CIP-2021 : B23K 26/24 : Soldadura por costuras.
CIP-2021 › B › B23 › B23K › B23K 26/00 › B23K 26/24[3] › Soldadura por costuras.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
B23K 26/24 · · · Soldadura por costuras.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo de ensamblaje y procedimiento de ensamblaje.
(12/02/2020) Dispositivo de ensamblaje para el ensamblaje láser de por lo menos dos piezas (B1, B2), que presenta: un primer generador de radiación láser con una configuración de potencia predeterminada, un primer conductor de la radiación conectado al primer generador de radiación láser para acoplar la primera radiación láser (LS1) emitida con el primer generador de radiación láser en el primer conductor de la radiación , un segundo generador de radiación láser con una configuración de potencia predeterminada, como mínimo un segundo conductor de la radiación , conectado al segundo generador de radiación láser , para acoplar la segunda radiación láser (LS2) emitida por el segundo generador de radiación láser en por lo…
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua.
(04/12/2019) Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, mediante al menos un rayo láser , que comprende las siguientes etapas de método:
posicionar un primer componente en el área de la zona de ensamblaje separado térmicamente a distancia de un segundo componente , visto en la dirección de su espesor, formando un intersticio de ensamblaje, en donde el segundo componente presenta una capa metálica en la cara orientada hacia el primer componente ,
en una primera fase, orientar el rayo láser en la dirección del espesor de los componentes hacia el primer componente , sobre la superficie de éste orientada en sentido…
Procedimiento de ensamblaje por soldadura de una chapa de aluminio que tiene una abertura con una chapa de acero.
(06/06/2018) Procedimiento de ensamblaje de chapas de materiales diferentes, que comprende al menos una etapa de superposición de las chapas y una etapa de soldadura, presentando una de las chapas al menos una abertura a través de la cual es accesible la otra chapa , siendo una de las chapas de acero y siendo la otra chapa a base de aluminio, estando dispuesta la al menos una abertura en la chapa de aluminio y siendo puesta en práctica la etapa de soldadura a nivel de la citada abertura , por una soldadura tal como una soldadura con arco eléctrico del tipo CMT (Cold Metal Tranfer), una soldadura láser en la cual se utiliza como metal de aportación una aleación a base de aluminio, de silicio y de manganeso, caracterizado por que la chapa de acero presenta al menos una parte embutida…
Procedimiento y dispositivo para soldar estructuras de asiento así como asiento.
(22/03/2017) Procedimiento para la soldadura de estructuras de asiento de asientos , especialmente asientos de automóviles, soldándose una chapa de cubrición en forma de placa de la estructura de asiento con al menos un perfil de apoyo , formando el perfil de apoyo y la chapa de cubrición una estructura tubular cerrada , caracterizado por que la chapa de cubrición se suelda por su cara anterior con los extremos frontales libreas de almas de al menos un perfil de apoyo en forma de U por medio de un rayo de gran energía guiado por un manipulador de varios ejes y dirigido a la cara posterior de la chapa de cubrición , para lo que en un primer lugar las almas se miden con un dispositivo de medición dispuesto en el manipulador…
Dispositivo para la unión de dos partes de pieza de trabajo con zonas de diferentes propiedades mediante una soldadura de irradiación láser y un homogeneizador.
(18/01/2017) Dispositivo para la unión de dos partes de pieza de trabajo en una pieza de trabajo mediante soldadura de irradiación, por cordones de soldadura que transcurren en un patrón de cordón de soldadura predefinido, en zonas (B1, B2) de diferentes propiedades de las partes de pieza de trabajo, con un alojamiento , que está diseñado para posicionar dos partes de pieza de trabajo , extendidas en dirección x-y una con respecto a otra, en dirección x, y y z de un sistema de coordenadas cartesiano, con una fuente de rayo láser dirigida con su dirección de irradiación sobre el alojamiento y con ello sobre partes de pieza de trabajo posicionadas en este, que se compone de una multitud de emisores de rayo láser dirigibles individualmente, dispuestos en dirección…
Método de soldadura de una primera y una segunda pieza de trabajo metálica con pulverización en frío de una capa del material de modificación de la soldadura a una de las superficies.
(21/09/2016). Solicitante/s: THE WELDING INSTITUTE. Inventor/es: SMITH,Sullivan Manning, MITCHELL,TIMOTHY PHILLIP.
