CIP-2021 : B23K 20/12 : siendo producido el calor por fricción; Soldadura por fricción.
CIP-2021 › B › B23 › B23K › B23K 20/00 › B23K 20/12[1] › siendo producido el calor por fricción; Soldadura por fricción.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado.
B23K 20/12 · siendo producido el calor por fricción; Soldadura por fricción.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo para unir bandas metálicas mediante soldadura de puntos por fricción.
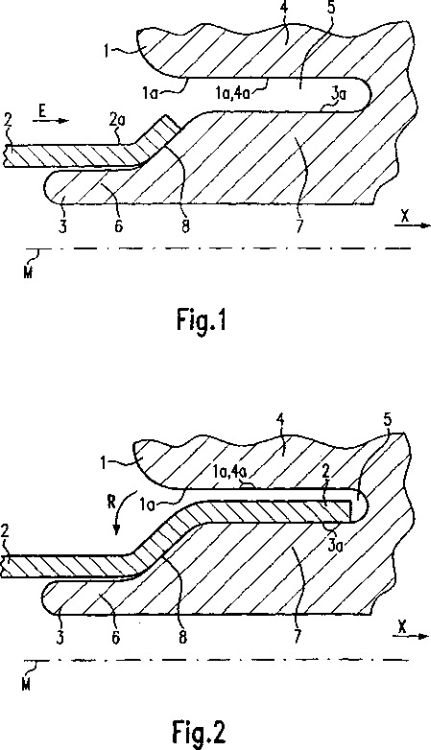
(27/06/2012) Procedimiento para unir un final (1a) de una primera banda metálica con el principio (2a) de una segunda banda metálica , especialmente en la zona de entrada de una instalación de tratamiento de bandas,
en el que se posicionan el final de banda (1a) y el principio de banda (2a) formando un solapamiento y se sueldan éstos uno con otro en la zona de solapamiento por medio de varios puntos de soldadura (P),
en el que se aplican los puntos de soldadura (P) mediante soldadura de puntos por fricción, caracterizado porque se inmovilizan durante la soldadura el final de banda (1a) por medio de al menos un dispositivo de sujeción del lado de salida y el principio de banda (2a) por medio de al menos un dispositivo de sujeción del lado de entrada,
a cuyo fin se inmoviliza primero…
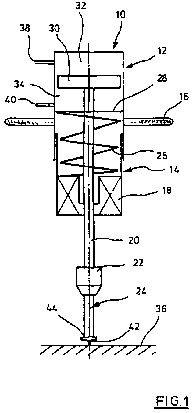
Método para unir piezas de metal y plástico.
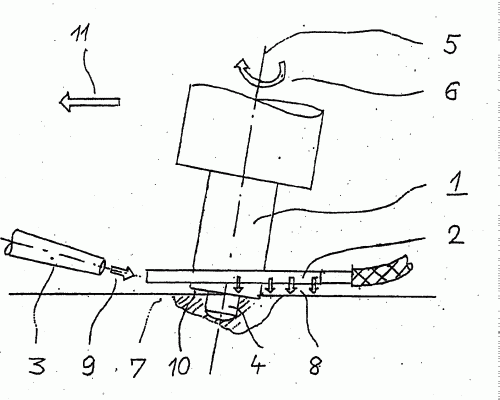
(30/05/2012) Método para conectar una pieza de metal y una pieza de plástico mediante una herramienta de unión , que comprende una espiga que es movible a lo largo de su dirección axial, donde dicho método comprende los siguientes pasos:
Colocar la pieza de metal y la pieza de plástico de forma que las superficies de contacto de las piezas se apoyen una en otra;
Posicionar la herramienta de unión sobre la pieza de metal poniendo el extremo frontal de la espiga , del manguito y del anillo de sujeción en contacto con la superficie externa de la pieza de metal , estando la superficie externa opuesta a la superficie de contacto de la pieza de metal ;
Hacer girar el manguito y la espiga para generar fricción entre los extremos frontales del manguito y de la espiga y la superficie exterior de la pieza de metal ;
estando el método…
Método de fricción y agitación y par de piezas de trabajo unidas mediante dicho método.
