CIP-2021 : B23K 11/34 : Tratamiento previo.
CIP-2021 › B › B23 › B23K › B23K 11/00 › B23K 11/34[1] › Tratamiento previo.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
B23K 11/34 · Tratamiento previo.
CIP2021: Invenciones publicadas en esta sección.
Soldadura por resistencia en varias etapas de chapas sándwich.
(13/02/2019) Procedimiento para soldar por resistencia una chapa sándwich con al menos otro componente metálico , donde la chapa sándwich presenta dos capas de cubierta metálicas (1a, 1c) y una capa de plástico termoplástico (1b) dispuesta entre las capas de cubierta metálicas, en donde al menos el área a soldar de la chapa sándwich es calentada de tal modo que la capa de plástico termoplástico (1b) se reblandece y es desplazada del área de soldadura por compresión de las capas de cubierta (1a, 1c), las capas de cubierta (1a, 1c) son termosoldadas entre sí con el otro componente mediante un flujo de corriente eléctrica a través de un primer y un segundo electrodo de soldadura , donde el primer electrodo de soldadura tiene contacto con una capa de cubierta metálica (1a) de la chapa sándwich y el segundo electrodo de soldadura tiene contacto con…
Procedimiento de fabricación de un componente estructural de un vehículo.
(04/10/2017) Procedimiento para la fabricación de un componente estructural de un vehículo, como un vehículo automóvil, obtenido a partir de una plancha o chapa de acero al boro con espesor comprendido entre 1 y 3 mm con un revestimiento de aluminio y silicio, que comprende la operación de someter la plancha o chapa a una conformación por estampación en caliente previa, en el que la plancha o chapa de acero tiene una resistencia a la tracción medida después de la conformación en caliente entre 1200 MPa y 1600 MPa, y
el procedimiento comprende la operación posterior de someter al menos una zona localizada y previamente…
Pieza estructural de un vehículo y procedimiento de fabricación de esta pieza estructural.
(20/09/2017). Solicitante/s: AUTOTECH ENGINEERING, A.I.E.. Inventor/es: PERARNAU RAMOS,FRANCESC, VILA FERRER,ELISENDA, GARCIA,MICHEL.
La invención se refiere a un procedimiento para la fabricación de una pieza de un componente estructural de un vehículo, destinada a ser unida por soldadura por puntos a una segunda pieza, partiendo de una plancha de acero revestida y de espesor 1-3 mm, que comprende someter la plancha a una estampación en caliente, someter posteriormente al menos una zona localizada y previamente seleccionada de la primera pieza a un tratamiento térmico, irradiándola con un haz láser de diodos de potencia comprendida entre 500 W y 6 kW hasta alcanzar una temperatura comprendida entre 400-900 °C, dejándola enfriar después para alterar su microestructura, dotando a dicha zona de un contenido en martensita intencionadamente inferior y por consiguiente con un reducido límite elástico y un mayor alargamiento en comparación con el de sus zonas adyacentes no tratadas térmicamente.
PDF original: ES-2649893_T3.pdf
Procedimiento y dispositivo para la soldadura por resistencia de chapas sándwich.
(15/06/2016) Procedimiento para la soldadura por resistencia de una chapa sándwich con al menos otro componente metálico , presentando la chapa sándwich dos capas de cubrición metálicas (2b, (2c) y una capa de plástico termoplástico (2a) dispuesta entre las capas de cubrición metálicas (2b, 2c), en el que al menos la zona a soldar de la chapa sándwich se calienta de tal modo que se ablanda la capa de plástico termoplástico (2a) y es desplazada por la compresión de las capas de cubrición (2b, 2c) de la zona de soldadura , soldándose las capas de cubrición (2b, 2c) con el otro componente por un paso de corriente eléctrica en un primer circuito eléctrico a través de un primero y un segundo electrodos de soldadura , teniendo el…
Procedimiento de preparación previo a la soldadura de productos realizados con aleaciones de aluminio y litio.
(20/03/2013) Procedimiento de preparación de un producto de aleación de aluminio y litio para soldarlo por fusión que abarca las sucesivas fases de
(i) suministro de un producto conformado en caliente hecho de una aleación de aluminio que contiene, al menos, un 0,8 % en peso de litio,
(ii) opcionalmente, la conformación en frío del producto resultante,la limpieza de, al menos, la superficie del producto resultante destinada a la soldadura,
(iii) el recubrimiento de, al menos, la superficie limpiada del producto resultante con un revestimiento que tenga, como características en seco, una cantidad entre 0,1 y 5 mg/cm2 y, preferiblemente…
PROCEDIMIENTO Y DISPOSITIVO DE SOLDADURA DE CHAPAS EXTREMO CON EXTREMO PARA PROCESOS FABRICACIÓN CONTINUA.
