CIP-2021 : B29C 33/56 : Revestimientos; Agentes de desmoldeo, de lubricación o de separación.
CIP-2021 › B › B29 › B29C › B29C 33/00 › B29C 33/56[1] › Revestimientos; Agentes de desmoldeo, de lubricación o de separación.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos.
B29C 33/56 · Revestimientos; Agentes de desmoldeo, de lubricación o de separación.
CIP2021: Invenciones publicadas en esta sección.
Moldes de hueco de bajo CTE con superficie texturizada y método de fabricación y utilización de los mismos.
(29/07/2020) Una herramienta de rotomoldeo que tiene una superficie texturizada, comprendiendo la herramienta:
Una carcasa que tiene;
una porción del cuerpo; y
una superficie superior del molde que tiene una textura en veta, y que ha sido sometida a un tratamiento de nitruración para proporcionar una superficie superior de la herramienta con una microdureza Knoop superior a la dureza Vickers del cuerpo, según se midió por el Método de Prueba ASTM No. E-384;
al menos la porción del cuerpo que comprende una aleación de níquel hierro que tiene un coeficiente de expansión térmica de como máximo 9.0 x 10-6 °C-1 a temperaturas entre 38 ° y 260 °C, en la que la aleación de níquel hierro comprende:
níquel en una cantidad que varía de 30 % en peso a 38 % en peso;
de 0 % en peso a 6.0 % en peso de cobalto;
de…
Molde para fabricar un panel polimérico de ventana de avión.
(11/03/2020). Solicitante/s: PPG INDUSTRIES OHIO, INC.. Inventor/es: GOODWIN, GEORGE B., MCCARTHY,DENNIS P, SHEARER,JOHN D. M.
Un molde para moldear un panel polimérico de ventana de avión , que comprende:
una primera mitad de molde , que comprende una primera superficie de molde ; y
una segunda mitad de molde , que comprende una segunda superficie de molde ,
en donde la primera superficie de molde y/o la segunda superficie de molde tienen una forma que se ajusta a una forma final para superficies principales opuestas de un panel de ventana de avión , caracterizado por que hay situado un revestimiento de vidrio de manera retirable sobre la primera superficie de molde y/o la segunda superficie de molde.
PDF original: ES-2784913_T3.pdf
Modelo de recubrimiento de cuero.
(04/03/2020) Modelo de recubrimiento de cuero para la fabricación de un molde de silicona, que presenta
- un modelo de fresado que presenta al menos una ranura con una base de ranura ,
- una piel que se dispone en el modelo de fresado y que está formada por al menos un primer recorte (3a) y un segundo recorte (3b), presentando la piel
- un lado de estructura y un lado trasero opuesto y apoyándose la piel con el lado trasero , al menos fuera de la ranura , en el modelo de fresado y fijándose adecuadamente,
- uniéndose el primer recorte (3a) y el segundo recorte (3b) a través de al menos una línea de unión (L) formando una primera…
Molde evacuable para componentes de plástico compuestos de fibra.
(29/01/2020) Molde evacuable y estable con una forma obtenida por termoformado a temperaturas ≤240 °C y correspondiente al componente de plástico compuesto de fibra respectivo que se va a producir con el mismo, y hecho de una película termoplástica hermética al vacío de al menos dos capas, que comprende:
a) una capa superficial hecha de al menos una poliamida o copoliamida termoplástica que opcionalmente tiene grupos funcionales, y
b) una capa de desprendimiento que forma el lado interno del molde y está hecha de al menos un copolímero de tetrafluoroetileno termoplástico, que tiene grupos funcionales, compuestos de:
b1)
α) unidades copolimerizadas…
Aparato de moldeo de pulpa y moldes para su uso en el mismo.
(20/11/2019). Solicitante/s: OrganoClick AB. Inventor/es: HANSSON, TORBJORN, SUNDBLAD,PER, OLLEVIK,TOMMY.