Un método de soldadura de unas primera y segunda piezas de trabajo metálicas delgadas , caracterizadas porque cada una de las primera y segunda piezas de trabajo metálicas y delgadas con un espesor de menos de 1,5 mm, que comprenden:
a. aplicar una capa del material de modificación de la soldadura a una superficie de una o de cada una de las primera y segunda piezas de trabajo metálicas usando un proceso de pulverización en frío; en donde el material de modificación de la soldadura es un material metálico y en donde cada uno del material de modificación de la soldadura , la primera pieza de trabajo metálica , y la segunda pieza de trabajo metálica tienen un componente elemental mayoritario que es el mismo; y,
b. soldar las primera y segunda piezas de trabajo metálicas de tal manera que el material de modificación de la soldadura se incorpore en la soldadura.
PDF original: ES-2663693_T3.pdf
Procedimiento para procesar un sustrato que tiene dos capas superpuestas usando láser focalizado dentro del sustrato para soldar las capas.
(03/08/2016) Un procedimiento para procesar un sustrato modificando estructuralmente al menos parte de una zona de interfase definida por al menos dos capas superpuestas (28A, 28B) dirigiendo desde una fuente láser una pluralidad de pulsos láser secuenciales al sustrato y que están enfocados a dicha zona de interfase, donde la fuente láser y el sustrato se mueve uno con respecto a otro a una velocidad predeterminada, estando ajustada la velocidad de tal modo que los pulsos solapan de manera significativa,
caracterizado porque la fuente láser es una fuente láser de fibra ; y por
-emitir desde dicha fuente láser de fibra pulsos que tienen una duración de 20 - 100 picosegundos, una potencia…
Pistola de soldadura láser accionable manualmente.
(27/07/2016) Una pistola de soldadura láser accionable manualmente para unir dos o más piezas de metal superpuestas, que comprende:
una columna de soporte alargada que se extiende a lo largo de un eje longitudinal (A-A);
un cabezal óptico axialmente desplazable a lo largo de la columna de soporte y provisto de ópticas que están configuradas para enfocar un rayo láser a lo largo de un recorrido a través de una ventana protectora del cabezal óptico en una zona de soldadura,
un primer brazo montado en la columna de soporte a lo largo de la trayectoria de la corriente inferior desde la ventana protectora…
Procedimiento de fabricación de un cuerpo hueco de chapa galvanizada para un vehículo automóvil.
(25/05/2016) Procedimiento de fabricación de un cuerpo hueco de chapa galvanizada para un vehículo automóvil, estando compuesto el citado cuerpo hueco al menos de un primer panel de chapa ensamblado a un segundo panel de chapa, estando compuesto el citado primer panel de chapa de al mecos una parte principal perpendicular al segundo panel , de una parte del extremo paralela al segundo panel y de un radio de curvatura determinado que une la citada parte del extremo con la parte principal , constando el citado procedimiento de al menos:
- una etapa previa de posicionamiento, en el transcurso de la cual se superpone sin juego la parte del extremo del primer panel sobre el segundo panel ; y
- una etapa de soldadura por láser en el transcurso de la cual el primer panel es soldado por láser al segundo panel respetando un determinado…
Varillaje de cambio de velocidad de velocidad soldado.
(25/05/2016). Solicitante/s: Koki Technik Transmission Systems GmbH. Inventor/es: SCHULZE, BERND, PREISER,MARKUS.
Varillaje de cambio de velocidad , especialmente para un vehículo motorizado, con
- una horquilla de cambio y
- un tubo de cambio ,
caracterizado en que,
el tubo de cambio está soldado con la horquilla de cambio realizada de alambre y que el tubo de cambio , presenta, al menos, un contorno de encastre , realizado mediante reducción rotativa y que la horquilla de cambio está realizada, al menos, parcialmente de chapa, fundición o alambre.
PDF original: ES-2582455_T3.pdf
Procedimiento para la unión de dos paneles de chapa de un aparato electrodoméstico con soldadura láser a solapa de diferentes aceros inoxidables; aparato electrodoméstico correspondiente.
(20/04/2016). Solicitante/s: BSH HAUSGERÁTE GMBH. Inventor/es: GONZALEZ CELIS,JESUS RAUL, Ester Sola,Francisco Javier, OCAÑA MORENO,JOSE LUIS, URRUTIA ANGOS,David, TUR GIL,ALEJANDRO JUAN.
