CIP-2021 : B21D 22/04 : para la realización de un estampado punteado (combinado con una perforación B21D 28/24).
CIP-2021 › B › B21 › B21D › B21D 22/00 › B21D 22/04[2] › para la realización de un estampado punteado (combinado con una perforación B21D 28/24).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00).
B21D 22/04 · · para la realización de un estampado punteado (combinado con una perforación B21D 28/24).
CIP2021: Invenciones publicadas en esta sección.
Método para la fabricación de un componente por conformación de una pletina de acero.
(26/02/2019) Método para la fabricación de un componente por conformación de una pletina de acero a temperatura ambiente, que presenta una alta conformabilidad y sensibilidad reducida a las fisuras de los bordes cortados o estampados mecánicamente en la pletina, en el que la pletina es recortada previamente de una banda o chapa a temperatura ambiente, en el que en algunos casos son realizadas a temperatura ambiente otras etapas de fabricación, como por ejemplo operaciones de estampación o corte, para conseguir escotaduras o perforaciones en la chapa o la pletina, y a continuación la pletina así procesada es conformada a temperatura ambiente en una o varias etapas para obtener un componente, caracterizado por que, independientemente de la conformación en un componente en cualquier momento después del recorte de la pletina y cualesquiera otras operaciones de…
Aparato para fabricar una plancha de metal para un conducto que incluye nervios de tipo malla.
(28/02/2018) Un aparato para fabricar una plancha de metal para un conducto que tiene nervios de tipo de malla, comprendiendo el aparato:
un bastidor (F) constituido por piezas metálicas conectadas en forma de caja;
soportes de rodillo (F2) instalados verticalmente sobre una superficie superior del bastidor (F) mientras están separados entre sí a una distancia predeterminada;
rodillos superior e inferior de procesamiento de nervios (2 y 4) provistos en ambos de sus extremos de ejes (S1 y S2) acoplados a los soportes de rodillo (F2) y formados en sus superficies exteriores con relieves y grabados con formas correspondientes a las formas de los nervios tipo malla;
un primer y segundo engranajes (S1-1 y S2-2) acoplados a los ejes (S1 y S2) de los rodillos superior e inferior de procesamiento de nervios (2…
Procedimiento y dispositivo para el estampado de una envolvente de tambor.
(25/10/2017) Procedimiento para la introducción de estructuras estampadas en zonas de una envolvente de tambor metálica entre elementos de arrastre de un tambor de ropa cilíndrico hueco, en el que la presión de estampación, que genera la estructura estampada en la zona de la envolvente del tambor , se ejerce entre al menos un componente de presión que presenta la estructura de estampación y un segmento de retención , que está provisto en la superficie de apoyo con una matriz que presenta la contra estructura, caracterizado porque la envolvente de tambor doblada cilíndrica se procesa como se indica a continuación:
- posicionamiento de la envolvente del tambor ,
- amarre funcional seguro de…
Procedimiento para la realización de muescas en tubos y máquina asociada.
(17/08/2016) Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante la guía de punzones en un plano de trabajo (C) y según una dirección de trabajo (B) concurrente con el eje longitudinal del tubo, al menos una muesca (11, 12, 13, 13a, 13b) que comprende, como mínimo, un lado de bloqueo, y que se caracteriza por llevar a cabo las siguientes fases:
• ET1: se dirige un primer punzón según la dirección de trabajo (B), extendiéndose una punta de preformado del primer punzón desde un extremo del primer punzón y paralelamente al plano de trabajo (C), una intersección de un extremo de inserción de la punta de preformado con el plano de trabajo formando una recta, y una intersección de dicho extremo de inserción de la punta de preformado con un plano…
Procedimiento para la producción de un componente perfilado templado.
(17/09/2014) Procedimiento para la producción de un componente perfilado templado de una aleación de acero templable con protección anticorrosiva catódica, en el que:
a) sobre una chapa de una aleación templable de acero se aplica un revestimiento, estando
b) compuesto el revestimiento básicamente de cinc, y
c) en el que el revestimiento, además, contiene uno o varios elementos afines al oxígeno, en una cantidad total de entre el 0,1 y el 15 % en peso en relación a todo el revestimiento, y
d) la chapa de acero revestida se perfila a continuación por rodillos en un dispositivo de perfilado, de modo que el fleje de chapa se conforma por rodillos formando una barra perfilada, y
e) a continuación, la chapa de acero revestida se lleva, al menos por zonas parciales, bajo la entrada de oxígeno atmosférico, a la temperatura de austenización necesaria para el…
Procedimiento para la producción de un componente de acero templado.