Un par de mitades de molde de metal adecuadas para el moldeo de pulpa por compresión y calentamiento, que comprende una primera mitad para la aplicación de una pasta de pulpa y una segunda mitad de molde de conformación caracterizado por que la superficie metálica de dicha primera mitad de molde está recubierta por pulverización o moldeo con un material elastomérico.
PDF original: ES-2774689_T3.pdf
Proceso para fabricar una barra de núcleo para preformas.
(14/08/2019) Proceso para fabricar una barra de núcleo para preformas, en el que se proporcionan:
- una barra de núcleo que tiene una superficie de moldeo externa que es una superficie de conformación de una superficie interna de una preforma y que comprende una parte de conformación de cuello y una parte de conformación de cuerpo , teniendo la parte de conformación de cuerpo unas primeras dimensiones diametrales,
- un compuesto metálico,
- medios de depósito para depositar dicho compuesto metálico sobre la barra de núcleo , y
- medios de retirada de fragmentos,
comprendiendo el proceso las etapas de:
a) retirar una capa externa de un primer espesor predeterminado de la parte de conformación de…
Molde de inyección con recubrimiento superficial de la superficie interior.
(31/01/2019). Solicitante/s: S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE AUTOMAZIONE - S.P.A. Inventor/es: ZOPPAS, MATTEO, SIGLER,LAURENT, ZANETTE,DINO ENRICO.
Un molde que tiene paredes de acero para la producción de preformas hechas de PET mediante moldeo por inyección, que comprende un recubrimiento de material cerámico con un espesor de entre 90 y 120 nm que recubre las paredes del molde, en el que el recubrimiento está hecho de Al2O3 o comprende una primera capa hecha de Al2O3 y una segunda capa hecha de TiO2, adaptado para la producción de preformas con una L/t > 50, cuando L es mayor o igual a 100 mm o preformas con una L/t > 45 cuando L < 100 mm, donde "L" y "t" son la longitud total de la preforma y el espesor de la pared de la preforma, respectivamente.
PDF original: ES-2698130_T3.pdf
Utiles de moldeo revestidos de manera antiadhesiva.
(16/05/2018). Solicitante/s: MOMENTIVE PERFORMANCE MATERIALS GMBH. Inventor/es: GROSS, THOMAS, HEILIG, GERHARD, STEINBERGER, HELMUT, DR.
Útil de moldeo, que presenta un revestimiento antiadhesivo a base de partículas de SiO2 en nanoescala organomodificadas, que puede obtenerse
preparándose un agente de revestimiento mediante reacción de
a) soluciones de dióxido de silicio coloidales con un tamaño de partícula promedio de 5 a 150 nanómetros de diámetro,
b) trialcoxisilanos organofuncionales de fórmula general R -Si(OR)3, en la que R significa un sustituyente alquilo, eventualmente fluorado, con 1 a 6 átomos de carbono, un sustituyente vinilo, acriloílo, metacriloílo, - glicidoxipropilo o -metacriloxipropilo y R es un sustituyente alquilo con 1 a 8 átomos de carbono, estando constituido el componente de partida b) en al menos un 70 % en peso por trialcoxialquilsilano,
aplicación del agente de revestimiento así preparado sobre la superficie de un útil de moldeo de metal o plástico y
curado del revestimiento generado en la etapa.
PDF original: ES-2672098_T3.pdf
Procedimiento para la fabricación de un útil de moldeo, así como útil de moldeo fabricado por dicho procedimiento.
(25/10/2017) Procedimiento de fabricación de útiles de moldeo para la fabricación de un útil de moldeo para la fabricación de piezas moldeadas de plástico que comprende:
a) la puesta a disposición de un cuerpo base de un primer material con una superficie límite moldeada para la creación de una superficie del molde ,
b) el montaje de un dispositivo de control de temperatura para templar el útil de moldeo en la superficie límite ,
c) el recubrimiento de la superficie límite del cuerpo base y del dispositivo de control de temperatura montado en el mismo mediante pulverización de un segundo material en un procedimiento…
Agente de desmoldeo, piezas moldeadas de plástico y procedimiento para su fabricación.
