CIP-2021 : B23B 49/00 : Sistemas de medida o de calibrado de las máquinas de escariar para la colocación o el guiado del taladro;
Dispositivos para indicar los defectos de los taladros durante el escariado; Dispositivos para centrar los orificios que van a ser escariados (equipo demarcado B25H 7/00; dispositivos de medida, calibres G01B).
CIP-2021 › B › B23 › B23B › B23B 49/00[m] › Sistemas de medida o de calibrado de las máquinas de escariar para la colocación o el guiado del taladro; Dispositivos para indicar los defectos de los taladros durante el escariado; Dispositivos para centrar los orificios que van a ser escariados (equipo demarcado B25H 7/00; dispositivos de medida, calibres G01B).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23B 47/00 hasta B23B 51/00: Elementos constitutivos o accesorios de máquinas de escariar o de taladrar
B23B 49/02 · Plantillas o guías de escariado.
B23B 49/04 · Dispositivos para escariar o taladrar orificios de centrado en las piezas que van a ser trabajadas.
B23B 49/06 · Dispositivos para taladrar orificios en las cintas o guarniciones de los frenos.
CIP2021: Invenciones publicadas en esta sección.
Método y aparato para determinar la profundidad de un orificio.
(31/05/2019) Un metodo para determinar una longitud de un componente que se situara en un orificio mecanizado , que comprende las etapas de:
usar una maquina para formar al menos un orificio en una pieza de trabajo , desde una primera superficie de la pieza de trabajo, a traves de la pieza de trabajo, hasta una segunda superficie de la pieza de trabajo;
controlar una senal de carga de la herramienta, indicativa de una carga en una herramienta de la maquina, durante la formacion del orificio;
determinar a partir de la senal de carga de la herramienta una profundidad del orificio, desde la primera superficie de la pieza de trabajo hasta la segunda superficie de la pieza de trabajo; y
determinar, en funcion de la profundidad del orificio determinada, una longitud especificada para…
Método para verificar la presencia de un elemento giratorio en una máquina herramienta.
(14/03/2019) Método de verificación para verificar la presencia de un elemento giratorio , incluyendo el método de verificación las etapas de:
- obtener una frecuencia de rotación (FR) del elemento giratorio ;
- dirigir una radiación electromagnética principal hacia el elemento giratorio por medio de un emisor ;
- recibir una radiación electromagnética reflejada , que se ha reflejado en el elemento giratorio , por medio de un receptor ;
- captar la radiación electromagnética reflejada para determinar una señal aproximada (S) a analizar;
- analizar la señal aproximada (S), para verificar si la señal aproximada (S) incluye una periodicidad con una frecuencia correspondiente a la frecuencia de rotación (FR) del elemento giratorio ; y
- determinar que el elemento…
Tope reemplazable para una herramienta de taladrado, fresado o avellanado.
(22/06/2016). Solicitante/s: GÜHRING KG. Inventor/es: REBHOLZ,FELIX.
Tope reemplazable para una herramienta rotativa de taladrado, fresado o avellanado con vástago de herramienta de una sola pieza, que comprende un manguito de tope acoplado a un cojinete deslizante o rodamiento en forma libremente giratoria alrededor de la herramienta , soportando un primer casquillo de cojinete del cojinete el manguito de tope , caracterizado porque un segundo casquillo de cojinete del cojinete está montado en forma giratoriamente fija sobre un anillo de ajuste que mediante una rosca de ajuste colocada sobre el perímetro exterior de un manguito de ajuste es ajustable axialmente con respecto al manguito de ajuste , siendo el manguito de ajuste reemplazablemente fijable en forma giratoriamente fija al vástago de la herramienta.
PDF original: ES-2641836_T3.pdf
Dispositivo de mecanización y procedimiento para garantizar una profundidad de reelaboración predeterminada.
(12/03/2014) Dispositivo de mecanización para mecanizar una pieza de trabajo (W), que comprende:
- una unidad de mecanización en la que está sujeta una herramienta de mecanización (2a) montada de manera rotativa,
- un dispositivo de avance mediante el cual se puede trasladar axialmente la unidad de mecanización a lo largo del eje de giro (X) de la herramienta de mecanización (2a),
- una placa de presión montada de manera libremente móvil sobre un dispositivo de apoyo , presentando tanto el dispositivo de apoyo como la placa de presión sendas aberturas de paso (4a; 6a) para la herramienta de mecanización (2a),
- un dispositivo de medida para detectar la posición de la placa de presión que se orienta por efecto del apriete contra la superficie de la pieza de trabajo, siendo la placa…
Procedimiento y aparato para ubicar objetos no visibles.
