CIP-2021 : B23K 31/02 : relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
CIP-2021 › B › B23 › B23K › B23K 31/00 › B23K 31/02[1] › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08).
B23K 31/02 · relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
CIP2021: Invenciones publicadas en esta sección.
SOLDADURA DE SUPERALEACIONES DE ALTA RESISTENCIA A BASE DE NIQUEL.
(16/07/1999). Solicitante/s: CHROMALLOY GAS TURBINE CORPORATION. Inventor/es: STUEBER, RICHARD J., MILIDANTRI, THOMAS, TADAYON, MOSHEN.
SE PROPORCIONA UN PROCESO PARA SOLDAR UNA SUPERALEACION CON BASE DE NIQUEL CON PRECIPITACION REFORZADA GAMA PRIMA CALENTANDO EL AREA DE SOLDADURA Y LA REGION ADYACENTE A UNA TEMPERATURA DUCTIL, SOLDANDO MIENTRAS SE MANTIENE LA TOTALIDAD DEL AREA DE SOLDADURA Y SU REGION ADYACENTE A DICHA TEMPERATURA Y SUJETANDO LA SOLDADURA, AREA Y REGION ANTES MENCIONADA A DICHA TEMPERATURA HASTA QUE SE HAYA SOLIDIFICADO LA TOTALIDAD DE LA SOLDADURA. LA TEMPERATURA DUCTIL SUPERA LA TEMPERATURA DE ENVEJECIMIENTO PERO ES INFERIOR A LA TEMPERATURA DE FUNDICION INCIPIENTE DE LA SUPERALEACION.
UN METODO PARA LA FABRICACION DE UNA BARRA DE BULBO, Y BARRA DE BULBOFABRICADA DE ACUERDO CON EL METODO.
(16/02/1999) LA PRESENTE INVENCION SE REFIERE A UN METODO PARA FABRICAR UNA BARRA DE VALVULA Y TAMBIEN UNA VALVULA DE BARRA PRODUCIDA CON EL METODO. LA BARRA DE BOMBILLA SE FABRICA DE ACUERDO CON LOS SIGUIENTES PASOS: APLANAR SEPARADAMENTE UNA PARTE DE LA BARRA ; APLANAR SEPARADAMENTE UNA PARTE DE LA BARRA PLANA ; Y SOLDAR LA PARTE DE BOMBILLA A LA PARTE DE LA BARRA PLANA . LA PARTE DE LA BOMBILLA ES APLANADA CON UNA FORMA SIN BORDES PARA PERMITIR QUE UNA PARTE EN FORMA DE CUÑA CUYAS DIMENSIONES HAN SIDO SELECCIONADAS APROPIADAMENTE DE ACUERDO CON LA BARRA DE BOMBILLA CON UNA RESISTENCIA A LA TORSION REQUERIDA, PARA SER SOLDADA A LA REGION DEL BORDE QUE SE EXTIENDE LONGITUDINALMENTE DE LA PARTE DE BOMBILLA…
METODO DE PRODUCCION DE UN ENSAMBLAJE SOLDADO.
(16/10/1998). Solicitante/s: GKN SANKEY LIMITED. Inventor/es: SAYER, JOHN, DR.
UN METODO PARA PRODUCIR UN ENSAMBLAJE SOLDADO QUE CONSTA DE DOS ELEMENTOS (10 Y 12), DONDE EL ENSAMBLAJE ESTA ADAPTADO SUBSECUENTEMENTE PARA TENER UN ELEMENTO CONECTADO AL MISMO DE MANERA QUE IMPARTA UNA FUERZA DE CONEXION A LA CONEXION SOLDADA ENTRE LOS DOS ELEMENTOS . EL METODO COMPRENDE LOS SIGUIENTES PASOS: ANTES DE SOLDAR LOS ELEMENTOS ENTRE SI, SE APLICA TEMPORALMENTE UNA FUERZA SOBRE AL MENOS UNO DE LOS DOS ELEMENTOS PARA ESTIMULAR LA FUERZA QUE VA A SER IMPARTIDA SOBRE LA CONEXION SOLDADA ENTRE LOS DOS ELEMENTOS COMO RESULTADO DE LA CONEXION DE UN TERCER ELEMENTO AL ENSAMBLAJE; SOLDAR LOS DOS ELEMENTOS ENTRE SI PARA FORMAR EL ENSAMBLAJE Y, AL MISMO TIEMPO, MANTENER LA FUERZA PREDETERMINADA SOBRE AL MENOS UN ELEMENTO Y SUBSECUENTEMENTE RETIRAR LA FUERZA PREDETERMINADA DE AL MENOS ESE ELEMENTO.
MONTAJE EN LA CUBIERTA DE TRANSPORTE DE VEHICULOS DE UN BARCO.
(01/07/1998) LA INVENCION SE REFIERE A UN MONTAJE PARA SU USO COMO ESTRUCTURA DE CUBIERTA DE TRANSPORTE DE VEHICULOS HECHA DE ALUMINIO PARA BARCOS DE TRANSPORTE DE VEHICULOS. LA PLANCHA DE LA CUBIERTA DE LA CUBIERTA DE TRANSPORTE DE VEHICULOS COMPRENDE VIGAS DE CUBIERTA QUE INCORPORAN UNA PLANCHA DE FONDO Y UNA PLANCHA SUPERIOR , QUE TIENEN UNA ESTRUCTURA DE CUBIERTA Y QUE HAN SIDO SUJETAS ENTRE SI EN PARALELO MEDIANTE LO CUAL LAS VIGAS DE LA CUBIERTA ESTAN UNIDAS ENTRE SI EN LOS BORDES FORMADOS POR LOS EXTREMOS DE LAS VIGAS DE LA CUBIERTA . LA INVENCION SE BASA EN LA ADAPTACION DE LA UNION LONGITUDINAL ENTRE DOS VIGAS DE LA CUBIERTA TAL COMO UNA SECCION DE UNION CONTINUA QUE ES CAPAZ DE DISTRIBUIR LAS FUERZAS IMPUESTAS SOBRE LA JUNTA A LO LARGO DE UN AREA MAYOR. LA SECCION DE UNION COMPRENDE UNA BANDA PRINCIPAL SUJETA EN SU PARTE…
SOLDADURA DE SUPERALEACIONES CON BASE DE NIQUEL DE ALTA RESISTENCIA.