(26/10/2016) Procedimiento para la fabricación de piezas moldeadas de plástico a partir de poliuretano, en el que
a) el molde se trata previamente con un agente de desmoldeo externo,
b) en el molde tratado previamente se introduce la cantidad necesaria para la formación de la pieza moldeada de componentes de reacción y coadyuvantes y aditivos, en donde el componente isocianato contiene del 1 al 10 % en peso de al menos un componente (X) del grupo constituido por anhídridos de ácidos carboxílicos con restos de hidrocarburo iguales o diferentes, en donde al menos uno de los restos de hidrocarburo tiene de 8 a 40 átomos de carbono,…
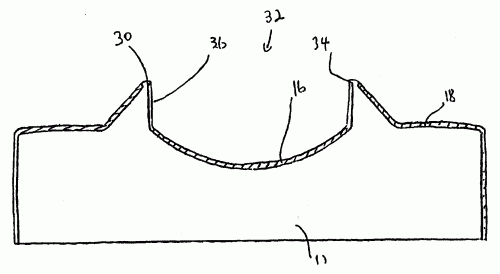
Procedimiento de recarga de un molde para vidriería por recarga láser de polvos.
(17/08/2016). Solicitante/s: ETABLISSEMENTS CHPOLANSKY. Inventor/es: VAN LIDEN,SERGE.
Procedimiento de recarga de un molde para vidriería de fundición, de bronce, o de acero, durante el cual se suelda un material de recarga, que comprende la etapa siguiente:
- mecanizar una arista (C, F, J) del molde de manera que forme una superficie plana , por ejemplo una meseta o un chaflán,
estando el procedimiento caracterizado por que comprende las etapas que consiste en:
- depositar una cantidad de material de recarga determinada en la superficie plana de la arista (C, F, J) así mecanizada, comprendiendo el material de recarga un metal o una aleación metálica, y
simultáneamente,
- soldar localmente el material de recarga sobre la superficie plana mediante un haz de un láser , de manera que forme una zona de refuerzo ,
en el que la superficie plana del molde a recargar está dispuesta aguas abajo a una distancia comprendida entre 2 mm y 15 mm de una zona de focalización del haz del láser.
PDF original: ES-2602031_T3.pdf
Capa de polímero colada con alta relación de aspecto.
(16/11/2015) Método de producción de una capa de polímero estructurada (4, 4') que se adhiere a un sustrato (3, 3'), que comprende las etapas de:
(a) tratar en superficie un molde (1, 1') previamente formado con un inhibidor de la polimerización,
(b) verter una formulación acrílica y/o epoxídica polimerizable líquida (2, 2') en el molde (1, 1'),
(c) disponer un sustrato (3, 3') sobre la formulación polimerizable líquida (2, 2'),
(d) polimerizar la formulación polimerizable líquida (2, 2'), y
(e) separar el molde (1, 1') de la capa de polímero estructurada (4, 4').
Método de fabricación de modelos o herramientas resistentes a altas temperaturas y composición para los mismos.
(22/07/2015) Método de producción de un modelo o herramienta que comprende
(a) construir un conjunto de apilamiento de sustratos adheridos con varias capas intermedias de pasta adhesiva,
(b) mecanizar el conjunto de sustratos,
(c) cubrir la superficie externa del conjunto de sustratos con una capa continua de pasta curable dispensada con máquina, y
(d) tras el curado, mecanizar para dar la estructura final, según un diseño informático, en el que la composición de la pasta curable de la etapa (c) es la misma que la composición de al menos una de las capas de pasta adhesiva de la etapa (a) y en el que la pasta curable comprende:
…
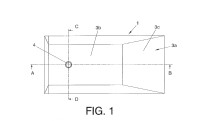
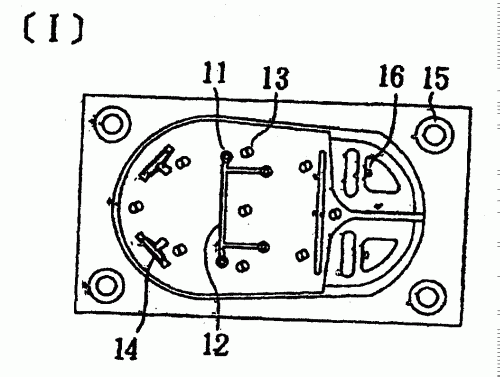
PLATO DE DUCHA ERGONÓMICO Y PROCEDIMIENTO DE FABRICACIÓN DEL MISMO.