(09/05/2012) Un método de fricción-agitación que incluye provocar la entrada de una sonda giratoria de una herramienta de fricción-agitación en una pieza de trabajo o en una región de unión entre una pareja de piezas de trabajo, donde la pieza o cada pieza de trabajo es un metal o una aleación metálica de baja conductividad y elevado punto de fusión, es decir un metal o una aleación metálica con una temperatura de fusión por encima de la del aluminio y conductividad térmica menor que la del aluminio, caracterizado porque la herramienta de fricción agitación tiene un único resalte de sujeción desde el que se extiende la sonda, donde el resalte de sujeción está en contacto con la pieza o las piezas de trabajo, y porque la sonda gira de manera relativa…
Proceso de soldadura por fricción.
(29/03/2012) Un proceso de soldadura por fricción lineal que comprende las etapas de proporcionar una primera pieza de trabajo que comprende una primera zona de soldadura que tiene una primera superficie de soldadura y una segunda pieza de trabajo que comprende una segunda zona de soldadura que tiene una segunda superficie de soldadura , en cuyas zonas de soldadura se pueden soldar juntas las piezas de trabajo , disponiendo las piezas de trabajo en acoplamiento entre sí en dichas superficies de soldadura , efectuando un movimiento oscilante de las piezas de trabajo una con respecto a la otra, de tal manera que al menos una superficie de soldadura se mueve a través…
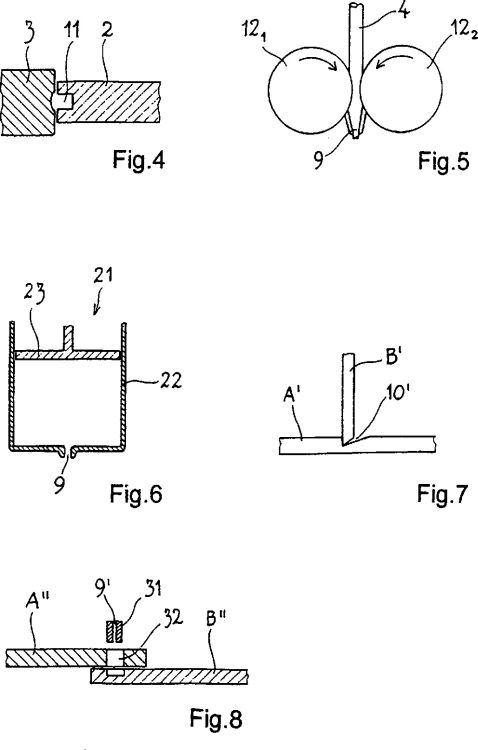
(28/03/2012) Elemento de ensamblaje para el ensamblaje de dos componentes, en particular de componentes planos para formar paneles, que comprende al menos dos elementos perfilados que pueden ser soldados uno en otro, estando hecho cada elemento perfilado como perfil hueco extruido y presentando al menos en la zona de los bordes longitudinales (3, 3') una superficie de recubrimiento superior (4, 4') y una superficie de recubrimiento inferior (5, 5'), actuando durante la soldadura, en particular la soldadura por fricción-agitación (FSW), una fuerza de presión aplicada por al menos una herramienta de soldadura sustancialmente en la dirección perpendicular respecto…
Aparato de soldadura en estado sólido por inducción y fricción.
(27/03/2012) Un aparato para soldadura en estado sólido por inducción y fricción, que comprende:
un cuerpo que tiene un primer extremo , un segundo extremo y un taladro de recepción de una pieza de trabajo y que se extiende entre el primer extremo y el segundo extremo ;
primeros medios de seguridad para asegurar temporalmente una primera pieza de trabajo tubular en el taladro de recepción de la pieza de trabajo;
segundos medios de seguridad para asegurar temporalmente una segunda pieza de trabajo tubular en el taladro de recepción de la pieza de trabajo;
medios de calefacción por inducción ;
un actuador para mover los medios de inducción entre…
METODO Y DISPOSITIVO PARA UNIR COMPONENTES METALICOS, EN PARTICULAR COMPONENTES METALICOS LIGEROS.
(30/12/2009). Ver ilustración. Solicitante/s: HYBOND AS. Inventor/es: GRONG,OYSTEIN.
Método para unir componentes de metales y aleaciones, en particular componentes de metales ligeros, incluyendo aleaciones de metales ligeros y posiblemente híbridos/compuestos que comprenden metales ligeros, caracterizado porque se retira el óxido de las superficies de ranura inmediatamente antes de la unión y porque a continuación se rellena la ranura mediante extrusión con un material de relleno metálico mientras se restringe simultáneamente el suministro de oxígeno a la ranura en la medida en que se requiera.