(06/06/2011) Procedimiento de empalme de chapas metálicas por soldadura en una máquina de soldadura que comprende una pinza de entrada , una pinza de salida , unos medios de cizallado , y unos rodillos conductores , que comprende las operaciones siguientes: - tomar los extremos de dos chapas a soldar ; respectivamente entre una pinza de entrada y una pinza de salida ; - cizallar estos extremos; caracterizado porque comprende las operaciones siguientes : - aproximar las pinzas de tal forma que los extremos cizallados de las chapas entren en contacto uno con el otro según una línea de unión ; - comprimir la línea de unión entre los dos rodillos conductores ; - pasar una corriente eléctrica entre los rodillos conductores que provoca el calentamiento por efecto Joule de las chapas; - desplazar los rodillos conductores en toda la anchura de las…
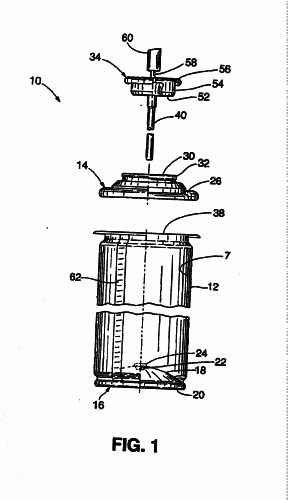
METODO PARA FABRICAR UN RECIPIENTE DISPENSADOR DE AEROSOLES.
(01/03/2005). Ver ilustración. Solicitante/s: U.S. CAN COMPANY. Inventor/es: GAPIHAN, JEAN.
Un método para producir un recipiente para aerosoles que comprende las operaciones de: proporcionar una chapa que incluye una capa metálica y una capa resistente a la corrosión en, al menos, una superficie de la capa metálica , estando la capa resistente a la corrosión en contacto íntimo con la capa metálica ; eliminar porciones de la capa resistente a la corrosión de la superficie de la capa metálica , de manera que la chapa tenga áreas expuestas en las que se ha retirado la capa resistente a la corrosión , curvar la chapa para solapar las capas expuestas respectivas; soldar las áreas expuestas solapadas; que se caracteriza porque las citadas porciones de la citada capa resistente a la corrosión se eliminan de la superficie de la capa metálica por medio de, al menos, un chorro de agua, en el que el chorro de agua tiene una presión de, aproximadamente, entre 2000-3000 bar.
SOLDADURA DE ALUMINIO POR RESISTENCIA.
(01/03/1992). Solicitante/s: ALCAN INTERNATIONAL LIMITED. Inventor/es: DAVIES, NIGEL CLEATON, SHEASBY, PETER, GEOFFREY, MARWICK, WILLIAM, FRANCIS, PUDDLE, MARK WILLIAM.
LA INVENCION SE REFIERE A UN METODO PARA FORMAR UNA UNION ENTRE PIEZAS DE OBRA DE ALUMINIO. ESTAS LLEVAN UN REVESTIMIENTO ARTIFICIALMENTE APLICADO SOBRE SU SUPERFICIE, POR EJEMPLO, DE CROMATO U OXIDO ANODICO. SE SUMINISTRA UN ADHESIVO CURABLE QUE CONTIENE HASTA 40 % EN PESO DE RELLENO PARTICULADO, QUE TIENE UN TAMAÑO DE PARTICULA MAXIMO DE 300 MICRAS ENTRE LAS PIEZAS DE OBRA A UNIR. LA SOLDADURA POR RESISTENCIA SE LLEVA A CABO UTILIZANDO UN ELECTRODO DE SOLDADURA CUYA PUNTA TIENE UNA SUPERFICIE CON UNA PROFUNDIDAD DE RUGOSIDAD MEDIA DE POR LO MENOS 10 MICRAS. ESTO AUMENTA LA VIDA DEL ELECTRODO Y HACE POSIBLE USAR CORRIENTES DE SOLDADURA INFERIORES A LAS PREVIAMENTE RECOMENDADAS.
PROCEDIMIENTO PARA LA APLICACION DE UNA CAPA DE RECUBRIMIENTO DE AISLAMIENTO ELECTRICO SOBRE CHAPA DE ACERO.
(16/03/1988). Solicitante/s: METALLGESELLSCHAFT AKTIENGESELLSCHAFT. Inventor/es: DOMES, HERIBERT, QUACK, GUNTHER.
