CIP-2021 : B29C 44/20 : para objetos de longitud indefinida.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/20[1] › para objetos de longitud indefinida.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/20 · para objetos de longitud indefinida.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la producción de un cuerpo de espuma mediante extrusión y dispositivo de extrusión para la producción de un cuerpo de espuma.
(12/02/2020) Procedimiento para la producción de un cuerpo de espuma mediante extrusión, que comprende:
- producir una masa fundida de material plástico dentro de un revestimiento de un primer extrusor ; y
- transportar la masa fundida de material plástico hacia una boquilla de salida de un segundo extrusor , presentando la masa fundida de material plástico transportada, agente propulsor, y expandiéndose después de que ésta se haya guiado a través de la boquilla de salida , transportándose en el primer y/o segundo extrusor la masa fundida de material plástico mediante un dispositivo de husillos de extrusor , que presenta varios husillos de tornillo y un cuerpo de guía con escotaduras, en las cuales están introducidas parcialmente los husillos de tornillo , estando los husillos de tornillo distribuidos coaxialmente con respecto al eje longitudinal…
Cierre sintético multicomponente y método de su fabricación.
(01/01/2020) Un método para producir unos cierres multicomponente que comprenden al menos un polímero termoplástico para que se introduzca y quede retenido fijamente en un cuello que forma una boca de un envase, comprendiendo dicho método los pasos de:
a. extrudir una extensión de material de forma sustancialmente cilíndrica, alargada y continua para formar el elemento central del cierre ;
b. opcionalmente, extrudir separadamente una o varias capas independientes y separadas de material plástico con un ajuste de unión íntimo con la extensión alargada y continua de material que forma el elemento central o, en el caso de varias capas independientes, con un ajuste de unión íntimo con la capa independiente más exterior respectiva que se forma…
Procedimiento para la infusión de un gas en un material termoplástico, y sistemas relacionados.
(25/09/2018). Solicitante/s: DART CONTAINER CORPORATION. Inventor/es: NADELLA,Krishna.
Un procedimiento de infusión de gas en un material termoplástico, comprendiendo el procedimiento:
colocar un rollo de material termoplástico intercalado con un material permeable al gas, de forma que un eje longitudinal del rollo sea vertical o sustancialmente vertical; y
exponer el rollo colocado intercalado a una atmósfera de un gas presurizado para infundir el material termoplástico con el gas mientras el eje longitudinal del rollo intercalado permanece en una posición vertical o sustancialmente vertical.
PDF original: ES-2683187_T3.pdf
Película de múltiples capas para fabricar recipientes, método de producción de la misma y recipiente que comprende la película.
(24/09/2018). Solicitante/s: Tecno Box S.r.l. Inventor/es: SCATURRO,VINCENZO.
Película de múltiples capas para fabricar recipientes, que comprende una capa interior de un primer material polimérico y dos capas de revestimiento acopladas a dicha capa interior desde lados opuestos entre sí para definir una lámina de múltiples capas unitaria, en la que dicho primer material polimérico es una espuma de poliestireno obtenida por extrusión de una mezcla de partida que comprende poliestireno de alto impacto (HIPS) y poliestireno de uso general (GPPS) con un porcentaje en peso menor que dicho poliestireno de alto impacto, estando hechas dichas capas exteriores ambas de poliestireno orientado (OPS) con un espesor entre 20 μm y 30 μm, preferentemente 25 μm y acopladas en caliente a dicha capa interior.
PDF original: ES-2682980_T3.pdf
Espuma de polímero termoplástico extruida de alta resistencia.