PROCEDIMIENTO PARA LA UNION DE LAS CARAS FRONTALES DE PIEZAS MEDIANTE SOLDADURA POR FRICCION.
(13/11/2009) Procedimiento para la unión de piezas (1, 1'') con gran extensión longitudinal, en especial de barras con sección transversal perfilada, como raíles o similares, a tase de aceros templables y aleaciones por medio de soldadura por fricción o frotamiento, caracterizado por el hecho de que los extremos de las piezas (11, 11'') se proveen de superficies de sección transversal (12, 12'') planas perpendiculares al eje y a continuación se aprietan entre sí, en una etapa de calentamiento, las superficies (12, 12'') que se van a juntar y se mueven los extremos de las piezas relativamente a las opuestas de una manera giratoria alrededor del eje de unión (X), aunque desviándose…
PROCEDIMIENTO PARA UNIR TUBERIAS.
(11/11/2009). Ver ilustración. Solicitante/s: VERITAS AG. Inventor/es: KAHN,PETER, HATTASS,DIRK, NAUMANN,VOLKER DR.
Procedimiento para unir tuberías con las etapas: Unión de un extremo de tubería con un empalme de un dispositivo de unión para tuberías, particularmente de un acoplamiento rápido, por medio de soldadura por fricción, caracterizado porque el diámetro del extremo de tubería se ensancha antes de la colocación por deslizamiento sobre el empalme del dispositivo de unión de tal modo, que este presenta una forma cónica y, por con siguiente, se controla la zona de formación de la masa fundida formada en la soldadura por fricción.
METODO Y APARATO DE SOLDADURA POR FRICCION-AGITACION.
(16/06/2007). Solicitante/s: ESAB AB. Inventor/es: KNIPSTRIM, KARL, ERIK, MALM, ANDERS.
Un método de soldadura por fricción-agitación de acuerdo con el que las piezas que se tienen que soldar se colocan en una mesa de trabajo y por medio de medios de sujeción se sujetan una a otra y/o a la mesa de trabajo y de acuerdo con el que se dispone un medio de soldadura de rotación para mover a lo largo de una junta entre las piezas mientras se está presionando contra dichas piezas durante la soldadura, en el que se suministra calor adicional a la junta previamente a y/o durante la operación de soldadura, caracterizado por que se suministra dicho calor adicional superior al calor generado por fricción generado en la junta a partir de la rotación del medio de soldadura y superior a cualquier otro calor que se pueda suministrar a la junta de cualquier otra manera por el medio de soldadura, en el que dicho calor adicional calienta previamente la junta a una temperatura hasta 250ºC por debajo de la temperatura de fusión del material de la junta.
METODO Y APARATO PARA SOLDADURA POR FRICCION Y AGITACION.
(16/06/2007). Solicitante/s: HITACHI, LTD.. Inventor/es: ISHIDA, RYOOJI, OKADA, NORIHISA, FUKUYORI, KAZUSHIGE.
Un método de soldadura por fricción y agitación, que comprende las etapas siguientes por orden consecutivo: poner a tope dos miembros uno contra otro; cortar una ranura a lo largo de la línea de unión a tope; disponer un miembro de relleno en la ranura formada en la etapa de corte; soldar por fricción y agitación al menos uno de los dos miembros y dicho miembro de relleno , desde la superficie exterior de dichos dos miembros, usando una primera herramienta rotatoria ; caracterizado por soldar por fricción y agitación dichos dos miembros y dicho miembro de relleno , a una profundidad mayor que la profundidad de soldadura de la primera soldadura por fricción y agitación, usando una segunda herramienta rotatoria.
METODO DE INSPECCION NO DESTRUCTIVO.
(16/05/2007). Solicitante/s: HITACHI, LTD.. Inventor/es: ISHIDA, RYOOJI, EZUMI, MASAKUNI, FUJII, TSUYOSHI, OGATA, MASAMI.
Un método de soldadura que incluye una inspección no destructiva, que comprende: soldar por fricción mediante batido unos miembros por medio de una herramienta rotativa de soldadura por fricción mediante batido y mover dicha herramienta relativamente a dichos miembros, formando de ese modo una parte soldada alargada; cortar dicha parte soldada de tal manera que la superficie de la misma después de cortar tiene una región central rebajada que se extiende en la dirección alargada de la parte soldada; aplicar un medio líquido a dicha región central rebajada; y realizar una inspección ultrasónica no destructiva en una posición hacia atrás de la soldadura y cortar en la dirección de movimiento de la herramienta de soldar, mediante la rotación de un rodillo que tiene una sonda dispuesta en el mismo a lo largo de la superficie a la que se ha aplicado el medio líquido.