(07/08/2014). Ver ilustración. Solicitante/s: SOLID SOFT TRAY, S.L. Inventor/es: ANDRÉS ALEMANY,Javier.
Plato de ducha ergonómico, que comprende: una superficie base plana ; una superficie superior (3a) opuesta a dicha superficie base plana , donde dicha superficie superior (3a) comprende en su zona perimetral, superficies planas aptas para la colocación de una mampara o similar, al menos un conducto de desagüe y una zona de desagüe (3b) alrededor de dicho conducto que comprende al menos un desnivel con una inclinación comprendida en el intervalo definido entre 0.5% y 2% de pendiente, que cae hacia el al menos un conducto de desagüe y una zona adyacente (3c) a la zona de desagüe (3b) definida por la superficie plana restante de dicha superficie superior (3a) del plato de ducha ; donde el espesor del plato está comprendido entre 1.75 cm y 3.25 cm y donde el material de dicho plato de ducha comprende poliuretano integral que define una pluralidad de oquedades interiores al plato de ducha , dotándolo de elasticidad de manera que el plato es adaptable a la huella de un usuario.
Herramienta y procedimiento para la fabricación de piezas de moldeo de plástico de varias capas.
(02/07/2014) Herramienta para la fabricación de piezas de moldeo de plástico de varias capas con sustrato de plástico y pintura de recubrimiento formada por al menos dos mitades de herramienta y una cavidad, en la que se aloja el plástico, y un sistema de colada con un bebedero, caracterizada porque
a) una pieza de inserción de herramienta de separación intercambiable con una capa de separación permanente o semipermanente, o
b) una pieza de inserción de herramienta de separación intercambiable compuesta de un material que separa de modo permanente,
en donde la pieza de inserción de herramienta de separación forma la parte del sistema de alimentación adyacente a la cavidad para el barniz .
Método para realizar elementos de rigidización huecos.
(21/10/2013) Método para realizar elementos de rigidización huecos con técnica de cocurado sobre una estructura realizada de material compuesto que comprende el uso de al menos un husillo de laminación y polimerización sobre el que se coloca al menos un material laminado;
dicho material laminado forma al menos una estructura hueca en la que está el husillo , comprendiendo dicho método las siguientes fases operacionales:
a) revestir el husillo con al menos una primera capa antiadherente;
b) revestir el husillo con al menos una segunda capa termocontraíble;
c) calentar el husillo revestido;
d) colocar el husillo sobre la superficie…
Ajuste del grado del brillo.
(21/05/2013) Procedimiento de moldea por inyección de materiales fundidos fluyentes, en especial, de plástico, en unmolde con una superficie de moldeo, que hace contacto con el material y está provista de por lo menos unrevestimiento y con un mecanismo para temperar la superficie del molde con las etapas de:
- proveer la superficie del molde de una estructura superficial para conseguir un grado 60º de brillo y/oun valor L* cromático para la pieza moldeada por inyección mediante reproducción básicamente exactade la superficie de moldeo por la superficie de la pieza moldeada por inyección,
- proveer la superficie del molde…
MEJORAS EN LOS MOLDES PARA LA FABRICACIÓN DE PALAS DE AEROGENERADOR.
(17/09/2012) Mejoras en los moldes para la fabricación de palas de aerogeneradores, sobre la superficie exterior del lecho se dispone un conjunto de largueros longitudinales que junto con las tapas horizontales definen una estructura de viga multicélula de gran rigidez, al tiempo que delimitan en la dirección transversal los conductos de circulación del aire caliente.