Procedimiento para la unión de dos placas de chapa de un aparato electrodoméstico , en particular de una cocina de gas, en el que
- una de las placas de chapa se prepara a partir de acero inoxidable de un primer tipo y la otra placa de chapa se prepara a partir de acero inoxidable de un segundo tipo diferente del primer tipo,
caracterizado porque
- las placas de chapa se unen entre sí por medio de soldadura a solapa por medio de un aparato de soldadura por láser,
- una primera de las placas de chapa se prepara a partir de acero inoxidable austenítico,
- una segunda de las placas de chapa se prepara a partir de acero inoxidable ferrítico y
- durante la unión de las placas de chapa se ajusta un foco del aparato de soldadura por láser sobre una superficie exterior de una de las placas de chapa.
PDF original: ES-2569908_T3.pdf
Caja de engranajes para un engranaje planetario así como procedimiento para la fabricación de la misma.
(29/04/2015) Caja de engranajes para un engranaje planetario para el alojamiento de partes de dentado que forman el engranaje planetario con un cuerpo de carcasa cilíndrico hueco que presenta un dentado interno, que puede unirse en cada caso en el lado frontal con una brida de cojinete, en la que
- el cuerpo de carcasa y al menos una brida de cojinete están configurados de manera solapada axialmente en cada caso en el lado frontal para la configuración de una zona (A, B) de recubrimiento,
- en la zona (A, B) de recubrimiento, el cuerpo de carcasa y la al menos una brida de cojinete están configurados con una unión a presión, caracterizada porque
- al menos en la zona (A, B) de recubrimiento como materiales…
Dispositivo y procedimiento para la soldadura contínua de bandas o de chapas utilizando dos cabezas de soldadura desplazadas una con respecto a la otra.
(09/07/2014) Dispositivo para la soldadura continua de bandas o bien de chapas guiadas a tope en sus cantos de unión con al menos dos cabezas de soldadura , en particular cabezas de soldadura por láser, y con rodillos tensores dispuestos sobre los dos lados de las bandas o bien chapas a soldar por parejas perpendicularmente a su dirección de avance, que forman en la zona de la unión de las bandas o bien chapas un intersticio , a través del cual incide un rayo de energía , que parte desde una primera de las al menos dos cabezas de soldadura, sobre los cantos de banda o bien cantos longitudinales a soldar, en el que una segunda de las al menos dos cabezas de soldadura está dispuesta sobre el lado opuesto de las bandas o bien de las chapas , cuyo rayo de energía incide allí sobre los cantos de la banda o bien de la…
Riel de asiento, su procedimiento de fabricación y suelo obtenido.
(04/02/2014) Riel de asiento, su procedimiento de fabricación y suelo obtenido.
La invención concierne a un riel de asiento que presenta las pares constitutivas siguientes:
- Una parte superior horizontal denominada cabeza ;
- Una parte intermedia plana vertical denominada alma ;
- Una parte inferior que comprende una pluralidad de bridas (230 y 240); en el que las bridas superiores e inferiores (230 y 240) se unen entre sí mediante un perfil suplementario de unión, el borde inferior del alma está realizado de modo que sigue el perfil geométrico formado por la unión entre las bridas (230 y 240) y el perfil de unión , el alma y la cabeza están unidos…
Procedimiento para la unión de una chapa exterior y de una chapa interior, en particular de una pieza de montaje de una carrocería de automóvil una carrocería de automóvil.
(24/07/2013) Procedimiento para la unión de una chapa exterior y de una chapa interior de una pieza de montaje, enparticular de una pieza de montaje de una carrocería de automóvil, en el que la chapa exterior presenta al menossobre una sección parcial de su borde circunferencial presenta un canto dirigido en la dirección de la chapainterior , con el que se une la chapa interior presionada contra el lado interior con su borde bajo la formaciónde una juntura de unión a través de soldadura de haz o estañado de haz por medio de una cabeza de soldadurao cabeza de estañado , caracterizado porque la chapa interior es retenida en la sección parcial de su bordecircundante, que se presiona contra el canto de la chapa exterior , sin empotramiento…
Procedimiento y dispositivo para la fijación de chapas que presentan un material de recubrimiento y que deben soldarse por medio de un haz de soldadura de alta energía.
(26/03/2013) Dispositivo para la realización de un procedimiento para la fijación de chapas que presentan un material derecubrimiento y que deben soldarse por medio de un haz de soldadura de alta energía, que está constituido por doselementos de presión de apriete opuestos entre sí y que impulsan las chapas , en el que uno de los elementosde presión de apriete está alojado rígidamente en un bastidor y está realizado como contra apoyo frente alotro elemento de presión de apriete configurado móvil, caracterizado porque en el bastidor está previsto uncilindro de fijación con un vástago de presión , de manera que el vástago de presión está en conexiónoperativa a través de…
Procedimiento industrial de encapsulación de material biológico con vistas a una conservación a temperatura ambiente con ensayo de estanqueidad bajo vacío del encapsulado.
