CIP-2021 : B22F 3/10 : Sinterizado solamente.
CIP-2021 › B › B22 › B22F › B22F 3/00 › B22F 3/10[1] › Sinterizado solamente.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS.
B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación.
B22F 3/10 · Sinterizado solamente.
CIP2021: Invenciones publicadas en esta sección.
Método para producir un cuerpo sinterizado de un compuesto intermetálico de tial.
(01/07/2020) Un método para producir un compacto sinterizado intermetálico a base de TiAl (E), método que comprende:
una etapa de mezcla de mezclar el polvo de Ti, el polvo de Al y un aglutinante para producir una mezcla (B);
una etapa de moldeo por inyección de moldeo de la mezcla (B) dando un producto moldeado (C) que tiene una forma predeterminada con un moldeador por inyección de metales ;
una etapa de sinterización preliminar de colocar el producto moldeado (C) en un troquel de sinterización preliminar que tiene un espacio de almacenamiento en el interior y realizar una sinterización a una temperatura de sinterización preliminar predeterminada para producir un compacto sinterizado preliminarmente (D); y
una etapa de sinterización de extraer el compacto sinterizado preliminarmente (D) del troquel de sinterización…
Cuerpo que comprende una pieza de cermet y procedimiento de fabricación del mismo.
(27/05/2020). Solicitante/s: Hyperion Materials & Technologies (Sweden) AB. Inventor/es: MARSHALL,JESSICA, SWEETMAN,GARY.
Un cuerpo que comprende:
una pieza de cermet a base de carburo de niobio que contiene un aglutinante metálico a base de níquel;
una aleación de soldadura a base de plata; y
al menos otra pieza seleccionada de un cermet, un carburo cementado o una pieza que comprende un acero al que se va a soldar la pieza cermet;
caracterizado en que la pieza cermet contiene al menos 0,5 por ciento atómico de molibdeno.
PDF original: ES-2802401_T3.pdf
Método para sinterizar una estructura dental y disposición para sinterizar una estructura dental.
(08/01/2020). Solicitante/s: STEGER, HEINRICH. Inventor/es: STEGER,HEINRICH.
Método para sinterizar una estructura dental empleando un elemento de fijación de oxígeno afín con oxígeno, en el que la sinterización de la estructura dental tiene lugar al menos temporalmente en una atmósfera de aire (L), en el que el elemento de fijación de oxígeno consiste sustancialmente en metal que contiene titanio o en una aleación que contiene titanio, en el que la proporción de titanio en el elemento de fijación de oxígeno asciende a al menos 80 por ciento en peso y en el que la estructura dental consiste en una aleación que contiende cobalto, cromo y molibdeno, caracterizado por que la aleación consiste hasta al menos 80 por ciento en peso en cobalto y cromo, y por que la aleación presenta una proporción de al menos 3 por ciento en peso de molibdeno.
PDF original: ES-2782223_T3.pdf
Módulo de procesamiento para un dispositivo para la fabricación aditiva y utilización de este módulo de procesamiento para la fabricación aditiva de un cuerpo moldeado.
(25/12/2019) Módulo de procesamiento para un dispositivo para la fabricación aditiva de un cuerpo moldeado mediante la separación de un material inicial fundible, en forma de chapa, alambre o polvo, en un punto de acción generativa movido en el interior de capas individuales, consecutivas una a otra, en donde el módulo de procesamiento presenta un dispositivo de alimentación de material , un dispositivo de alimentación de gas de protección , una o varias aberturas de salida situadas en forma de anillo alrededor del dispositivo de alimentación de material así como un dispositivo de alimentación de fluido para suministrar un fluido en forma de medio de refrigeración y/o gas de protección, caracterizado por que el dispositivo de alimentación de fluido…
Procedimiento para la fabricación de piezas multinivel de polvo metálico esférico aglomerado.
