CIP-2021 : B23K 1/00 : Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad;
caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
CIP-2021 › B › B23 › B23K › B23K 1/00[m] › Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 1/00 hasta B23K 3/00: Soldadura, p. ej. brazing; sin soldadura
B23K 1/002 · Soldadura sin fusión por calentamiento por inducción.
B23K 1/005 · Soldadura sin fusión por energía radiante.
B23K 1/008 · Soldadura sin fusión en un horno (B23K 1/012 tiene prioridad).
B23K 1/012 · Soldadura sin fusión mediante la utilización de gas caliente.
B23K 1/015 · · Soldadura sin fusión por condensación de vapor.
B23K 1/018 · Desoldeo; Retirada de la aleación para soldar fundida o de otros residuos.
B23K 1/06 · mediante la utilización de vibraciones, p. ej. vibraciones ultrasonoras.
B23K 1/08 · Soldadura sin fusión por inmersión en un baño de metal fundido.
B23K 1/14 · especialmente adaptada para hacer juntas continuas (fabricación de tubos que comportan operaciones distintas a la soldadura sin fusión B21C).
B23K 1/16 · · de juntas longitudinales, p. ej. soldadura sin fusión de cuerpos de caldera.
B23K 1/18 · · de juntas circulares, p. ej. soldadura de cuerpos de caldera.
B23K 1/19 · teniendo en cuenta las propiedades de los materiales a soldar.
B23K 1/20 · Tratamiento previo de las piezas o de las superficies destinadas a ser soldadas sin fusión, p. ej. con vistas a un revestimiento galvánico (preparación de superficies siguiendo procedimientos especiales, ver las clases correspondientes a los tratamientos o a los materiales tratados, p. ej. C04B, C23C).
CIP2021: Invenciones publicadas en esta sección.
ALEACION PARA SOLDADURA FUERTE POR DIFUSION DE NIQUEL Y METODO PARA LA REPARACION DE SUPERALEACIONES.
(01/11/2006). Solicitante/s: ROLLS-ROYCE CORPORATION. Inventor/es: CHESNES, RICHARD, P., XU, RAYMOND, RUIWEN.
Un compuesto de polvos de aleación para soldadura fuerte que comprende: (a) al menos un polvo de aleación con bajo punto de fusión, y (b) al menos un polvo de aleación con alto punto de fusión, en el que dicho al menos un polvo de aleación con alto punto de fusión comprende 50-70% Ni, 2-10% Cr, 2-10% Ta, 5-15% Co, 2-10% Al, 2-10% W, 2-4% Re y y hasta 3% de cada uno de Mo y Hf, caracterizado porque dicho al menos un polvo de aleación con bajo punto de fusión comprende 50-70% Ni, 8-20% Cr, 8-15% Ta, 4-10% Co, 2-7% Al, y hasta 2, 25% B.
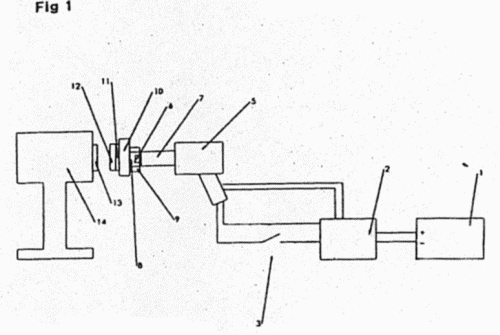
METODO Y DISPOSICION PARA UN PROCEDIMIENTO DE SOLDADURA EXENTO DE MARTENSITA.
(01/06/2006). Ver ilustración. Solicitante/s: SAFETRACK BAAVHAMMAR AB. Inventor/es: PETTERSEN,OLA.
Método y disposición para un procedimiento de soldadura exento de martensita en particular para soldar una pieza de conexión, de material eléctricamente conductor, por ejemplo de metal, a una superficie metálica por medio de un nuevo tipo de soldadura de temperatura controlada, por lo que, para ciertos tipos de material, por ejemplo acero, se obtiene una soldadura exenta de martensita, es decir, una soldadura sin cambios estructurales perjudiciales (formación de martensita). Se obtiene una soldadura que está completamente exenta de martensita por debajo de la junta soldada en, por ejemplo, una vía de ferrocarril y/o tubería. La invención se refiere también a una disposición para realizar el citado método.
PROCEDIMIENTO DE FABRICACION DE ESTRUCTURAS SOLDADAS DE VARIOS CANALES.
(16/11/2005). Solicitante/s: ALLIEDSIGNAL, INC.. Inventor/es: DECRISTOFARO, NICHOLAS, RABINKIN, ANATOL.
Un método para soldar piezas que consta de los siguientes pasos: a) Interponer una capa metálica intermedia en forma de hoja amorfa entre las piezas que se van a unir. Esta hoja de metal amorfa tiene un grosor medio de entre alrededor de 25 µm y 60 µm. b) Ensamblar las piezas en una pila que no esté bajo presión. c) Calentar la pila hasta una temperatura en la que la capa intermedia se funda y reaccione con el metal base. d) Dejar enfriar la pila para producir una estructura con juntas soldadas, que se caracteriza porque el método también incluye e) aplicar una carga controlada en la parte superior de la pila tras el paso de ensamblaje. Dicha carga se selecciona para ajustar los huecos entre las piezas que se van a unir hasta alrededor de entre 15 µm y 30 µm. Mediante este proceso, las juntas soldadas quedan uniformes y sellan completamente todos los huecos sin dejar poros residuales.
PROCEDIMIENTO PARA SOLDAR PIEZAS DE TRABAJO.
(16/10/2005). Ver ilustración. Solicitante/s: FRONIUS INTERNATIONAL GMBH. Inventor/es: MORTENDORFER, BERNHARD, GATTERBAUER, MARTIN.
Procedimiento para soldar piezas de trabajo con un soplete, especialmente un soplete de plasma o de soldar, con un electrodo, en el que se forma un arco voltaico de trabajo transmitido y/o no transmitido, que se alimenta de energía de una fuente de energía o de una fuente de corriente para generar un chorro de plasma a partir de un gas de plasma suministrado, suministrándose al menos un material de aporte a la zona de unión de las piezas de trabajo que deben unirse, caracterizado porque el material de aporte se une con la u otra fuente de energía o fuente de corriente y, para ello, se aplica un potencial de la fuente de energía o de la fuente de corriente al material de aporte y el otro potencial a las piezas de trabajo , regulándose la fuente de energía o de corriente , especialmente, el suministro de energía de la fuente de energía o la fuente de corriente de forma que al retirar el material de aporte de la pieza de trabajo se impide la formación de un arco voltaico.
