CIP-2021 : B23K 31/02 : relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
CIP-2021 › B › B23 › B23K › B23K 31/00 › B23K 31/02[1] › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08).
B23K 31/02 · relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
CIP2021: Invenciones publicadas en esta sección.
Método de producción de un artículo soldado de aleación basado en platino reforzada por dispersión con soldadura en dos etapas.
(20/04/2016) Un proceso para producir un artículo soldado de material laminar de aleación basado en platino reforzado por dispersión que comprende las etapas de
- proporcionar al menos una pieza de material laminar de aleación basada en platino reforzada por dispersión; y caracterizado por las siguientes etapas:
- achaflanar los bordes de dos porciones que se van a conectar por soldadura de dicho material laminar de aleación basado en platino reforzado por dispersión;
- solapar los bordes que se van a conectar por soldadura de tal manera que dos porciones metálicas cerradas adyacentes entren en contacto y los bordes achaflanados…
Revestimiento de carga frontal multipieza.
(15/07/2015) Revestimiento de soplete para soldar multipieza para su inserción en un soplete para soldar que comprende: un elemento de retención de revestimiento adaptado para ser dispuesto de manera desmontable en un extremo distal dentro del soplete para soldar; y
un inserto de revestimiento que define un lumen a través del mismo adaptado para recibir un alambre del soplete para soldar y configurado para estar dispuesto dentro del soplete para soldar, una parte extrema distal del inserto de revestimiento y el elemento de retención de revestimiento estando caracterizados por que comprenden elementos de conexión para acoplar de forma separable el inserto de revestimiento en el elemento de…
Método, sistema y software para la generación de múltiples contornos de paso y por lo tanto el control de una máquina soplete de control numérico (NC) para cortar una parte con la preparación de la soldadura.
(15/07/2015) Método de controlar una máquina de control numérico (CN) que tiene una sola herramienta de corte para cortar de una lámina una pieza con preparación para la soldadura, que comprende:
) combinar parámetros de preparación para la soldadura con una descripción electrónica de la pieza en un editor de geometría para formar un archivo electrónico tridimensional enriquecido o CAM que incluye al menos la geometría bidimensional original de la pieza y los detalles de la soldadura incorporados con cada entidad y/o movimiento definido en el archivo electrónico tridimensional enriquecido o CAM , en el está definida…
Acumulador de presión de forma tubular, en particular para motores de combustión interna de encendido por chispa y compresión de mezcla.
(22/04/2015) Acumulador de presión de forma tubular, en particular carril de distribución de combustible para motores de combustión interna de encendido por chispa y compresión de mezcla, con una pared metálica , que está doblada de forma tubular, en el que los lados longitudinales dirigidos entre sí de la pared metálica doblada de forma tubular están unidos entre sí por medio de al menos una costura de soldadura , en el que la pared metálica doblada de forma tubular presenta una característica de diseño (3 - 7, 8, 9, 9', 9"), que está configurada por una mecanización de la pared metálica realizada antes de la soldadura y la flexión de la pared metálica , caracterizado porque la pared metálica presenta después de la flexión una geometría…
Procedimiento y dispositivo de control de un ciclo térmico de una soldadura para la unión de los extremos de bandas.
(25/02/2015) Procedimiento de control automático del ciclo térmico de una soldadura para la unión de bandas, destinado al control de un soldeo de un extremo de una primera banda con otro extremo de una segunda banda por una máquina de unión (M1) de una instalación de tratamiento, caracterizado porque:
- un primer intercambio de al menos un dato de banda entre un dispositivo de control (C1) de dicho ciclo térmico y un sistema central de automatismo (A1) de dicha instalación de tratamiento;
- un segundo intercambio de por lo menos un dato de funcionamiento entre dicho dispositivo de control (C1) de dicho ciclo térmico y dicha máquina de unión (M1);
- una determinación, a partir de dichos datos de banda y de funcionamiento,…
Dispositivo y procedimiento para la soldadura contínua de bandas o de chapas utilizando dos cabezas de soldadura desplazadas una con respecto a la otra.