(13/11/2019) Un método para la fabricación de una pieza metálica multinivel, comprendiendo dicho método las etapas:
a. compactar polvo metálico esférico aglomerado hasta una preforma multinivel no sinterizada con una densidad tal que existe una porosidad abierta, en el que la preforma multinivel no sinterizada tiene por lo menos dos alturas diferentes en dirección z en un sistema de coordenadas cartesianas tridimensional, en el que la relación entre la altura más alta zh y la altura más baja zl (zh/zl) es por lo menos 1.1, en el que la preforma multinivel no sinterizada cumple la relación
zg=zHVC . a,
para todos los puntos de plano xy,
en la que zg es la variable altura en la dirección z de la preforma multinivel no sinterizada en la dirección z, en la que zHVC es la variable altura en la dirección z de la pieza…
Procedimiento para la eliminación continua de aglutinante por vía térmica de un compuesto termoplástico de moldeo.
(22/05/2019) Procedimiento para la eliminación continua de aglutinante por vía térmica de un cuerpo moldeado metálico y/o cerámico fabricado mediante moldeo por inyección, extrusión o compresión usando un compuesto termoplástico, que contiene como aglutinante por lo menos un homo- o copolimerizado de polioximetileno, en un horno de eliminación del aglutinante, que comprende las etapas de
(a) eliminación del aglutinante del cuerpo moldeado en un horno de eliminación del aglutinante a una temperatura que está 5 a 20 °C por debajo de la temperatura de una segunda etapa de temperatura, durante un intervalo de tiempo de 4 a 12 horas en una primera etapa de temperatura…
Procedimiento para la fabricación de componentes por procedimiento de moldeo por inyección de polvo.
(08/05/2019) Procedimiento para fabricar un cuerpo de moldeo metálico a partir de una masa termoplástica mediante moldeo por inyección o extrusión para formar una pieza conformada, eliminación del aglutinante y sinterizado, caracterizado porque se usa una masa termoplástica que contiene
A) del 40 al 65 % en volumen, al menos de un polvo de metal sinterizable A,
B) del 35 al 60 % en volumen de una mezcla de
B1) del 50 al 95 % en peso de uno o varios homopolímeros o copolímeros de polioximetileno;
B2) del 5 al 50 % en peso de un polímero homogéneamente disuelto en B1) o dispersado con un tamaño de partícula promedio de menos de 1 μm en B1), seleccionado de poliuretanos alifáticos, poliepóxidos alifáticos no reticulados, poliéteres, poliamidas alifáticas, poliacrilatos y sus mezclas, como aglutinante, y
…
Barra de soldadura fuerte para formar un recubrimiento resistente al desgaste y un recubrimiento resistente al desgaste.
(03/04/2019). Solicitante/s: Oerlikon Metco Inc. Inventor/es: BELL, ANDREW.
Una barra de soldadura fuerte para formar un recubrimiento resistente al desgaste sobre un sustrato mediante un proceso de soldadura fuerte, donde la barra de soldadura fuerte comprende un material compuesto que comprende una pluralidad de partículas redondas unidas entre sí por un material de unión, donde cada una de la pluralidad de partículas redondas comprende una capa exterior redonda que encapsula un elemento de resistencia al desgaste, en la que el elemento de resistencia al desgaste de una cada de la pluralidad de partículas redondas tiene un recubrimiento metalúrgicamente unido al mismo, siendo el recubrimiento intermedio de los elementos y el material de encapsulación y siendo unible metalúrgicamente al material de unión.
PDF original: ES-2725904_T3.pdf
Proceso de producción de sínter poroso, material de moldeo de sínter poroso y sínter poroso.
(20/03/2019) Un método de preparación de un cuerpo sinterizado poroso, que comprende:
una etapa de preparación de pellas de preparar una pella de compuesto calentando y mezclando un compuesto de sinterización que contiene un aglutinante, un material en polvo sinterizable y un material de formación de poros a una temperatura que provoca que el aglutinante se funda, pero que no provoque que el material de formación de poros se reblandezca, por lo que el compuesto de sinterización contiene el material de formación de poros a una tasa de 50 a 80 por ciento en volumen del compuesto de sinterización;
una etapa de formación térmica de formar la pella hecha en la etapa de preparación de pellas en una forma predeterminada a una temperatura que provoca que se funda el aglutinante, pero que no provoca que se deforme el material de formación de poros;
una etapa…
Método para fabricar una pieza en bruto moldeada a partir de polvo de metal.