(07/08/2013) Un procedimiento de ubicar un objeto que se encuentra detrás de una superficie opaca haciendo el objetono visible, que comprende proporcionar en los alrededores del objeto un campo magnético de intensidad variable,detectar la intensidad de campo magnético en una pluralidad de posiciones en relación con el objeto utilizando unamatriz de sensores de intensidad de campo magnético, estando la matriz de sensores de intensidad de campomagnético asociada geométricamente con una guía de mecanizado, de tal manera que la guía de mecanizado yla matriz de sensores están posicionalmente fijadas una con respecto a la otra, interrogar los sensores paradeterminar el valor de la intensidad de campo en al menos la mayoría de los sensores , analizar las respuestasde los sensores para determinar el desplazamiento…
Procedimiento y aparato para localizar objetos no visibles.
(23/01/2013) Procedimiento para localizar un objeto que se encuentra detrás de una superficie opaca haciendo el objeto no visible, que comprende proporcionar en proximidad al objeto un campo magnético de fuerza variable, detectar la fuerza del campo magnético en una pluralidad de posiciones respecto del objeto usando un conjunto de detectores magnéticos de efecto Hall, estando el conjunto de detectores de efecto Hall asociados geométricamente a una guía de mecanizado, de tal manera que la guía de mecanizado y el conjunto de detectores se posicionan fijamente el uno respecto del otro, interrogar los detectores para determinar el valor de la fuerza de campo en al menos la mayoría de los detectores, analizar las respuestas de los detectores para determinar el desplazamiento entre el objeto y la guía de mecanizado, y desplazar el…
Método para fabricar herramientas de corte giratorias desechables y herramientas de corte desechables para aplicaciones dentales o médicas.
(25/04/2012) Herramienta de corte giratoria desechable para aplicaciones dentales o médicas que comprende un mango tubular de herramienta y un cabezal de herramienta conectado al mango de herramienta, en la que el mango de herramienta comprende una sección de tubo metálico, caracterizada porque el cabezal de herramienta se forma del corte de lámina metálica y porque el cabezal de herramienta se conecta a la sección de tubo conduciendo el mango de herramienta y el cabezal de herramienta uno dentro del otro, el cabezal de herramienta se forma similar a una copa con un fondo con forma de cono que comprende una hoja de corte construida por una pieza similar a una barra del fondo doblada fuera de la forma…
Indexador magnético para perforación de alta exactitud.
(18/04/2012) Un sistema para determinar la localización de un dispositivo que produce un campo magnético que tiene un eje magnético e intensidades que varían dependiendo de la distancia lateral desde el dispositivo, comprendiendo el sistema:
una única sonda adaptada para ser afectada por y producir una señal basada en la intensidad del campo producido por el dispositivo para ayudar a localizar el dispositivo;
un procesador para recibir dicha señal para determinar la intensidad del campo que afecta a dicha sonda;
un sistema de confirmación para proporcionar una confirmación física de que dicho procesador ha determinado la localización del eje magnético con dicha sonda;
un imán que tiene…
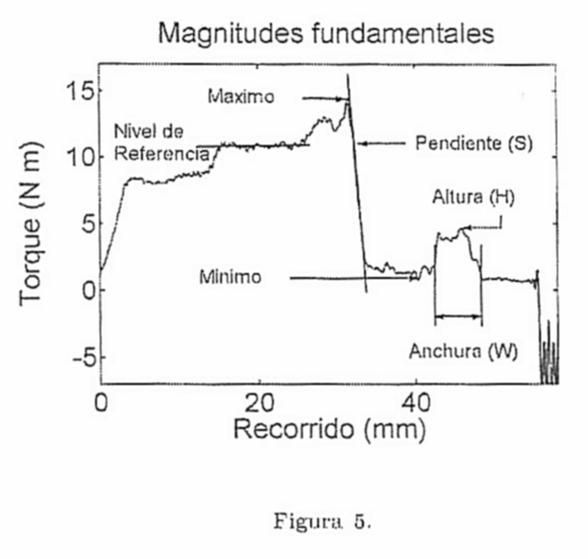
METODO DE MONITORIZACION DE LA FORMACION DE REBABAS EN LOS PROCESOS DE TALADRADO DE PIEZAS.