(09/07/2014) Dispositivo para la soldadura continua de bandas o bien de chapas guiadas a tope en sus cantos de unión con al menos dos cabezas de soldadura , en particular cabezas de soldadura por láser, y con rodillos tensores dispuestos sobre los dos lados de las bandas o bien chapas a soldar por parejas perpendicularmente a su dirección de avance, que forman en la zona de la unión de las bandas o bien chapas un intersticio , a través del cual incide un rayo de energía , que parte desde una primera de las al menos dos cabezas de soldadura, sobre los cantos de banda o bien cantos longitudinales a soldar, en el que una segunda de las al menos dos cabezas de soldadura está dispuesta sobre el lado opuesto de las bandas o bien de las chapas , cuyo rayo de energía incide allí sobre los cantos de la banda o bien de la…
Procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con un chaflán distanciado de cantos longitudinales; tubo de metal fabricado de esta manera.
(23/04/2014) Un procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con las siguientes etapas:
- doblado de la chapa de metal para formar un tubo, de modo que dos cantos longitudinales forman una junta soldada a tope para el cordón de soldadura longitudinal,
- disposición de respectivamente una chapa de entrada o salida a los dos lados de la junta soldada a tope , y
- realización del cordón de soldadura longitudinal partiendo de la chapa de entrada, a continuación a lo largo de la junta soldada a tope y finalmente en la chapa de salida ,
caracterizado por que,
antes del doblado para la preparación de un cordón de soldadura circular, la chapa de metal es provista en al menos un canto transversal de un chaflán , que comienza y termina…
Cilindro de soldadura por puntos de bajo impacto utilizando un émbolo doble o sencillo.
(26/02/2014) Un cilindro de soldadura que comprende: un cilindro que soporta una varilla que dispone de las posiciones de inicio, intermedia y de funcionamiento;
un ensamblaje de émbolo de retroceso dispuesto en el cilindro que separa el cilindro en una primera y una segunda cámara y es móvil entre las posiciones de retroceso-retorno y retroceso- avance;
una pestaña de soldadura dispuesta en el ensamblaje del émbolo de retroceso y móvil entre las posiciones de soldadura - retorno y de soldadura - avance, manteniendo dicha pestaña de soldadura la varilla , y separando una cavidad del ensamblaje del émbolo de retroceso en las cámaras tercera y cuarta ; las conexiones de retroceso-retorno (P4), soldadura- retorno (P2), retroceso-avance…
Pasador de bola soldado y procedimiento para su fabricación.
(28/08/2013) Pasador de bola soldado con una caña (14, 14'), sobre la que está soldada una bola cerrada completa,caracterizado porque la caña (14') está configurada como cilindro hueco, porque la soldadura entre la bola y lacaña solamente se realiza en la zona en forma de anillo, en la que la caña cilíndrica hueca contactacon la bola , en el que la pared interior de la caña (14, 14') está provista con ranuras que se extiendenparalelamente al eje de rotación de la caña (14, 14').
Material metálico, aparato y método para soldar.
(25/06/2013) Dispositivo para producir material metálico para soldadura fundido, comprendiendo el dispositivo :
una cámara de soldadura para disponer partes de conductores para ser acopladas entre sí, un crisol y un aglomerado ,
con el que el material para soldadura fundido producido en la cámara de crisol puede fluir dentro de la cámara de soldadura para acoplar de esta manera los conductores entre sí,
y
un dispositivo de ignición para encender el aglomerado
caracterizado por que,
el aglomerado es sólido,
el aglomerado sólido es capaz de producir material metálico para soldadura que puede fluir, e incluye un compuesto metálico, y un agente reductor,
una cámara de crisol contiene el aglomerado sólido del material productor de metal para soldadura,
el dispositivo…
Procedimiento de ensamblado de un tramo de cremallera de plataforma petrolera auto-elevadora.
(22/08/2012) Procedimiento de ensamblado de un tramo de cremallera de plataforma petrolera auto-elevadora,constituido por al menos una placa rectangular (3, 3') que comprende en sus caras laterales longitudinales des dientes , y al menos un elemento de rigidez (8, 8', 9, 9', 10, 10') en forma de semi-cáscara soldadasobre una cara principal de la al menos una placa rectangular (3, 3'), a lo largo de las aristas longitudinales del al menos un elemento de rigidez (8, 8', 9, 9', 10, 10'), caracterizado por el hecho de que:
- se realiza en cada una de las aristas longitudinales del al menos un elemento de rigidez (8, 8', 9, 9', 10,10'), un chaflán interior y un chaflán exterior separados por un talón de espesor T,
- se dispone el al…
Manguera a base de lámina de alumino.