PROCEDIMIENTO PARA LA UNION DE TUBOS DE ACERO CON NERVIOS DE ALUMINIO.
(16/04/2005). Solicitante/s: GEA ENERGIETECHNIK GMBH. Inventor/es: KORISCHEM, BENEDICT, DINULESCU, HORIA, WITTE, RAIMUND, VOLKMER, ECKARD.
Procedimiento para la unión de tiras nervadas de aluminio, con pliegues corrugados, con las superficies planas de tubos planos de acero, caracterizado porque a la temperatura ambiente se aplica sobre las superficies planas de los tubos planos una capa de soldante compuesta por una aleación de zinc-aluminio con una proporción de aluminio desde 0, 5% hasta 20% y sobre las zonas de contacto de las tiras nervadas con las superficies planas se aplica un fundente formado por tetrafluoruro de cesio-aluminio, después de lo cual se ponen las tiras nervadas en contacto mecánico con las superficies planas, calentando entonces esta configuración en un horno a una temperatura de soldeo de entre 370ºC y 470ºC y dejándola finalmente enfriar a la temperatura ambiente.
COLECTOR PARA INTERCAMBIADOR DE CALOR.
(16/02/2005). Ver ilustración. Solicitante/s: NORSK HYDRO ASA. Inventor/es: SYSLAK, MORTEN, FOLKEDAL, LEIV, ADNE.
Producto de aluminio para unirse mediante soldadura fuerte o común a otro producto de aluminio, caracterizado porque una porción de las superficies externas del primer producto de aluminio que se conectará con el segundo producto de aluminio se provee con al menos un receso, en el cual se encierra una cantidad de material de soldadura.
PROCEDIMIENTO PARA UNIR PARTES DE ALUMINIO O DE ALEACIONES DE ALUMINIO.
(16/10/2004). Ver ilustración. Solicitante/s: BERKOWICZ, PETER. Inventor/es: BERKOWICZ, PETER.
Procedimiento para unir partes que constan de aluminio, o de aleaciones de aluminio, que comprende el calentamiento de las partes que están sujetas en una posición para la unión, caracterizado porque el calentamiento de los materiales se realiza hasta alcanzar una temperatura Tr por debajo del punto de fusión del material de base, y en la cual el material de base está en un estado de pastosidad, manteniendo la temperatura a un nivel constante y, a continuación, disminuyendo un poco el nivel de la temperatura, tras lo cual al menos una de las partes, a una temperatura Tu que es inferior a la primera temperatura conseguida Tr y no inferior a aproximadamente 40ºC por debajo del límite inferior del intervalo de fusión, se somete a vibraciones mecánicas por aplicación de sonido ul- trasónico de un tipo y duración tales, que las capas de óxido sobre el material de base se agrietan y se obtiene una unión metálica.
PROCEDIMIENTO PARA APLICAR UNA ALEACION DE SOLDADURA A UNA ESTRUCTURA.
(16/07/2004). Ver ilustración. Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: WIERES, LUDWIG, KURTH, FERDI.
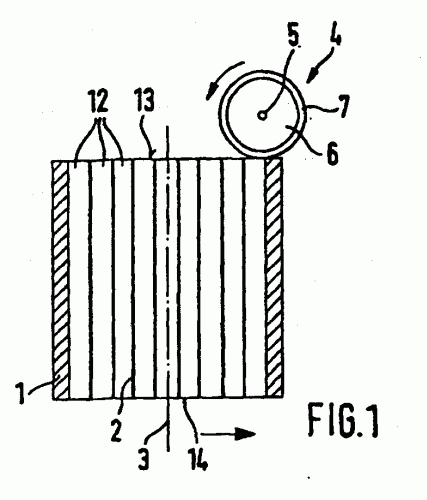
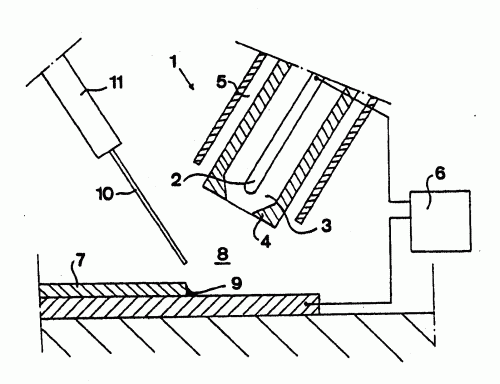
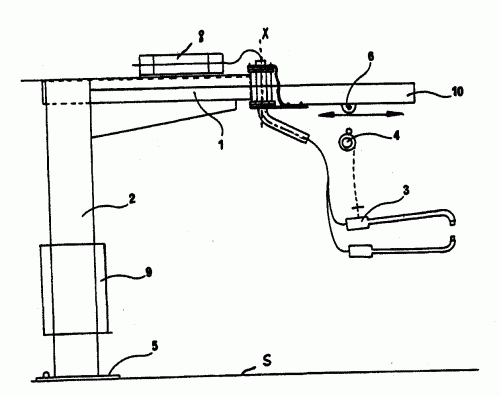
Procedimiento para la aplicación de una aleación de soldadura a una estructura, que comprende: configurar un cuerpo de nido de abeja por apilamiento y/o enrolle de capas de chapa, de las cuales como mínimo una parte son capas estructuradas de chapa, de manera que el cuerpo de nido de abeja presenta canales que pueden ser atravesados por un líquido; introducir parcialmente el cuerpo de nido de abeja en un tubo de revestimiento; poner en contacto, por la cara frontal, la sección sobresaliente del cuerpo de nido de abeja con un cilindro que contiene un agente adhesivo, pudiendo girar dicho cilindro alrededor de un eje del cilindro; realizar un movimiento relativo entre el cuerpo de nido de abeja y el cilindro ; introducir el cuerpo de nido de abeja en el tubo de revestimiento; introducir una aleación de soldadura al menos en el cuerpo de nido de abeja.
PROCEDIMIENTO PARA CONECTAR UN PRIMER OBJETO A UN SEGUNDO OBJETO QUE TIENE UNA ESTRUCTURA PARCIALMENTE ABIERTA.