PROCEDIMIENTO PARA LA FABRICACION DE UNA CARCASA DE UN GENERADOR DE GAS; GENERADOR DE GAS CON DICHA CARCASA Y MODULO DE AIRBAG.
(16/11/2006) Procedimiento para fabricar una parte del cuerpo de un generador de gas a partir de un tubo de pared delgada y una tubuladura aplicada lateralmente al mismo, caracterizado por las fases siguientes: a) Preparación de un tubo , cuyo espesor de pared (WS) representa como máximo el 10% del diámetro exterior del tubo (D) y cuya resistencia mínima a la tracción es por lo menos de aproximadamente 800 N/mm2; b) Preparación de una tubuladura cuyo diámetro exterior (do) representa entre el 15% y el 40% del diámetro exterior del tubo (D); c) Alineación de la tubuladura radialmente con respecto al tubo , de manera que la superficie…
CONTROLADOR DE TRAYECTORIA.
(16/06/2006) Sistema de control de flujo que comprende: un sistema electromagnético que comprende al menos una bobina de fase y un núcleo, en el que la bobina de fase está colocada de modo que la bobina de fase establece un flujo magnético dentro del núcleo cuando la bobina de fase se excita; un observador de flujo colocado para proporcionar una señal de realimentación de flujo que corresponde al flujo en el núcleo; y caracterizado por un controlador de flujo que tiene una primera entrada que recibe una señal de comando de flujo, una segunda entrada que recibe la señal de realimentación de flujo y una salida acoplada a la bobina de fase, comprendiendo el controlador de flujo: una conexión de adición que recibe la señal…
METODO Y APARATO DE UNION QUE UTILIZAN AGITACION CON ROZAMIENTO.
(16/04/2006) Método de unión que utiliza agitación con rozamiento para rotar una herramienta rotativa que tiene una primera parte de herramienta y una segunda parte de herramienta con una área más pequeña que la de la primera parte de herramienta y que sobresale de un extremo distante de la primera parte de herramienta, superponer unos primer y segundo elementos (W1 y W2) el uno sobre el otro y agitar localmente la parte superpuesta de unión con rozamiento, uniendo así localmente los primer y segundo elementos (W1 y W2), que comprende las etapas de: disponer una herramienta estacionaria a oponerse a la herramienta rotativa para que los primer y segundo elementos (W1 y W2) queden intercalados entre la herramienta rotativa y de manera que pueda cambiarse una distancia…
METODO Y APARATO DE UNION.
(01/04/2006) Un aparato de unión que comprende una herramienta giratoria que tiene una proyección en una porción extrema de la misma y que es giratoria alrededor de un eje de la misma y medios de accionamiento para hacer girar dicha herramienta giratoria, para unir una pluralidad de materiales (W1, W2) en un estado superpuesto moviendo dicha herramienta giratoria hasta una pluralidad de porciones de unión de los materiales (W1, W2) en una dirección de un eje de dicha herramienta giratoria y para prensar dicha proyección de dicha herramienta giratoria, que es giratoria por dichos medios de accionamiento , contra las porciones de unión de los materiales (W1, W2), para insertar dicha proyección en los…
METODO DE SOLDADURA POR FRICCION AGITACION DE UN BORDE CON UNA PLACA.
(16/12/2005) Un método de soldadura de fricción agitación para soldar unos miembros primero y segundo a lo largo de una línea de soldadura continua que presenta un cambio brusco de dirección, que comprende las operaciones de: poner en contacto los miembros por la línea de soldadura; insertar una herramienta de soldadura de fricción agitación en la línea de soldadura, y mientras gira dicha herramienta moverla para efectuar la soldadura de fricción agitación a lo largo de una primera parte de dicha línea de soldadura, con el eje central de la herramienta inclinado a lo largo de la dirección de movimiento de dicha herramienta; cuando la herramienta alcanza la posición (P5) de dicho cambio de dirección de la línea de soldadura, retirar la herramienta de los…
(01/08/2005) Procedimiento para unir elementos entre sí por medio de soldadura por fricción, que comprende las siguientes etapas: - fijar los elementos a una base de una máquina herramienta por medio de mordazas de sujeción y barras de anclaje de tal manera que las piezas de los mismos que están una frente a otra y que se van a unir están inmovilizadas unas respecto a otras, - poner un mandril en contacto con dichas piezas en la zona de la unión que se va a producir, - movimiento cíclico del mandril en relación con los elementos de tal manera que se genere calor por fricción y las piezas se lleven al estado plástico, - influir en la distribución del calor por fricción en al menos uno de dichos elementos por medio de barras de anclaje de tal manera que el calor por fricción se concentre fundamentalmente en las piezas de dicho al menos un elemento…
CUBIERTA PARA UNA SUPERFICIE DE UNA PARTE COMPONENTE.