(18/04/2012) Elemento de la manguera (10, 10') para el transporte de fluidos, que comprende:
una primera capa tubular ;
una capa de barrera de vapor de metal formada por al menos una tira de metal (40a, 40b) que rodea la primeracapa tubular, y
una segunda capa tubular que rodea la capa de barrera de vapor de metal;
en el que la al menos una tira de metal tiene porciones de borde unidas juntas para formar al menos unacostura , estando las caras opuestas de las porciones de borde soldadas juntas; y
en el que la al menos una costura se dobla sobre una porción de la tira de metal adyacente a la costura.
MÉTODO PARA UNIR UNA PARTE DE ENVUELTA A UNA PARTE CENTRAL.
(29/07/2011) Un método para conectar una parte central muy electroconductora a una parte de envuelta de acero refinado , en el que la parte central electroconductora , tal como una barra de cobre, y el componente de conexión en el método están colocados en el interior de la envuelta y se tratan térmicamente, al menos en el área del punto de unión de las piezas a unir, de tal manera que se forme una unión metalúrgica entre la parte central electroconductora y la envuelta de acero refinado
ÁRBOL DE LEVAS FABRICADO MEDIANTE TÉCNICAS DE SOLDADURA, PROCEDIMIENTOS PARA SU FABRICACIÓN ASÍ COMO LEVAS REQUERIDAS PARA ELLO.
(29/06/2011) Árbol de levas fabricado con varias levas fijadas sobre un árbol cada una mediante por lo menos una soldadura, siendo el árbol de un primer acero de bajo contenido en carbono, y en el que una zona de las levas que presenta una superficie de deslizamiento de los balancines templada o templable es de un acero de alto contenido en carbono, caracterizado porque las levas propiamente dichas están compuestas de dos materiales diferentes, concretamente el acero de alto contenido en carbono y un segundo acero de bajo contenido en carbono que puede soldarse bien con el acero del árbol, empleándose el segundo acero de bajo contenido en carbono por lo menos en una zona afectada por la soldadura
PROCEDIMIENTOS PARA FABRICAR PAREDES DE TUBOS DE GENERADORES DE VAPOR CONSTITUIDAS PREDOMINANTEMENTE POR ACEROS MARTENSÍTICOS CON UN CONTENIDO DE 9-12% DE CROMO.
(21/06/2011) Procedimiento para fabricar paredes de tubos de generadores de vapor que consisten predominantemente en aceros martensíticos con un contenido de 9-12% de cromo, en el que las paredes de tubos están formadas por una combinación tubo-alma-tubo y compuestas de un gran número de al menos uno de los constituyentes de la pared de tubos integrados por registros planos de pared de tubos, registros curvados de pared de tubos, registros de transición de pared de tubos y arcos de esquina , y están construidas en zonas de la pared de tubos con medios de alojamiento realizados con sendas aberturas de paso en las que se conducen tubos a través de la pared de tubos , y los registros de pared de tubos presentan en su periferia unos empalmes…
METODOS DE FABRICACION DE UNA UNIDAD DE CAMISA EXTERIOR.
(18/10/2010) Método para fabricar una unidad de camisa exterior provista de una camisa exterior cilíndrica que tiene un eje central (O) y que aloja un mecanismo que genera una fuerza amortiguadora y un soporte de articulación que está montado sobre la camisa exterior para conectar una articulación, en el que una base de la camisa exterior está formada utilizando un proceso de cierre,
caracterizado por el hecho de que después de formar la base , es soldado el extremo inferior del soporte de articulación a la camisa exterior utilizando un método de soldadura hacia abajo vertical para soldar un extremo inferior (7f) del soporte de articulación a la camisa exterior , comprendiendo dicho método de soldadura:
disponer una antorcha de una unidad…
GRUA CON CHAPA DE REFUERZO.