(17/09/2014) Procedimiento para la producción de un componente de acero templado con protección anticorrosiva catódica, en el que:
a) sobre una chapa de acero templable, en un proceso de revestimiento continuo, se aplica un revestimiento, estando b) compuesto el revestimiento básicamente de cinc, y
c) en el que el revestimiento, además, contiene uno o varios elementos afines al oxígeno, en una cantidad total de entre el 0,1 y el 15 % en peso en relación a todo el revestimiento, y
d) a continuación, la chapa de acero revestida se lleva, al menos por zonas parciales, bajo la entrada de oxígeno atmosférico, a la temperatura de austenización necesaria para el temple y se calienta hasta alcanzar la trasformación estructural necesaria para el temple,
e) formándose sobre el revestimiento una película superficial…
Componente de chapa de acero con una capa de protección anticorrosiva catódica.
(29/08/2013) Componente de chapa de acero con una capa de protección anticorrosiva catódica producido de la siguiente manera:
a) conformándose en frío a partir de una chapa de acero provista de una protección anticorrosiva catódica una pieza moldeada, si bien
b) antes, durante y después de la conformación en frío de la pieza conformada se realizan un recorte final de la pieza conformada y el punzonado necesario o la creación de un patrón de agujeros,
c) realizándose la conformación en frío y el recorte, así como el punzonado y la disposición del patrón de agujeros, en el componente de tal modo que la pieza conformada sea entre un 0, 5 y 2 % menor que el componente templado final,
d) calentándose a continuación la pieza conformada en frío al menos por áreas parciales y con entrada de oxígeno…
CHAPA, PROCEDIMIENTO DE FIJACION DE DICHA CHAPA POR FLUOTALADRADO Y ENSAMBLAJE QUE COMPRENDE DICHA CHAPA.
(17/03/2010) Una chapa que comprende una prolongación tubular saliente por un lado y fabricada de manera unitaria con la chapa , definiendo la prolongación tubular un agujero pasante que tiene un primer diámetro (d1) al nivel de su extremidad saliente y en el que está inscrito un círculo de un segundo diámetro (d2) al nivel de la chapa , comprendiendo la prolongación tubular una primera parte en la que el diámetro del agujero es constante e igual al primer diámetro (d1), y una segunda parte de base cónica en la que el diámetro del círculo inscrito en el agujero crece del primer diámetro (d1) al segundo diámetro (d2), caracterizada porque el agujero es terrajado en dicha primera parte de la prolongación tubular
PROCEDIMIENTO PARA LA COLOCACION ADOSADA DE UN ELEMENTO FUNCIONAL SOBRE UNA PARTE METALICA DEFORMABLE UTILIZANDO UN PROCEDIMIENTO DE CONFORMACION A ALTA PRESION, COMPONENTE COMPUESTO Y MATRIZ.
(16/12/2005) Procedimiento para la colocación adosada de un elemento funcional sobre una parte metálica deformable con utilización de un procedimiento de conformado a alta presión, en el cual la parte metálica es cargada por el lado alejado del elemento funcional soportado con una presión de fluido y conformada en un proceso de conformado a partir de un lado frontal del elemento funcional alrededor de al menos una sección del elemento funcional y en la zona de una superficie que se extiende radialmente hacia dentro del elemento funcional, que está alejada del lado frontal que se aplica a la parte metálica del elemento funcional, para obtener un plegado…
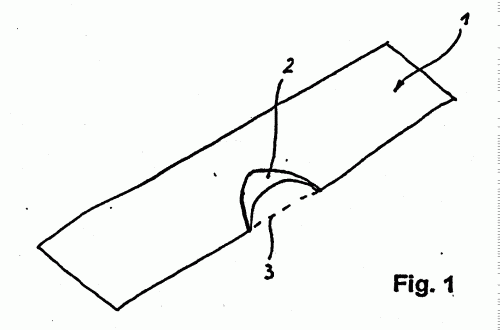
PROCEDIMIENTO DE PRODUCCION DE UN PERFIL DE CHAPA TEMPLADO.
(01/03/2005). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Inventor/es: GEHRINGHOFF, LUDGER, KLASFAUSEWEH, UDO DR., KNAUP, HANS-JURGEN, BIHMER, WERNER.