(16/07/2005) Cubierta para una superficie de una parte componente, como protección contra las salpicaduras de metal calientes en el mecanizado de la misma parte componente o de una parte componente colindante, con la generación local de un material líquido de fusión, en especial durante una soldadura por frotamiento rotatorio de las partes componentes de las turbinas de gas, con el objeto de impedir un contacto de las salpicaduras de metal con la parte componente así como una crítica aportación local de calor a la parte componente; en este caso, el espesor (D1, D2) de la cubierta está adaptado al contenido en energía -aquí…
PROCEDIMIENTO Y DISPOSITIVO DE SOLDADURA POR FRICCION-AGITACION CON REFRIGERACION SIMULTANEA.
(16/06/2005). Ver ilustración. Solicitante/s: EADS DEUTSCHLAND GMBH. Inventor/es: PALM, FRANK, SCHEGLMANN, GERHARD, RITHER, KLAUS.
Procedimiento de soldadura por fricción-agitación que usa una refrigeración combinada de gas y agua, caracterizado porque el líquido refrigerante se rocía de forma localizada sobre la zona posterior y las zonas laterales del punto de soldadura contiguas a la herramienta del pin por parte de un anillo de refrigeración en línea con la herramienta del pin y porque, además, una tobera de gas en línea con la herramienta del pin sopla gas refrigerante desde delante, sobre la herramienta del pin y sobre el líquido refrigerante que sale del anillo de refrigeración.
METODO DE FABRICACION DE UN CUERPO ESTRUCTURAL.
(01/04/2005) Un método de fabricación de un cuerpo estructural que comprende las etapas de: (i) poner a tope respectivos extremos de placas de cara de dos miembros teniendo cada placa en dicho extremo de la misma una parte extrema gruesa que sobresale desde un primer lado de dicha placa de cara por encima de una parte de superficie adyacente (101c) en dicho primer lado; y (ii) unir dichos dos miembros en una línea de junta realizando una unión por agitación con fricción en las partes de más gruesas de dichos extremos a tope desde sólo dicho primer lado de dichas placas de cara para unir las placas de cara 3en su dirección de espesor, siendo realizada la unión de agitación con fricción por medio de una herramienta giratoria que tiene una parte de punta de diámetro pequeño que sobresale desde el extremo…
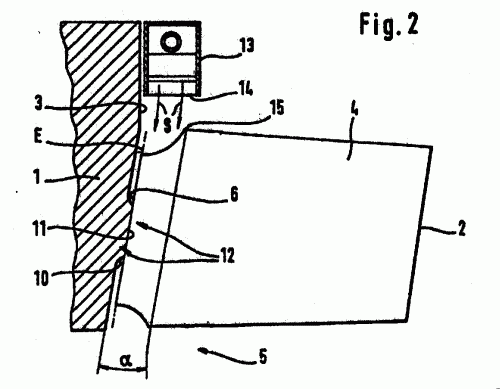
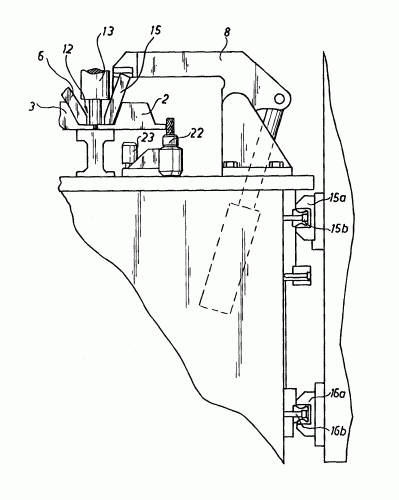
PROCEDIMIENTO DE SOLDADURA POR FROTAMIENTO Y DUCHA DE GAS PROTECTOR PARA LA REALIZACION DE ESTE PROCEDIMIENTO.