(12/11/2015) Un proceso de extrusión de espuma, comprendiendo el proceso preparar, a una presión de mezclado, una mezcla de polímero espumable que comprende un polímero termoplástico y un agente de soplado, enfriar la mezcla de polímero espumable y extruirla en una dirección de extrusión a través de un troquel de espumación a una presión del troquel y sacarla del troquel de espumación a través de una abertura del troquel a un caudal en una atmósfera de presión suficientemente baja para permitir que la mezcla de polímero espumable se expanda en una espuma de polímero mientras se desplaza en la dirección de extrusión a una velocidad de…
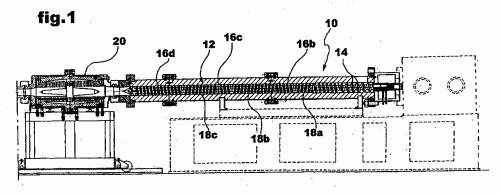
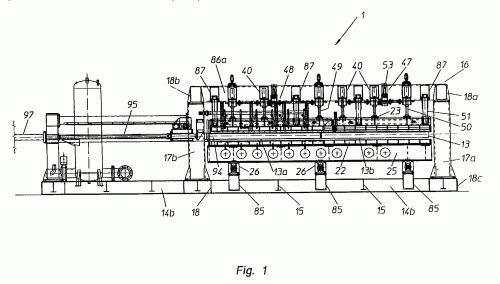
UN METODO PARA PRODUCIR MATERIALES POLIMERICOS EXPANDIDOS Y UN EXTRUSOR PARA LLEVARLO A CABO.
(16/02/2006). Ver ilustración. Solicitante/s: L.M.P. IMPIANTI S.R.L. Inventor/es: CRANA, RENATO.
Un método para la producción de materiales expandidos mediante la extrusión de un material polímero con la adición de un agente de expansión física, en el que la extrusión se lleva a cabo en un extrusor de dos husillos con husillos de rotación conjunta e interpenetrados, con una relación entre la separación axial (I) y el diámetro (D) entre 0, 7 y 0, 8 y una relación longitud/diámetro (L/D) entre 22 y 20 y en el que dichos husillos se hacen rotar a una velocidad por debajo de 50 rpm, estando dicho método caracterizado porque está destinado a la producción de materiales de poliolefinas expandidos que tienen un coeficiente de conductividad térmica por debajo de 40 mW/ºK·m y una densidad por debajo de 50 kg/m3, y dichos husillos tienen una pluralidad de zonas (18a-c) de mezcla dura y una pluralidad de zonas (16a-d) de bombeo alternadas con una relación de longitudes entre las zonas (18a-c) de mezcladura y las zonas (16a-d) de bombeo entre 65% y 75%.
AGENTE DE COMPATIBILIZACION PARA ESPUMAS POLIOLEFINICAS CON AMPOLLAS DE DIOXIDO DE CARBONO.
(01/11/2003) METODO DE ELABORACION DE UNA COMPOSICION DE ESPUMA POLIOLEFINICA QUE CONSTA DE LOS PASOS DE: A) ALIMENTAR UN EXTRUSOR CON UN POLIMERO POLIOLEFINICO; B) AÑADIR UN AGENTE NUCLEANTE A LA FUENTE DE RESINA; C) OPCIONALMENTE AÑADIR UN MODIFICADOR DE LA PERMEABILIDAD A LA FUENTE DE RESINA; D) PLASTIFICAR LA MEZCLA EN UN EXTRUSOR PARA FORMAR UNA FUSION POLIMERICA; E) INCORPORAR UN AGENTE DE INSUFLACION DE DIOXIDO DE CARBONO Y OPCIONALMENTE UNO O MAS ELEMENTOS SELECCIONADOS A PARTIR DE UN GRUPO FORMADO POR AGENTES DE INSUFLACION INORGANICOS, AGENTES DE INSUFLACION ORGANICOS Y COMBINACIONES DE ESTOS; F) INCORPORAR AL MENOS UN AGENTE COMPATIBILIZADOR A DICHA COMPOSICION ESPUMOSA DE MODO QUE DICHO AGENTE COMPATIBILIZADOR SEA UN HIDROCARBURO OXIGENADO QUE REDUZCA LA…
APARATO DE PARED AJUSTABLE PARA MOLDEAR UN ELEMENTO CONTINUO DE PLASTICO ESPUMADO.
(16/09/2003). Ver ilustración. Solicitante/s: PLASTEDIL S.A.. Inventor/es: CRETTI, PIERO.
