CIP-2021 : B29C 44/56 : Post-tratamiento de objetos, p. ej. para cambiar su forma.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/56[2] › Post-tratamiento de objetos, p. ej. para cambiar su forma.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/56 · · Post-tratamiento de objetos, p. ej. para cambiar su forma.
CIP2021: Invenciones publicadas en esta sección.
Refuerzo de fibra de espumas que contienen agentes expansores.
(24/06/2020) Procedimiento para fabricar una pieza moldeada con al menos una fibra (F), caracterizado porque en una pieza moldeada hecha de espuma que contiene agente expansor se introduce parcialmente al menos una fibra (F) en la espuma que contiene agente expansor, por lo cual la fibra (F) se encuentra con un area de fibra ( FB2) dentro de la pieza moldeada y esta rodeada por la espuma que contiene agente expansor, mientras que un area de fibra (FB1) de la fibra (F) sobresale de un primer lado de la pieza moldeada y un area de fibra (FB3) de la fibra (F) sobresale desde un segundo lado de la pieza moldeada, en cuyo caso la pieza moldeada comprende mas de 1000 fibras (F) por m2 y en el momento de la introduccion parcial…
Refuerzo con fibras de espumas de segmentos unidos entre sí.
(22/04/2020) Cuerpo moldeado de espuma, donde la espuma comprende al menos dos segmentos de espuma unidos entre si, caracterizados porque al menos una fibra (F) esta ubicada con una region de fibra (FB2) dentro del cuerpo moldeado y esta encerrada por la espuma, mientras que una region de fibra (FB1) la fibra (F) sobresale de un primer lado del cuerpo moldeado y una region de fibra (FB3) de la fibra (F) sobresale de un segundo lado del cuerpo moldeado, en cuyo caso la fibra (F) ha sido parcialmente introducida mediante un procedimiento que comprende las siguientes etapas a) a f):
a) dado el caso aplicar al menos una capa (S2) a al menos un lado de la espuma,
b) generar un orificio por fibra (F) en la espuma…
Procedimiento de fabricación de un aislante y aislante.
(08/04/2020). Solicitante/s: NMC S.A.. Inventor/es: MAYERES, JEAN-PIERRE, JOB, DENIS, MEESSEN,Silvain.
Procedimiento de fabricación de un aislante, en particular para reducir el efecto de puente térmico entre dos elementos de construcción conectados, comprendiendo el procedimiento las etapas de
a) espumar una composición polimérica que comprende uno o más polímeros termoplásticos, uno o más agentes espumantes y de 0,01 a 6% en peso de partículas metálicas de baja emisividad con una emisividad inferior a 0,3, para formar un aislante en bruto,
b) calentamiento de una o más regiones del aislante bruto,
c) densificación local de la superficie de la espuma en la(s) región(es) calentada(s) del aislante bruto mediante la aplicación de presión para formar un aislante con la(s) región(es) de superficie densificada(s), y
d) refrigeración del aislante resultante de la etapa c) a temperatura ambiente.
PDF original: ES-2793971_T3.pdf
Procedimiento para la producción de una banda de película multicapa y una banda de película multicapa.
(30/10/2019) Un procedimiento para la producción de una banda de película multicapa a partir de al menos dos bandas de película de partida hechas de material polimérico termoplástico, en el que cada banda de película de partida comprende al menos un componente polimérico de bajo punto de fusión y al menos un componente polimérico de alto punto de fusión, en el que el procedimiento comprende las siguientes etapas:
producir las al menos dos bandas de película de partida mediante extrusión por soplado, extrusión plana o una combinación de extrusión por soplado y extrusión plana,
guiar las al menos dos bandas de película de partida…
Procedimientos de fabricación de artículos poliméricos de varias capas con peso reducido.
(24/07/2019). Solicitante/s: FINA TECHNOLOGY, INC.. Inventor/es: SHULER,JOE, TIPPET,JON, AGUIRRE,JUAN.
Un procedimiento de preparación de un revestimiento de aislamiento de refrigeración, que comprende:
formación de una lámina polimérica de varias capas que comprende una capa espumada dispuesta intercalada entre dos capas (110a, 110b) sólidas; y
conformar la lámina polimérica de varias capas hasta formar el revestimiento,
en el que el revestimiento es un aislante,
en el que las capas de la lámina se adhieren una a otra mediante extrusión en fundido, y
en el que el revestimiento resiste la degradación en el evento de contacto con un refrigerante.
