CIP-2021 : B29L 23/00 : Objetos tubulares (B29L 24/00 tiene prioridad).
CIP-2021 › B › B29 › B29L › B29L 23/00[m] › Objetos tubulares (B29L 24/00 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B29L 23/14 · Pipas para cigarros o puros.
B29L 23/18 · Mangueras plisadas.
B29L 23/20 · Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
B29L 23/24 · Tubos sin fin, p. ej. cámaras de aire para neumáticos.
CIP2021: Invenciones publicadas en esta sección.
Cabezal de tubo de extrusión para el espumado continuo.
(13/05/2020) Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera capa y una segunda capa, en donde el cabezal de extrusión incluye lo siguiente:
un primer distribuidor con una conexión para una primera extrusora,
un segundo distribuidor con una conexión para una segunda extrusora ,
un primer canal de flujo con un primer orificio de salida anular para la producción de la primera capa, en donde el primer canal de flujo es alimentado por el primer distribuidor , y un segundo canal de flujo…
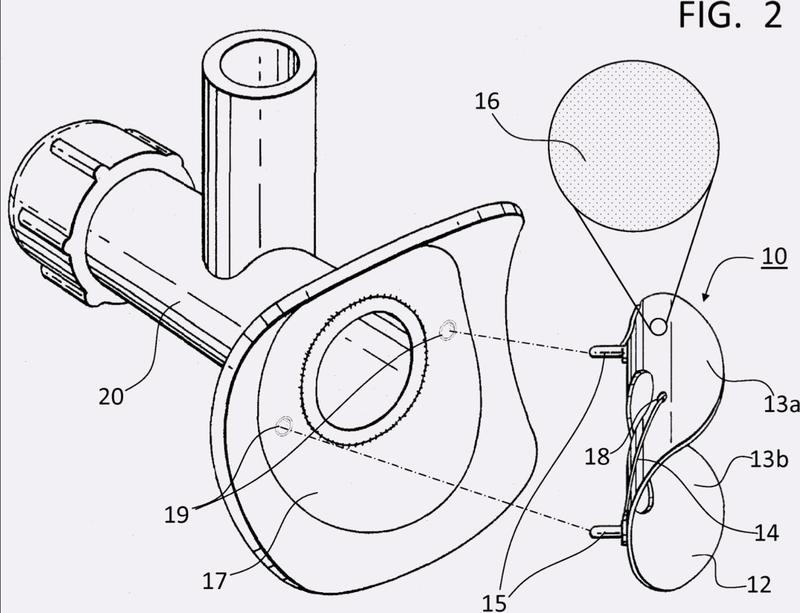
Método de acondicionamiento de un tubo de respiración.
(26/02/2020) Método de acondicionamiento de un tubo de respiración para su uso en el diagnóstico de la función pulmonar, en el que al menos una sección de un tubo de respiración completamente ensamblado, comprendiendo la sección al menos una ventana cubierta por una malla, es calentada mediante una fuente de calentamiento a una temperatura de al menos 40 ºC, en donde la temperatura es al menos tan alta como la temperatura de transición vítrea de la malla y al menos 10 ºC más baja que una temperatura más baja de un intervalointervalo de fusión de la malla, durante un primer período de tiempo que dura entre 0,1 segundos y 5 segundos, en donde la malla comprende
a) un material elegido del grupo que consiste en polietileno, polipropileno, acrilonitrilo butadieno estireno, poliéter éter cetona, policarbonatos, poliestireno, tereftalato de polietileno, tereftalato de…
Instalación, horno y procedimiento de calentamiento de tubos preforma previo a su orientación molecular.
(29/01/2020). Solicitante/s: MOLECOR TECNOLOGÍA, S. L. Inventor/es: ARENA FERNÁNDEZ,ANTONIO.
La instalación comprende un horno que está dotado de unos apoyos giratorios ubicados en disposición paralela sobre los queapoyan y giran unos tubos preforma que son introducidos procedentes de un alimentador en el que se encuentran a temperatura ambiente para su calentamiento circunferencial homogéneo enel interior de este horno . Asimismo dispone de unos medios de desplazamiento transversal dentro del horno que facilitan Ia elevación de los tubos preforma y su desplazamiento en dirección transversal para favorecer el calentamiento progresivo e uniforme en todo el espesor del tubo preforma . Por otra parte incorpora unos conjuntos generadores de corrientes de calentamiento formados por resistencias , ventiladores y deflectores distribuidos longitudinalmente en sectores o cuadrantes en el interior del horno para calentamiento del aire y su distribución sobre el tubo preforma.