(18/12/2018). Solicitante/s: STEGER, HEINRICH. Inventor/es: STEGER,HEINRICH.
Método para fabricar una pieza en bruto moldeada (F) a partir de polvo de metal (M) por colada de gel, generándose una mezcla de partida (A) para la colada de gel por el mezclado del polvo de metal (M) con un líquido (W) y un aglutinante (B), llevándose a cabo un entremezclado de la mezcla de partida (A) bajo vacío, calentándose la mezcla de partida (A), mediante lo cual la gelación comienza en la mezcla de partida (A) y la mezcla de partida (A) se solidifica para formar un cuerpo verde solidificado en gel (G), caracterizado por que la mezcla de partida (A) procesada para formar un cuerpo verde seco (T) se comprime en un método de prensado isostático en frío (CIP).
PDF original: ES-2694182_T3.pdf
Procedimiento para la fabricación de un material de Cu-Cr por pulvimetalurgia.
(17/10/2018). Solicitante/s: Plansee Powertech AG. Inventor/es: MULLER, FRANK, KOWANDA,CLAUDIA.
Procedimiento para la fabricación de un material de Cu-Cr por pulvimetalurgia para un contacto de conmutación, en particular para interruptores de vacío, que comprende las etapas de:
(S2) prensar una mezcla de polvo de Cu-Cr formada por polvo de Cu y polvo de Cr,
(S3) sinterizar la mezcla de polvo de Cu-Cr prensada para obtener el material del contacto de conmutación de Cu-Cr, caracterizado por que la sinterización y/o un proceso de tratamiento térmico posterior se realiza con un perfil de temperaturas alternantes, en el que la mezcla de polvo Cu-Cr o bien el material de Cu-Cr es calentado al menos dos veces en forma alternada por encima de un valor límite superior de la temperatura (S4) y es enfriado nuevamente por debajo de un valor límite inferior de la temperatura (S5) y donde todos los pasos se realizan a temperaturas, en las que no se forma una fase en estado de fusión.
PDF original: ES-2686421_T3.pdf
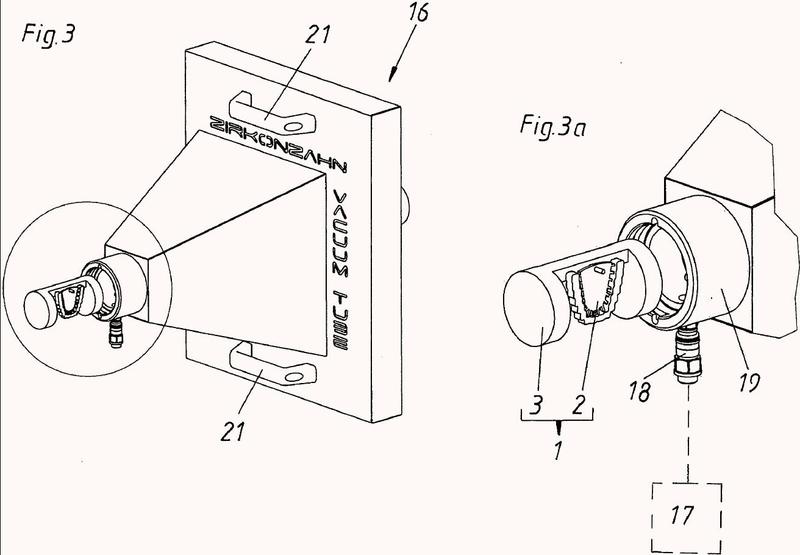
Disposición para sinterizar una pieza dental de trabajo.