PDF original: ES-2747751_T3.pdf
Procedimiento de sellado de superficies de un cuerpo de espuma celular.
(17/07/2019) Procedimiento para sellar al menos parcialmente las superficies de un cuerpo de espuma celular que posee una resistencia a la compresión inicial, comprendiendo el procedimiento las etapas de:
(a) proporcionar un cuerpo de una espuma celular que comprende tereftalato de polietileno, estando el cuerpo provisto de superficies opuestas;
(b) disponer el cuerpo entre los primeros elementos de presión;
(c) en una primera etapa de aplicación de presión a una primera temperatura superior a 100 °C, aplicar una primera presión de compresión a las superficies opuestas por los primeros elementos de presión, siendo la primera presión de compresión inferior al 10 % de la resistencia a la compresión…
Procedimiento para producir una pieza de material de plástico que tiene un núcleo de espuma.
(30/04/2019). Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Inventor/es: GILLE, DENIS, PRAT,JEAN-FRANÇOIS, HERAULT,RICHARD.
Procedimiento para producir una pieza de material de plástico (PS) que tiene una estructura de tipo intercalado, en el que:
- se disponen en un molde (MO) al menos dos láminas de material de plástico (FMP) reforzado con fibras;
- se dispone en el molde (MO) al menos un inserto de espuma (IM) entre las láminas de material de plástico (FMP), formando el inserto de espuma (IM) un núcleo estructural;
- se cierra el molde (MO), y se aplica una presión y una temperatura elegidas para permitir la fluencia y la polimerización del material de plástico; y
- se desmoldea la pieza (PS) así obtenida.
PDF original: ES-2711121_T3.pdf
Método para la fabricación de productos de recubrimiento de suelo de espuma de poliuretano con fibras de alfombra posteriores al consumo.
(06/03/2019) Un proceso para preparar un producto de revestimiento de suelo de poliuretano espumado, que comprende:
a) formar una capa de banda que contiene al menos 30% en peso de fibras, tal que la capa de banda tenga un peso de 150 a 660 g/m2 y un espesor de 6,3 a 25 mm (0,25 a 1 pulgada) y las fibras en la capa de banda tienen una longitud promedio de 0,75 a 40 cm;
b) aplicar continuamente una formulación de espuma de poliuretano enfriada que incluye al menos un poliisocianato, agua y al menos un poliol que tiene un peso equivalente de al menos 500 a la capa de banda, teniendo la formulación de espuma de poliuretano enfriada una temperatura de no más de 15 °C cuando se aplica a la capa de banda, y se comprime…
Procedimiento para la preparación de una cinta de película cargada.
(26/02/2019). Solicitante/s: RKW SE. Inventor/es: BORMANN,LUDWIG.
Procedimiento para la producción de una cinta de película cargada a partir de una cinta de película de partida microporosa de material polimérico termoplástico, que contiene al menos un componente polimérico de bajo punto de fusión, un componente polimérico de alto punto de fusión y una carga, el procedimiento que comprende las siguientes etapas:
calentamiento de la cinta de película de partida microporosa hasta el estado parcialmente fundido, en el que se encuentra al menos un componente polimérico de bajo punto de fusión en estado líquido fundido y al menos un componente polimérico de alto punto de fusión no en estado líquido fundido, y
enfriamiento mediante conducción de la cinta de película parcialmente fundida mediante una ranura de rodillo enfriada.
PDF original: ES-2701915_T3.pdf
Lámina de espuma de poliolefina reticulada que comprende partículas de corcho.
(09/01/2019). Solicitante/s: Palziv Ein Hanatziv Agricultural Co-operative Society Ltd. Inventor/es: ZUR,BARUCH, DADON,OSHRI, NEZER,EHUD, REISMAN,BENJAMIN JOSHUA.
Una lámina de espuma polimérica que comprende:
(a) una espuma químicamente reticulada, de celdas cerradas, que comprende al menos una poliolefina; y
(b) partículas de corcho dispersadas dentro de dicha espuma polimérica;
en la que dicha lámina de espuma polimérica se caracteriza porque:
- contiene entre 2,5 - 10 partes por cien en peso de poliolefina (PHR) de dichas partículas de corcho;
- las partículas de corcho están dispersas homogéneamente dentro de la espuma de poliolefina;
- tiene una densidad específica entre 40-250 kg/m3,
- es esencialmente libre de perforaciones visibles; y
dicha espuma polimérica está fabricada en forma de una lámina continua a partir de una masa fundida homogénea.