(16/08/1997). Solicitante/s: CHROMALLOY GAS TURBINE CORPORATION. Inventor/es: STUEBER, RICHARD J., MILIDANTRI, THOMAS, TADAYON, MOSHEN.
SE DESCRIBE UN PROCESO PARA SOLDAR UNA SUPERALEACION CON BASE DE NIQUEL DE PRECIPITACION REFORZADA DE UN ELEMENTO PRIMARIO GAMMA, CALENTANDO EL AREA DE SOLDADURA Y LA REGION ADYACENTE HASTA UNA TEMPERATURA DUCTIL, SOLDANDO MIENTRAS SE MANTIENE EL AREA DE SOLDADURA COMPLETA Y LA REGION ADYACENTE A LA TEMPERATURA DUCTIL Y SOSTENIENDO LA PIEZA SOLDADA, EL AREA DE SOLDADURA Y LA REGION ADYACENTE A LA TEMPERATURA DUCTIL HASTA QUE TODA LA SOLDADURA SE HAYA SOLIDIFICADO. LA TEMPERATURA DUCTIL ES SUPERIOR A LA TEMPERATURA DE ENVEJECIMIENTO PERO INFERIOR A LA TEMPERATURA DE SOLDADURA INCIPIENTE DE LA SUPERALEACION.
PROCESO DE FABRICACION DE UNA ESTRUCTURA MECANO SOLDADA, ESTRUCTURA OBTENIDA Y SU APLICACION PARA LA REALIZACION DE UN NODULO DE UNA ESTRUCTURA EN CELOSIA.
(16/03/1997). Solicitante/s: GIAT INDUSTRIES. Inventor/es: CHAMBEFORT, JEAN-CLAUDE, HUBSCH, ALAIN, VENGEON, BERNARD, LIPNICK, MICHEL, TACHON, DANIEL.
SE RECORTA LOS LARGUEROS Y LOS TRAVESAÑOS DE UNA CHAPA METALICA. SE REALIZA EN EL TRANSCURSO DEL RECORTADO UNOS MEDIOS DE AJUSTE COMPLEMENTARIOS POR EJEMPLO DEL TIPO ESPIGAS Y MORTAJAS EN LOS LARGUEROS Y TRAVESAÑOS. SE ENSAMBLA LOS LARGUEROS Y TRAVESAÑOS COLOCANDO LOS MEDIOS DE AJUSTE EN DISPOSICIONES DE AGARRE MUTUO PARA OBTENER UN ENSAMBLAJE DE FORMA POLIEDRICA. SE SUELDAN LOS LARGUEROS ENTRE ELLOS EN LA MISMA DIRECCION QUE LAS ARISTAS DEL ENSAMBLAJE POLIEDRICO. EL PROCESO DE LA INVENCION PERMITE REALIZAR EN PARTICULAR UN NODULO PARA UNA ESTRUCTURA EN CELOSIA DE GRAN PRECISION GEOMETRICA Y DIMENSIONAL.
PROCEDIMIENTO PARA LA SOLDADURA DE LISTONES DE CUBIERTA DE TIPO DE PEINE EN INTERCAMBIADORES TERMICOS DE PLACAS.
(16/11/1996) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA SOLDADURA DE LISTONES DE CUBIERTA DE TIPO DE PEINE EN INTERCAMBIADORES TERMICOS DE PLACA, QUE SE COMPONE DE UNA MULTIPLICIDAD DE PLACAS INDIVIDUALES UNIDAS DE FORMA EMPAREJADA EN DISPOSICION DE PARES DE PLACAS, CON PREFERENCIA A PARTIR DE MATERIAL RESISTENTE A LA CORROSION DE FORMA ESPECIAL, QUE SE DISPONEN UNIDAS DE NUEVO UNA CON OTRA PARA LA FORMACION DE UN APILAMIENTO DE PLACAS Y PARA LA SEPARACION DE LA CORRIENTE DE GAS QUE PARTICIPA EN EL INTERCAMBIADOR TERMICO, HABIENDOSE PREVISTO CON LISTONES DE CUBIERTA DE TIPO PEINE. PARA CONSEGUIR UNA COSTURA DE SOLDADURA RESISTENTE A LA CORROSION Y ESTANCA AL GAS, LA SOLDADURA OBTIENE EN LOS BORDES (1A) QUE…
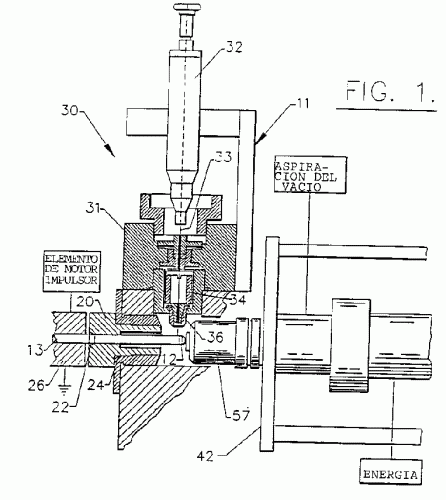
APARATO PARA SOLDADURA CIRCULAR Y DE SELLADO.