Dispositivo de transformación de materiales que utiliza un calentamiento por inducción.
(09/05/2012) Dispositivo de transformación por calentamiento, especialmente por el moldeo, de materiales, en particular de materiales compuestos de matriz termoplástica o termoendurecible, que comprende:
- dos cuerpos de molde , móviles uno con respecto al otro, realizados en un material eléctricamente conductor y que comprenden, cada uno, una zona moldeante destinada a estar en contacto con el material que hay que transformar, y
- medios inductores para generar un campo magnético de frecuencias F que envuelve a los cuerpos de molde, estando caracterizado el dispositivo porque las caras de al menos uno de los dos cuerpo de molde situadas enfrentadas a los medios inductores, con excepción de las zonas moldeantes , están recubiertas de una capa de blindaje…
Procedimiento de fabricación de unidades de filtrado y aparato correspondiente.
(07/05/2012) Procedimiento de fabricación de unidades de filtrado , constituidas por lo menos por un cerramiento en forma de caja y por lo menos por un elemento de filtrado , que se pueden ensamblar entre sí, comprendiendo una etapa de inyección de por lo menos un 5 elemento de retención en el estado fluido en por lo menos un asiento , que está asociado con dicho cerramiento en forma de caja , para alojar dicho elemento de filtrado ; por lo menos una etapa de incorporación de por lo menos un extremo de dicho elemento de filtrado en por lo menos una parte de dicho elemento de retención que se mantiene en estado fluido, y comprendiendo…
ÚTILES CON ESTRUCTURA CELULAR.
(16/12/2011) Útil para su utilización en la formación de artículos moldeados, comprendiendo el útil un cuerpo del útil formado a base de un material celular y un material de resinas en el cuerpo del útil, caracterizado porque el útil comprende además un material elastómero situado entre dicho cuerpo del útil y dicho material de resinas para inhibir el movimiento de la resina desde el material de resinas hacia dentro del cuerpo del útil .
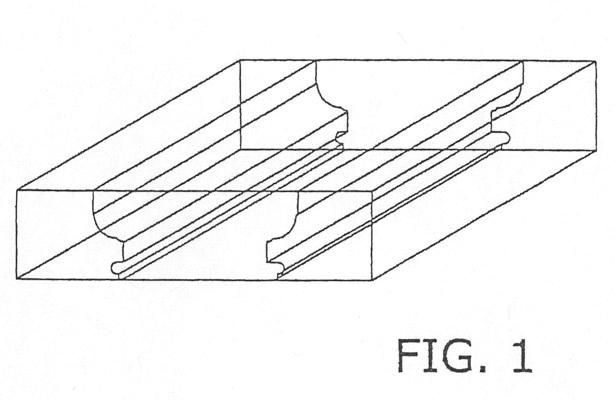
PROCEDIMIENTO DE OBTENCION DE MOLDES.
(16/08/2007). Ver ilustración. Solicitante/s: DI FILIPPO,MARIAGIUSEPPINA. Inventor/es: DI FILIPPO,MARIAGIUSEPPINA.
Procedimiento de obtención de moldes.#Los moldes y/o formaletas, producidos por maquinarias por el corte del poliestireno difundido, pantógrafos de hilo caliente o láser, y/o formaletas producidas por el fresado del poliestireno expandido, de formas y dimensiones determinadas, se rocían sucesivamente, a través de la instrumentación adecuada, con pistola de rociado, con material de poliuretano a elevada densidad. El procedimiento confiere al molde de poliestireno expandido un elevado endurecimiento que protege al material. Los materiales de relleno del molde así conseguido pueden introducirse en estado líquido, fluido y/o sólido bajo condiciones de temperatura y vapor controladas.