(19/03/2013) Procedimiento de preparación de una muestra de material biológico en un contenedor con vistas a suconservación, a su recuperación y a su utilización ulterior, que comprende la sucesión de las etapas siguientes:
- preparación del material biológico con puesta en disolución,
- control de la calidad del material biológico así preparado,
- marcado del contenedor con registro de la identificación,
- introducción de este material biológico en dicho contenedor bajo atmósfera controlada,
- deshidratación del material biológico,
- cierre del contenedor bajo atmósfera controlada y protegido de la luz,
- ensayo de estanqueidad del contenedor colocando el contenedor cerrado en…
Procedimiento de ensamblaje de dos chapas por soldadura láser, especialmente para ensamblar la chapa de marco de una puerta de vehículo automóvil al forro de esta puerta.
(15/08/2012) Procedimiento de ensamblaje de dos chapas por soldadura láser, en el cual las dos chapas sondispuestas en apoyo una contra la otra según una línea para formar un diedro en la zona destinada a sersoldada por láser, por aplicación de un medio de apriete que pliega una de las chapas hacia la otra chapa alrededor de su línea de apoyo , caracterizado porque el citado medio de apriete está formado por un bloquerígido que comprende dos superficies de apoyo espaciadas siendo aplicada una de las superficiesde apoyo sobre esta primera chapa en la zona de la citada línea de apoyo , con el fin de plegar la primerachapa alrededor de…
Elemento constructivo superficial, en particular para revestimientos de cajas de coches de vehículos sobre raíles y procedimiento para su fabricación.
(30/05/2012) Procedimiento para la fabricación de un elemento constructivo superficial para revestimientos de cajas decoches de vehículos, en particular de vehículos sobre raíles, con por lo menos una escotadura , que presentapor lo menos una esquina esencialmente 5 en ángulo recto, caracterizado porque
a) en una primera etapa de fabricación, por lo menos una escotadura, que sirve para formar una zona derefuerzo , es realizada por estampado o por corte o porque el componente es dividido en por lomenos dos segmentos en la dirección longitudinal del elemento constructivo mediante unprocedimiento de corte;
b) en una segunda etapa de fabricación, un material con una mayor resistencia que el material delcomponente es introducido en dicha por lo menos una escotadura o es dispuesto entre dichos por lomenos dos segmentos del componente…
Soldadura con láser con oscilación de rayo.
(25/04/2012) Un procedimiento para soldar a solape componentes metálicos entre sí que comprende las etapas de:mover un rayo láser en una primera dirección a lo largo de una interfaz entre un par de componentesmetálicos , de tal manera que en las proximidades del rayo láser el metal de cada componente se funda y vaporiza para producir una bocallave en un baño de metal fundido ; y
hacer oscilar el rayo láser en una dirección diferente a la primera dirección, de tal manera que se formeuna nueva bocallave adyacente a la bocallave anterior dentro del baño de metal fundido y elmetal fundido se rellena después en la bocallave …
Procedimiento para la fabricación de una unión soldada de baja distorsión.
(25/04/2012) Procedimiento para la fabricación de una unión de soldadura de baja distorsión, especialmente entre piezas detrabajo metálicas ,caracterizado en que, as piezas de trabajo son una horquilla de cambio y unarrastrador de horquilla , y en que la horquilla de cambio será colocada sobre un bloque de apoyo y elarrastrador de horquilla será colocado sobre un bloque de apoyo , en cuyo caso las piezas de trabajo serán juntadas o bien unidas y soldadas entre sí de forma sincronizada en al menos dos sitios de unión ,distanciados localmente, en cuyo caso se pre-fijarán las piezas de trabajo a través de los sitios de unión ,por lo que las piezas de trabajo a soldar, después de ser unidas, serán sujetadas en sus posiciones mediantela fuerza de presión , al menos durante el proceso de soldadura, en al menos su área de unión .
PROCEDIMIENTO Y DISPOSITIVO PARA EL REGLAJE DE UNA POSICIÓN DE MECANIZACIÓN CON DETERMINACIÓN DE LA LÍNEA DE MECANIZACIÓN REAL EN COMPARACIÓN CON LA LÍNEA DE MECANIZACIÓN PROGRAMADA DE LA HERRAMIENTA DE MECANIZADO.