EN UN PROCEDIMIENTO PARA LA APLICACION DE UNA CAPA DE RECUBRIMIENTO DE AISLAMIENTO ELECTRICO DE CHAPA DE ACERO, QUE PERMITE, SOBRE TODO, UNA SOLDADURA PERFECTA DE LAS CHAPAS CORTADAS Y APILADAS, LA CHAPA DE ACERO SE PONE EN CONTACTO CON UN LIQUIDO DE TRATAMIENTO, QUE CONTIENE UNA RESINA DILUIBLE EN AGUA EN MEDIO ALCALINO, ASI COMO UNA CANTIDAD DE 0,1 HASTA 80 PARTES DEL PESO (EN RELACION A 100 PARTES DEL PESO DE LA RESINA) DE FLUORURO DE UN METAL POLIVALENTE, ESPECIALMENTE FLUORURO DE ALUMINIO. A CONTINUACION SE SECA EL LIQUIDO DE TRATAMIENTO Y, EN CASO NECESARIO, SE SOMETE LA CHAPA A UN RECOCIDO DE ESTABILIZACION. LAS AMPLIACIONES PREFERIDAS DE LA INVENCION PREVEN EL TRABAJO CON UN LIQUIDO DE TRATAMIENTO, QUE CONTENGA ADICIONALMENTE BORATO Y/O PARTICULAS DISPERSADAS CON BASE DE SILICATO Y/O POLIMERO, APLICANDOSE EL LIQUIDO POR MEDIO DE RODILLOS Y SECANDOSE A UA TEMPERATURA DE 120 HASTA 350JC.
UN PROCEDIMIENTO PARA FABRICAR ESTRUCTURAS A PARTIR DE COMPONENTES DE ALUMINIO.
(16/11/1986). Solicitante/s: BL TECHNOLOGY LIMITED, ALCAN INTERNATIONAL LIMITED.
PROCEDIMIENTO PARA FABRICAR ESTRUCTURAS A PARTIR DE COMPONENTES DE ALUMINIO. COMPRENDE: APLICAR UN PRE-TRATAMIENTO A UNA CHAPA DE ALUMINIO PARA PRODUCIR UN REVESTIMIENTO SOBRE ELLA ENTRE 0,01 Y 1,5 G/CM, CONTENIENDO SOBRE EL 10% EN PESO DE CROMO Y EL 10% EN PESO DE ALUMINIO; CONFORMAR COMPONENTES DE FORMAS DESEADAS A PARTIR DE LA CHAPA DE ALUMINIO PRETRATADA; COLOCAR UNA CAPA DE ADHESIVO DE 3 MM DE ESPESOR ENTRE LAS SUPERFICIES PRETRATADAS DE DOS COMPONENTES QUE SE VAYAN A UNIR ENTRE SI; PONER LOS COMPONENTES JUNTOS; Y SOLDAR POR PUNTOS LOS DOS COMPONENTES MANTENIDOS JUNTOS, COMPRENDIENDO EL PRE-TRATAMIENTO LA APLICACION DE UNA SOLUCION DE PRE-TRATAMIENTO NO DE LAVADO, ACUOSA, CON CONTENIDO DE CROMO, A LA CHAPA DE ALUMINIO A TEMPERATURA AMBIENTE, LA CUAL SE SECA LUEGO A TEMPERATURA ELEVADA SIN UNA OPERACION DE LAVADO, O LA APLICACION DE UNA SOLUCION DE PRE-TRATAMIENTO DE CONVERSION CON CROMO A 10JC, A 120 SEGUNDOS LA CUAL SE LAVA Y SECA A CONTINUACION. TIENE APLICACION EN LA INDUSTRIA AERONAUTICA.
UN PROCEDIMIENTO PARA PRE-TRATAR CHAPA DE ALUMINIO.
(16/04/1986). Solicitante/s: BL TECHNOLOGY LIMITED, ALCAN INTERNATIONAL LIMITED.
PROCEDIMIENTO PARA PRE-TRATAR CHAPA DE ALUMINIO, ADECUADA PARA LA FABRICACION DE EXTRACTORES A BASE DE COMPONENTES DE ALUMINIO. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, LA CHAPA DE ALUMINIO SE SOMETE A UN TRATAMIENTO PREVIO PARA DOTARLA DE UNA CAPA SUPERFICIAL, QUE CONSISTE EN APLICAR A DICHA CHAPA UNA SOLUCION ACUOSA, NO DE LAVADO, QUE CONTIENE CROMO, A TEMPERATURA AMBIENTE, PARA FORMAR SOBRE SU SUPERFICIE UNA CAPA QUE CONTIENE CROMO; SEGUNDA, LA CHAPA TRATADA SE SECA A UNA TEMPERATURA ELEVADA SIN SER LAVADA; Y POR ULTIMO, SE ENROLLA LA CHAPA ENTERA O CORTADA EN TROZOS DISCRETOS, PARA FORMAR UN ROLLO DE CHAPA DE CHAPA DE ALUMINIO, O DE CHAPAS CORADAS DE ALUMINIO, QUE TIENEN UNA SUPERFICIE PRE-TRATADA, PERO SIN NINGUNA CAPA ADICIONAL SOBRE LA CAPA SUPERFICIAL. DE APLICACION EN LA INDUSTRIA AERONATUICA PARA FORMAR ESTRUCTURAS DE COMPONENTES DE ALUMINIO CONFORMADAS Y UNIDAS POR ADHESIVOS.
{kind=link}