(12/05/2010) Grúa, especialmente grúa de carga transportable en camiones, que está provista en al menos una zona sometida a cargas altas con una chapa de refuerzo , que está soldada sobre el componente correspondiente de la grúa, caracterizada porque la costura de soldadura y la zona de la chapa de refuerzo , adyacente a la costura de soldadura , es rectificada y conformada en frío, al menos por secciones, especialmente a través de martilleo o punzonado, en la que secciones terminadas en punta de la chapa de refuerzo están rectificadas
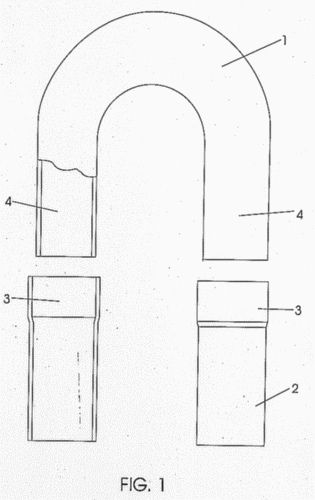
DISPOSICION PERFECCIONADA PARA LA UNION POR SALDURA TIG DE TUBOS DE ACERO INOXIDABLE EN INTERCAMBIADORES TERMICOS.
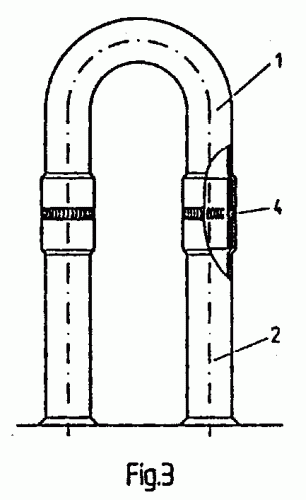
(23/04/2010) Disposición perfeccionada para la unión por soldadura tig de tubos de acero inoxidable en intercambiadores térmicos, con un cabezal automático en forma de "U" con soldadura TIG que cubre totalmente las partes a soldar evitando que escape el gas inerte que queda recluido en una cámara ; para conseguir una soldadura con un bajísimo índice de fugas, se procede a la conformación de ambos extremos del codo aumentando su diámetro exterior y achaflanando su punta (4a), se limpian las partes a soldar con acetona, para eliminar cualquier residuo de grasa, y se introducen en los extremos de los tubos a unir, los cuales están igualmente ensanchados, y se…
DISPOSICION PARA LA UNION POR SOLDADURA DE TUBOS DE ACERO INOXIDABLE.
(16/03/2007). Ver ilustración. Solicitante/s: INTERCAMBIADORES TERMICOS INTERSAM S.L. Inventor/es: SANCHEZ JIMENEZ,JUAN.
Disposición para la unión por soldadura de tubos de acero inoxidable que consiste en la deformación de los extremos de tubos rectos hasta alcanzar los extremos un diámetro interno similar a los extremos por su zona externa de tubos curvos o accesorios, siendo introducidos los extremos sobre los extremos y procediéndose a la unión por soldadura mediante un cabezal.
ALEACION PARA SOLDADURA FUERTE POR DIFUSION DE NIQUEL Y METODO PARA LA REPARACION DE SUPERALEACIONES.
(01/11/2006). Solicitante/s: ROLLS-ROYCE CORPORATION. Inventor/es: CHESNES, RICHARD, P., XU, RAYMOND, RUIWEN.
Un compuesto de polvos de aleación para soldadura fuerte que comprende: (a) al menos un polvo de aleación con bajo punto de fusión, y (b) al menos un polvo de aleación con alto punto de fusión, en el que dicho al menos un polvo de aleación con alto punto de fusión comprende 50-70% Ni, 2-10% Cr, 2-10% Ta, 5-15% Co, 2-10% Al, 2-10% W, 2-4% Re y y hasta 3% de cada uno de Mo y Hf, caracterizado porque dicho al menos un polvo de aleación con bajo punto de fusión comprende 50-70% Ni, 8-20% Cr, 8-15% Ta, 4-10% Co, 2-7% Al, y hasta 2, 25% B.