(01/11/1996). Ver ilustración. Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: JOHN JR., CLARENCE DANIEL.
APARATO DE SOLDADURA PARA CERRAR EL TALADRO DE UN TAPON DE SELLADO QUE INCLUYE UNA CABEZA CON UN ELEMENTO TOPE FINAL MOVIL EN CUYO PASO AXIAL SE SOPORTA UN ELECTRODO DE SOLDADURA DE SELLADO QUE SE MUEVE ENTRE UNA POSICION RETIRADA DE NO-SOLDADURA Y UNA POSICION EXTENDIDA DE SOLDADURA DE SELLADO, EN LA QUE LA PUNTA DEL ELECTRODO SE EXTIENDE HACIA FUERA Y MAS ALLA DE LA ABERTURA FRONTAL DEL ELEMENTO DE TOPE FINAL, PERMITIENDO EL CIERRE DE UN TALADRO DE TAPON DE SELLADO QUE SE POSICIONA JUNTO AL EXTREMO DE UN TUBO HUECO RESPECTO DEL CUAL EL TALADRO FORMA UN EJE. SE CONECTA UN ELEMENTO IMPULSOR AL ELECTRODO DE SOLDADURA DE SELLADO Y AL ELEMENTO DE TOPE FINAL PARA PERMITIR EL MOVIMIENTO DE ESTE A UNA POSICION RETIRADA O EXTENDIDA MIENTRAS AQUEL SE MUEVE HACIA UNA POSICION EXTENDIDA, O RETIRADA, RESPECTIVAMENTE.
PROCESO DE CONEXION DE UNA PIEZA DE ACERO AL MANGANESO A OTRA PIEZA DE ACERO AL CARBONO Y UNION ASI OBTENIDA.
(16/01/1996). Solicitante/s: MANOIR INDUSTRIES. Inventor/es: PONS, FERNAND, SPOLIDOR, ANDRE, MARC, JOSEPH, SEILLIER, DANIEL, LOUIS.
LA PRESENTE INVENCION SE REFIERE A UN PROCESO DE CONEXION DE UNA PIEZA DE ACERO AL MANGANESO A OTRA PIEZA DE ACERO AL CARBONO, ASI COMO UNA UNION OBTENIDA POR ESTE PROCESO. ESTE PROCESO CONSISTE ESENCIALMENTE EN DEPOSITAR UN ACERO INOXIDABLE AUSTENOFERRITICO EN EL EXTREMO DE UNA PIEZA DE ACERO AL CARBONO , Y EN SOLDAR ESTA ULTIMA DOTADA DE SU EXTREMO DE DEPOSICION , A UNA PIEZA DE ACERO AL MANGANESO . ESTE PROCESO SE APLICA EN PARTICULAR A LA REALIZACION DE LA UNION DE UN RAIL A UNA PIEZA DE VIA FORMANDO UN CORAZON DE AGUJAS.
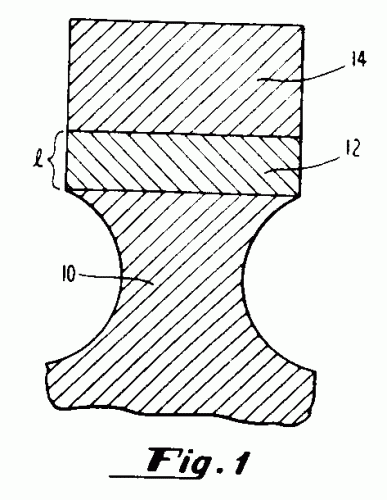
"DISCO DE ROTOR DE TURBINA DE VAPOR Y METODO PARA PREPARAR DICHO ROTOR".
(01/11/1994). Ver ilustración. Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: BELLOWS, JAMES CH. R., KOUBEK III, RUDOLPH.
DISCO DE ROTOR DE TURBINA DE VAPOR Y METODO PARA PREPARAR DICHO ROTOR. EL DISCO INCLUYE UN MIEMBRO ANULAR QUE COMPRENDE UN METAL DE BASE FERROSO DE BAJA ALEACION QUE TIENE MENOS DEL 6% EN PESO DE INGREDIENTES DE ALEACION, ESTA CONSTRUIDO A BASE DE CAPAS GRADUADAS FERROSAS DEPOSITADAS SOBRE EL MIEMBRO ANULAR, CAPAS QUE TIENEN POR CENTAJES EN PESO CRECIENTES DE UN METAL PARA FORMACION DECAPAS QUE CONTIENEN CR. DISPUESTA SOBRE LA CAPA GRADUADA DE ESTA INVENCION SE ENCUENTRA UNA ALEACION DE TORRES (ACERO INOXIDABLE) CONTENIENDO CR PARA OPTIMIZAR LA VIDA DE LA REGION DE TORRES DEL DISCO DE ROTOR DE TURBINA.
SOLDADURA DE METALES REVESTIDOS.
(16/07/1994). Solicitante/s: BRITISH TECHNOLOGY GROUP LIMITED. Inventor/es: DAVIS, MICHAEL PETER, DOWDEN, JOHN MICHAEL, KAPADIA, PHIROZE DORAB, RICKWOOD, KENNETH RALPH.