(01/12/2007). Ver ilustración. Solicitante/s: FUNDACION FATRONIK. Inventor/es: PEÑA PELLICER,BEGOA, ARAMENDI LARRAAGA,GORKA, RIVERO RASTRERO,M. ASUNCION.
Método de monitorización de la formación de rebabas en los procesos de taladrado de piezas, basado en señales internas asociadas al par capturadas del regulador del motor del cabezal para detectar la formación de rebabas no deseadas durante los procesos de taladrado. Se ha demostrado que cinco características de la señal están asociadas a la altura de la rebaba, a la vez que son relativamente insensibles a los parámetros del proceso. Los experimentos se han llevado a cabo sobre aluminio aeronáutico Al 7075-T6 bajo condiciones de alta velocidad. Se ha desarrollado un algoritmo basado en umbrales capaz de distinguir rebabas fuera de los requerimientos con una fiabilidad por encima del 92% para el rango de parámetros probados. Una apropiada implementación de este algoritmo puede utilizarse como un sistema para el control de calidad de las operaciones de taladrado.#De aplicación en aeronáutica.
SISTEMA INTERRUPTOR DE TALADROS ELECTRICOS, AL ALCANZAR LA BROCA UNA PROFUNDIDAD PREDETERMINADA.
(01/06/2004). Ver ilustración. Solicitante/s: GARRIDO ZAMBRANA,ANTONIO. Inventor/es: GARRIDO ZAMBRANA,ANTONIO.
El objeto de esta invención es conseguir que un taladro eléctrico se pare en el mismo momento en el cual la broca ha alcanzado una profundidad de perforación determinada y previamente ajustada. Para ello, la usual varilla de tope que suelen tener estas herramientas, se dota de un interruptor eléctrico que corta la corriente del motor del taladro, evitando así que la broca se ladee y desfigure la perforación.
GUIA DE PERFORACION E INSTRUMENTAL DE MEDICION.
(16/03/2004). Solicitante/s: SYNTHES AG CHUR. Inventor/es: SCHENK, BEAT, GREEN, JIM.
Se presenta una guía de perforación quirúrgica para guiar una herramienta perforadora, que mide la profundidad de penetración y que protege el tejido circundante. La guía tiene un manguito y un émbolo que se oculta de forma telescópica dentro del manguito. El émbolo y el manguito tienen orificios axiales adaptados para recibir de forma deslizante una parte de la herramienta que sobresale más allá del mandril de la broca. La longitud extendida de la guía de perforación es básicamente tan larga como la longitud de la parte sobresaliente de la herramienta, y la longitud de extensión máxima de la guía es preferiblemente igual de larga que la parte sobresaliente. A medida que la herramienta se introduce dentro de una pieza, el mandril colapsa la guía de perforación. Las graduaciones en el lateral de la guía indican la profundidad de penetración en la pieza.
UNIDAD DE SENSOR DE SUPERFICIE ACCIONADA ELECTRONICAMENTE.
(01/02/2004) Una unidad de sensor de superficie para controlar la profundidad de penetración de una herramienta cortante de una máquina controlada numéricamente, comprendiendo: un collar sustancialmente cilíndrico extendido alrededor de al menos parte de la herramienta cortante , siendo dicho collar axialmente movible con respecto al eje de rotación de la herramienta cortante ; un sensor sujeto a una envoltura no rotatoria de la máquina controlada numéricamente, siendo dicho sensor capaz de comunicar o tener un dispositivo de comunicación conectado a él, estando dicho sensor situado adyacente al collar y axialmente detrás de él; medios restrictivos para impedir que el extremo axialmente posterior del collar toque el extremo axialmente anterior del sensor electrónico cuando el collar no está siendo…
PROCEDIMIENTO Y DISPOSITIVO PARA CAPTAR Y COMPENSAR ERRORES DE MONTAJE Y DE DESGASTE EN EL TALADRADO DE PRECISION.