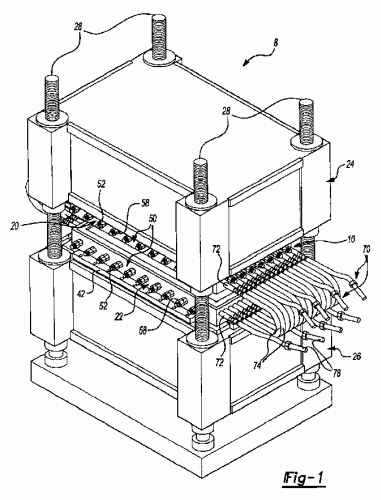
APARATO CONFORMADOR QUE UTILIZA CALENTAMIENTO POR INDUCCION, QUE COMPRENDE UNA MATRIZ DE CERAMICA CON UN RECUBRIMIENTO DURADERO.
(16/06/2006). Ver ilustración. Solicitante/s: THE BOEING COMPANY. Inventor/es: FISCHER, JOHN, R., MATSEN, MARC R., BROWN, RONALD W., KIRKWOOD, BRAD L.
Un troquel (20, 22; 20', 22') para uso en un aparato conformador que usa calentamiento por inducción, cuyo troquel comprende: - un cuerpo de troquel que tiene una parte colada que se ha formado a partir de un primer material; y - una pluralidad de segmentos de bobina de inducción embutidos en el cuerpo de troquel, caracterizado porque un revestimiento de troquel está acoplado al cuerpo de troquel cuyo revestimiento define una cavidad de troquel y una superficie conformadora , en el que el revestimiento está formado de un material cerámico y el revestimiento es un material compuesto cerámico que se ha sinterizado, cuyo material compuesto cerámico que es diferente del primer material tiene al menos una característica tal como una resistencia de material y/o resistencia química diferente de la característica correspondiente del primer material, logrando un material más duradero que la parte colada del cuerpo de troquel con el fin de permitir el uso prolongado del troquel.
PROCEDIMIENTO PARA LA FABRICACION DE MOLDES PARA LA INYECCION DE PLASTICOS Y CERAS.
(16/07/2005). Solicitante/s: DIEZ FERNANDEZ,RICARDO. Inventor/es: DIEZ FERNANDEZ,RICARDO.
Procedimiento para la fabricación de moldes para la inyección de plásticos y ceras. El procedimiento consiste en diseñar un positivo de la pieza que se pretende obtener con el molde, efectuándose el diseño mediante ordenador en un sistema de CAD 3D, para transformarse en un fichero STL y poder construir el positivo en una máquina de estereolitografía, efectuándose seguidamente el afinado y pulido para mediante galvanoplastia o electrodeposición realizar un metalizado en cobre o níquel. Posteriormente se efectúa el copiado de los negativos o semimoldes, en una aleación de estaño y bismuto (recubriéndose superficialmente con cobre o níquel por galvanoplastia o electrodeposición en caso de estimarse necesario) o en fundición de hierro, aluminio, acero, cobre, bronce o resina de epoxi, lo que permite obtener un molde totalmente metálico y sin arranque de viruta.
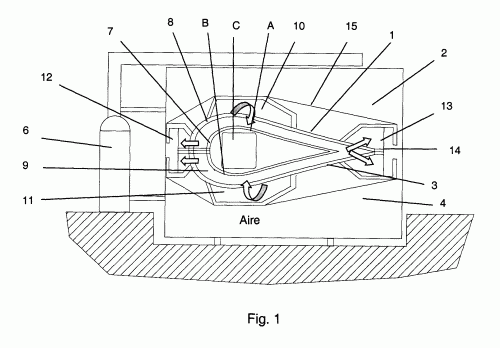
MOLDE DE CONCHAS PARA LA FABRICACION DE PALAS DE AEROGENERADOR Y MOLDE ASI CONSTITUIDO.
(01/06/2005). Ver ilustración. Solicitante/s: GAMESA DESARROLLOS AERONAUTICOS, S.A. GAMESA EOLICA, S.A. Inventor/es: VELEZ ORIA,SERGIO, ARAMBURU ARRIAGA,JOSEBA.