UN APARATO PARA MOLDEAR UN ELEMENTO CONTINUO DE ESPUMA DE PLASTICO , COMO UN ELEMENTO DE CONSTRUCCION DE PISOS, DE UN TIPO QUE COMPRENDE UN CUERPO CENTRAL SUBSTANCIALMENTE PARALELEPIPEDICO Y AL MENOS UN SALIENTE LATERAL , INCLUYE UN MOLDE QUE COMPRENDE UNA CAMARA DE FORMACION (13A) Y UNA CAMARA DE ESTABILIZACION (13B) DEFINIDAS ENTRE UNA PARED INFERIOR , UN PAR DE PAREDES LATERALES OPUESTAS Y UNA TAPA . PREFERIBLEMENTE, LA TAPA Y/O UNA O LAS DOS PAREDES LATERALES DEL MOLDE COMPRENDEN VARIOS SEGMENTOS ESTRUCTURALES INDEPENDIENTES CUYA POSICION PUEDE AJUSTARSE ACERCANDOLA O SEPARANDOLA DE LA PARED INFERIOR DEL MOLDE PARA AJUSTAR INDEPENDIENTEMENTE, DE FORMA SUBSTANCIALMENTE CONTINUA, LA ALTURA DE LOS ASIENTOS DE MOLDEO DEL CUERPO CENTRAL Y/O DEL SALIENTE LATERAL DEL ELEMENTO CONTINUO EN CADA UNA DE LAS CAMARAS DE FORMACION (13A) Y ESTABILIZACION (13B) DEL MOLDE.
APARATO PARA MOLDEAR UN ELEMENTO CONTINUO DE PLASTICO ESPUMADO.
(16/08/2001). Solicitante/s: PLASTEDIL S.A.. Inventor/es: CRETTI, PIERO.
SE PRESENTA UN APARATO PARA MOLDEAR UN ELEMENTO DE PLASTICO ESPUMADO CONTINUO , POR EJEMPLO UN ELEMENTO PARA SUELO DEL TIPO DE LOS QUE COMPRENDEN UN CUERPO CENTRAL SUBSTANCIALMENTE EN FORMA DE PARALELEPIPEDO Y AL MENOS UNA OREJETA LATERAL , EL APARATO INCLUYE UN MOLDE EN EL CUAL LAS CAVIDADES DE MOLDEADO RESPECTIVAS DEL CUERPO CENTRAL Y DE LA OREJETA LATERAL ESTAN DEFINIDAS ENTRE UNA PARED DE SUELO , UN PAR DE PAREDES LATERALES OPUESTAS Y UNA CUBIERTA . VENTAJOSAMENTE, EL APARATO COMPRENDE ADEMAS MEDIOS PARA POSICIONAR DE FORMA AJUSTABLE LA CUBIERTA Y/O UNA O AMBAS PAREDES LATERALES DEL MOLDE SEPARANDOLAS Y ACERCANDOLAS A LA PARED DEL FONDO PARA REGULAR DE FORMA AJUSTABLE Y SUBSTANCIALMENTE CONTINUA LA ALTURA DE LAS CAVIDADES DE MOLDEADO DEL CUERPO CENTRAL Y/O DE LAS OREJETAS LATERALES DEL ELEMENTO CONTINUO.
ESPUMA EXTRUIDA DE POLIMERO PROPILENO DE CELULAS ABIERTAS Y SU PROCEDIMIENTO DE FABRICACION.
(16/08/2000). Solicitante/s: THE DOW CHEMICAL COMPANY. Inventor/es: PARK, CHUNG, P..