(03/10/2018). Ver ilustración. Solicitante/s: STEGER, HEINRICH. Inventor/es: STEGER,HEINRICH.
Disposición para sinterizar una pieza dental de trabajo , con una pieza dental de trabajo mecanizada y un dispositivo de sujeción para la pieza dental de trabajo, en donde:
- la pieza dental de trabajo presenta una construcción dental con como minimo cinco, preferiblemente como minimo ocho elementos unidos unos con otros,
- la pieza dental de trabajo cuelga del dispositivo de sujeción y
- la pieza dental de trabajo está unida o puede ser unida con el dispositivo de sujeción mediante una pieza de unión construida en o sobre la pieza dental de trabajo separada de la construcción dental.
PDF original: ES-2684622_T3.pdf
Equipo de moldeo de laminado.
(11/04/2018) Un equipo de moldeo de laminado incluyendo:
- una parte de moldeo provista de una plataforma de moldeo en la que se moldea un objeto moldeado de forma tridimensional;
- una parte de formación de capa de polvo configurada para suministrar material en polvo en la plataforma de moldeo para formar una capa de polvo (M);
- una parte de irradiación de haz de luz o haz de electrones configurada para irradiar un haz de luz o un haz de electrones a la capa de polvo (M) laminada sobre la plataforma de moldeo y seleccionar una región para formar una capa solidificada; y
- una parte de control configurada para controlar la operación de las partes respectivas, donde la parte de formación de capa de polvo incluye:
- un equipo de laminado de polvo configurado para formar secuencialmente la capa de polvo (M) en la plataforma de moldeo…
Aglutinantes y procedimientos para la fabricación de cuerpos moldeados metálicos o cerámicos en moldeo por inyección de polvo.
(15/11/2017) Aglutinantes B para la fabricación de cuerpos moldeados cerámicos o metálicos, que contienen
B1) 40 a 95 % en peso de al menos un homopolímero o un copolímero de polioximetileno,
B2) 2 a 60 % en peso de al menos un poliéter seleccionado de poli-1,3-dioxolano, poli-1,3-dioxano, poli-1,3- dioxepano, politetrahidrofurano, poli-p-dioxanona y sus copolímeros,
B3) 2 a 15 % en peso de al menos un poliéster alifático seleccionado de:
polihidroxialcanoatos que contienen unidades estructurales de la fórmula (I)
**(Ver fórmula)**
en la cual R3 significa la agrupación -(CH)y(CH2)xCH3, donde x es un número entero de 0 a 2 e y es un número entero de 0 a 1, y R4 significa la agrupación (- CH2 -)z, donde z es un número entero de 1 a 5;
policondensados que contienen unidades estructurales de la fórmula (II)
**(Ver fórmula)**
en la…
Procedimiento para la producción pulvimetalúrgica de componentes de titanio o de aleaciones de titanio.
(18/10/2017). Solicitante/s: Element 22 GmbH. Inventor/es: LANG,MARKUS, VIEHÖFER,ULF, WINKELMÜLLER,WENDELIN, SCHARVOGEL,MATTHIAS.
Procedimiento para la producción pulvimetalúrgica de un componente de titanio o de una aleación de titanio, donde en primer lugar, utilizando polvo metálico formado a partir de titanio o de la aleación de titanio, se moldea una pieza verde y la misma se compacta y endurece en un paso de sinterizado consecutivo, caracterizado porque para la producción de la pieza verde se utiliza polvo metálico de titanio o de la aleación de titanio con un tamaño medio de las partículas de <25 μm, medido mediante dispersión de haz láser según ASTM B822, y porque el paso de sinterizado se realiza a una temperatura de sinterizado de hasta como máximo 1100 °C en el caso de una duración del sinterizado de £5 horas, en una atmósfera que se encuentra bajo una presión reducida en comparación con la presión normal.
PDF original: ES-2667872_T3.pdf
Acero sinterizado de baja aleación de alta resistencia.