(01/01/1999). Solicitante/s: KOMET PRAZISIONSWERKZEUGE ROBERT BREUNING GMBH. Inventor/es: STAHL, FRANK.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA EL REGISTRO Y/O COMPENSACION DE FALLOS DE JUNTURA Y DE DESGASTE ESTATICOS EN PERFORACIONES FINAS DE PIEZAS DE TRABAJO POR MEDIO DE UNA HERRAMIENTA DE AJUSTE, SOPORTANDO UN INSERTADO DE CORTE AJUSTABLE Y CON CAPACIDAD DE SER SUJETADO EN UN EJE DE MAQUINA. DE ACUERDO CON LA INVENCION, ANTES DE LA PERFORACION DE UNA SERIE, EL DIAMETRO DEL CIRCULO DE DESPLAZAMIENTO DE UN BORDE DE CORTE EXTERIOR RADIAL DEL INSERTADO DE CORTE SE MIDE SOBRE LA HERRAMIENTA DE AJUSTE DE SUJECION CON EL EJE DE MAQUINA GIRANDO Y EVALUANDO DENTRO DE LA HERRAMIENTA DE AJUSTE DE ACUERDO CON LOS OBJETIVOS DE AJUSTE.
DISPOSITIVO PARA LA LIMITACION DE LA PROFUNDIDAD DE PENETRACION DE UNA HERRAMIENTA DE DENTISTA.
(16/11/1995). Solicitante/s: IMPLA GMBH, DENTAL-IMPLANTATE. Inventor/es: KRANJC, JOSEF, DIPL.-ING.
UN CASQUILLO SUSPENDIDO PARA LA DELIMITACION DE LA PROFUNDIDAD DE PENETRACION DE LA HERRAMIENTA SE ENCUENTRA SOBRE LA HERRAMIENTA GIRATORIA DE UNA PIEZA MANUAL DE PERFORACION DE USO DENTISTA. ESTE CASQUILLO DISPONE DE UNA BRIDA SUPERIOR CON UN ESTRIBO FORMADO A TRAVES DE UN MUELLE DE TRACCION, QUE PUEDE SER APOYADO DE TAL FORMA SOBRE EL CABEZAL DE PERFORACION DE LA PIEZA MANUAL, DE FORMA QUE EL CASQUILLO SE PARA SOBRE LA HERRAMIENTA GIRATORIA CONTRA LA CARCASA DEL CABEZAL DE PERFORACION.
DISPOSITIVO PARA EL CONTROL DE UNA HERRAMIENTA EN TORNOS AUTOMATICOS.
(01/02/1995) LA ROTURA DE UNA HERRAMIENTA EN TORNOS DE TRABAJO AUTOMATICOS TIENE CONSECUENCIAS ASOLADORAS SI NO SE ADVIERTE CON PRONTITUD. POR ESTA RAZON YA SE PROPUSIERON MUCHOS DISPOSITIVOS PARA CONTROLAR QUE CADA HERRAMIENTA PERMANECIERA INTACTA EN LA CADENA DE TRABAJO. SEGUN LA INVENCION ESTA PREVISTA UNA AGUJA TANTEADORA DIRIGIDA RADIALMENTE AL EJE CENTRAL DE LA HERRAMIENTA (TALADRADORA 5), LA CUAL EN REFERENCIA A SU DIRECCION (BRAZO ARTICULADO 12) ESTA ALOJADA ELASTICAMENTE EN UNA CAJA . CON LA PRESENCIA DE UNA HERRAMIENTA (TALADRADORA 5) LA AGUJA TANTEADORA (RECORRIDO PALPADOR H') ACCIONA, AL ASENTARSE EN LA HERRAMIENTA, EL EQUIPO DE CONTACTO DE UN CONECTOR…
(16/12/1993). Solicitante/s: NEMOTO KIKAKU KOGYO CO., LTD. KABUSHIKI KAISHA ISEKI KAIHATSU KOKI. Inventor/es: NEMOTO, ISAO, YAMAOKA, YUJI.