(16/05/2004) Procedimiento para conectar un primer objeto a un segundo objeto a lo largo de una superficie de contacto común, en el que el primer objeto comprende en la ubicación de la superficie de contacto una sección para aplicar un medio de conexión, dicha sección resulta accesible a lo largo de una zona de borde o por medio de al menos una apertura en el segundo objeto, comprendiendo dicho procedimiento las etapas sucesivas de: (i) proporcionar un primer y un segundo objeto, (ii) mantener el primer objeto contra el segundo objeto a lo largo de una superficie común, (iii) fundir y pulverizar partículas de un material adecuado como medio de conexión, y (iv) depositar a lo largo de la zona de borde respectivamente por medio de al menos una apertura las partículas de material en estado…
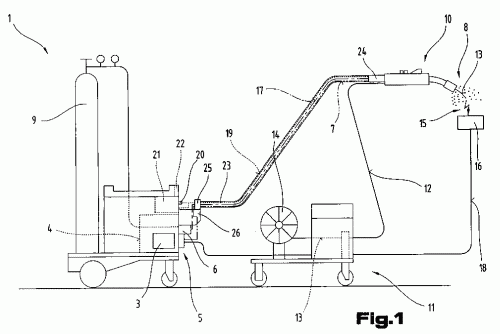
METODO DE BRONCESOLDADURA POR PLASMA.
(01/05/2004). Ver ilustración. Solicitante/s: AGA AKTIEBOLAG. Inventor/es: LINDSTROM, JOHAN.
SE DESCRIBE UN PROCEDIMIENTO DE SOLDADURA BLANDA, CON EL USO DE UN DISPOSITIVO DE FORMACION DE PLASMA , QUE TIENE UN ELECTRODO NO CONSUMIBLE Y COMPRENDE LOS SIGUIENTES PASOS OPERATIVOS. SE SUMINISTRA UN PRIMER GAS AL CITADO DISPOSITIVO FORMADOR DE PLASMA . SE FORMA UN FLUJO DE PLASMA CON DICHO PRIMER GAS, APLICANDO UNA TENSION ENTRE EL ELECTRODO Y UN TERMINAL ELECTRICO . EL FLUJO DE PLASMA SE DIRIGE HACIA UNA PIEZA . SE PROPORCIONA MATERIAL DE SOLDADURA QUE DEBE SER FUNDIDO POR DICHO FLUJO DE PLASMA. ADEMAS, SE PUEDE PROPORCIONAR UN SEGUNDO GAS PARA PROTEGER EL CITADO FLUJO DE PLASMA DE LA ATMOSFERA CIRCUNDANTE. AL MENOS UNO DE LOS CITADOS GASES PRIMERO Y SEGUNDO COMPRENDE UN COMPONENTE INERTE PRINCIPAL, QUE INCLUYE AL MENOS ARGON Y, EN CANTIDAD MENOR, UN COMPONENTE ACTIVO.
SISTEMA PARA ALINEAR CONVENIENTEMENTE PARTES DE UN COCHE QUE DEBEN SER SOLDADAS JUNTAS, PARA FORMAR UN VAGON DE TREN O DE METRO.
(16/04/2004). Ver ilustración. Solicitante/s: BISIACH, BRUNO. Inventor/es: BISIACH, BRUNO.
SE EXPONE UN APARATO PARA POSICIONAR Y SOLDAR ADECUADAMENTE PARTES DE VAGONES DE FERROCARRIL Y VAGONES DE METRO, COMPRENDIENDO DICHO APARATO: UN ARMAZON SOPORTE ; DISPOSITIVOS PARA SUBIR DE MANERA LOCAL Y AJUSTABLE EL PISO DEL VAGON, PARA PROPORCIONAR A DICHO PISO UN PERALTE PREDETERMINADO; DISPOSITIVOS PARA ANCLAR EL PISO A DICHO ARMAZON DESPUES DE QUE SE HAYA CONFORMADO DICHO PERALTE; DISPOSITIVOS PARA FIJAR EL PISO A LOS LADOS DE LA CARROCERIA DEL VAGON ; DISPOSITIVOS AJUSTANTES QUE SON DESPLAZABLES DE MANERA AJUSTABLE A LO LARGO DE TRES DIRECCIONES ORTOGONALES; DISPOSITIVOS ACCIONADOS INDEPENDIENTEMENTE PARA BLOQUEAR LOS LADOS DE LA CARROCERIA AL TECHO , ESTANDO ACOPLADO CADA UNO DE DICHOS DISPOSITIVOS ACCIONADOS INDEPENDIENTEMENTE , A UNO CORRESPONDIENTE DE DICHOS DISPOSITIVOS AJUSTANTES ; Y AL MENOS UN PAR DE DISPOSITIVOS SOLDANTES PARA SOLDAR POR CO 2 O POR PUNTOS, EL PISO A LOS LADOS DE LA CARROCERIA , Y LOS LADOS DE LA CARROCERIA AL TECHO.
DISPOSITIVO DE SUSPENSION DE UN PUESTO PARA PINZAS DE SOLDADURA DE MANDO MANUAL EN UNA CADENA DE MONTAJE.
(01/04/2004). Ver ilustración. Solicitante/s: MENAGE, CHRISTINE DAWIDOWICZ, ARMAND. Inventor/es: BEFFRIEU, MICHEL, DE BRUYN, GERARD.
LA INVENCION SE REFIERE A UN DISPOSITIVO DE SOPORTE DE UN PUESTO DE PINZAS DE SOLDADURA SUSPENDIDA EN UNA CADENA DE FABRICACION/MONTAJE, CONSTITUIDO POR UN PESCANTE DOTADO DE AL MENOS UN ELEMENTO DE ENGANCHE , DE UNAS PINZAS Y DE MEDIOS DE EQUILIBRADO DE DICHAS PINZAS EN POSICION VERTICAL, SIENDO DICHO PESCANTE SOLIDARIO A UN FUSTE (2, 2'). LA INVENCION CONSISTE EN QUE LOS COMPONENTES Y ACCESORIOS DEL PUESTO DE PINZAS DE SOLDADURA DISTINTOS DE LAS PINZAS DE SOLDADURA , TALES COMO EL TRANSFORMADOR , EL ARMARIO ELECTRICO DE DISTRIBUCION 89), EL PANEL DE FLUIDO Y EL CONTROL PROGRAMABLE SE FIJAN EN EL FUSTE (2, 2') Y/O EL PESCANTE , PRESENTANDO DICHO PESCANTE ADEMAS EN SU EXTREMO LIBRE UN BRAZO QUE EL SISTEMA DE ENGANCHE Y DE EQUILIBRADO DE LAS PINZAS Y ARTICULADO EN EL PESCANTE ALREDEDOR DE UN EJE PARALELO AL FUSTE (2, 2'). APLICACION EN LOS PUESTOS DE PINZAS DE SOLDADURA.
