T3), MANTENIMIENTO ISOTERMICO DE LA PIEZA MOLDEADA EN UN HORNO A UNA TEMPERATURA (T4) SUPERIOR A (T3), SIENDO LA FUNDICION UTILIZADA UNA FUNDICION NO ALEADA O ESCASAMENTE ALEADA.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS CENTRIFUGADO CON GRAFITO ESFEROIDAL.
(16/08/1984). Solicitante/s: PONT-A-MOUSSON S.A..
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS CENTRIFUGADOS CON GRAFITO ESFEROIDAL.CONSISTE EN: A) COLAR LA FUNDICION EN UNA COQUILLA DE CENTRIFUGADO DOTADA CON UN REVESTIMIENTO REFRACTARIO Y REFRIGERADA EXTERIORMENTE CON AGUA; B) DEJAR QUE SE REFRIGERE EL TUBO REFRIGERADO EN COQUILLA HASTA UNA TEMPERATURA DEL ORDEN DE 800 A 1.000º PARA ADQUIRIR UNA ESTRUCTURA AUSTENITICA; C) REFRIGERAR ENERGICAMENTE Y UNIFORMEMENTE SOBRE TODA SU LONGITUD MEDIANTE PULVERIZACION DE AGUA O DE MEZCLA DE AIRE Y DE AGUA SOBRE SU PARED INTERNA, HASTA 250 A 400JC, CON EL FIN DE CONFERIRLE UNA ESTRUCTURAAUSTENITICA O BAINITICA; D) DESMOLDEAR EL TUBO DE SU COQUILLA Y COLOCARLA EN EL INTERIOR DE UN HORNO MANTENIDO ENTRE 250 Y 450JC CON EL FIN DE CREAR O DE MANTENER UNA ESTRUCTURA BAINITICA; Y E) RETIRAR EL TUBO DEL HORNO PARA DEJARLE REFRIGERAR AL AIRE.
{kind=link}
{kind=link}