(16/12/2004) La invención se refiere a un procedimiento de soldadura por fricción para el montaje de álabes en un potaálabes de una turbomáquina, y una ducha de gas inerte para gasificar zonas de soldadura. Para conseguir esto, a lo largo del perímetro del portaálabes , se prevén varias zonas de soldadura (5a) extendidas, que están fijadas con un ángulo "beta" de álabe respecto al eje rotatorio (R) del portaálabes , y que están soldadas cada una con una zona de soldadura (5b) de un álabe . La temperatura de soldadura necesaria para unir los cuerpos (portaálabes , álabe ), se obtiene por constricción de las zonas de soldadura (5a, b) y por movimiento relativo de oscilación (P) simultáneo de los cuerpos en el plano de soldadura (E), por lo que durante el movimiento relativo de oscilación (P), las zonas de soldadura (5a, b) están rodeadas por un gas inerte (S).…
CONJUNTO DE MONTAJE DE ARBOL Y DISCO UNIDOS ENTRE SI MEDIANTE UNA SOLDADURA POR FRICCION Y PROCEDIMIENTO PARA LA FABRICACION DEL CONJUNTO.
(01/12/2004) Conjunto de montaje de árbol y disco; - Compuesto por un árbol metálico, con una sección transversal de forma circular, cuya pared exterior posee - dentro de una zona de unión - varios escalones; en este caso, el diámetro de los escalones se incrementa en dirección hacia el eje; - Así como compuesto por un disco de forma esencialmente simétrica rotativa, con un taladro de paso dentro de la zona del eje de rotación, el cual cubre - en la posición de 1 ensamblaje entre el disco y el árbol - la zona de unión del árbol en la dirección axial; - En este caso, el árbol y el disco se encuentran unidos entre sí mediante una soldadura por fricción; Conjunto de ensamblaje éste que está caracterizado porque: - El taladro de paso del disco (1, 1) tiene varios nervios…
METODO DE SOLDADURA DE AGITACION POR ROZAMIENTO.
(01/11/2004) Un método de soldadura de agitación por rozamiento que comprende las operaciones de: unir a tope una porción extrema de un primer miembro contra una porción extrema de una placa que es una porción de un segundo miembro con una porción erecta de dicho primer miembro que sobresale por encima de una primera superficie de dicha placa , sobresaliendo dicha porción erecta en la dirección del espesor de dicho primer miembro de una primera superficie de dicha porción extrema de apoyada de dicho primer miembro ; y realizar la soldadura de agitación por rozamiento usando una herramienta giratoria que incluye una porción de pequeño diámetro en el extremo delantero de una porción de diámetro grande, insertando dicha porción de pequeño diámetro, en la…
PROCEDIMIENTO DE SOLDADURA POR FROTAMIENTO PARA EQUIPAR UN ROTOR DE UNA TURBINA CON SUS PALETAS.
(01/11/2004). Ver ilustración. Solicitante/s: MTU MOTOREN- UND TURBINEN-UNION MUNCHEN GMBH. Inventor/es: SCHNEEFELD, DIETER, WILHELM, HANS DR., HELM, DIETMAR DR., THALER, ERICH.
LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO DE SOLDADURA POR FRICCION PARA LA DOTACION DE ALABES DEL ROTOR DE UNA TURBINA DONDE EN UNA SUPERFICIE PERIFERICA DE UN ELEMENTO PORTADOR ESTAN PREVISTAS VARIAS SUPERFICIES DE SOLDADURA ALARGADAS, QUE SE SUELDAN CADA UNA CON UNA SUPERFICIE DE SOLDADURA DE UN ALABE , GENERANDOSE LA TEMPERATURA DE SOLDADURA POR MEDIO DE LA COMPRESION DE LAS SUPERFICIES DE SOLDADURA Y UN MOVIMIENTO RELATIVO OSCILANTE ENTRE EL ALABE Y EL ELEMENTO PORTADOR EN EL PLANO DE SOLDADURA (E), DONDE POR LO MENOS EL ALABE O EL ELEMENTO DE SOPORTE SE CALIENTAN ADICIONALMENTE EN LA ZONA DE LA SUPERFICIE DE SOLDADURA (6 U 11) A UNA TEMPERATURA QUE QUEDA POR DEBAJO DE LA TEMPERATURA DE SOLDADURA.