PDF original: ES-2719531_T3.pdf
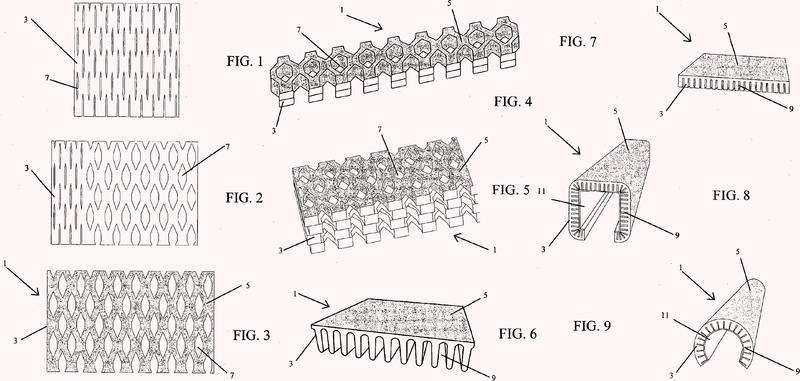
Núcleo de espuma para un artículo laminado compuesto, y su fabricación.
(22/10/2018) Un núcleo de espuma para un artículo laminado compuesto, teniendo el núcleo de espuma superficies principales opuestas, teniendo cada superficie una red de ranuras moldeadas que forma una configuración de rejilla de rombos en cada una de las superficies principales opuestas, donde la red de ranuras incluye un primer conjunto de primeras ranuras mutuamente paralelas y un segundo conjunto de segundas ranuras mutuamente paralelas, estando las ranuras primeras y segundas mutuamente inclinadas en un ángulo agudo e intersecando formando una serie de una pluralidad de formas de rombo entre ellas, y un tercer conjunto de terceras ranuras mutuamente paralelas que se extienden en una dirección longitudinal, intersecando cada tercera ranura con una pluralidad…
Método de producción para un parasol y un parasol.
(04/07/2018). Solicitante/s: Pimsa Otomotiv Anonim Sirketi. Inventor/es: INCEKARA,EMRE, YIGIT,CEM, ÖZÇAKIR,ALI, YAMAN,HÜSEYIN, GÜR,SÜLEYMAN, SEYMAN,ÖMÜR.
Un método de producción para parasol utilizado dentro de vehículos de motor en el sector de la automoción,
caracterizado porque comprende respectivamente las etapas del proceso de
- laminar un papel y una espuma entre sí en un dispositivo de laminación,
- colocar un material que contiene el papel y la espuma obtenidos mediante dicho proceso de laminación en un molde en una máquina de inyección de poliuretano,
- inyectar una capa de relleno hecha de un material de poliuretano en dicho molde, después de la colocación,
- retirar el material del molde fuera del molde después de la inyección,
- soldar una capa hecha de un material de PVC sobre la capa de relleno en una máquina de soldadura de alta frecuencia.
PDF original: ES-2680826_T3.pdf
Un proceso para producir una lámina de espuma termoconformable usando un agente de soplado físico.
(21/06/2017). Solicitante/s: DOW GLOBAL TECHNOLOGIES INC.. Inventor/es: WELSH, GARY, C., SALMANG, ROLDOLFO, J., BALLOT, MICHAEL, M.
Una lámina de espuma termoplástica que se puede obtener por:
poner en contacto un polímero aromático u olefínico de monovinilideno fundido con un agente de soplado físico seleccionado entre dióxido de carbono, nitrógeno, agua o una combinación de los mismos, para formar una mezcla de polímero/agente de soplado dentro en una línea de extrusión de láminas; espumar la mezcla en una zona de menor presión para formar un extruido de espumación; y estirar y comprimir el extruido de espumación para formar una lámina de espuma; teniendo la lámina de espuma una densidad de 400 a 1050 g/L y un espesor uniforme menor que 3 mm, en donde el espesor uniforme difiere del espesor medio de la lámina en menos de 6 por ciento en cualquier punto.
PDF original: ES-2639170_T3.pdf
Nuevo proceso de conformación para materiales celulares de PMI, o bien componentes compuestos obtenidos a partir de los mismos.
(21/12/2016). Solicitante/s: EVONIK ROHM GMBH. Inventor/es: ZIMMERMANN, RAINER, PINTO, JORGE, ROTH,MATTHIAS,ALEXANDER, SÜNDERMANN,JÖRN DANIEL, KRAATZ,ARNIM, SCHLAGER,DIETER.