(03/03/2011) Procedimiento para el ajuste o reglaje de la posición de mecanizado o bien del punto real de la mecanización de una herramienta que realiza un movimiento relativo respecto de una pieza de trabajo , determinando sobre la pieza de trabajo a mecanizar, en forma continua o consecutiva en intervalos de tiempo cortos especificados, un primer punto sobre el resultado de la mecanización obtenido por la herramienta de mecanizado y un segundo punto sobre una vía de mecanizado especificada, sobre la pieza de trabajo , caracterizado porque entre dichos dos puntos se crea o bien se calcula una línea de unión que es una recta o bien corresponde en su forma y su desarrollo a la vía de mecanizado , y porque la distancia (A), en particular la distancia normal, del punto real de la mecanización es determinado…
ARMAZON DE ASIENTO SOLDADO POR LASER Y ASIENTO RECLINABLE.
(02/12/2010) Armazón de un asiento, en particular de un asiento delantero de un automóvil, que consiste en varias piezas que presentan en cada caso superficies de unión , estando unidas entre sí por unión de material mediante soldadura por láser en cada caso dos superficies de unión que pertenecen en cada caso a dos piezas diferentes , siendo las piezas laterales y las piezas transversales componentes del armazón, y siendo planas las superficies de unión , caracterizado porque la zona de unión de las piezas laterales es muy rígida y las piezas transversales son flexibles, de modo que se produce un montaje al menos prácticamente libre de intersticios, y en la zona de las superficies de unión están dispuestos medios que fijan la posición entre sí de al menos dos piezas en todas las direcciones espaciales
SISTEMA Y PROCEDIMIENTO PARA DESPLAZAR UN PUNTO DE FOCALIZACION DE UNA RADIACION LASER DE POTENCIA.
(15/02/2010) Sistema para desplazar un punto de focalización de una radiación láser de potencia a lo largo de una trayectoria presenta en la superficie de un objeto que se va a tratar, siendo la radiación láser apta para calentar dicha superficie a fin de realizar unas operaciones de soldadura/de corte o de soldadura a tope, comprendiendo este sistema
- un dispositivo de colimación de la radiación láser,
- una lente de focalización de la radiación láser colimada sobre el punto de focalización,
- un dispositivo de desplazamiento en traslación de la lente de focalización con respecto al dispositivo de colimación , para desplazar el punto de focalización de la radiación láser desplazando únicamente la lente de focalización , y
- un robot equipado con un brazo articulado, estando montado…
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR CON LASER DOS O MAS CHAPAS METALICAS SUPERPUESTAS Y PARA PINZAR LAS CHAPAS.
(16/07/2006) Procedimiento para soldar con láser dos chapas metálicas , superpuestas entre sí, en el que por lo menos una de las chapas presenta una capa de protección en la superficie que está en contacto con la otra chapa, estando dicha capa de protección formada con un material que presenta una temperatura de vaporización inferior a la temperatura de fusión del material que forma la chapa, en el que las chapas a soldar están pinzados en una posición fija en relación entre sí durante la operación de soldadura mediante la utilización de unos medios de pinzado , en el que la soldadura se lleva a cabo sujetando las chapas (1a, 2a) ligeramente separadas entre si en la zona de soldadura, de modo que los vapores del material de protección, que se crean…
PROCEDIMIENTO PARA LA EVACUACION DE MATERIAL DE REVESTIMIENTO GASEOSO DE CHAPAS.
(01/05/2006). Ver ilustración. Solicitante/s: THYSSENKRUPP DRAUZ NOTHELFER GMBH. Inventor/es: MOCKEL, ANDREAS, JUCHT, HORST.