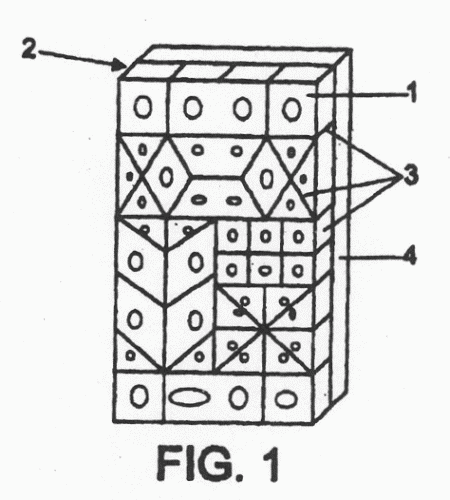
RECUBRIMIENTO DE MATERIAL RECICLADO PARA ZONAS DE DESGASTE EN HERRAMIENTAS Y PARTES DE EQUIPOS.
(16/05/2006). Ver ilustración. Solicitante/s: HARD & WEAR TECHNOLOGIES, S.A. Inventor/es: ZABALA AGUIRRE,JOSE IGNACIO.
Recubrimiento de material reciclado para zonas de desgaste en herramientas y partes de equipos. La invención consiste en un recubrimiento constituido mediante placas o piezas utilizadas en diversos trabajos de mecanización y procedentes de la chatarra agrupadas formando al menos un mosaico mediante soldadura entre sí de las placas o piezas y todas ellas también soldadas sobre una base soporte que se fija sobre las zonas de desgaste. La invención es de especial aplicación en las zonas de desgaste de las cuchillas y rastrillos de los cabezales de ataque de máquinas tuneladoras.
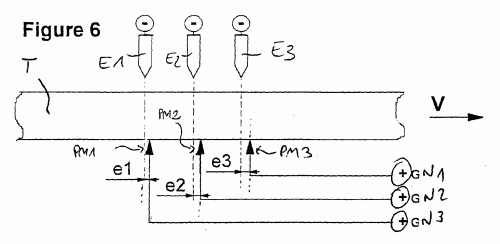
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE TUBOS METALICOS SOLDADOS.
(16/06/2004). Ver ilustración. Solicitante/s: LA SOUDURE AUTOGENE FRANCAISE. Inventor/es: BONNET, CHRISTIAN, ASTIER, DENIS.
LA INVENCION SE REFIERE A UN DISPOSITIVO Y A UN PROCEDIMIENTO DE FABRICACION DE UN TUBO METALICO FORMADO A PARTIR DE UNA HOJA METALICA QUE TIENE DOS BORDES LONGITUDINALES SENSIBLEMENTE RECTILINEOS Y PARALELOS, EN EL QUE SE SUELDA, UNO CON OTRO, LOS DOS BORDES LONGITUDINALES DE LA HOJA METALICA MEDIANTE UN PROCEDIMIENTO DE SOLDADURA QUE EMPLEA AL MENOS UN ARCO ELECTRICO ENTRE AL MENOS UN ELECTRODO (EI) Y DICHA HOJA METALICA EN CONTACTO CON AL MENOS UNA TOMA DE MASA (PMI). EN EL QUE EL PLANO DE CADA TOMA DE MASA (PMI) ESTA POSICIONADA A UNA DISTANCIA (E I COMPRENDIDA ENTRE -5MM Y +25 MM RESPECTO AL PLANO DE CADA ELECTRODO (EI) CORRESPONDIENTE, SIENDO EL SENTIDO POSITIVO EL SENTIDO DE DESPLAZAMIENTO RELATIVO DE LA HOJA METALICA RESPECTO A AL MENOS DICHO ELECTRODO (EI).
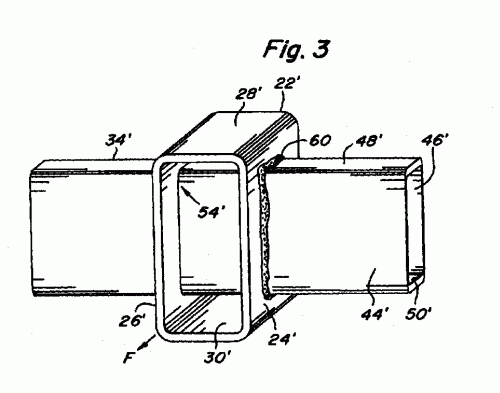
BASTIDOR DE UN APARATO DE TRABAJO.