PDF original: ES-2788076_T3.pdf
(11/12/2019). Solicitante/s: SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION. Inventor/es: COLTON, MARK, LIU,ZHIZHONG, SARDINHA,HEIDI, GOLUB,CHARLES, GARVER,WAYNE EDWARD, SIMON,MARK.
Un tubo flexible que comprende:
una primera capa que comprende un material de poliolefina que tiene un módulo de flexión no mayor de 150 MPa, determinado de acuerdo con ASTM D 790; y
una segunda capa unida directamente a y en contacto directo con la primera capa, comprendiendo la segunda capa una combinación de polímero propilénico y copolímero de bloque estirénico.
PDF original: ES-2774917_T3.pdf
Dispositivo de soldadura intermedio.
(11/12/2019) Un dispositivo de soldadura intermedio para uso al soldar juntos dos extremos de una estructura de tubería de plástico coaxial que tiene una tubería más interior (22, 22') y una tubería intermedia (24, 24'), en un paso, comprendiendo dicho dispositivo de soldadura intermedio :
- una sección hueca que tiene un lado interior configurado para recibir la tubería más interior (22, 22') con un ajuste apretado y un lado exterior ;
- un elemento de calentamiento interior circunferencialmente cerrado (6b) dispuesto para calentar el lado interior por conducción térmica;
en el que el dispositivo de soldadura intermedio comprende además un elemento de calentamiento exterior circunferencialmente cerrado (6a) dispuesto…
Método de reconstrucción in situ para reconstruir y reparar in situ tuberías y estructuras de contención.
(13/11/2019) Un método de reconstrucción in situ para reconstruir y reparar tuberías y estructuras de contención in situ mediante infusión de resina al vacío, que comprende los pasos de:
aplicar una o más capas de una lámina de fibra autoadhesiva sobre una superficie a tratar de la tubería o estructura de contención, siendo la superficie a tratar una superficie circundante interna o externa que rodea una sección defectuosa de la tubería o estructura de contención;
encapsular con una bolsa de vacío dichas una o más capas de la lámina de fibra autoadhesiva aplicada sobre dicha superficie a tratar;
crear por medio de un sistema de vacío una baja presión en un espacio entre la bolsa de vacío y la superficie a ser tratada para comprimir una o más capas de la hoja de fibra autoadhesiva;
inyectar por medio de un sistema de inyección una resina…
Sistemas de unión de membrana IV.
(13/11/2019) Un sistema de administración intravenosa que comprende:
una unidad de goteo que comprende:
una pared exterior conformada para por lo menos definir parcialmente una cámara de goteo que recibe un líquido de una fuente de líquido, comprendiendo la pared exterior un asiento;
una membrana impermeable al aire que comprende una pluralidad de poros que son permeables al líquido , en el que la membrana impermeable al aire está formada de un material hidrófilo configurado para resistir el paso de aire a través de los poros , comprendiendo la membrana impermeable al aire una superficie de unión;…
Procedimiento para la fabricación de una unión hermética a fluido entre al menos dos componentes de tubo de silicona conductores de fluido, así como módulo conductor de fluido fabricado según este procedimiento.
(02/10/2019). Solicitante/s: RAUMEDIC AG. Inventor/es: REICHENBERGER,ROBERT, PRESCHER,JÖRG, GLÄSEL,BJÖRN, WUNDERLICH,AXEL.
Procedimiento para la fabricación de una unión hermética a fluidos entre al menos dos componentes de tubo de silicona conductores de fluido con las etapas siguientes:
- poner a disposición los componentes de tubo de silicona y un componente de conector de silicona ,
- aplicar una masa de silicona fluida en al menos una zona de unión , en la que los componentes de tubo de silicona descansan en el componente de conector de silicona ,
- someter a la al menos una zona de unión a una reticulación posterior polimérica para curar la masa de silicona ,
caracterizado por que
- una puesta en contacto de los componentes de tubo de silicona con el componente de conector de silicona se realiza antes de aplicarse la masa de silicona fluida y
- la masa de silicona se introduce durante la aplicación en un espacio de alojamiento , cubierto hacia afuera, de la zona de unión.
PDF original: ES-2762594_T3.pdf
Procedimiento para la instalación de un revestimiento de renovación de una tubería.