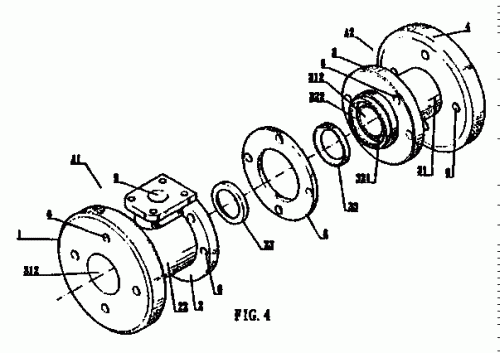
PROCEDIMIENTO PRACTICO DE FABRICACION DE UNA VALVULA ESFERICA FORJADA DEL TIPO CON BRIDA.
(16/10/2004). Ver ilustración. Solicitante/s: WU,LEI-JUI. Inventor/es: WU,LEI-JUI.
Método de manufactura de la válvula de globo francesa aplicando forjadura donde dentro de la válvula francesa de asiento sencillo, se forman una entrada de flujo y una base de válvula; en la válvula francesa de asiento doble, se forman una entrada de flujo, una base de válvula, una base de control y una salida de agua, y tienen simultáneamente un agujero central, la sección de cada cuello se forma una sección fundida por rozamiento, y el espesor de cada sección fundida por rozamiento es el mismo. Con respecto a las convexidades fundidas causadas por la fusión por rozamiento se pueden eliminar. Procedimiento que permite a reducir el tiempo de manufactura y ahorrar el costo de materias, además, disminuir el porcentaje de defectos y mantener la intensidad de forjadura.
PROCEDIMIENTO PARA SOLDADURA POR RESISTENCIA DE PIEZAS METALICAS.
(16/07/2004) Procedimiento para soldar piezas metálicas, estando dispuestas las piezas metálicas durante el proceso de soldadura entre un primer y un segundo electrodo de soldadura , de forma que se solapan entre sí, estando fijadas las piezas metálicas a soldar con apriete entre los electrodos de soldadura , estando configurado al menos uno de los electrodos de soldadura como un cilindro circular montado giratoriamente alrededor de su eje de cilindro, cuya superficie lateral hace contacto con una de las piezas metálicas , caracterizado porque el procedimiento es un procedimiento de soldadura por resistencia, en el que a los electrodos de soldadura y a las piezas…
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA DE DOS PIEZAS.
(16/07/2004). Solicitante/s: FRAMATOME ANP GMBH. Inventor/es: ENGELHARD, GERHARD, BAUER, RAINER, PELLKOFER, DIETER, ADAMS, HELMAR.
Procedimiento para la soldadura de dos piezas de trabajo , que limitan una zona de unión entre sí, a) habiéndose introducido en un punto de inicio en la zona de unión y en una zona opuesta de la pieza de trabajo a ambos lados de la zona de unión un punzón de fricción , b) desplazándose el punzón de fricción soldando las piezas en un dispositivo de soldadura a lo largo de la zona de unión , c) sacándose el punzón de fricción después de la soldadura de las piezas desde la zona de unión y caracterizado porque d) de esta manera (o después de un movimiento relevante en una de las piezas ) se puede introducir levantando proyecto entre en un elemento a sacrificar.
PROCEDIMIENTO DE SOLDADURA POR FROTAMIENTO CON VARIOS CABEZALES.
(16/04/2004). Ver ilustración. Solicitante/s: CRASSER, LEONHARD. Inventor/es: CRASSER, LEONHARD.
Procedimiento de soldadura por frotamiento con varios cabezales para soldar simultáneamente las superficies de junta de marcos de perfiles abiertos o cerrados, en que los extremos de las barras perfiladas de los marcos se sujetan por ambos costados en los cabezales de soldadura por frotamiento junto a las superficies de junta y se aprietan las superficies de junta una contra otra, caracterizado por el hecho de que las respectivas barras perfiladas de los marcos se sujetan por ambos costados en los cabezales de soldadura por frotamiento junto a las superficies de junta y se aprietan las superficies de junta una contra otra, de manera que con ayuda de los cabezales de soldadura por frotamiento se transfieren vibraciones que desplazan los extremos libres de las barras perfiladas en dirección X, Z e Y, Z, oscilando esencialmente a contra fase, y en que los cabezales de soldadura por frotamiento dispuestos en ambos extremos libres de cada barra perfilada individual también oscilan esencialmente a contra fase.