Procedimiento para la conformación de materiales celulares, caracterizado por que, en el caso del material celular, se trata de PMI, y por que el procedimiento comprende los siguientes pasos de proceso:
a) estructura de capas de compuesto opcional con materiales cubrientes y núcleo celular intermedio,
b) calentamiento del material celular mediante radiación con radiación próxima a infrarrojo (radiación NIR) con una longitud de onda entre 0,78 y 1,40 μm,
c) conformación con una herramienta de conformación,
d) enfriamiento y extracción de la pieza de trabajo acabada.
PDF original: ES-2618000_T3.pdf
Procedimiento para la fabricación de una pala de rotor y pala de rotor de un aerogenerador.
(12/10/2016). Solicitante/s: Senvion GmbH. Inventor/es: EYB,ENNO.
Procedimiento para la fabricación de una pala de rotor, disponiéndose espuma en un semiproducto, introduciéndose en el semiproducto que contiene espuma una resina, endureciéndose la resina introducida en caso de transmisión de calor y produciéndose al mismo tiempo una distribución de la temperatura de endurecimiento, caracterizado por que en las zonas del semiproducto, en las que se produce una primera temperatura de endurecimiento, se dispone una primera espuma , y en las zonas, en las que se produce una segunda temperatura de endurecimiento, una segunda espuma , eligiéndose como primera espuma una espuma con una mayor resistencia a las temperaturas que la de la segunda espuma y generándose la primera temperatura de endurecimiento más alta que la segunda temperatura de endurecimiento.
PDF original: ES-2610741_T3.pdf
Procedimiento de fabricación de un cuerpo compuesto comprendiendo una pieza moldeada de espuma particulada conectada en arrastre de fuerza con un cuerpo hueco.
(08/06/2016) Procedimiento de fabricación de un cuerpo compuesto comprendiendo un cuerpo principal y una envoltura externa conectada con el cuerpo principal, donde el cuerpo principal comprende una pieza moldeada de espuma particulada obtenible a partir de partículas de espuma pre-espumadas y la envoltura externa comprende un cuerpo hueco abierto unidireccionalmente o bien por dos caras opuestas, caracterizado porque en un paso procedimental a) se funden partículas de espuma pre-espumadas en un molde introduciendo un fluido portador de calor con una temperatura de 105°C a 180°C para generar una pieza moldeada de espuma particulada, y la pieza moldeada de espuma particulada se desmolda a continuación a una temperatura del molde de 40°C a 100°C, en un siguiente paso procedimental b) se enfría la pieza moldeada de espuma particulada extraída del molde a una temperatura…
Estructura de soporte y protección y proceso para la producción de dicha estructura.
(24/02/2016). Ver ilustración. Solicitante/s: Advanced Distribution S.p.A. Inventor/es: GIANNI,LANFRANCO.
La estructura (1') adecuada para la protección y el soporte, caracterizada porque se compone, en sucesión, de:
- al menos una primera capa elástica de soporte (3'), que se elabora de material de espuma con celdas cerradas que se deriva de resinas de poliolefina y que tiene una primera densidad;
- al menos una segunda capa elástica de absorción de choques (4') que se equipa con las cavidades (7') que se elabora de material de espuma con celdas cerradas que se deriva de resinas de poliolefina y que tiene la primera densidad;
y
- al menos una tercera capa elástica de soporte (5') que se elabora de material de espuma con celdas cerradas que se deriva de resinas de poliolefina y que tiene una segunda densidad igual a aproximadamente tres veces dicha primera densidad.
PDF original: ES-2569258_T3.pdf
Conducto ondulado con aislamiento térmico.
(13/01/2016) Conducto ondulado, con aislamiento térmico con al menos un tubo de fluido interno de plástico o metal, una capa de aislamiento térmico de plástico que rodea el tubo de fluido y un revestimiento externo de plástico que rodea la capa de aislamiento térmico , extendiéndose la ondulación del conducto al interior de la capa de aislamiento térmico , y presentando los valles de ondulación y las crestas de ondulación de la ondulación una forma de sección transversal redonda, encontrándose con un diámetro externo del conducto de desde 63 mm hasta 202 mm la profundidad de ondulación T en el intervalo de desde 4,5 mm hasta 8 mm, siendo la forma de sección transversal redonda de los valles de ondulación y de las crestas de ondulación en cada caso parte de un círculo, y estando…
Espuma con una banda de material adhesivo.