EL INVENTO PROPORCIONA UN METODO Y APARATO PARA SOLDADURA CONJUNTA DE DOS PIEZAS DE METAL, EN LAS QUE AL MENOS UNA DE ELLAS TIENE ENCIMA UN MATERIAL DE REVESTIMIENTO QUE INTRODUCE UN FLUIDO O FASE VISCO-ELASTICA A UNA TEMPERATURA POR DEBAJO DE LA TEMPERATURA DE FUNDICION DE LAS PIEZAS, COMPRENDIENDO EL METODO LAS ETAPAS DE SUJECION DE LAS PIEZAS A UN TRATAMIENTO PREPARATORIO PRELIMINAR EN UNA ZONA QUE SE VA A SOLDAR Y APLICANDO DESPUES DE ESTO (PREFERIBLEMENTE POR MEDIO DE UN HAZ DE ALTA ENERGIA COMO POR EJEMPLO UN HAZ DE RAYOS LASER) CALOR SUFICIENTE A LAS PIEZAS EN LA ZONA DE SOLDADURA PARA EFECTUAR ALLI LA SOLDADURA CONJUNTA DE LAS MISMAS, EN LAS QUE EL TRATAMIENTO PREPARATORIO PRELIMINAR ABARCA EL PRECALENTAMIENTO DE LAS PIEZAS A DICHA TEMPERATURA INFERIOR Y APRETARLAS UNA CONTRA LA OTRA, EN LA ZONA DE SOLDADURA, CON UNA FUERZA LO SUFICIENTEMENTE GRANDE PARA EXPULSAR EL MATERIAL DE REVESTIMIENTO DE ENTRE LAS PIEZAS EN LA ZONA DE SOLDADURA, MEJORANDO DE ESTA FORMA LA CALIDAD DE LA SOLDADURA SUBSIGUIENTE.
PROCEDIMIENTO PARA LA FABRICACION DE VALVULAS HUECAS DE INTERCAMBIO DE GASES PARA MAQUINAS CON ELEVACION DE EMBOLO.
(16/01/1994). Solicitante/s: MERCEDES-BENZ, AG.. Inventor/es: BURGMER, HEINRICH, DIPL.-ING.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE VALVULAS HUECAS DE INTERCAMBIO DE GASES, ESPECIALMENTE CON UN MEDIO REFRIGERANTE INTRODUCIDO EN EL VASTAGO HUECO DE LA VALVULA. EL HUECO DEL VASTAGO SE PRODUCE, PREFERENTEMENTE, MEDIANTE PERFORACION DESDE LA CABEZA DE LA VALVULA Y PUEDE, DADO EL CASO, SER CERRADO POR SOLDADURA, UNA VEZ INTRODUCIDO EL REFRIGERANTE. UNA PIEZA DELGADA DE RELLENO, INTRODUCIDA A PROFUNDIDAD DEFINIDA DENTRO DE LA PERFORACION, MANTIENE TRANSITORIAMENTE EL BAÑO DE FUSION DE LA SOLDADURA. EL PROCESO DE SOLDADURA PUEDE ORIGINAR COSTES FRENTE A OTROS PROCEDIMIENTOS DE CIERRE. EL PROCEDIMIENTO DE LA SOLDADURA SE LLEVA A CABO DE MODO QUE LA PIEZA A TRABAJAR NO ESTA COMPRENDIDA DENTRO DE UN CIRCUITO ELECTRICO ATRAVESADO POR LA ENERGIA DE LA SOLDADURA. A ESTE TIPO DE PROCEDIMIENTO CORRESPONDE LA SOLDADURA AUTOGENA, LA SOLDADURA POR RAYOS ELECTRONICOS O LA SOLDADURA POR LASER. CON ESTOS PROCEDIMIENTOS PUEDEN EVITARSE EFECTOS DE CANTOS.
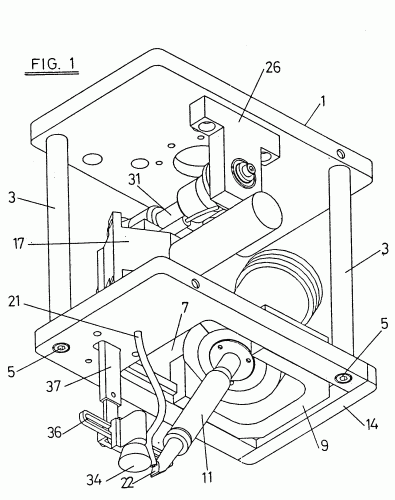
(16/09/1992). Ver ilustración. Solicitante/s: TELEVES ROBOTICA, S.A. Inventor/es: BESCANSA DE LA GANDARA, RAMON, SENDE MOURULLO, MANUEL.
CABEZAL DE SOLDADURA, QUE COMPRENDE UN SOLDADOR CALENTADO POR RESISTENCIA ELECTRICA, UN EJE PORTACARRETE PARA UN CARRETE DEHILO DE SOLDADURA, UN MOTORREDUCTOR DE ARRASTRE DE DICHO HILO, Y UNA GUIA TUBULAR PARA CONDUCIR EL HILO HASTA EL EXTREMO DE LA PUNTA DEL SOLDADOR, CARACTERIZADO PORQUE ESTA CONSTITUIDO POR UN CHASIS COMPUESTO POR DOS PLACAS PARALELAS, UNA SUPERIOR Y OTRA INFERIOR, UNIDAS POR COLUMNAS INTERMEDIAS, CUYA PLACA INFERIOR PRESENTA UNA VENTANA DE BORDES LONGITUDINALES PARALELOS, ENTRE CUYOS BORDES VA MONTADO, CON FACULTAD DE DESPLAZAMIENTO A LO LARGO DE LOS MISMOS, UN CARRO EN FORMA DE , ENTRE CUYAS RAMAS PASA EL SOLDADOR Y VA RELACIONADO CON LAS MISMAS SEGUN UN EJE DE GIRO PERPENDICULAR A DICHAS RAMAS; LLEVANDO ADEMAS MONTADA LA PLACA INFERIOR, POR DELANTE DE LA VENTANA CITADA, LA GUIA TUBULAR PARA CONDUCIR EL HILO DE SOLDADURA, EL MOTOR DE ARRASTRE DE DICHO HILO Y UN DETECTOR DE PASO DE HILO; MIENTRAS QUE DE LA PLACA SUPERIOR VA SUSPENDIDO EL SOPORTE DEL CARRETE DEL HILO.