METODO Y APARATO PARA POSICIONAR MATERIAL DE SOLDADURA BLANDA O FUERTE SOBRE LAS ALETAS.
(16/01/2004). Ver ilustración. Solicitante/s: OUTOKUMPU OYJ. Inventor/es: TAPPER, LEIF, FALKENO, ANDERS, SVANBERG, KURT.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN APARATO PARA COLOCAR MATERIAL DE SOLDAR CON ESTAÑO O BRONCE SOLDADURA SOBRE EL MATERIAL DE LA ALETA QUE VA A UTILIZARSE EN UN INTERCAMBIADOR, TAL COMO UN RADIADOR PARA VEHICULOS EN EL CUAL EL MATERIAL DE LAS ALETAS EN FORMA DE TIRA ONDULADA, SE CUBRE PARCIALMENTE CON MATERIAL DE SOLDADURA POR ESTAÑO O BRONCE SOLDADURA. SEGUN LA INVENCION EL MATERIAL DE LAS ALETAS SE TRANSFIERE A LA PROXIMIDAD DE UN DISPOSITIVO DE REVESTIMIENTO DE MANERA QUE CUANDO EL MATERIAL DE LAS ALETAS ES PASADO POR EL DISPOSITIVO DE REVESTIMIENTO EL MATERIAL DE LA ALETA ES REVESTIDO POR ESTAÑO O MATERIAL DE BRONCE SOLDADURA AL MENOS EN UN LADO DEL MATERIAL DE ALETAS ESENCIALMENTE EN LAS PARTES CURVAS DEL MATERIAL DE ALETAS.
PROCEDIMIENTO PARA SOLDAR UN INTERCAMBIADOR DE CALOR DE GASES DE ESCAPE.
(16/12/2003). Solicitante/s: VALEO THERMIQUE MOTEUR. Inventor/es: GRACIA,BENJAMIN, LAUDIC, HELENE.
Procedimiento para ensamblar de manera estanca, por soldadura, una placa colectora que delimita una caja de fluido de intercambiador de calor y una multiplicidad de tubos alargados paralelos cuyos extremos pasan por unos orificios respectivos de la citada placa colectora para permitir una comunicación de fluido entre el interior de los tubos y el interior de la caja de fluido , procedimiento en el cual se funde una soldadura para asegurar una unión estanca entre la periferia de cada orificio y la superficie exterior del tubo correspondiente, caracterizado por el hecho de que la soldadura se aplica sobre al menos una de las superficies de la placa colectora , antes de la inserción de los extremos de los tubos , en forma de una hoja adhesiva flexible previamente perforada en correspondencia con los orificios de la placa.
PROCEDIMIENTO PARA LA SOLDADURA DE ESTRUCTURAS METALICAS CON UN MATERIAL ADHESIVO QUE PRESENTA DIFERENTES ESTADOS.
(01/07/2003). Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: WIERES, LUDWIG, MAUS, WOLFGANG.
SE DESCRIBE UN PROCESO PARA SOLDADURA DE ESTRUCTURAS METALICAS, ESPECIALMENTE CUERPOS EN FORMA DE PANAL PARA CATALIZADORES DE GASES DE EXHAUSTACION. PARA ELLO SE APLICA EL MATERIAL DE SOLDADURA EN FORMA DE POLVO Y SE UNE A LA ESTRUCTURA METALICA MEDIANTE UN AGENTE DE LIGADO QUE ACTUA COMO UN ADHESIVO, AGLUTINANTE O PROMOTOR DE ADHESION. EL AGENTE DE LIGADO ASEGURA QUE EL MATERIAL DE SOLDADURA EN POLVO DISPONGA DE DOS ESTADOS DIFERENTES DE FORMA RELATIVA A SU ACCION DE LIGADO DURANTE EL PROCESO PARA LA ELABORACION DE LA ESTRUCTURA METALICA. UN PRIMER ESTADO ES MENOS ADHESIVO Y UN SEGUNDO ESTADO ES ADHESIVO DE FORMA MAS INTENSA. LA ADHESION PUEDE SER SELECCIONADA O AJUSTADA DEPENDIENDO DE CONDICIONES EXTREMAS, ESPECIALMENTE DE LA TEMPERATURA.
PROCEDIMIENTO PARA LA FABRICACION DE UN NUCLEO DE MUELLES.
(01/05/2003) Procedimiento para la fabricación de un núcleo de muelles que comprende las etapas de: disponer una primera serie de muelles encerrados, presentando los muelles unos ejes longitudinales que son substancialmente paralelos entre sí; desplazar el primer muelle a lo largo de un aplicador de adhesivo y en una dirección substancialmente perpendicular a los ejes longitudinales de los muelles; aplicar un adhesivo desde el aplicador de adhesivo sobre una superficie lateral de los muelles encerrados móviles; desplazar el aplicador de adhesivo de manera que el adhesivo que se está aplicando desde el mismo forme un patrón sobre las superficies laterales de los muelles encerrados; desplazar…
ELEMENTO METALICO UNIDO ASI COMO PROCEDIMIENTO Y DISPOSITIVO PARA SU CONSTRUCCION.
(16/03/2003) LA PRESENTE INVENCION PROPORCIONA UN PROCEDIMIENTO PARA UNIR DOS MIEMBROS METALICOS Y CONVERTIRLOS EN UN MIEMBRO METALICO UNIDO. EL PROCEDIMIENTO INCLUYE LAS ETAPAS DE APLICAR UN MATERIAL DE COBRESOLDADURA QUE TIENE UN PUNTO DE FUSION SUPERIOR A LOS DOS MIEMBROS DE LA SUPERFICIE DE UN PRIMER MIEMBRO METALICO, Y CALENTARLO PARA FORMAR UN MATERIAL DE SOLDADURA SOBRE DICHA SUPERFICIE, Y UNA CAPA DE DIFUSION DE LA SUELDA, DEBAJO DEL MATERIAL DE SOLDADURA EN LA SUPERFICIE DEL PRIMER MIEMBRO; Y A CONTINUACION, PRESIONAR LOS MIEMBROS METALICOS PRIMERO Y SEGUNDO ENTRE LOS CUALES SE INTERPONE EL MATERIAL DE SOLDADURA DURANTE EL CALENTAMIENTO A UNA TEMPERATURA SUPERIOR AL CITADO PUNTO DE FUSION DEL MATERIAL DE SOLDADURA, PARA…
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO DE PANAL DE ABEJAS ENVUELTO.