(21/06/2017). Solicitante/s: HOGANAS AB (PUBL). Inventor/es: YU,YANG, HIROSE,NORIMITSU.
Polvo de acero basado en hierro atomizado con agua que consiste en, en % en peso,
0,45-0,90 de Ni,
0,30-0,55 de Mo,
0,1-0,3 de Mn,
menos del 0,2 de Cu,
menos del 0,1 de C,
menos del 0,25 de O,
menos del 0,5 de impurezas inevitables, y
siendo el resto hierro,
caracterizado porque Ni y Mo se han aleado mediante un procedimiento de aleación por difusión.
PDF original: ES-2675238_T3.pdf
Polvo que contiene partículas nucleares revestidas con polímero, que contienen metales, óxidos metálicos, nitruros metálicos o semimetálicos.
(29/03/2017) Polvo para empleo en un procedimiento que funciona por capas para la obtención de cuerpos moldeados, en el que se funden selectivamente zonas de la respectiva capa de polvo mediante la introducción de energía electromagnética, que contiene partículas compuestas que se representan por partículas nucleares revestidas completa o parcialmente con un polímero precipitado, presentando las partículas nucleares un diámetro de grano medio d50 de 1 μm o mayor, y ascendiendo la proporción de diámetro de grano medio d50 de partículas compuestas respeto al diámetro de grano medio d50 de partículas nucleares, determinada por medio de difracción de láser, a 1,15…
Abrazadera de inyector de combustible.
(23/11/2016). Solicitante/s: BURGESS-NORTON MFG. CO., INC. Inventor/es: ENGQUIST,JOHN, HENNEN,RICHARD S.
Un método para formar una abrazadera de inyector de combustible que comprende las etapas de:
proporcionar una carga de metal en polvo que comprende, en porcentaje en peso, 0,6-0,9 de carbono, 1,5-3,9 de cobre, 93,2-97,9 de hierro, con los otros elementos en equilibrio,
compactar por troquel la carga de metal en polvo a una densidad de 7,0-7,1 g/cc y pre-sinterizar a continuación a 815,6-871,1 grados centígrados (1500-1600 grados Fahrenheit) para formar una pieza en bruto de metal en polvo, recubrir la pieza en bruto de metal en polvo con un lubricante adecuado, re-compactar la pieza en bruto de metal en polvo lubricada hasta una densidad de al menos 7,3 g/cc y a continuación sinterizar a aproximadamente 1121,1 grados centígrados (2050 grados Fahrenheit) para formar una pieza en bruto de metal en polvo final.
PDF original: ES-2607277_T3.pdf
Piezas con diferente acabado superficial y procedimiento de fabricación de las mismas.
(07/07/2016). Solicitante/s: PHIBO CAD-CAM SL. Inventor/es: GARCIA APARICIO,JUAN CARLOS, AL SINA FONT,FRANCESC.
Piezas que fabricadas mediante sinterización, presentan zonas de acabado superficial bien diferenciadas, unas rugosas resultado del proceso de sinterización, establecida la rugosidad por el tamaño del grano empleando en la sinterización, y otras zonas pulidas al haber sido sometidas a un proceso de mecanizado tridimensional. El Procedimiento consiste en una vez que se tiene una fichero con la representación de la pieza a fabricar, se seleccionan las partes, que se desean ser recrecidas, se fabrica la pieza mediante sinterización, posteriormente se somete la o las piezas a una generación de programación automática, semiautomática o dirigida, para que mediante mecanizado se rebajen aquellas partes recrecidas, lo que produce como resultado que la pieza obtenida es económica en términos de costes y presenta una muy alta precisión en las zonas mecanizadas, una tolerancia 9, mejor acabado, textura y terminación en las zonas sensibles de la pieza.