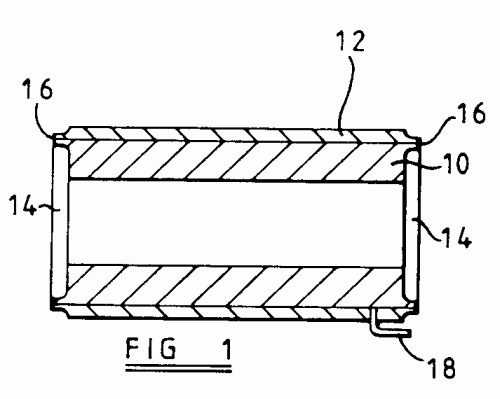
ARTICULOS DE MATERIALES COMPUESTOS Y METODOS PARA SU FABRICACION.
(16/03/1992). Ver ilustración. Solicitante/s: LUCAS INDUSTRIES PUBLIC LIMITED COMPANY. Inventor/es: LLOYD, ARTHUR LESLIE.
ARTICULOS DE MATERIALES COMPUESTOS Y METODOS PARA SU FABRICACION. UN ELEMENTO ROSCADO, UN ENGRANAJE O UN CILINDRO DE UN PISTON Y UN DISPOSITIVO DE CILINDRO SE PRODUCEN MEDIANTE UNION POR DIFUSION (TIPICAMENTE MEDIANTE PRENSADO ISOSTATICO EN CALIENTE) DE UN MATERIAL DE REVESTIMIENTO A UN CUERPO DE FORMA APROPIADA. EL MATERIAL DE REVESTIMIENTO SE CONFORMA ANTES, DURANTE O DESPUES DEL PASO DE UNION POR DIFUSION PARA DEFINIR (A) EL ROSCADO EN EL CASO DE UN TORNILLO O UNA RANURA, (B) LOS DIENTES DE ENGRANAJE EN EL CASO DE UN ENGRANAJE O (C) UNA PARED DE CILINDRO INTERIOR QUE TIENE CARACTERISTICAS DE CIERRE HERMETICO DEL PISTON EN EL CASO DE UN CILINDRO DE UN PISTON Y DISPOSITIVO DE CILINDRO.
TUBO CALENTADOR RADIANTE Y FLEXIBLE.
(16/04/1991). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: BEVILACQUA, BRUCE WAYNE, DRIGGERS, JOHN MARTIN, SASKA, THOMAS JOHN.
UN TUBO CALENTADOR RADIANTE FLEXIBLE UTIL EN LA ESTABILIZACION DE TENSIONES TERMICAS DE SECCIONES DE CODO EN U DE TUBOS INTERCAMBIADORES DE CALOR DE GENERADORES DE VAPOR NUCLEARES. COMPRENDE UN LARGO MANDRIL FLEXIBLE FORMADO POR UN RESORTE DE UNA ALEACION RESISTENTE AL CALOR, UN ELEMENTO CALENTADOR DE RESISTENCIA ELECTRICA FLEXIBLE ENVUELTO ALREDEDOR DEL RESORTE , Y UN MANGUITO AISLANTE FLEXIBLE FORMADO POR FIBRAS DE ALUMINAS ENTRELAZADAS DISPUESTAS ALREDEDOR DEL ELEMENTO PARA AISLARLO ELECTRICAMENTE DEL RESORTE Y DE LAS PAREDES INTERIORES DEL TUBO . UN MONTAJE DE PIEZA DE NARIZ , UNA PIEZA EXTREMA DISPUESTA SOBRE EL FRENTE Y UN MIEMBRO DE REFUERZO FLEXIBLE SE PUEDEN PROVEER ADICIONALMENTE.
PROCEDIMIENTO PARA SOLDAR TUBOS DE PARED DELGADA DE UN INTERCAMBIADOR DE CALOR AL LADO POSTERIOR DE UNA PLACA PARA TUBOS.
(16/07/1990) PROCEDIMIENTO PARA SOLDAR TUBOS DE PARED DELGADA DE UN INTERCAMBIADOR DE CALOR AL LADO POSTERIOR DE UNA PLACA PARA TUBOS. LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA SOLDADURA DE TUBOS DE PARED DELGADA PARA INTERCAMBIADORES DE CALOR CON EL LADO POSTERIOR DE UNA PLACA PARA TUBOS , SIN DEJAR NINGUNA HENDIDURA RESIDUAL, ESTANDO DICHA PLACA PARA TUBOS PROVISTA DE ORIFICIOS CORRESPONDIENTES AL DIAMETRO INTERIOR DE LOS TUBOS , Y DE CUELLOS , CONFIGURADOS A PARTIR DEL MATERIAL DE LA PROPIA PLACA PARA TUBOS , QUE RODEAN CONCENTRICAMENTE A DICHOS ORIFICIOS , CON CUYA SUPERFICIE FRONTAL SE SUELDA LA SUPERFICIE FRONTAL DE LOS TUBOS CENTRADOS SIN NECESIDAD DE MATERIAL ADICIONAL, POR MEDIO DE UN CABEZAL SOLDADOR QUE GIRA EN EL INTERIOR DEL ORIFICIO , DE ACUERDO CON EL PROCEDIMIENTO DE SOLDADURA…
PROCEDIMIENTO PARA SOLDAR ENTRE SI TUBOS Y TRAVESAÑOS PARA FORMAR UNA PARED DE TUBO ESTANCA AL GAS.