APARATO PARA REALIZAR UN ORIFICIO, QUE POSIBILITA LA COMUNICACION ENTRE UN PRIMER ELEMENTO Y UN SEGUNDO ELEMENTO CONECTADO AL PRIMER ELEMENTO , EN EL PRIMER ELEMENTO , QUE CONSTA DE UN ELEMENTO DE CORTE CON UN EJE ROTATORIO, UN PRIMER ELEMENTO ACCIONADOR PARA DESPLAZAR AL ELEMENTO DE CORTE A LO LARGO DE UN PRIMER EJE QUE SE EXTIENDE EN DIRECCION ORTOGONAL EN RELACION AL EJE ROTATORIO, UN SEGUNDO ELEMENTO ACCIONADOR PARA DESPLAZAR AL ELEMENTO DE CORTE A LO LARGO DE UN SEGUNDO EJE ORTOGONAL EN RELACION AL EJE ROTATORIO Y AL PRIMER EJE, UN TERCER ELEMENTO ACCIONADOR PARA HACER GIRAR EL ELEMENTO DE CORTE ALREDEDOR DEL EJE ROTATORIO, UN ELEMENTO DE DETECCION PARA DETECTAR UNA CARGA QUE ACTUA SOBRE EL ELEMENTO DE CORTE Y UN ELEMENTO DE CONTROL PARA CONTROLAR EL PRIMER Y EL SEGUNDO ELEMENTOS ACCIONADORES PARA CORREGIR LA POSICION DEL ELEMENTO DE CORTE PARA DETECTAR UNA SEÑAL PROCEDENTE DEL ELEMENTO DE DETECCION Y ASI EVITAR QUE UNA SOBRECARGA ACTUE SOBRE EL ELEMENTO DE CORTE.
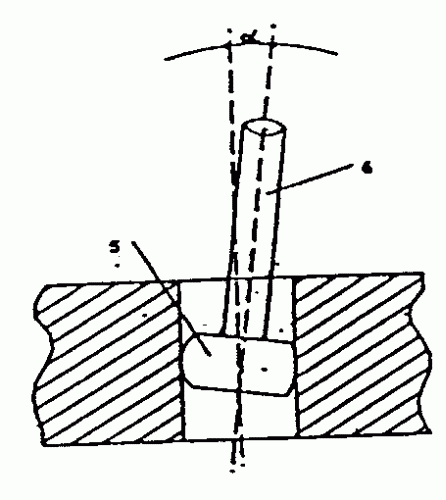
METODO Y HERRAMIENTA PARA LA DIGITALIZACION DE PLANTILLAS DE TALADRADO.
(01/04/1992). Ver ilustración. Solicitante/s: JOBS SPA. Inventor/es: FOLETTI, SANDRO, CASSINARI, FRANCO.
METODO Y HERRAMIENTA PARA LA DIGITALIZACION DE PLANTILLAS DE TALADRADO QUE PREVE LA INSERCION, EN EL ORIFICIO DE LA PLANTILLA, DE UN PALPADOR DE FORMA REDONDEADA Y QUE TIENE EL MISMO DIAMETRO QUE EL ORIFICIO, CONECTADO A UN SISTEMA APTO PARA DETECTAR CONSTANTEMENTE SU POSICION; LA DETECCION DE LAS COORDENADAS DE DOS PUNTOS SITUADOS SOBRE EL EJE DEL ORIFICIO, UNO EN LA PROXIMIDAD DE LA SUPERFICIE Y EL OTRO EN LA PROXIMIDAD DEL FONDO; Y EL CALCULO DE LA INCLINACION DEL EJE POR MEDIO DE LAS COORDENADAS DE LOS DOS PUNTOS DETECTADOS. LA INVENCION SE REFIERE TAMBIEN A LA HERRAMIENTA PARA LA REALIZACION DE DICHO METODO.
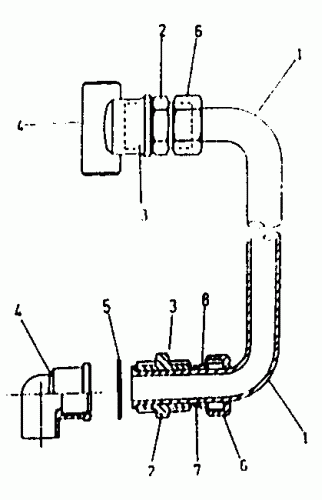
DISPOSITIVO CENTRADOR Y PROBADOR DE INSTALACIONES DE FONTANERIA.
(01/04/1992). Ver ilustración. Solicitante/s: SOBIME, S.A. Inventor/es: SORRIEBES ROIG, JORGE.