PDF original: ES-2576403_T1.pdf
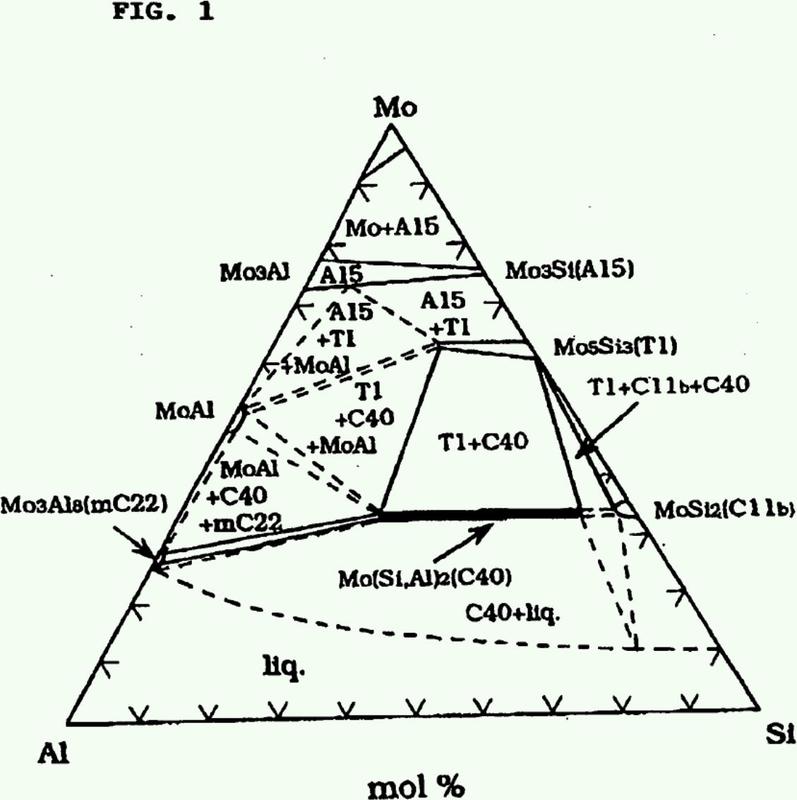
Elemento de resistencia eléctrica.
(30/03/2016). Ver ilustración. Solicitante/s: SANDVIK INTELLECTUAL PROPERTY AB. Inventor/es: SUNDBERG, MATS.
Utilización de un elemento de resistencia eléctrica para sinterización de polvo metálico en particular, en hornos de sinterización de bajo potencial de oxígeno o atmósferas de bajo punto de rocío, en el que dicho elemento de resistencia eléctrica consiste principalmente en una fase de siliciuro y en el que Mo está parcialmente sustituido con W para formar una fase siliciuro de acuerdo con la fórmula Mo1-yWy(Si1-xAlx)2, formando dicha fase alúmina sobre la superficie del elemento y en el x están comprendido entre 0,10 y 0,60, y está comprendido entre 0 y 0,40; y la fase de siliciuro está comprendido entre 65 y 95 por ciento en peso del peso total del elemento de resistencia, por lo que el elemento contiene además de la fase mencionada, de 0 a 40 por ciento en volumen de Al2O3.
PDF original: ES-2579431_T3.pdf
Proceso para fabricar componentes obtenidos por sinterización de aleaciones de Co-Cr-Mo que tienen ductilidad mejorada a altas temperaturas.
(19/02/2016) Un proceso para fabricar un componente con una base de una aleación de Co-Cr-Mo que consta de 60-65% de Co, 26-30% de Cr, 5-7% de Mo y 0,16% de C, teniendo dicho componente valores de elongación última media a 800°C superior a 10% y de carga de fluencia media a 800°C superior a 400 MPa, incluyendo los pasos de:
a) obtener un componente sinterizado por medio de sinterización aditiva de polvos de aleaciones de Co-Cr-Mo conteniendo los respectivos carburos irregularmente dispersados en la matriz fundida;
b) realizar en el componente sinterizado un primer tratamiento de calor para solubilización de dichos carburos a una temperatura de entre 1100 y 1300°C durante un tiempo de tratamiento de al menos 2 horas para formar un intermedio…
Masa de moldeo y procedimiento para producir una masa de moldeo.