(16/11/1989) PROCEDIMIENTO PARA SOLDAR ENTRE SI TUBOS Y TRAVESAÑOS PARA FORMAR UNA PARED DE TUBO ESTANCA AL GAS, EN ESPECIAL PARA LA CONSTRUCCION DE CALDERAS DE VAPOR, UTILIZANDO EL PROCEDIMIENTO DE SOLDADURA BAJO POLVO, EN EL QUE SE ALIMENTA AL PUNTO DE SOLDADURA UN ADITIVO DE SOLDADURA EN FORMA DE HILO, POR MEDIO DE UNA CABEZA DE SOLDADURA, FORMANDO UN ARCO VOLTAICO. PARA AUMENTAR LA VELOCIDAD DE SOLDADURA Y MEJORAR LA CONFIGURACION DE LA COSTURA DE SOLDADURA, LA COSTURA DE SOLDADURA ES PRODUCIDA POR MEDIO DE DOS CABEZAS DE SOLDADURA SITUADAS CONSECUTIVAMENTE, LA PRIMERA DE LAS CUALES ESTA DIRIGIDA HACIA LA SUPERFICIE DEL TRAVESAÑO, PARA LA PRODUCCION DE UNA CAPA DE BASE O DE RAIZ, A UNA DISTANCIA EQUIVALENTE APROXIMADAMENTE AL DIAMETRO DEL HILO DEL ADITIVO DE SOLDADURA RESPECTO AL BORDE LONGITUDINAL DEL TRAVESAÑO,…
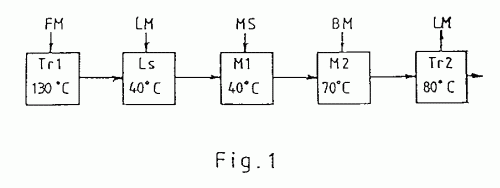
MATERIAL TERMOPLASTICO DE APORTACION PARA LA SOLDADURA Y METODO PARA SU PRODUCCION.
(01/07/1989). Ver ilustración. Solicitante/s: KAWE ELECTRO GMBH & CO. KG. Inventor/es: WENDISCH, KARL-HEINZ.
MATERIAL TERMOPLASTICO DE APORTACION PARA LA SOLDADURA Y METODO PARA SU PRODUCCION, EL CUAL MATERIAL CONSISTENTE EN UN POLVO DE METALES DE APORTACION PARA SOLDADURA, UN FUNDENTE Y UN COMPUESTO AGLUTINANTE TERMOPLASTICO QUE CONSISTE EN ACIDOS MACROCARBONICOS DE LA FORMULA CNH2NO2, SIENDO N F 14, 16, 18 O 20. EL PUNTO DE FUSION DEL COMPUESTO AGLUTINANTE OSCILA ENTRE 50 Y 75JC Y SU EVAPORACION TIENE LUGAR A UNOS 180JC. EL POLVO DE METALES DE APORTACION PARA LA SOLDADURA CONSISTE EN UNA ALEACION EUTECTICA DE ESTAÑO, PLOMO Y PLATA. EL FUNDENTE ES UNA COLOFONIA POCO ACTIVADA. EL FUNDENTE (FM) SE DISUELVE EN I-PROPANOL (LM) Y EL POLVO DE METALES (MS) SE MEZCLA CON EL MISMO. ENTONCES SE AÑADE EL COMPUESTO AGLUTINANTE (BM), SE FUNDE Y SE MEZCLA. FINALMENTE SE EVAPORA EL DISOLVENTE (LM). PERMITE MEJORAR EL PROCESO DE SOLDADURA DE COMPONENTES ELECTRONICOS Y SIMILARES.
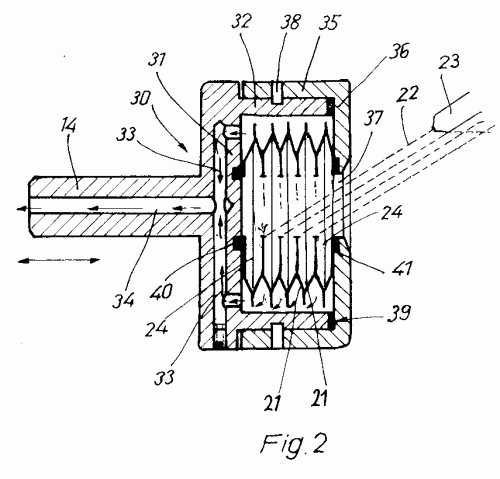
PROCEDIMIENTO PARA FABRICAR FUELLES CONSTITUIDOS POR ELEMENTOS ANULARES Y DISPOSITIVO DE RETENCION PARA PRODUCIR LAS COSTURAS DE SOLDADURAS EXTERIORES DE DICHOS FUELLES.
(01/07/1988). Ver ilustración. Solicitante/s: FESTO KG. Inventor/es: STOLL, KURT.