Procedimiento para la fabricación de un perfil de chapa templado a partir de una platina o de un semifabricado, que se conforma y templa en caliente para formar un perfil de chapa en un útil de prensa, al mismo tiempo, que en el perfil de chapa se prevén cuellos, que sobresalen del plano de la platina, caracterizado porque en el proceso de conformado se conforman los cuellos a partir de zonas no perforadas de la platina.
PROCEDIMIENTO PARA LA FABRICACION DE UN CUBO O DE UN EJE.
(16/04/2004). Solicitante/s: ELECTROLUX AG. Inventor/es: SCHRIDER, WALTER.
El procedimiento para la fabricación de bujes de recepción de ejes o de ejes tiene una placa para bujes o para ejes provista con secciones salientes para la conexión por fricción ejes-bujes mediante un proceso de deformación. El procedimiento de fabricación contiene un proceso de deformación usado para deformar una placa de buje y proveer un buje rebordeado con varias secciones que sobresalen hacia dentro alrededor de su periferia interior para enganchar la periferia exterior de un eje introducido, o un eje con varias secciones que sobresalen hacia fuera alrededor de su periferia exterior para enganchar la periferia interior de un buje de recepción. Las secciones sobresalientes del buje del eje o del eje tienen un incremento radial constante en la dirección periférica. También se incluye una reivindicación independiente relativa a un procedimiento para el acoplamiento 2 de componentes.
CONJUNTO DE TROQUEL DE DOS ETAPAS.
(01/03/1999) UN JUEGO DE TROQUELES DE DOS FASES PARA TROQUELAR SECUENCIALMENTE UNA ABERTURA EN UNA PIEZA DE TRABAJO, FORMANDO DESPUES CANTOS O BORDES DE LA PIEZA DE TRABAJO ALREDEDOR DE LA ABERTURA, Y TENIENDO UN CONJUNTO DE TROQUEL MACHO DE TROQUELAR, UN TROQUEL DE FORMACION, ESPACIADO DEL TROQUEL DE TROQUELAR , Y UNA DEPRESION ENTRE ELLOS, UN CONJUNTO DE TROQUEL HEMBRA , QUE TIENE UN MANGUITO DE TROQUEL HEMBRA GENERALMENTE HUECO, TENIENDO EL MANGUITO DEL TROQUEL UNA CONFIGURACION Y DIMENSIONES QUE SE CORRESPONDEN CON LA FORMA DEL TROQUEL DE TROQUELAR Y PARA RECIBIR EN RELACION TELESCOPICA UNA PLACA DE SOPORTE MOVIL, SITUADA ALREDEDOR DEL MANGUITO DEL TROQUEL HEMBRA , ESTANDO LA PLACA MOVIL DESVIADA,…
METODO DE PRODUCCION DE UN PRODUCTO DE FORMA DE PLATA QUE COMPRENDE LA COLOCACION DE UN COMPONENTE QUE ESTA CONECTADO AL PLATO O FORMA PARTE DE EL, Y TAMBIEN UN DISPOSITIVO ADECUADO PARA LLEVAR A CABO EL METODO Y EL PRODUCTO DE FORMA DE PLATO QUE SE PUEDE FABRICAR DE ACUERDO CON EL METODO.
(01/08/1997). Solicitante/s: PHILIPS ELECTRONICS N.V.. Inventor/es: STREEFLAND, GERARDUS JOHANNES JOSEPH, KRAAKMAN, HILLEBRAND JOHANNES JOSEPHUS, RUYTEN, HENRICUS MARIA, HUTTER, HEINRICH, TROWAL, WALTER.