EL NOVEDOSO DISPOSITIVO CENTRADOR Y PROBADOR DE INSTALACIONES DE FONTANERIA, CONSTA DE UN TUBO DE BORDES REMATADOS HACIA EL EXTERIOR Y DOBLADO EN QUE EN SUS EXTREMOS DISPONE DE DOS PIEZAS DE ENLACE FORMADAS POR UNA TUERCA CENTRAL Y DOS ROSCAS ANEXAS EN CADA CASO, CON LAS CUALES, POR UN LADO SE ASIENTA EL DISPOSITIVO A LA INSTALACION Y POR EL OTRO SE ASIENTA A LA MISMA UNA TUERCA PASANTE CON LA INTERPOSICION DE UNA JUNTA TORICA Y UN ANILLO DE NYLON.
CALIBRADOR POSICIONAL PARA CABEZALES MANDRINADORES Y SIMILARES.
(01/12/1989) CALIBRADOR POSICIONAL PARA CABEZALES MANDRINADORES Y SIMILARES, QUE TENIENDO POR FINALIDAD LLEVAR A CABO LA MANIOBRA DE DESPLAZAMIENTO RELATIVO DE UNA PIEZA MOVIL CON RESPECTO A UNA PIEZA FIJA, CON UN PERFECTO CONTROL EN CUANTO A LA MAGNITUD DE DICHO DESPLAZAMIENTO RELATIVO, DESPLAZAMIENTO QUE SE PRODUCE A TRAVES DE GUIAS COMPLEMENTARIAS, DE TIPO COLA DE MILANO O SIMILAR, ESENCIALMENTE SE CARACTERIZA PORQUE UNA DE DICHAS PIEZAS, PREFERENTEMENTE LA PIEZA FIJA, INCORPORA EMERGIENDO DE SU GUIA LONGITUDINAL UN TETON-TOPE QUE JUEGA EN UN REBAJE OPERATIVAMENTE PRACTICADO EN LA PIEZA MOVIL, TAMBIEN SOBRE LA CORRESPONDIENTE GUIA, HABIENDOSE PREVISTO QUE EN EL SENO DE ESTA PIEZA MOVIL SE ESTABLEZCA UN ORIFICIO ROSCADO, PARALELO A LA CITADA GUIA Y QUE SE ABRE HACIA EL CITADO REBAJE, ORIFICIO ROSCADO EN EL QUE JUEGA UN VASTAGO DOTADO DE MEDIOS PARA SU ACCIONAMIENTO…
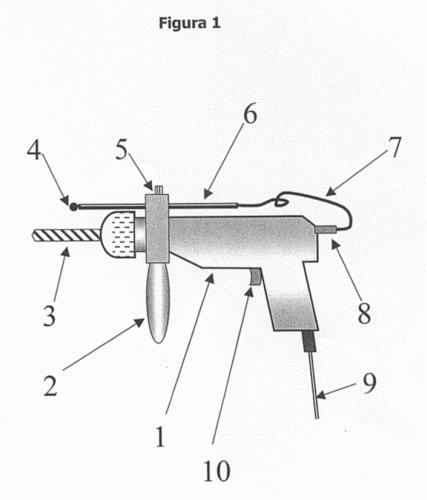
DISPOSITIVO PARA LA REGULACION AUTOMATICA DE UNA HERRAMIENTA TALADRADORA.
(01/05/1982). Solicitante/s: VALEO.
DISPOSITIVO PARA EL AJUSTE AUTOMATICO DE UNA HERRAMIENTA TALADRADORA PARA REALIZAR UN ORIFICIO, CON UN REFRENTADO, EN UNA GUARNICION DE FRICCION. SE FIJA LA GUARICION A UN SOPORTE POR REMACHES QUE ATRAVIESAN ORIFICIOS DE LA GUARNICION Y EL SOPORTE. EL DISPOSITIVO SE ADAPTA PARA COOPERAR DIRECTAMENTE CON LA GUARNICION Y SUS REMACHES, Y LLEVA UN FUSTE QUE DESCANSA SOBRE LA GUARNICION EN SU EXTREMO INFERIOR , Y CUYO EXTREMO SUPERIOR ESTA ADPTADO PARARECIBIR EL PORTAHERRAMIENTAS A TOPE, Y UNA SONDA MONTADA DESLIZANTE EN EL FUSTE, QUE TIENE UN EXTREMO INFERIOR ADAPTADO PARA LLEGAR A TOPE SOBRE EL EMACHE , Y UN EXTREMO SUPERIOR ADAPTADO PARA RECIBIR LA FESA.
HERRAMIENTA PARA INSTALAR UN TORNILLO DE FIJACION.
(01/12/1978). Solicitante/s: ILLINOIS TOOL WORKS INC..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}