El molde de conchas para la fabricación de palas de aerogenerador incorpora una gran superficie de transmisión de calor realizando un curado más rápido de los materiales constitutivos de la pala y soportándose sobre una estructura arriostrada a base de costillas aleatoriamente distribuidas sobre una cama de compuesto. La estructura dispone de grados de libertad presentes mediante rótulas incorporadas en las patas y patines sobre los que descansan los tirantes del sistema de volteo. En el interior del molde hay un conducto de circulación de aire, de geometría variable, que adecua su superficie al perfil de la pala. El modelo de la pala está constituido por un tejido no convencional basado en un entramado de fibras formadas por una pluralidad de hilos de corto tamaño hilados o entrelazados entre sí. Dicha tela está compuesta por la unión de varias telas muy finas y con las fibras dispuestas en diferentes orientaciones.
METODO PARA PROCESAR UN MOLDE DE RESINA Y EL MOLDE DE RESINA ASI OBTENIDO.
(01/05/2005). Ver ilustración. Solicitante/s: DSM N.V. JSR CORPORATION JAPAN FINE COATINGS CO., LTD. Inventor/es: 3YAMAMURA, TETSUYA, KATO, YUKITOSHI, TANABE, TAKAYOSHI, UKACHI, TAKASHI.
Un método de recubrimiento de un molde que contiene una superficie resinosa que comprende las etapas de: i) recubrir el molde con un agente de desmoldeo que es capaz de reaccionar por enlaces químicos con la superficie resinosa del molde, ii) hacer reaccionar el molde de resina recubierto en condiciones suficientes para que tenga lugar una reacción química entre la superficie resinosa del molde y el agente de desmoldeo, iii) opcionalmente retirar agente de desmoldeo no reaccionado del molde, en el que el molde es un artículo fotofabricado obtenido por repetición de una etapa de formación de una capa curada de una composición de resina fotocurable por irradiación de manera selectiva de la composición de resina con luz y en el que la capa de recubrimiento que consta de agente de desmoldeo reaccionado tiene un espesor menor que 1 micra.
MATRIZ Y PROCEDIMIENTO ESPECIALMENTE PARA ESTAMPAR PASTILLAS DE DETERGENTE.
(01/02/2005). Solicitante/s: UNILEVER N.V.. Inventor/es: BUZZEO, PASQUALE MICHAEL, UNILEVER H. & P. CARE USA, HEINZ, DANIEL JOHN, UNILEVER HOME & PERS. CARE USA, STORY, EDWARD ROSS, UNILEVER HOME & PERS. CARE USA.
Un dispositivo para estampar un sustrato que comprende una matriz, la matriz comprende al menos una superficie de estampación del sustrato que tiene un recubrimiento elastomérico, caracterizado en que dicho recubrimiento comprende un agente de carga conductor metálico.
MATRIZ Y PROCEDIMIENTO DE ESTAMPACION DE MATERIAL PLASTICO.
(01/11/2003). Ver ilustración. Solicitante/s: UNILEVER PLC UNILEVER N.V.. Inventor/es: BUZZEO, PASQUALE, MICHAEL, HEINZ, DANIEL, JOHN, STORY, EDWARD, ROSS, EDMONDSON, BRIAN.
ESTA INVENCION SE REFIERE A UN DISPOSITIVO PARA ESTAMPAR UNA BARRA DE DETERGENTE, COMO POR EJEMPLO UNA BARRA QUE COMPRENDE JABON, UN DETERGENTE SINTETICO ACTIVO O UNA MEZCLA DE ESTOS, QUE INCLUYE UNA MATRIZ. ESTA MATRIZ TIENE, POR LO MENOS, UNA SUPERFICIE DE ESTAMPADO DE LA BARRA PROVISTA DE, POR LO MENOS, UN REVESTIMIENTO ELASTOMERICO E INCLUYE UN REBORDE QUE TIENE UNA RIGIDEZ MAYOR QUE LA DEL REVESTIMIENTO ELASTOMERICO . ES POSIBLE UN DESMOLDEO FACIL DE LAS BARRAS DE DETERGENTE DE LA MATRIZ SIN ENFRIAR LAS MATRICES. EL USO DEL REBORDE RIGIDO INCREMENTA LA DURACION DE VIDA DEL REVESTIMIENTO.