METODO PARA LA PRODUCCION DE UN PRODUCTO DE FORMA DE PLATO QUE COMPRENDE LA COLOCACION DE UN COMPONENTE EN EL PLATO O DEL MISMO QUE ESTA SOSTENIDO POR UN COJINETE Y ESTA SOSTENIDO EN EL PUNTO DE POSICION DEL COMPONENTE A SER COLOCADO POR UN SOPORTE . LA COLOCACION SE LLEVA A CABO POR MEDIO DE UN PUNZON QUE JUNTO CON EL SOPORTE SE CONTROLA A TRAVES DE UN SISTEMA DE CONTROL, EL CUAL COMPRENDE COMPARADORES Y AMPLIFICADORES , DE MANERA TAL QUE EL COMPONENTE ES COLOCADO CON UNA GRAN EXACTITUD EN RELACION AL PLANO DE REFERENCIA A TRAVES DEL PLATO. CUANDO SE ENCUENTRA LA POSICION IDEAL PARA EL COMPONENTE QUEDA ASEGURADO QUE EL PLATO NO PRESENTA DEFORMACION ELASTICA ALGUNA. CON ESTE PROPOSITO, UN DISPOSITIVO PARA REALIZAR ESTE METODO COMPRENDE MEDIOS QUE CONTROLAN EL PUNZON Y/O EL SOPORTE O MANTIENEN EL PUNZON Y EL SOPORTE DEL PLATO DE FORMA TAL QUE EL PLATO ESTA EXENTO DE POSIBLES DEFORMACIONES ELASTICAS AL MENOS CUANDO EL COMPONENTE CONSIGUE LA POSICION DESEADA.
PROCEDIMIENTO PARA LA FABRICACION DE PASOS EN PIEZAS DE CHAPA.
(16/01/1994). Solicitante/s: GRIESEMER, ALBERT. Inventor/es: GRIESEMER, ALBERT.
EN LA FABRICACION DE PASOS EN PIEZAS DE CHAPA POR LA CONFORMACION PASO A PASO MEDIANTE HERRAMIENTAS DE CONFORMACION SE DISMINUYE EL ESPESOR DE PARED DEL PASO RESPECTO AL MATERIAL QUE PASA. ESTO OCURRE ESPECIALMENTE EN EL CASO DE ALTURAS MAYORES DE PASO Y CORTES MAYORES DE CHAPA. EL INVENTO INDICA UN PROCEDIMIENTO CON EL CUAL SE PUEDEN FABRICAR PASOS ALTOS CON UN ESPESOR DE PARED PARECIDO AL ESPESOR DEL MATERIAL INICIAL PARA UNIONES ATORNILLADAS DE ALTA RESISTENCIA DE CORTES DE CHAPA CON GRANDES SUPERFICIES. EN EL PROCEDIMIENTO DEL INVENTO SE PRENSA LA SUPERFICIE DE LA CHAPA DESPUES DE HABER EMPEZADO PARCIALMENTE HACER LAS HUELLAS. ELLO SIGNIFICA QUE LA ZONA DEL BORDE YA NO FIJA Y SE MANTIENE PLANO DURANTE LA CONFORMACION COMO SE HIZO HASTA AHORA, SINO SE INTEGRA EN EL PROCESO DE CONFORMACION Y SE ENDEREZA DESPUES DE NUEVO. EL INVENTO TIENE ESPECIAL IMPORTANCIA PARA LA CONSTRUCCION METALICA ESPECIALMENTE EN LA CONSTRUCCION DE AUTOMOVILES Y APARATOS.
PERFECCIONAMIENTOS EN LAS CONSOLAS METALICAS.
(01/04/1993). Solicitante/s: CONSTRUCTIONS ELECTRIQUES DE LA SEINE. Inventor/es: LAUNAY, GUY, VIARDIN, JEAN.
SE TRATA DE UNA CONSOLA CONSTITUIDA POR UNA CHAPA PERFORADA Y PLEGADA DESTINADA A SER MONTADA HORIZONTAL SOBRE UN MONTANTE CON LA AYUDA DE AL MENOS UN SISTEMA DE FIJACION, PREFERENTEMENTE DEL TIPO DE TORNILLO-TUERCA, ATRAVESANDO HORIZONTALMENTE Y SUCESIVAMENTE EL ORIFICIO VACIADO EN EL MONTANTE Y UN ORIFICIO VACIADO EN LA CONSOLA, EL BORDE DE ESTE ULTIMO ORIFICIO ESTA PLEGADO SOBRE UN BORDE CILINDRICO HACIENDO ASIENTO SOBRE LA CHAPA. ESTA CONSOLA CONSTA AL MENOS DE UN FALDON DE CHAPA VACIADA POR AL MENOS UNA PERFORACION ADECUADA PARA RECIBIR CUASICONJUNTAMENTE UN BORDE , Y UN FALDON DE CHAPA SIENDO ABATIDO EN EL PLANO CONTRA CADA UNO DE LOS BORDES DE MANERA QUE ESTE BORDE SEA RODEADO UNA DE ESTAS PERFORACIONES.