(30/11/2015) Espuma que comprende por lo menos un material adhesivo aplicado en una banda sobre una superficie de la espuma recientemente extruida antes de la desgasificación de la espuma, estando la superficie en contacto con el material adhesivo sin irregularidades después de la desgasificación de la espuma, caracterizada por que dicha espuma comprende unas incisiones sobre dicha superficie .
Procedimiento de fabricación de un elemento de aislamiento.
(19/11/2015) Procedimiento de fabricación de un elemento de aislamiento para el aislamiento acústico y/o térmico de un edificio, en el que se sinterizan en un molde bajo presión y/o con aportación de calor partículas de poliestireno preespumadas para así formar con las mismas una pieza de forma, y la pieza de forma es recalcada en al menos dos direcciones, y preferiblemente en al menos dos direcciones situadas ortogonalmente entre sí, en donde la pieza de forma es primeramente recalcada en una primera dirección y es a continuación recalcada en otra dirección, caracterizado por el hecho de que se varía el grado de recalcado en las distintas direcciones de recalcado.
Formación de tapicerías para asientos de vehículos automóviles.
(11/11/2015) Procedimiento de realización de una tapicería de un elemento de asiento para vehículo automóvil, en el que
se realiza un bloque de soporte de espuma para adaptarse a un elemento de armazón;
se realiza un elemento de cobertura por conformación en frío de una espuma pulverizada sobre un sustrato de polipropileno y dispuesta sobre el envés de un material textil, de piel o de material sintético , para definir la forma visible del elemento de asiento, consistiendo la conformación en frío en aplicar una presión mientras que la espuma está en estado viscoso; y
se dispone el elemento de recubrimiento sobre el bloque de soporte.
PROCEDIMIENTO DE FABRICACIÓN DE ESPUMAS DE POLIOLEFINAS RETICULADAS DE CELDA ABIERTA Y ESPUMAS OBTENIDAS.
(24/09/2015) La invención describe un nuevo procedimiento para la obtención de una espuma de poliolefina reticulada altamente expandida de celda abierta que comprende las etapas de: (i) Preparar una o más composiciones formadoras de espuma de poliolefina reticulada altamente expandida de celda abierta, tal como el polietileno, (ii) Moldear una o más preformas sólidas a partir de la o de las composiciones; (iii) obtener un precursor de la espuma final a obtener que comprende un núcleo preparado a partir de la una o más preformas sólidas obtenidas en la etapa anterior recubierto al menos en parte por una piel de una poliolefina reticulada que presenta una determinada temperatura de fusión, una viscosidad y una permeabilidad a gas de específicas; (iv) someter el precursor a presión…
Refuerzo con un núcleo de material expansible.
(10/06/2015) Un refuerzo de núcleo alargado de sección transversal constante para formar un artículo moldeado compuesto, el refuerzo comprende una envoltura de fibras que dan resistencia que rodean un núcleo , caracterizado porque el núcleo es de material de celda cerrada que es expansible bajo presión reducida.
Elemento de compensación.
(26/11/2014) Elemento de compensación para la nivelación de una pieza de montaje con relación a un sustrato con un cuerpo de base elástico y con un medio endurecible previsto en el cuerpo de base , en el que el elemento de compensación presenta antes del endurecimiento un comportamiento de material elástico y durante el endurecimiento del medio endurecible se transfiere el comportamiento del material del elemento de compensación a un comportamiento rígido, caracterizado porque el cuerpo de base es un cuerpo de espuma de poros abiertos, en cuyos poros está previsto el medio endurecible, y porque se comprime el cuerpo de base y se mantiene con un medio de retención desprendible en el estado comprimido.
(03/09/2014) Espuma híbrida elástica a base de
a) al menos un poliuretano termoplástico (TPU)
b) cuerpos huecos de plástico, preferentemente cuerpos huecos de plástico M cargados con agente expansivo, y eventualmente
c) al menos un agente expansivo T físico y/o químico adicional y eventualmente
d) coadyuvantes y aditivos,
estando estirada la espuma híbrida al menos de manera monoaxial, preferentemente al menos en la relación de 2:1, de manera especialmente preferente en la relación de 3:1.
Procedimiento para la fabricación de un sistema de masa espumada.