SE PROPONE UN PROCEDIMIENTO PARA LA FABRICACION DE FUELLES CONSTITUIDOS POR ELEMENTOS ANULARES ELASTICAMENTE DEFORMABLES UNIDOS ALTERNADAMENTE ENTRE SI POR FUERA Y POR DENTRO. AL MENOS UNA PARTE DE LOS ELEMENTOS ANULARES DE UN FUELLE SE MANTIENEN JUNTOS PARA LA SOLDADURA POR MEDIO DE UN DISPOSITIVO DE RETENCION ROTATIVO Y SE SUELDAN DURANTE LA ROTACION POR MEDIO DE UN DISPOSITIVO DE RETENCION ROTATIVO Y SE SUELDAN DURANTE LA ROTACION POR MEDIO DE UN DISPOSITIVO DE SOLDADURA POR HAZ ESTACIONARIO AL MENOS DURANTE UNA REVOLUCION.
SOPORTE PARA UN CUERPO PORTADOR METALICO DE CATALIZADOR DE GAS DE ESCAPE Y PROCEDIMIENTO PARA LA FABRICACION.
(01/04/1988) SOPORTE PARA UN CUERPO PORTADOR METALICO DE CATALIZADOR DE GAS DE ESCAPE Y PROCEDIMIENTO PARA LA FABRICACION, QUE CUYO SOPORTE NO IMPIDE DILATACIONES LONGITUDINALES DEL CUERPO PORTADOR DE CATALIZADOR EN UN TUBO ENVOLVENTE Y QUE EFECTUA ESPECIALMENTE UN AISLAMIENTO TERMICO ENTRE EL CUERPO PORTADOR CATALIZADOR Y EL TUBO ENVOLVENTE . PREFERENTEMENTE SE FIJA EL CUERPO PORTADOR DE CATALIZADOR POR MEDIO DE DOS O VARIOS SOPORTES DISTANCIADORES (4A, 4B,4C) EN FORMA DE COLLARINEN EL TUBO ENVOLVENTE A UNA DISTANCIA DE ALGUNOS MILIMETROS. EL INTERSTICIO ESTA RELLENO CON MATERIAL DE FIBRA O UN MATERIAL FLUENTE, POR EJEMPLO, ARENA DE CUARZO,…
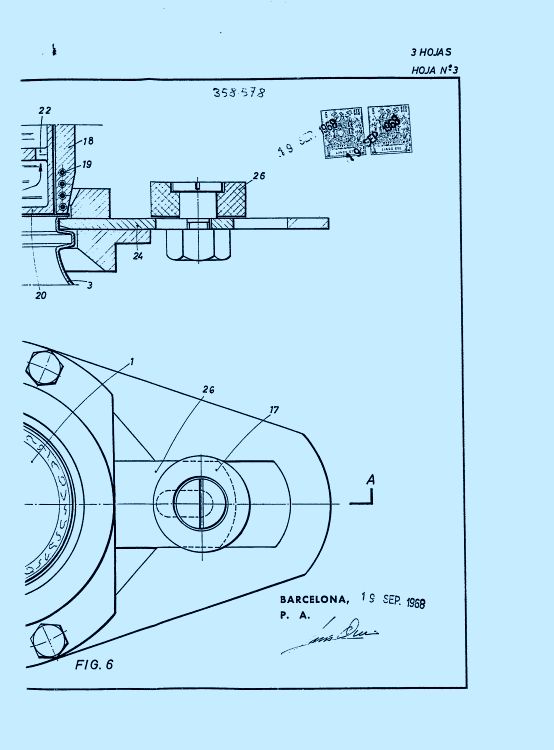
DISPOSITIVO PERFECCIONADO, PARA LA DETERMINACION DE TUBOS DE ESCAPE O ESTRUCTURAS SIMILARES.
(16/03/1987). Solicitante/s: AYESA IBAÑEZ,JOSE A.
Dispositivo perfeccionado, para la determinación de tubos de escape o estructuras similares, caracterizado por constituirse en una estructura estática formada por sendos pies unidos con un travesaño y bloques de nivelación ajustables, pies verticales que en su extremo superior incorporan, a través de unos cojines de apoyo, sendos ejes horizontales giratorios con sendos discos extremos enfrentados, elementos éstos sobre los cuales se fijan en diferentes posiciones dependiendo de cada caso, las alas verticales de un cuadro en "U" realizado en perfil angular, sobre el cual se puede fijar diverso utillaje para el amarre durante la soldadura de piezas tales como tubos de escape y similares que conllevan soldaduras circunferenciales; de manera que el giro del cuadro facilita la determinación de tales soldaduras.
PROCEDIMIENTO PARA FABRICAR DE MODO CONTINUO PARRILLAS DE REJILLA COMPUESTAS DE LARGUEROS SUSTENTADORES Y TRANSVERSALES.
(01/12/1984). Solicitante/s: STACO STAPELMANN GMBH.
PROCEDIMIENTO DE FABRICACION CONTINUA DE EMPARRILLADOS DE VARILLAS DE ACERO.CONSISTE EN DISTRIBUIR LAS VARILLAS TRANSVERSALES SOBRE LAS PORTADORAS DE FORMA QUE EN AMBOS LADOS DE LOS EMPARRILLADOS RESULTEN IGUALES EXCEDENTES DE LAS VARILLAS PORTADORAS. LA DISTRIBUCION SE REALIZA MEDIANTE COMPUTADORA, QUE TIENE EN CUENTA LA LONGITUD DEL EMPARRILLADO, EL PASO BASICO PREFIJADO, EL NUMERO DE VARILLAS TRANSVERSALES Y LA TOLERANCIA ADMISIBLE DE SEPARACION ENTRE VARILLAS, Y LAS EVENTUALES PERDIDAS POR TRONZADO EN LAS VARILLAS PORTADORAS.
UN METODO PARA LA FABRICACION DE SILOS Y SIMILARES.
(01/11/1982). Solicitante/s: SOCAMA S.R.L.