UN METODO DISPOSITIVO PARA FABRICAR ARANDELAS O PLATOS DE SOPORTE.
(01/12/1991). Solicitante/s: VAN BERKEL, CORNELIS EVERARDUS. Inventor/es: VAN BERKEL, CORNELIS EVERARDUS.
UN LAVADOR O PLATO DE SOPORTE CON MEDIOS PARA PREVENIR EL PEGADO CONJUNTAMENTE DE LAS ARANDELAS EN UN ALMACEN. DICHOS MEDIOS SE FORMAN POR SALIENTES. EL METODO PARA FABRICAR LAS ARANDELAS ASI COMO EL DISPOSITIVO QUE HACE LOS SALIENTES SON TALES QUE EN LA PILA ELLOS ESTAN TAMBALEADOS CON RESPECTO A LOS SALIENTES DE UNO PRECEDENTE Y UN PROXIMO LAVADOR.
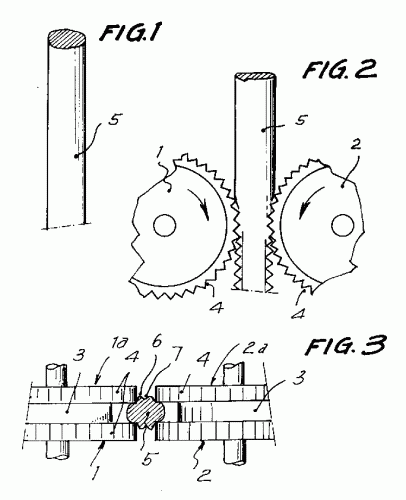
PROCEDIMIENTO DE FABRICACION EN CONTINUO DE VARILLAS CON RELIEVES.
(01/10/1988). Ver ilustración. Solicitante/s: BEA HISPANIA, S.A.. Inventor/es: CASAMITJANA GRAU, PEDRO.
PROCEDIMIENTO DE FABRICACION EN CONTINUO DE VARILLAS CON RELIEVES. CONSISTE EN PRESIONAR UNA VARILLA SUMINISTRADA EN CONTINUO MEDIANTE DOS PARES DE RODILLOS (1, 1A), (2, 2A) CON DENTADOS DE TRABAJO , CON UN SEPARADOR INTERMEDIO , CUYA ANCHURA ES ALGO MENOR QUE EL DIAMETRO DE LA VARILLA, DE FORMA QUE LOS RODILLOS ATACAN LOS FLANCOS OPUESTOS DE LA VARILLA POR MEDIO DE SUS CANTOS DE TRABAJO. PERMITE DEFORMAR LA VARILLA Y FORMAR RELIEVES Y HUNDIDOS CONVENCIONALES CON MENOS PRESION Y MAYOR VELOCIDAD QUE LA QUE NECESITAN LOS MECANISMOS CONOCIDOS.
UN DISPOSITIVO PARA REPUJAR ORIFICIOS HECHOS EN PLACAS METÁLICAS.
(16/11/1962). Solicitante/s: PHILIPS'GLOEILAMPENFABRIEKEN , N. V..
Dispositivo para repujar orificios ya hechos en placas metálicas, caracterizado por el hecho que el dispositivo cojprende una plantilla, provista con un trazado de orificios correspondiente con el trazado de orificios en las placas, siendo los orificios de la plantilla más grandes, al menos sobre el lado superior, que los orificios de las placas y en que por encima de la plantilla está provista una placa presionadora, de la cual al menos el lado que enfrenta a la plantilla está provisto con una capa elástica y en que el dispositivo comprende además medios para alisar los bordes repujados.
MÉTODO DE HACER ORIFICIOS CON BORDES REPUJADOS EN UNA PLACA METÁLICA.
(16/11/1962). Solicitante/s: PHILIPS'GLOEILAMPENFABRIEKEN , N. V..
Método para proveer orificios con bordes repujados en una placa metálica, particularmente placas de corte para aparatos de afeitar eléctricos, caracterizado porque la placa metálica es provista con un trazado de orificios y es luego dispuesta sobre un soporte que deja libre la parte periférica de los orificios, y en que todas las partes periféricas son simultáneamente sometidas a una fuerza presionadora uniformemente distribuida y los bordes de las partes periféricas doblados son reducidos a un plano paralelo a la placa mediante una etapa de pulido.
{kind=link}
{kind=link}