SE PRESENTA UN PROCESO PARA ELABORAR UNA ESPUMA DE POLIMERO PROPILENO DE EXTRUSION, DE CELULAS ABIERTAS, DIMENSIONALMENTE ESTABLE Y DE BAJA DENSIDAD, COMPUESTA PRIMARIAMENTE POR UN MATERIAL POLIMERO PROPILENO EXPANDIDO, EN EL QUE LA ESPUMA TIENE UN AGENTE DE SOPLADO QUE CONTIENE UN PORCENTAJE SUPERIOR AL 85% DEL PESO DE UNO O MAS AGENTES ORGANICOS DE SOPLADO, BASADO EN EL TOTAL DEL AGENTE DE SOPLADO. EL MATERIAL DE POLIMERO PROPILENO ESTA FORMADO POR UNIDADES PROPILENO MONOMERICAS EN UN PORCENTAJE SUPERIOR AL 50% DEL PESO, BASANDOSE EN EL PESO TOTAL DEL MATERIAL POLIMERO PROPILENO. EL MATERIAL TIENE UNA DENSIDAD DE 96 KILOGRAMOS, O INFERIOR, POR METRO CUBICO. LA ESPUMA TIENE UN PORCENTAJE DE CELULAS ABIERTAS SUPERIOR AL 20%.
ESPUMA PRODUCIDA POR INYECCION AGUAS ABAJO DE AGUA.
(01/06/1999) SE PRESENTA UN PROCESO PARA MANUFACTURAR UNA ESTRUCTURA DE ESPUMA DE POLIMERO TERMOPLASTICO CON UN AGENTE ESPUMANTE QUE TIENE AGUA. EL PROCESO COMPRENDE EN SECUENCIA: A) LA FUSION DEL POLIMERO PARA FORMAR UN POLIMERO FUNDIDO; B) LA INCORPORACION DE UN PIRORRETARDANTE ALIFATICO BROMADO EN EL POLIMERO FUNDIDO; C) LA INCORPORACION Y LA MEZCLA DE UN PRIMER AGENTE ESPUMANTE EN EL POLIMERO FUNDIDO PARA FORMAR UN PRIMER GEL ESPUMABLE; D) EL ENFRIAMIENTO DEL PRIMER GEL ESPUMABLE HASTA UNA TEMPERATURA DE ESPUMACION ADECUADA; E) LA INCORPORACION Y LA MEZCLA DE UN SEGUNDO AGENTE ESPUMANTE QUE COMPRENDE AGUA EN EL PRIMER GEL ESPUMABLE ENFRIADO PARA FORMAR UN SEGUNDO GEL ESPUMABLE; F) EL ENFRIADO OPCIONAL DE FORMA ADICIONAL DEL SEGUNDO GEL ESPUMABLE HASTA UNA TEMPERATURA DE ESPUMACION…
PLACAS DE ESPUMA DE POLIOLEFINAS EN FORMA DE BANDA.
(01/06/1997) LA INVENCION SE REFIERE A PLACAS DE ESPUMA EN FORMA DE BANDA DE POLIOLEFINAS, QUE SON FABRICABLES A PARTIR DE MASAS DE FORMA DE POLIOLEFINA QUE CONTIENEN FERMENTOS MEDIANTE PROCESOS DE EXTRUSION, ESPUMACION Y EXPANSION DE ESTAS MASAS Y DONDE SE UTILIZA EN SU ELABORACION HIDROCARBUROS LIBRES DE HALOGENO Y/O CO2 COMO MEDIO IMPULSOR. LAS PLACAS DE ESPUMA DE ACUERDO CON LA INVENCION MUESTRAN DE FORMA DIRECTA DESPUES DE SU ELABORACION, SIN ENVEJECIMIENTO ADICIONAL, UN CONTENIDO EN MEDIO IMPULSOR MAS BAJO DEL 30 %, EN COMPARACION CON LOS PRODUCTOS HASTA AHORA CONOCIDOS DE IGUAL TIPO DE FABRICACION. LAS NUEVAS PLACAS DE ESPUMA DE ACUERDO CON LA INVENCION SE CARACTERIZAN, PORQUE LA SUPERFICIE DE LA PLACA PUEDE SER PERFORADA POR UNA AGUJA DENTRO DE UN MAXIMO DE TRES HORAS DESPUES DE LA EXTRUSION. TIENEN UNA ESTABILIDAD…
{kind=link}
{kind=link}