(16/02/2003) Procedimiento para la fabricación de un cuerpo de panal de abejas envuelto, especialmente de un cuerpo de soporte de catalizador, con las siguientes etapas: a) configuración de un cuerpo de panal de abejas a través de apilamiento y/o arrollamiento de capas de chapas , al menos una parte de las cuales son capas de chapas estructuradas, de manera que el cuerpo de panal de abejas presenta canales a través de los cuales puede circular un fluido; b) introducción de un manguito en un tubo envolvente , donde el manguito presenta una extensión axial, que es menor que la longitud axial del cuerpo de panal de abejas y del tubo envolvente y presenta una envoltura exterior , que se apoya esencialmente en una parte de la pared interior del tubo envolvente ; c) introducción del cuerpo de panal de abejas en el tubo envolvente y en…
PROCEDIMIENTO DE SOLDADURA FUERTE.
(01/01/2003). Solicitante/s: WALL COLMONOY LIMITED. Inventor/es: ALLNATT, NORMAN.
DOS O MAS PIEZAS METALICAS O DE ALEACION (COMO POR EJEMPLO PIEZAS DE CONVERTIDOR CATALITICO) SE BRONCESUELDAN FUNDIENDO UNA ALEACION HOMOGENEA DE RELLENO DE BRONCESOLDADURA CON BASE DE NIQUEL QUE CONTIENE BORO EN UNA CANTIDAD NO SUPERIOR AL 0,2 % DEL PESO; SE CONVIERTE LA ALEACION FUNDIDA EN UN POLVO DE COMPOSICION UNIFORME Y SE UTILIZA EL POLVO COMO ALEACION DE RELLENO DE BRONCESOLDADURA PARA BRONCESOLDAR UNA PIEZA METALICA O DE ALEACION CON OTRA PIEZA METALICA O DE ALEACION. NORMALMENTE, LAS PIEZAS SON DE ACERO INOXIDABLE CON UN CONTENIDO DE ALUMINIO RELATIVAMENTE ALTO.
Procedimiento para aplicar material de soldadura en una disposición.
(16/11/2002). Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: WIERES, LUDWIG.
Procedimiento para aplicar material de soldadura en una disposición, que comprende: la configuración de un cuerpo de panal por medio de apilado y/o enrollado de capas de chapa, de las cuales por lo menos una parte son capas de chapa estructuradas, de manera que el cuerpo de panal tiene canales que pueden ser atravesados por un fluido; la introducción parcial del cuerpo de panal en un tubo de envoltura ; la puesta en contacto en el lado frontal de la parte del cuerpo de panal , que sobresale por fuera del tubo de envoltura , con un agente adhesivo; la colocación del cuerpo de panal en el tubo de envoltura ; la introducción de un material de soldadura por lo menos en el cuerpo de panal.
ENSAMBLAJE DE INTERCAMBIO TERMICO, PROCESO RELATIVO, PLANTA DE PRODUCCION.
(16/11/2002) SE PRESENTA UN DISPOSITIVO DE INTERCAMBIO DE CALOR Y PROCESOS Y PLANTAS DE PRODUCCION RELACIONADOS, DEL TIPO EN LOS QUE SE USA: - UN EVAPORADOR DE PLACAS , CON UN CONDUCTO DE EVAPORACION (1'- 1"-1'") OBTENIDO ENTRE DOS LAMINAS METALICAS SOLDADAS ENTRE SI, CON UN CONDUCTO DE SALIDA (A) Y UN CONDUCTO DE RETORNO (R) QUE DESEMBOCAN EN UN MANGUITO DE ACOPLAMIENTO DE UN COLECTOR EN UN AREA DE UNION CORRESPONDIENTE (13'); - UN SISTEMA TUBULAR COAXIAL DE CIRCUITO DE ENFRIAMIENTO QUE TIENE UN TUBO DE RETORNO EXTERNO Y UN TUBO CAPILAR DE SUMINISTRO INTERNO , EN DONDE EL TUBO CAPILAR SOBRESALE SOBRE EL EXTREMO DEL TUBO DE RETORNO , EN DONDE EL SISTEMA TUBULAR ESTA MONTADO DENTRO DEL MANGUITO DE ACOPLAMIENTO DEL COLECTOR DEL EVAPORADOR , MIENTRAS QUE EL TUBO CAPILAR DESEMBOCA…
MONTAJE DE COMPONENTES SOBRE UN SUSTRATO FLEXIBLE.
(01/02/2002) SE PRESENTA UN METODO PARA MONTAR COMPONENTES DE UN CIRCUITO EN CONDUCTORES DE CIRCUITOS IMPRESOS SOBRE UN SUSTRATO FLEXIBLE QUE COMPRENDE LOS SIGUIENTES PASOS: A) SITUAR EL SUSTRATO EN UNA PRIMERA POSICION PREDETERMINADA SOBRE UN PORTADOR QUE TIENE UNA SUPERFICIE REFLECTANTE (169 ALEJADA DEL SUSTRATO; B) SITUAR UNA CUBIERTA QUE TIENE UNA ABERTURA EN LA MISMA EN UNA SEGUNDA POSICION PREDETERMINADA SOBRE EL PORTADOR Y SUJETAR LA CUBIERTA Y EL PORTADOR JUNTOS PARA SUMINISTRAR UN DISPOSITIVO PORTADOR EN EL CUAL EL SUSTRATO ESTA SUJETO ENTRE EL PORTADOR Y LA CUBIERTA , LA ABERTURA DE LA CUBIERTA ESTA POSICIONADA Y CONFORMADA DE TAL FORMA QUE DEJE EXPUESTA UNA REGION DEL SUSTRATO SOBRE LA CUAL SE TIENEN QUE COLOCAR LOS COMPONENTES, Y UNA SUPERFICIE DE LA CUBIERTA ALEJADA DEL PORTADOR SERA REFLECTANTE; C) APLICAR PASTA DE SOLDADURA A…
PROCEDIMIENTO PARA FABRICAR UN CUERPO ALVEOLAR SOLDADO, CON EL EMPLEO DE CHAPAS ESTRATIFICADAS.
(01/05/2001). Ver ilustración. Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: WIERES, LUDWIG, MAUS, WOLFGANG.