(16/05/2004). Ver ilustración. Solicitante/s: DEERE & COMPANY. Inventor/es: NOONAN, JAMES THOMAS, PAYNE, DAVID ALAN, MOSDAL, BRIAN THOMAS, PARKER, PAUL DAVID.
LA INVENCION SE REFIERE A UNA ARMADURA DE UN APARATO DE TRABAJO, CON UN PRIMER COMPONENTE TUBULAR , QUE MUESTRA UNA PRIMERA PARED LATERAL (24,70A) Y UNA SEGUNDA PARED LATERAL , Y CON UN SEGUNDO COMPONENTE TUBULAR (32,34,36,38,32,T) DONDE LA PRIMERA PARED LATERAL (24,70A) DEL PRIMER COMPONENTE TUBULAR MUESTRA UNA A ABERTURA QUE CORRESPONDE A LA SECCION TRANSVERSAL DEL SEGUNDO COMPONENTE TUBULAR (32,38,36, 38,T) Y EN DONDE SE RECEPCIONA EL SEGUNDO COMPONENTE TUBULAR (32,34,36,38, T), CON UNA ESTRUCTURA DE UNION EN LA ABERTURA , QUE SUJETA UNO CON OTRO EL PRIMER COMPONENTE TUBULAR Y EL SEGUNDO COMPONENTE TUBULAR.
ESTRUCTURAS EMPAREDADAS DE MULTIPLES CHAPAS.
(01/05/2004) UN PROCEDIMIENTO PARA LA FABRICACION DE UNA ESTRUCTURA DE RELLENO DE METAL EXPANDIDO QUE CONSISTE EN LIMPIAR LAS PIEZAS CORRESPONDIENTES ANTES DE CADA PASO DE UNION DEL PROCESO PARA RETIRAR LOS OXIDOS METALICOS Y RESIDUOS QUE ENTORPECERIAN LOS PASOS DE UNION. LAS HOJAS NUCLEO SE COLOCAN CARA A CARA Y SE INTRODUCE UN ACCESORIO DE DISTRIBUCION DE GAS A PRESION ENTRE UN BORDE Y SE SUELDA EN SU LUGAR CORRESPONDIENTE. LAS HOJAS NUCLEO SE PRESIONAN ENTRE SI Y SE SUELDAN POR LASER FORMANDO UN PAQUETE NUCLEO A LO LARGO DE UNAS LINEAS QUE FORMARAN LAS LINEAS DE UNION ENTRE LAS HOJAS NUCLEO CUANDO EL PAQUETE NUCLEO SE EXPANDA SUPERELASTICAMENTE. ENCIMA…
METODO PARA FORMAR TUBO METALICO CON COSTURA.
(16/04/2004). Solicitante/s: THE IDOD TRUST. Inventor/es: BORZYM, JOHN, J., KRENGEL, THEODORE, H., WILLETTS, CHARLES, A., BROWN, CURTIS, R., WIESENTHAL, EDWARD, III.
SE EXPONE UN METODO PARA FORMAR TUBO METALICO SOLDADO LONGITUDINALMENTE (20C), QUE TIENE UN REVESTIMIENTO METALICO POR LO MENOS SOBRE UNA SUPERFICIE INTERIOR DEL TUBO (20C), A PARTIR DE UNA LAMINA DE METAL RELATIVAMENTE PLANA CONTINUAMENTE EN MOVIMIENTO (20A). LA CARACTERISTICA PRINCIPAL DEL METODO INVENTIVO ES LA ETAPA, DESPUES DE FORMAR Y SOLDAR EL TUBO METALICO SOLDADO LONGITUDINALMENTE (20C), DE POSICIONAR EL CORDON DE SOLDADURA EN UNA PARTE MAS BAJA DEL TUBO (20C) Y RECALENTAR AL MENOS ESA PARTE MAS BAJA DEL TUBO (20C), PARA FUSIONAR EL REVESTIMIENTO . DE ESTE MODO SE HACE DESBORDAR AL REVESTIMIENTO HACIA ABAJO Y REVESTIR LA SUPERFICIE INTERIOR DEL CORDON DE SOLDADURA. EL RESULTADO ES UN TUBO SOLDADO LONGITUDINALMENTE (20C), CON UNA ZONA DEL CORDON DE SOLDADURA MAS RESISTENTE A LA CORROSION.