(30/07/2014) Procedimiento para la fabricación de un sistema de masa espumado, que contiene sustancias térmicamente sensibles, en el que en un primer paso se espuma el sistema de masa a una primera temperatura, caracterizado porque las sustancias térmicamente sensibles se añaden al sistema de masa en un paso posterior a una segunda temperatura más baja que la primera temperatura y porque el sistema de masa es, contiene o puede utilizarse como masa adhesiva, en especial una masa autoadhesiva.
Espumas laminadas con picos y ranuras que se acoplan.
(30/07/2014) Un artículo de espuma laminado que comprende al menos dos tableros de espuma que tiene perfiles superficiales de picos y ranuras que se acoplan, definidos recortando y retirando espuma, donde la película exterior superficial permanece sobre una porción de los perfiles y en el que los tableros de espuma se laminan uno con otro en una orientación de acoplamiento con los picos de una superficie de espuma dentro de las ranuras de la superficie contigua con un adhesivo entre las superficies de las espumas que se acoplan, y en el que el artículo de espuma laminado tiene un espesor que excede los 200 milímetros.
Elemento estructural y procedimiento para su fabricación.
(23/07/2014) Elemento estructural para su uso como capa de núcleo en un elemento compuesto de tipo sándwich, en el que el elemento estructural está formado por varios segmentos de cuerpo soldados entre sí, hechos de un plástico termoplástico espumado por extrusión, en particular PET, y en el que el elemento estructural presenta un primer lado plano para el pegado a una capa de cubierta, en el que una superficie del primer lado plano , a la que puede ser aplicada una resina , presenta poros abiertos , en el que la superficie del primer lado plano es generada mediante corte con elemento caliente, en particular corte con alambre caliente, de manera que la superficie está sellada térmicamente de forma parcial, caracterizado por que un valor de brillo de la superficie del primer lado plano , medido a 60° según la norma DIN 67530-1982, está entre…
(21/05/2014) Un método para producir un producto de plástico moldeado que tiene un revestimiento exterior y un núcleo interno, comprendiendo el método las etapas de: proporcionar un molde que tiene una cavidad del molde ; formar un revestimiento exterior a partir de un primer material de plástico en al menos dos superficies opuestas dentro de la cavidad del molde ; formar un núcleo interno a partir de un segundo material de plástico dentro de la cavidad del molde ; y al menos curar parcialmente los materiales de plástico para formar un moldeado dentro de la cavidad del molde por medio de la aplicación de calor, caracterizándose el método por las etapas posteriores de enfriar el moldeado y comprimir el moldeado simultáneamente…
Espuma con una tira de material adhesivo.
(09/04/2014) Procedimiento de fabricación de una espuma que comprende las etapas que consisten en:
- producir una espuma polimérica seleccionada de entre el grupo que comprende las poliolefinas, los metalocenos, los poliestirenos, sus copolímeros, y sus mezclas por extrusión,
- aplicar, sobre una superficie de la espuma recientemente extrudida, un material adhesivo en una tira, estando la tira de material adhesivo dividida en varias pistas, comprendiendo una primera parte de estas pistas el material adhesivo y no comprendiendo una segunda parte de estas pistas el material adhesivo, estando las pistas que comprenden material adhesivo y las pistas…
Artículos de espuma moldeados resistentes al calor y procedimiento para su fabricación.
(14/11/2013) Un procedimiento de termoconformado de una hoja espumada de resina de poliéster de baja cristalinidad en unartículo de espuma moldeado resistente al calor, en el que dicha resina de poliéster contiene unidades de etileno eincluye, en base a las unidades de dicarboxilato, al menos 50% en moles de unidades de tereftalato, que comprendelas etapas de: calentamiento de la hoja espumada de resina de poliéster hasta una temperatura de preformación:formación de la hoja de espuma de resina de poliéster en un molde; y liberación de la hoja de espuma de resina depoliéster moldeada del molde, caracterizado porque el molde no se calienta.
Procedimiento para la fabricación de un objeto de material esponjoso conformado por recorte.
(21/10/2013) Procedimiento para la fabricación de un objeto (100") de material esponjoso conformado por recorte, quecomprende al menos los siguientes pasos:
a) la fabricación de una primera versión previa (100') del objeto con un primer corte de conformación medianteel recorte de la primera parte de una pieza en bruto de material esponjoso , introducida a presión enun primer molde negativo (200'); o bien
a') la fabricación de una primera versión previa del objeto mediante el recorte de una primera parte de lapieza en bruto de material esponjoso mediante un corte de contorneo, caracterizada por
b) la introducción a presión de una parte de la primera versión previa (100') del objeto, en la zona delprimer…
{kind=link}