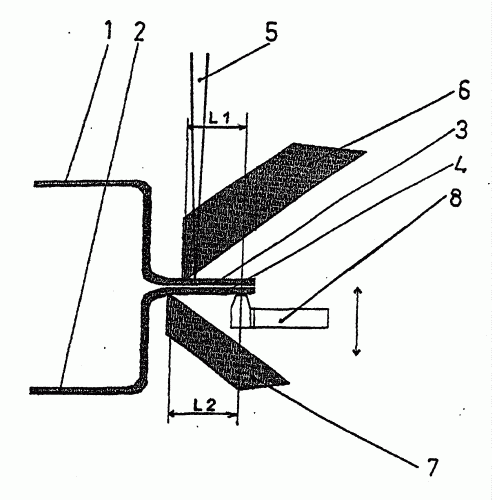
Procedimiento para la evacuación del material de revestimiento gaseoso de chapas que presentan una zona solapante desde la zona de la costura soldada al soldar por medio de haz de soldadura de elevada energía , en el que el apriete de los extremos libres de las chapas uno sobre otro se efectúa por medio de medios de apriete que se mueven con la costura soldada ; caracterizado porque los medios de apriete presentan un medio de apriete que presiona sobre el lado superior y un medio de apriete que presiona sobre el lado inferior; los puntos de aplicación de los medios de apriete superior e inferior tienen en cada caso una distancia diferente respecto al haz de soldadura ; y porque cerca de los extremos libres de las chapas a soldar un elemento excitador que se mueve con el haz de soldadura se aplica al extremo libre de una de las dos chapas y excita a uno de los dos extremos libres de las chapas para vibrar en el rango de resonancia.
PROCEDIMIENTO DE DISPOSITIVO PARA LA UNION DE CHAPAS RECUBIERTAS MEDIANTE SOLDADURA POR LASER.
(01/04/2005). Ver ilustración. Solicitante/s: NOTHELFER GMBH. Inventor/es: JICK, KURT.
Dispositivo para la unión de chapas recubiertas mediante soldadura por láser, en el que dos chapas se colocan una sobre otra de tal manera que el listón marginal de una de las chapas sobresale del listón marginal de la otra chapa , y los listones marginales al menos en la zona del cordón de soldadura que va a ser producido se comprimen por tramos colocados uno sobre otro y se unen mediante una soldadura por láser con un rayo láser dirigido transversalmente o sustancialmente transversal al plano de los listones marginales, caracterizado porque para formar un espacio de desgasificación durante la soldadura por láser el resalte del listón marginal se separa mediante compresión del listón marginal de la otra chapa con deformación elástica del resalte durante el proceso de soldadura.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN PERFIL DE METAL.
(01/03/2005). Ver ilustración. Solicitante/s: DREISTERN-WERK MASCHINENBAU GMBH & CO. KG.
Procedimiento para la fabricación de un perfil de metal con las siguientes etapas de procedimiento: - una primera cinta de chapa se conforma en un primer perfil con una pared mediante una multitud de herramientas de laminación accionadas o de funcionamiento libre, - directamente a continuación del proceso de conformado, el primer perfil pasa a una estación de soldadura , - en la estación de soldadura , una segunda cinta de chapa o un segundo perfil se une con el primer perfil y se apoya en forma de lámina, - el primer perfil y la segunda cinta de chapa 2) apoyada sobre esta pared del primer perfil en forma de lámina se sueldan a ambos lados a lo largo de los bordes laterales de la superficie de contacto mediante radiaciones láser longitudinalmente en un perfil de unión.
SISTEMA PARA EL CONTROL DE LA CALIDAD DE UNA SOLDADURA POR LASER.
(16/12/2004) Sistema para el control de la calidad de una soldadura por láser, que comprende: - medios para el enfoque de un haz de rayos láser (L) en una zona de soldadura; - un filtro óptico asociado a unos medios sensores de fotodiodo para la detección de la radiación (E) emitida por la zona de la soldadura; y - una unidad de control y procesamiento electrónico para el procesamiento de las señales emitidas por dichos medios sensores ; caracterizado porque el filtro óptico está dispuesto para seleccionar una banda de ondas ópticas de entre 200 y 405 nm, porque dichos medios de control y procesamiento están concebidos para recibir la señal procedente de dichos medios sensores con una frecuencia de entre 10 y 60 kHz, y porque…
DISPOSITIVO DE APRIETE DESPLAZABLE PARA SUJETAR UNAS CON OTRAS DOS O VARIAS CHAPAS.
(01/07/2004) Dispositivo de apriete desplazable para sujetar unas con otras dos o varias chapas con perfiles de tipo brida para soldarlas por medio de un haz de soldadura de alta energía, estando compuesto el dispositivo de apriete de una carcasa en la que se dispone coaxialmente una óptica de soldadura, coincidiendo el eje de la óptica de soldadura con el eje del haz de soldadura, caracterizado porque en un primer extremo de la carcasa se apoya un casquillo con forma cónica que puede girar libremente en torno a su eje , de tal manera que el casquillo gira en torno al extremo de la carcasa y en torno a la óptica de soldadura, estando el eje del casquillo configurado con forma de cono de tal forma inclinado en un ángulo con respecto al eje de…
{kind=link}
{kind=link}
{kind=link}