SE DESCRIBE UN PROCESO PARA LA FABRICACION DE UN CUERPO ALVEOLAR. SE APILA Y/O DISPONE EN CAPAS UNA CHAPA METALICA QUE TIENE, AL MENOS PARCIALMENTE, UNA ESTRUCTURA QUE FORMA CANALES A TRAVES DE LOS CUALES PUEDE CIRCULAR UN FLUIDO. AL MENOS PARTE DE LAS CAPAS DE LA CHAPA METALICA ESTAN CONSTITUIDAS EN PRIMER LUGAR POR UN MATERIAL ESTRATIFICADO , HABIENDO AL MENOS UNA CAPA DE ACERO AL CROMO Y AL MENOS UNA CAPA QUE CONTIENE PRINCIPALMENTE ALUMINIO . LA CAPA QUE CONTIENE ALUMINIO SE HOMOGENEIZA EN GRAN PARTE DURANTE UN PROCESO DE TRATAMIENTO TERMICO POSTERIOR REALIZADO PRIMERO AL VACIO O EN UNA ATMOSFERA REDUCTORA Y LUEGO EN UNA ATMOSFERA OXIDANTE. EL TRATAMIENTO TERMICO FORMA PARTE DE UN PROCESO DE SOLDADURA DURANTE EL CUAL LOS PUNTOS DE CONTACTO ENTRE LAS CAPAS DE LA CHAPA METALICA SE SUELDAN ENTRE SI CON LA APORTACION DE MATERIAL DE SOLDADURA AL MENOS A ALGUNAS AREAS PARCIALES.
CONJUNTO DE TUBOS Y ALETAS PARA INTERCAMBIADORES TERMICOS DE CENTRALES.
(01/11/2000). Solicitante/s: MODINE MANUFACTURING COMPANY. Inventor/es: COTTONE, ANDREW JOHN, SAPERSTEIN, ZALMAN PHILIP.
LAS DIFICULTADES POTENCIALES CON LA RESISTENCIA A LA CORROSION EN CONDENSADORES REFRIGERADOS POR AIRE Y QUE UTILIZAN ALETAS DE ALUMINIO SE EVITAN UTILIZANDO CONSTRUCCIONES DE ALETA Y TUBO FABRICADAS CON UN METODO QUE INCLUYE LAS OPERACIONES DE UTILIZAR UN TUBO APLANADO DE MATERIAL FERROSO CON UN REVESTIMIENTO EXTERIOR PREDOMINANTEMENTE DE ALUMINIO; PROPORCIONAR AL MENOS UNA ALETA EN SERPENTINA DE ALUMINIO Y UNA VAINA CON UNA VAINA COBRESOLDADA PREDOMINANTEMENTE DE ALUMINIO ; MONTAR LA ALETA EN EL TUBO APLANADO ; APLICAR , , , UN FUNDENTE DE COBRESOLDADURA AL A MENOS UNO DE LA ALETA Y EL TUBO ; SUBIR LA TEMPERATURA DEL MONTAJE A UN NIVEL SUFICIENTE PARA FUNDIR AL MENOS PARCIALMENTE LA VAINA DE COBRESOLDADURA ; Y MANTENER LA TEMPERATURA DURANTE UN PERIODO DE TIEMPO SUFICIENTE PARA LOGRAR UNA JUNTA COBRESOLDADA ENTRE LA ALETA Y EL TUBO , PERO UN TIEMPO INSUFICIENTE PARA CONVERTIR EL REVESTIMIENTO Y LA VAINA EN UN COMPUESTO INTERMETALICO FERROSO-ALUMINICO O UNA FASE INTERMEDIA.
PROCEDIMIENTO PARA LA FABRICACION DE UNA ESTRUCTURA METALICA.
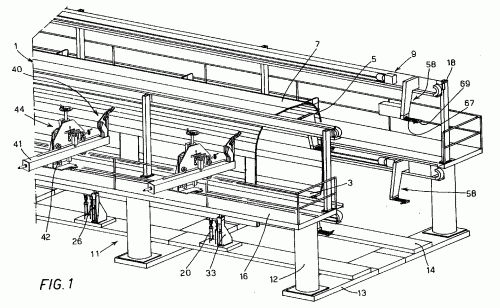
(01/05/2000) LA INVENCION SE REFIER A UN PROCEDIMIENTO PARA LA ELABORACION DE UNA ESTRUCTURA METALICA, EN PARTICULAR DE UN CUERPO EN FORMA DE PANAL, ESPECIALMENTE PARA CONVERTIDORES CATALITICOS, A PARTIR AL MENOS DE CAPAS DE METAL PARCIALMENTE ESTRUCTURADAS, ENROLLADAS, ENTRETEJIDAS O DEPOSITADAS, COMPRENDIENDO LAS SIGUIENTES ETAPAS: LA ESTRUCTURA ES LIMPIADA EN UN VACIO DENTRO DE UNA CAMARA DE LIMPIEZA; LA ESTRUCTURA ES TRANSFERIDA A UNA CAMARA DE TRABAJO. SE APLICA UN PROCESO DE ENSAMBLE, POR EJEMPLO UN PROCESO DE SOLDADURA, REALIZANDOSE DE TAL MODO QUE LA ESTRUCTURA () ES TRANSFERIDA A UNA CAMARA DE REFRIGERACION, SIENDO ENFRIADA LA ESTRUCTURA EN LA CAMARA DE REFRIGERACION HASTA UNA TEMPERATURA PREVIAMENTE DETERMINADA. EL PROCEDIMIENTO…
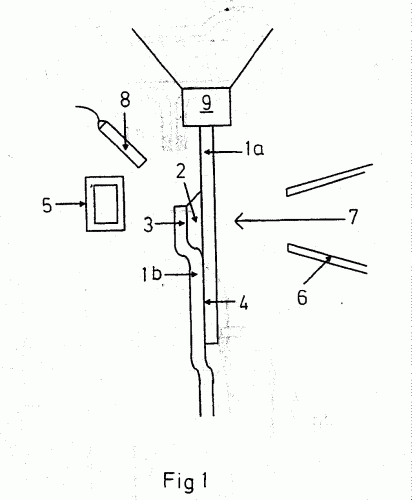
PROCEDIMIENTO PARA DISOLVER UN MATERIAL ENDURECIDO DE SOLDADURA DE VIDRIO, PROCEDIMIENTO PARA SEPARAR ELEMENTOS COMPONENTES UNIDOS CON UN MATERIAL DE SOLDADURA DE VIDRIO, PROCEDIMIENTO PARA DESHACER UNA CELULA DE COMBUSTIBLE Y DIPOSITIVO PARA DESHACER UNA CELULA DE COMBUSTIBLE.
(16/04/2000). Ver ilustración. Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: GREINER, HORST, WOHLFART, MANFRED, SCHNOLLER, MANFRED.