MOLDES DE LENTE CON RECUBRIMIENTOS PROTECTORES PARA LA PRODUCCION DE LENTES DE CONTACTO Y LENTES INTRAOCULARES.
(16/10/2003). Solicitante/s: BAUSCH & LOMB INCORPORATED. Inventor/es: LAI, YU-CHIN, LI, HONGWEN, RUSCIO, DOMINIC, V., HUANG, HORNGYIH.
Un conjunto de molde para la fabricación de al menos un artículo oftálmico usado dentro o en el ojo, conjunto de molde que incluye un par acoplable de partes de molde hechas de un material de molde de resina clara, caracterizado porque las superficies de cavidad de las partes de molde incluyen un recubrimiento de un material inorgánico para proteger las partes de molde contra el ataque por el monómero usado al hacer el artículo oftálmico, recubrimiento protector que se aplica permanente y externamente a las superficies de cavidad del conjunto de molde y es esencialmente no reactivo con la superficie del artículo oftálmico formado por el conjunto de molde.
TROQUEL DE ESTAMPADO HIBRIDO.
(16/03/2003). Solicitante/s: UNILEVER PLC UNILEVER N.V. HINDUSTAN LEVER LIMITED. Inventor/es: EDMONDSON, BRIAN UNILEVER RESEARCH PORT SUNLIGHT, ESPIE, ALAN W. UNILEVER RESEARCH PORT SUNLIGHT, STORY, EDWARD ROSS UNILEVER HOME AND PERSONAL CARE.
Un troquel de estampado que tiene una superficie de estampado de substrato que comprende una matriz de base de estructura abierta que tiene un revestimiento de un material elastomérico aplicado sobre la misma, en el que la superficie de la matriz, si se observa en sección transversal, incluye múltiples depresiones, picos y mesetas y la superficie de estampado comprende una superficie de material compuesto que es predominantemente un elastómero que tiene la matriz sobresaliendo a través del elastómero.
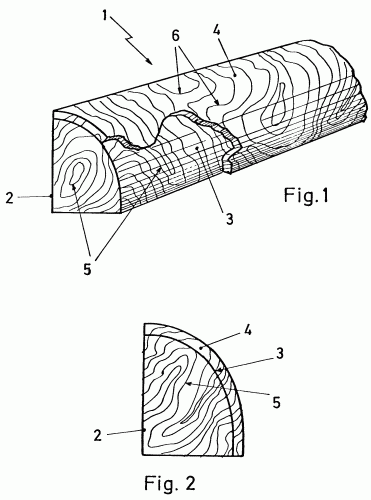
(01/03/1991). Ver ilustración. Solicitante/s: REHAU AG + CO. Inventor/es: DRESSLER, HELMUT.
PERFIL PERFECCIONADO, ESPECIALMENTE PARA REMATE DE BORDES DE MOBILIARIO DEL TIPO FABRICADOS POR EXTRUSION DE MATERIALES SINTETICOS TERMOPLASTICOS CON UN CUERPO BASICO Y AL MENOS UN REVESTIMIENTO O ESTAMPACION DE ACABADO EXTERNO PREVISTO POR LO MENOS EN SU CARA VISTA, CARACTERIZADO POR CUANTO DICHO PERFIL ESTA PREVISTO COMO UN NUCLEO COMPACTO QUE PRESENTA EN TODA SU MASA UN JASPEADO CON AL MENOS UN RECUBRIMIENTO O ESTAMPACION DE ACABADO , PREVISTO EN POR LO MENOS SU CARA VISTA , CON UN JASPEADO , DONDE LOS JASPEADOS (5 Y 6) LOS CITADOS NUCLEO COMPACTO Y REVESTIMIENTO O ESTAMPACION DE ACABADO SON COINCIDENTES EN DISTRIBUCION Y COLORACION.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}