HERRAMIENTA PARA AFILAR O CORTAR.
(01/03/2004). Solicitante/s: DIALUX DIAMANTWERKZEUGE GMBH. Inventor/es: GRINEIS, HANS.
Herramienta para afilar o cortar, que está constituida por un cuerpo de base y por una guarnición de corte aplicada por fundición sobre éste por medio de un rayo láser, cuya guarnición está constituida por un metal que contiene substancias duras, un compuesto metálico que contiene substancias duras o una aleación de metal que contiene substancias duras, donde está contenida una porción de una substancia que favorece la humidificación con relación a las substancias duras, caracterizada porque el cuerpo de base está constituido por un metal no ferroso, un compuesto metálico no ferroso o una aleación metálica no ferrosa.
PROCEDIMIENTO DE FABRICACION DE UN DISCO ABRASIVO DE AMOLADO.
(01/07/2003). Solicitante/s: S.A. CARBODIAM. Inventor/es: BOLAND, FRANCOIS, CHEVALIER, JEAN-PIERRE.
Procedimiento de fabricación de un disco abrasivo de amolado, estando una cara delantera de este disco provista de por lo menos un segmento abrasivo, que comprende por lo menos un soporte , estando el por lo menos un segmento abrasivo fijado sobre por lo menos un soporte por soldadura láser, caracterizado porque se aplica un haz láser a la cara posterior de por lo menos un soporte , sustancialmente perpendicularmente a la cara posterior de este por lo menos un soporte.
SISTEMA DE SOLDADURA Y PROCEDIMIENTO PARA ESTABLECER LOS PARAMETROS DE UNA MAQUINA DE SOLDADURA.
(16/01/2003). Solicitante/s: EMERSON ELECTRIC CO.. Inventor/es: GREWELL, DAVID A.
SE PRESENTA UN SISTEMA EXPERTO PARA UNA MAQUINA DE SOLDADURA QUE TIENE UNA BASE INSTALADA DE CONOCIMIENTOS QUE SE REFIEREN A LOS PROBLEMAS DE SOLDADURA Y A LAS SOLUCIONES ADECUADAS. SE EFECTUAN SOLDADURAS DE ENSAYO A PARTIR DE LAS CUALES SE OBTIENEN DATOS DE ENTRADA QUE SE REFIEREN A LA CALIDAD DE LA SOLDADURA. EL SISTEMA EXPERTO APLICA REGLAS PREDETERMINADAS Y NIVELES DE CONFIDENCIA HISTORICA PARA DETERMINAR LOS CAMBIOS EN LOS PARAMETROS DE SOLDADURA PARA INTENTAR CORREGIR CUALQUIER DEFECTO DE SOLDADURA.
METODO Y CABEZAL PARA UNION DE PIEZAS DE TUBOS DE ACERO INOXIDABLE.
(01/04/2001). Ver ilustración. Solicitante/s: FRIMETAL, S.A. Inventor/es: MARTINEZ PEREZ-SOLE,RAMON.
Método y cabezal para unión de piezas de tubos de acero, que se sueldan empleando el sistema "TIG' en atmósfera inerte para evitar la nitruración del material, efectuándose la soldadura con un equipo especial que dispone de un cabezal orbital, consistiendo dicho método en realizar primeramente una expansión en los extremos y de las piezas a unir y , con un diámetro interior igual al diámetro exterior al tubo original, y colocar un casquillo de tubo , introducido en el interior, de longitud igual a las dos zonas expansionadas, efectuándose a continuación la soldadura, una vez que se han acoplado las piezas enfrentadas con el casquillo y en su interior, el cual garantiza el alineamiento a la vez que se sirve de base fundente para la soldadura orbital efectuada alrededor de la unión.
CONEXION ENTRE ELEMENTOS, PARTICULARMENTE ENTRE UN TUBO CAPILAR Y UN TUBO DETECTOR.
(16/10/2000). Solicitante/s: E.G.O. ITALIANA S.P.A. Inventor/es: AGRADI, GUGLIELMO.