EL METODO DE DISOLUCION DE UNA SOLDADURA DE VIDRIO ENDURECIDA CONSISTE EN CALENTAR LA SOLDADURA EN UN HIDROXIDO FUNDIDO . ESTO PERMITE REUTILIZAR O RECICLAR LOS COMPONENTES UNIDOS POR LA SOLDADURA DE VIDRIO ENDURECIDA.
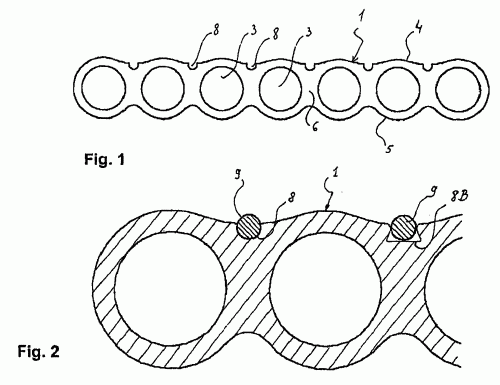
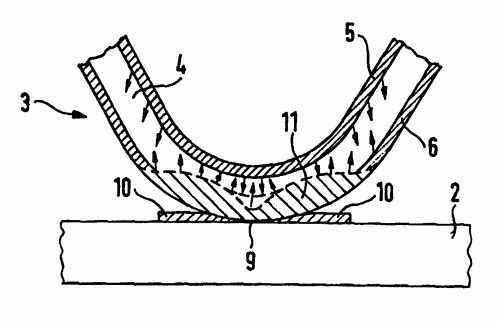
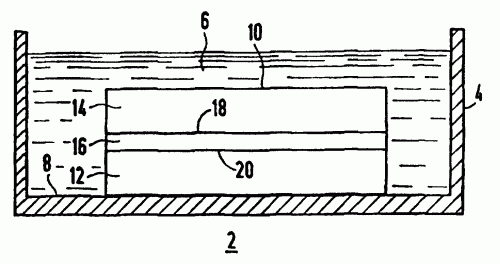
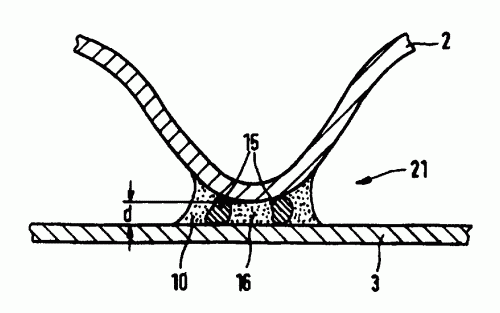
ESTRUCTURAS ALVEOLARES METALICAS SOLDADAS CON ESPACIADORES EN LAS GRIETAS DE SOLDADURA Y METODO Y SOLDADURA PARA SU FABRICACION.
(16/02/2000). Ver ilustración. Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: BRUCK, ROLF, MAUS, WOLFGANG.
LA INVENCION SE REFIERE A UN METODO PARA SOLDAR ESTRUCTURAS ENROLLADAS O EN CAPAS DE CHAPA AL MENOS PARCIALMENTE ESTRUCTURADAS , EN PARTICULAR ESTRUCTURAS ALVEOLARES PARA CATALIZADORES DE GAS DE ESCAPE. SEGUN ESTE METODO SE INTRODUCE UNA SOLDADURA Y UN INSERTO EN ESPECIAL PARTICULADO ENTRE LAS CAPAS DE CHAPA AL MENOS EN LAS ZONAS QUE VAN A SER SOLDADAS POSTERIORMENTE. EL PUNTO DE FUSION DEL INSERTO ES SUPERIOR AL PUNTO DE FUSION DE LA SOLDADURA. LA INVENCION SE REFIERE ASIMISMO A UNA SOLDADURA PARA UTILIZAR CON ESTE METODO ASI COMO A UNA ESTRUCTURA ALVEOLAR SOLDADA EN DONDE LA ANCHURA (D) DE LA GRIETA DE SOLDADURA SE ESTABLECE MEDIANTE ESPACIADORES, EN PARTICULAR TROQUELES O INSERTOS.
CUERPO DE NIDO DE ABEJAS CON UNION SOLO PARCIAL A UN TUBO DE ENVOLTURA DE PROTECCION.
(16/01/2000). Ver ilustración. Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: WIERES, LUDWIG.
LA INVENCION SE REFIERE A UN CUERPO EN FORMA DE PANAL, ESPECIALMENTE PARA UN DISPOSITIVO PARA CONVERSION CATALITICA DE GASES DE ESCAPE EN UN SISTEMA DE GASES DE ESCAPE, PARTICULARMENTE PARA UN SISTEMA DE GASES DE ESCAPE DE UNA MAQUINA DE COMBUSTION INTERNA, PREFERIBLEMENTE PARA MOTORES DE CARBURADOR. SE RECOMIENDA RODEAR EL CUERPO EN FORMA DE PANAL A LO LARGO DE SU LONGITUD AXIAL CON UN TROZO LISO DE CHAPA . LA CHAPA REPRESENTA UN PARTE INTEGRAL DEL CUERPO EN FORMA DE PANAL Y SE ENCUENTRA EN SUBZONAS AXIALES ENTRE EL CUERPO Y UN TUBO ENVOLVENTE . EN ESTAS SUBZONAS AXIALES NO SE PERMITE REALIZAR UNIONES SOLDADAS INDESEADAS ENTRE EL CUERPO EN FORMA DE PANAL Y EL TUBO ENVOLVENTE , INDEPENDIENTEMENTE DEL METODO DE SOLDADURA EMPLEADO.
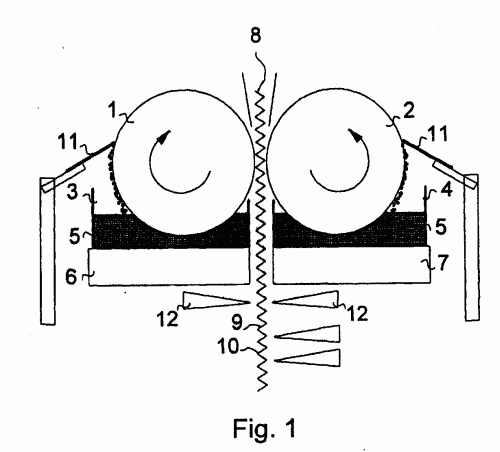
DISPOSITIVO PARA LA FABRICACION DE TUBOS DE METAL DE CAPAS MULTIPLES SOLDADAS.