PROCEDIMIENTO DE FABRICACION DE SILOS POR ENROLLAMIENTO EN ESPIRAL DE CINTAS DE CHAPA GALVANIZADA. CONSISTE EN PROCEDER AL ENROLLAMIENTO EN ESPIRAL DE CINTAS DE CHAPA GALVANIZADA Y A CONTINUACION A LA SOLDADURA CONTINUA, POR SU CARA INTERIOR, DE LOS BORDES SUPERPUESTOS DE LAS ESPIRAS ADYACENTES. LA SOLDADURA SE REALIZA MEDIANTE UN HILO DE SOLDADURA, CONTROLANDOSE LA RELACION ENTRE LA CANTIDAD DE MATERIAL DEPOSITADO Y LA INTENSIDAD DE LA CORRIENTE; LA RELACION ENTRE LOS MILIMETROS CUBICOS DE MATERIAL DEPOSITADO EN UN MINUTO Y LA INTENSIDAD EN AMPERIOS SE MANTIENE ENTRE 30 Y 65, PREFERIBLEMENTE ENTRE 40 Y 50, Y ASI SE CONSIGUE EVITAR DAÑAR EL REVESTIMIENTO DE ZINC DE LA CARA EXTERIOR DE LA CHAPA GALVANIZADA Y EL QUE SOLO SE PRODUZCAN DAÑOS INSIGNIFICANTES EN EL REVESTIMIENTO DE ZINC A LOS LADOS DEL CORDON DE SOLDADURA, EN UNA ANCHURA DE 0,5 A 1 MILIMETRO.
PROCEDIMIENTO Y APARATO PARA SOMETER A PRUEBAS DE DEFECTOS EL MATERIAL DE UN PRODUCTO.
(16/06/1982). Solicitante/s: DOFASCO INC.
PROCEDIMIENTO Y APARATO PARA SOMETER A PRUEBAS DE DEFECTOS EL MATERIAL DE UN PRODUCTO. COMPRENDE LAS SIGUIENTES ETAPAS: DETECTAR ACUSTICAMENTE EL RUIDO DE CORTE, PRODUCIR UNA SEÑAL ELETRICA REPRESENTATIVA DEL MISMO Y EXAMINAR DICHA SEÑAL ELECTRICA PARA DETECTAR UNA COMPONENTE ACUSTICA REPRESENTATIVA DE UN DEFECTO EN EL MATERIAL. LA DETECCION SE REALIZA POR MEDIO DE UN TRANSDUCTOR ACUSTICO , FIJADO EN LA CIZALLA , CUYA SEÑAL SE INTRODUCE EN IN CIRCUITO Y POSTERIORMENTE VISUALIZADA EN UNA PANTALLA DE RAYOS CATOLICOS.
PROCEDIMIENTO PARA LA FABRICACION DE CADENAS DE ESLABONES DE JOYERIA ACABADAS PARA LA PREPARACION DE SOLDADURA (CADENAS VENECIANAS).
(01/12/1980). Solicitante/s: FICO FISCHER & CO.,MASCHINENBAU G.M.B.H.
PROCEDIMIENTO PARA FABRICAR CADENAS CON ESLABONES CERRADOS POR SOLDADURA. BASADO EN LA UTILIZACION DE ALAMBRE PLANA, CURVADA EN ANGULO RECTO, CON DOS RAMAS AXIALES Y DOS REGLETAS TRANSVERSALES, EN DONDE EL ALAMBRE SE INTRODUCE, SE CORTA A LONGITUD ADECUADA Y CURVA EN FORMA DE U PLANA CON DOS RAMAS CORTAS, SIENDO TRANSPORTADA PARA SEGUIR UN ACABADO FINAL DEL ESLABON INDIVIDUAL, CARACTERIZADO PORQUE EL PUNTO DE SOLDADURA ESTA DISPUESTO DETRAS DEL CORTE A LONGITUD ADECUADA Y AMBOS PASOS DE TRANSPORTE SE EJECUTAN TRANSVERSALMENTE A LA DIRECCION DE CORTE, CURVADO PREVIO Y ACABADO, CON EL SECTOR DE ALAMBRE PLANO PARA EL CURVADO PREVIO Y ACABADO EN NIVEL INFERIOR. USADO PARA CADENAS DE JOYERIA, TIPO VENECIANO. O.
PROCEDIMIENTO DE SOLDADO CON ELIMINACION DEL ELECTRODO.
(01/12/1976). Solicitante/s: MARTINEZ PEREZ,FEDERICO.
Resumen no disponible.
UN PROCEDIMIENTO PARA SOLDADURA MANUAL POR UNA SOLA CARA.
(16/05/1976). Solicitante/s: UNION TECNICAS DE SOLDADURA, S. A.
Resumen no disponible.
MAQUINA PARA SOLDAR INTIMAMENTE DOS HILOS METALICOS SUPERPUESTOS PARALELAMENTE A UNA BASE METALICA COMUN.
(16/03/1976). Solicitante/s: SERRA SOLDADURA, S.A..
Resumen no disponible.
PERFECCIONAMIENTO DEL SISTEMA DE SOLDADURA DE LOS BORNES PARA CONEXION DE CIRCUITOS CONDUCTORES DE ELECTRICIDAD IMPRESOS SOBRE VIDRIO O CERAMICA.
(16/01/1976). Solicitante/s: CRISTALERIA ESPAÑOLA, S.A..
Resumen no disponible.
UNOS PERFECCIONAMIENTOS EN LA SOLDADURA DE ENVASES PARA PRODUCTOS ALIMENTICIOS.
(16/04/1970). Ver ilustración. Solicitante/s: ALIMENTOS IBERICOS,S.A..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}