(09/09/2015) Masa de moldeo para producir cuerpos de moldeo mediante un procedimiento de moldeo por inyección con polvo, que contiene al menos un polvo inorgánico así como un sistema de aglutinante, que contiene al menos una poliolefina y asimismo al menos una cera, caracterizada porque al menos una poliolefina está modificada polarmente, en donde la poliolefina modificada polarmente es un polipropileno modificado polarmente.
Método para producir un cuerpo compuesto sinterizado.
(08/04/2015) Un método de producción de un cuerpo compuesto sinterizado que comprende partículas de nitruro de boro cúbico dispersadas en una matriz de carburo cementado caracterizado por sinterizar una mezcla que comprende partículas de nitruro de boro cúbico y un polvo de carburo cementado a una temperatura de sinterización por encima de 1200ºC y por debajo de 1350ºC a una presión igual a la presión atmosférica o menor, en el que la mezcla comprende una cantidad de partículas de nitruro de boro cúbico del 4% en peso o menor y en el que la presión de la sinterización es menor que 200 mbar.
Método para producir componentes de magnesio o aleación de magnesio con sinterización.
(18/02/2015) Proceso para producir componentes que consisten en magnesio o aleación de magnesio por sinterización, proceso en el que
un compacto en verde que consiste en polvo de magnesio y/o polvo de una aleación de magnesio y, si es apropiado, un constituyente de aleación adicional se produce primero de todo,
el compacto en verde se transfiere a un crisol de sinterización interno,
el crisol de sinterización interno se coloca en un crisol de sinterización externo,
el crisol de sinterización interno que se ha colocado en el crisol de sinterización externo se rodea con un material desgasificador que es capaz de unir gases y/o impurezas,
el crisol de sinterización externo…
Sinterización por plasma de microondas.
(26/11/2014) Procedimiento para producir artículos que presentan una superficie compuesta que incluye partículas abrasivas, que comprende:
a) depositar de manera repetida una mezcla de partículas abrasivas y una matriz de unión de metal para formar un cuerpo respectivo que incluye prensar cada mezcla en una prensa para formar un cuerpo en crudo;
b) insertar una pluralidad de dichos cuerpos en crudo sobre una bandeja de una pluralidad de bandejas;
c) cargar una bandeja que incluye una pluralidad de dichos cuerpos en crudo en el interior de una cámara de plasma de microondas ;
d) evacuar por lo menos parcialmente dicha cámara ;
e) sinterizar los cuerpos en crudo en un plasma de microondas durante un periodo de tiempo para producir…
Composición metalúrgica de materiales en forma de partículas,producto sinterizado auto-lubricante y proceso para la obtención de productos sinterizados auto-lubricantes.
(05/11/2014) Una composición metalúrgica de materiales en forma de partículas, para formar productos compuestos autolubricantes conformados y sinterizados, caracterizada por que comprende un material metálico principal en forma de partículas, en forma de elemento químico preponderante, donde el material metálico principal en forma de partículas es níquel, y al menos un elemento de endurecimiento, que forman una matriz estructural en el producto compuesto objeto de sinterización; un lubricante sólido no metálico en forma de partículas, donde el lubricante sólido en forma de partículas está seleccionado entre grafito, nitruro de boro hexagonal o entre una mezcla de ambos en cualquier proporción;…
Estructuras de soporte para partes moldeadas.
(13/08/2014) Un producto colado para formar al menos una parte de un dispositivo médico, que comprende:
un componente médico colado que comprende una parte de masa y una parte de cola conectadas juntas, teniendo la parte de cola un área de la sección transversal más pequeña que la parte de masa ;
una parte de rebosadero colado conectada con el componente médico colado , incluyendo el rebosadero colado una estructura de soporte colada configurada para orientar el componente médico colado para evitar el desalineamiento entre la parte de masa y la parte de cola durante la sinterización de cuerpos verdes.
Titanio, aleación de titanio y espumas de NiTi con alta ductilidad.