UNA UNION, COMO UNA UNION SOLDADA ENTRE EXTREMOS ENCHUFABLES DE DOS COMPONENTES EN FORMA DE TUBO, TIENE EN LOS DOS EXTREMOS SUPERFICIES OBLICUAS DE ACCION CONJUNTA, LAS CUALES ALINEAN EL EXTREMO INTERIOR DESLIZANDOLO Y CENTRANDOLO ENFRENTE DEL EXTREMO EXTERIOR DE TAL FORMA, QUE LAS SUPERFICIES DE UNION O DE SOLDADURA ESTRECHAMENTE AJUSTADAS UNA SOBRE LA OTRA SE ENCUENTRAN POR SI MISMAS EN SU POSICION DE CUBRICION PREFIJADA. PARA ELLO CON EL EXTREMO INTERIOR SE LLEVA SIMULTANEAMENTE EL PRODUCTO DE UNION O DE SOLDADURA AL PUNTO DE UNION Y ALLI SE ACUMULA BAJO SEPARACION EN UN REBORDE ANULAR. POR ELLO RESULTAN IMPORTANTES SIMPLIFICACIONES EN LA FABRICACION DE LA UNION, LA CUAL DE ESTE MODO ES APROPIADA PARA LA FABRICACION MECANIZADA TOTALMENTE AUTOMATICA.
PROCEDIMIENTO DE FORMACION DE UN TUBO METALICO CON UNA COSTURA SOLDADA.
(01/10/1999) EL METODO PARA FORMAR UN TUBO DE METAL CON COSTURA (20C) QUE TIENE UN RECUBRIMIENTO DE METAL DE ESTA INVENCION, INCLUYE GALVANIZAR LA TIRA ANTES DE SOLDAR. LA TIRA SE FORMA ENTONCES EN UN TUBO DE COSTURA ABIERTA (20B) Y SE SUELDA EN UNA ATMOSFERA INERTE CON LA COSTURA LOCALIZADA EN LA PARTE INFERIOR DEL TUBO. FINALMENTE, EL RECUBRIMIENTO DE METAL FLUYE HACIA ABAJO SOBRE LA COSTURA RECUBRIENDO LA MISMA DE VARIAS FORMAS. EN UNA INCORPORACION, LA TIRA SE LE DA UNA FORMA ARQUEADA (20A) Y SE GALVANIZA, DONDE EL RECUBRIMIENTO DE ZINC SE AGRANDA EN GROSOR HACIA LOS BORDES DE LA TIRA LATERALES DE MANERA QUE EL RECUBRIMIENTO…
PROCEDIMIENTO PARA FABRICAR UNA HERRAMIENTA ROTATIVA PARA EL LABRADO CON ARRANQUE DE VIRUTAS, Y LA HERRAMIENTA.
(16/08/1999). Solicitante/s: LEDERMANN GMBH. Inventor/es: RUDLAFF, THOMAS, DR.-ING., HAAG, MATTHIAS, DIPL.-ING., GITTEL, HANS-JURGEN, DR.-ING., SCHMITT, VOLKER, DIPL.-ING.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UNA HERRAMIENTA EN LA MECANIZACION CON ARRANQUE DE VIRUTA DE PIEZAS DE TRABAJO, QUE SE COMPONEN POR EJEMPLO A BASE DE MATERIALES DE MADERA, DISPONIENDOSE DE UNA HOJA DE SIERRA CIRCULAR Y UNA HERRAMIENTA DE FRESADO O SIMILAR. SE DISPONE DE UN CUERPO BASICO METALICO Y UNA APLICACION DE CORTE QUE MUESTRA AL MENOS UNA SUPERFICIE DE CORTE RADIAL. PARA LA ELEVACION DE LA SOLIDEZ DE UNION DEL CUERPO BASICO Y DE LA PIEZA EN BRUTO DE CORTE, A FIN DE REDUCIR LAS TENSIONES TERMICAS, ASIMETRICAS, Y PARA EVITAR LAS MODIFICACIONES DE ESTRUCTURAS INDUCIDAS TERMICAMENTE, EL CUERPO BASICO Y LA PIEZA DE CORTE EN BRUTO SE UNEN EN ARRASTRE DE MATERIAL A TRAVES DE UN CALENTAMIENTO DE TIEMPO CORTO, QUE ACTUA EN LOS DOS LADOS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}