DISPOSITIVO PARA LA SOLDADURA DE PASADORES METALICOS.
(01/02/2004). Ver ilustración. Solicitante/s: HILBIG SCHWEISSTECHNIK GMBH. Inventor/es: HORN, HELMUT, PROF. DR., JUNGE, HEIKO, KNUTH, LARS-ULRICH, HILBIG, SIEGFRIED.
DISPOSITIVO PARA SOLDAR PERNOS O BULONES METALICOS EN SUPERFICIES METALICAS DE MONTAJE SEGUN LA TECNICA DE SOLDADURA POR FRICCION, QUE ESTA FORMADO POR: UNA CARCASA GUIADA CON RELACION A LA SUPERFICIE DE MONTAJE, EN LA QUE VA INSTALADO UN MOTOR ELECTRICO QUE HACE GIRAR UNA BROCA QUE SUJETA UN DISPOSITIVO PARA LOS PERNOS O BULONES A UNA VELOCIDAD DE 10.000 REVOLUCIONES POR MINUTO O MAS, Y UN GENERADOR DE PRESION DE APLASTAMIENTO INSTALADO EN LA CARCASA Y QUE ACTUA SOBRE LA BROCA.
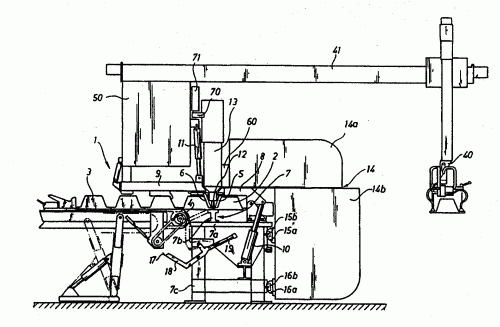
INSTALACION PARA SOLDADURA POR FRICCION MEDIANTE MOVIMIENTO DE AGITACION.
(01/07/2003). Ver ilustración. Solicitante/s: ESAB AB. Inventor/es: LARSSON, ROLF.
SE PRESENTA UNA INSTALACION PARA SOLDADURA POR FRICCION DE MOVIMIENTO CICLICO QUE COMPRENDE UNA PUNTA DE SOLDADURA , UNA UNIDAD EXCITADORA QUE EXCITA LA PUNTA DE SOLDADURA, UN BANCO DE TRABAJO QUE SOPORTA LA PIEZA O PIEZAS DE TRABAJO A SER SOLDADAS Y AL MENOS UN MEDIO DE SUJECION PARA SUJETAR LAS PIEZAS DE TRABAJO ENTRE SI Y/O AL BANCO DE TRABAJO, O LAS PIEZAS DE TRABAJO AL BANCO DE TRABAJO, RESPECTIVAMENTE, DURANTE LA OPERACION DE SOLDADURA. LA INSTALACION COMPRENDE IGUALMENTE UNA HERRAMIENTA AMOLADORA.
APARATO PARA SOLDADURA POR FRICCION CON AGITACION.
(16/06/2003). Ver ilustración. Solicitante/s: ESAB AB. Inventor/es: LARSSON, ROLF.
UN APARATO PARA SOLDAR POR FROTAMIENTO DE MOVIMIENTO CILINDRICO, CONSTA DE UN MONTAJE DE SOLDADURA , UN PLATO PORTAPIEZA QUE SOPORTA LA PIEZA O PIEZAS A SOLDAR, Y POR LO MENOS UNOS MEDIOS DE APRIETE PARA APRETAR LAS PIEZAS ENTRE SI Y/O AL PLATO PORTAPIEZA, O LA PIEZA AL PLATO PORTAPIEZA, RESPECTIVAMENTE, DURANTE LA OPERACION DE SOLDADURA. EL APARATO COMPRENDE TAMBIEN UN DISPOSITIVO PARA AJUSTAR LA POSICION DEL MONTAJE DE SOLDADURA EN EL SENTIDO DE LA ALTURA EN RELACION AL PLATO PORTAPIEZA DURANTE EL MOVIMIENTO DEL MONTAJE DE SOLDADURA EN EL SENTIDO LONGITUDINAL DE LA JUNTA DE SOLDADURA FORMADA DURANTE LA OPERACION DE SOLDADURA, PARA PROPORCIONAR UNA DISTANCIA OPTIMA ENTRE LA BANCADA Y EL MONTAJE DE SOLDADURA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}