(07/08/2013) Un procedimiento de fabricación de Ti, aleación de Ti o espuma de NiTi de alta ductibilidad, que significaque la espuma metálica se puede deformar más del 10% en comprensión sin fractura, que comprende las etapasde:
• Preparación de una suspensión en polvo de polvo de Ti, NiTi o aleación de Ti,
• Llevar dicha suspensión en polvo a una forma deseada por colada en gel para obtener un artefacto verde,
• Una etapa de calcinación en la que dicho artefacto verde se calcina, y
• una etapa de sinterización en la que dicho artefacto se sinteriza,
caracterizado porque dicha etapa de calcinación comprende una etapa de calentamiento lento en la que dichoartefacto verde se calienta a una velocidad inferior o igual a 20°C / hora a una temperatura entre…
Procedimiento para fabricar piezas metálicas moldeadas con superficie estructurada.
(27/05/2013) Procedimiento para la fabricación de piezas metálicas moldeada con superficie estructurada, en el que
(a) se entremezclan en una amasadora polvo metálico y/o polvo de aleación metálica con un aglutinante y, dado el caso, un aditivo, (b) se conforma la mezcla mediante moldeo por inyección para formar una pieza en verde con, por lo menos, una sección superficial estructurada, presentando resaltos la sección superficial estructurada,
(c) se conforma la superficie estructurada con resaltos de la pieza en verde de tal modo que los resaltos presenten por su extremo, opuesto a la pieza en verde, una sección de anclaje, en cuyo extremo opuesto a la pieza en verde se configura un destalonado,
(d) se desaglutina químicamente la pieza en verde así obtenida para obtener una pieza en marrón estructurada,
(e) se desaglutina…
PROCEDIMIENTO DE FABRICACION DE PIEZAS SINTERIZADAS Y PIEZAS OBTENIDAS POR DICHO PROCEDIMIENTO.
(31/01/2013) Procedimiento que consiste en una vez que se tiene un fichero con la representación de la pieza a fabricar, se seleccionan las partes, que se desean ser recrecidas, se fabrica la pieza mediante sinterización, opcionalmente se puede someter a un tratamiento térmico intermedio, posteriormente se somete la o las piezas a una generación de programación automática, semiautomática o dirigida, para que mediante fresado se rebajen aquellas partes recrecidas, mediante una máquina de al menos cinco ejes, lo que produce como resultado que la pieza obtenida es económica en términos de costes y presenta una mayor precisión, una tolerancia 9, mejor acabado, textura y terminación en las zonas sensibles de la pieza.
Masas termoplásticas conteniendo ligante para la elaboración de cuerpos moldeados metálicos.
(27/06/2012) Ligante B) para metales o aleaciones metálicas en polvo o sus mezclas, que contiene
B1) del 50 al 96% en peso de uno o varios homo- o -copolímeros de polioximetileno;
B2) del 2 al 35% en peso de una o varias poliolefinas;
B3) del 2 al 40% en peso de poli-1,3-dioxepán o poli-1,3-dioxolán o sus mezclas,
valiendo la suma de las fracciones en peso de los componentes B1, B2 y B3 el 100%
Sinterización directa de metal de acero 17-4PH.
(16/05/2012) Un método de sinterización de un polvo, que comprende:
mezclar un polvo de polímero y un polvo metálico para formar una mezcla de polvo;
sinterizar selectivamente por láser la mezcla de polvo, lo cual provoca fusión localizada del constituyentepolimérico de una capa de la mezcla de polvo, para conformar una pieza en verde que comprenda elconstituyente polimérico;
calentar la pieza en verde, mientras está siendo soportada por un medio de soporte, para eliminar elconstituyente polimérico y conformar una pieza en marrón;
enfriar la pieza en marrón hasta temperatura ambiente, sacar la pieza en marrón del horno y separar dichapieza en marrón del medio de soporte; y sinterizar la citada pieza en marrón para conformar una piezametálica sinterizada;
en…
{kind=link}
{kind=link}