(16/10/1999) UN DISPOSITIVO (G) PARA LA ELABORACION DE UN TUBO METALICO ESTRATIFICADO SOLDADO MUESTRA UN DISPOSITIVO (A-E) DE ARROLLAMIENTO CON MULTIPLES PARES DE RODILLOS DE CONFORMADO PARA CONFORMACION PLASTICA EN FORMA DE ETAPAS EN UNA BANDA METALICA DEL TIPO DE CINTA PLANA POR MEDIO DE UN TUBO DE RANURA PARA LA OBTENCION DE UN CUERPO (RK) TUBULAR DE MULTIPLES CAPAS PRIMERAMENTE NO SOLDADO. EL CUERPO (RK) TUBULAR ESTRATIFICADO DISCURRE EN RODILLOS DE CONTACTO, DISPUESTOS A UNA DISTANCIA AXIAL UNO CON RESPECTO A OTRO MOSTRANDO LUGARES (P1, P2) DE ALIMENTACION ELECTRICA DE UNA ZONA (Z) DE CALENTAMIENTO CONDUCTIVA CON UNA ZONA (ZV) DE CALENTAMIENTO PREVIO Y UNA ZONA (ZG) DE RECOCIDO QUE SE CONECTA A CONTINUACION EN LA DIRECCION DE CORRIENTE, SOBRE LA QUE SIGUE UN TRAMO (EN 32) DE ENFRIAMIENTO. UNO DE LOS PARES …
PROCEDIMIENTO DE CIERRE DE UNA PARED TUBULAR DE DEPOSITO DE FLUIDO DE INTERCAMBIADOR DE CALOR.
(01/02/1999). Solicitante/s: VALEO THERMIQUE MOTEUR. Inventor/es: LE GAUYER, PHILIPPE.
LA PARED TUBULAR ESTA REALIZADA POR RODAMIENTO DE UNA CHAPA CUYOS DOS BORDES OPUESTOS SE ENFRENTAN UNO A OTRO POR SU TAJADERA Y ESTAN CONECTADOS DE MANERA ESTANCA POR SOLDADURA. SEGUN LA INVENCION, UNO DE ESTOS BORDES PRESENTA SALIENTES QUE SE ALOJAN EN CAVIDADES CONJUGADAS DEL OTRO BORDE DE MANERA QUE IMPEDA SU SEPARACION MUTUA DURANTE LA SOLDADURA. APLICACION EN LOS DEPOSITOS DE FLUIDOS DE INTERCAMBIADORES DE CALOR.
PROCEDIMIENTO Y DISPOSITIVO PARA CONTACTADO DE LOS ALAMBRES DE ARROLLAMIENTO DE UNA BOBINA.
(16/09/1998). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: VOJTA, ERICH, DITTMANN, MICHAEL.
EN UN PASADOR DE CONEXION DE UNA BOBINA, SOBRE CUYA SECCION EXTREMA ESTA ENROLLADO Y UNA SECCION EXTREMA DE UN ARROLLAMIENTO DE MULTIPLES VUELTAS, SE APLICA PRIMERO UNA CAIDA LIBRE DE FUNDENTE DE UN SOLDADOR BLANDO DE ESTAÑO Y ENTONCES SE DISPONE CERCA DE LOS PUNTOS DE DOS ELECTRODOS OPUESTO. UN ARCO DE POTENCIA Y DURACION DADA SE APLICA ENTRE LOS ELECTRODOS ORIGINANDO QUE LA APLICACION DE SOLDEO BLANDO DE ESTAÑO FUNDA Y ASEGURE EL ALAMBRE DE ENROLLADO AL PASADOR DE CONEXION. ESTO ES POSIBLE CON LA APLICACION DE SOLDADO BLANDO EN EL EXTREMO DEL ARROLLAMIENTO SIN FUNDENTE Y SOLO CON UNA TENSION TERMICA LIGERA SOBRE EL CUERPO DE BOBINA Y EL PASADOR DE CONEXION.
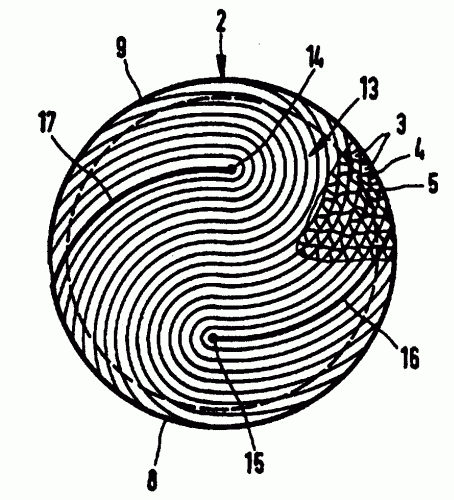
CATALIZADOR EN PANAL, FORMADO POR ARROLLAMIENTO DE BANDAS ONDULADAS Y PLANAS ALTERNADAS. EN LA PARTE EXTERIOR HAY DOS BANDAS PLANAS SIN SOLDAR ENTRE SI, PARA ABSORBER EL ESTRES DEBIDO AL EXPANSION Y CONTRACCION TERMICA.
(01/04/1997) ESTA INVENCION PRESENTA UNA ESTRUCTURA EN NIDO DE ABEJA EN QUE LA CONCENTRACION DE ESFUERZOS SOBRE UNA PLACA PLANA EN EL AREA DE SOLDADURA A UNA PLACA CORRUGADA SE EVITA EN EL AREA LATERAL EXTERIOR DE LA ESTRUCTURA EN NIDO DE ABEJA, POR EJEMPLO, LA PRIMERA Y LA SEGUNDA CAPAS DESDE EL EXTERIOR DE LA MISMA, CON LO QUE SE EVITAN LAS GRIETAS Y LA EXFOLIACION DE LA PLACA PLANA EN EL AREA DE LA SOLDADURA Y TAMBIEN SE PROTEGE AL NUCLEO PARA QUE NO SE SALGA. EN LA ESTRUCTURA EN NIDO DE ABEJA 5, LA PLACA CORRUGADA 3 Y LA PLACA PLANA 1 SE COLOCAN DE MANERA ALTERNA Y SE SUELDAN PARA FORMAR UN BLOQUE ENROLLADO. EN UN LUGAR NO MAS ALLA DE AL MENOS DOS CAPAS DESDE EL EXTERIOR DE LA ESTRUCTURA EN NIDO DE ABEJA 5 SE UTILIZAN DOS HOJAS DE PLACAS PLANAS 1 A MODO DE PAR DE TAL MODO QUE QUEDEN SUPERPUESTAS…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}