(11/09/2019) Un procedimiento para instalar un revestimiento de renovación en una tubería que tiene un tubo de bifurcación tubo de bifurcación, un tubo y una junta entre ellos, caracterizado porque el procedimiento comprende:
cerrar un extremo del revestimiento de renovación por medio de una pieza de extremo elástica fabricada a partir de un material elástico que puede estirarse sin que se rompa al menos un 50%;
impregnar el revestimiento de renovación con un agente de impregnación endurecible;
deslizar el revestimiento de renovación , junto con su pieza de extremo , en una posición en la tubería a ser renovada donde el revestimiento de renovación esté en toda…
Conjunto de vaina de introducción con cubo y método para unir el cubo a un tubo de vaina.
(04/09/2019) Un conjunto de vaina de introducción que tiene un tubo alargado de la vaina de un primer material, que tiene un extremo distal, un extremo proximal y una porción del extremo proximal, y un cubo fijado en la porción del extremo proximal del tubo de la vaina, caracterizado por que:
el cubo está moldeado por inserción de un segundo material, diferente del primer material, alrededor de la porción del extremo proximal del tubo de la vaina e incluye una porción de revestimiento interior que se extiende a lo largo de una superficie interior del extremo proximal del tubo de la vaina, siendo la porción de revestimiento interior de un material idéntico a, o al menos suficientemente compatible con, el segundo material para formar…
Tubo de material compuesto de metal/resina que puede enrollarse fácilmente en forma de anillo, y procedimiento para fabricar el mismo.
(24/07/2019). Solicitante/s: Kumkang Co., Ltd. Inventor/es: BANG,MANHYUK.
Procedimiento para fabricar un tubo de material compuesto de resina y metal de tres capas , comprendiendo el procedimiento las etapas de:
(a) fabricar un tubo de metal recto utilizando acero inoxidable de lámina fina que forma una primera capa; y
(b) recubrir el tubo de metal formando una capa de adhesivo sobre una superficie exterior del tubo de metal formando una segunda capa y formando una capa de resina extruyendo una resina de polietileno sobre la capa de adhesivo formando una tercera capa,
caracterizado por el hecho de que un grosor (p) del tubo de metal se encuentra dentro de un rango de entre un 5% y un 20% de un grosor (q) de la capa de resina.
PDF original: ES-2749353_T3.pdf
Procedimiento para la producción de tubos de polietileno reticulados con peróxido en una línea de extrusión.
(05/06/2019). Solicitante/s: INOEX GMBH. Inventor/es: Schmuhl,Jörg,Prof. Dr, DETERS,MARTIN.
Procedimiento para la producción de tubos de polietileno reticulados con peróxido en una línea de extrusión con una extrusora, un horno de reticulación y un extractor, sometiéndose el tubo extruido a un estiramiento y presentando el horno de reticulación un primer tramo de calentamiento que va desde su entrada hasta su rodillo de desviación accionado y un segundo tramo de calentamiento que va desde el rodillo de desviación hasta su salida, caracterizado por que el estiramiento (S1) en el primer tramo de calentamiento (A) y el estiramiento (S2) en el segundo tramo de calentamiento (B) se monitorizan y se regulan de tal manera que el estiramiento necesario del tubo tiene lugar principalmente en el primer tramo de calentamiento (A) y el estiramiento (S2) del tubo en el segundo tramo de calentamiento (B) se regula a 0.
PDF original: ES-2715607_T3.pdf
Tubo de material compuesto formado por una capa interna de PTFE y una capa de cubierta de un plástico reforzado con fibras.
(08/05/2019). Solicitante/s: Steuler Korrosionsschutz Holding GmbH. Inventor/es: SCHMIDT, WILLIBALD, TROSCHITZ,RALF, WEISENFELD,HERIBERT.
Tubo de material compuesto, que está formado por una capa interna de PTFE y una capa de cubierta de plástico reforzado con fibras, que están unidas entre sí por adherencia de materiales y en arrastre de forma a través de una capa intermedia, caracterizado por que la capa intermedia 2 está dotada en un lado de una superficie de perfluoroalcoxi-tetrafluoroetileno (PFA) 3 y en el otro lado de un producto textil 4 de fibras de vidrio o de carbono.
PDF original: ES-2737833_T3.pdf
(10/04/2019). Solicitante/s: GE HEALTHCARE LIMITED. Inventor/es: MOSDZIANOWSKI,CHRISTOPH, DUMONT,PHILIPPE, KUCI,SALI.
Un método que comprende:
(i) proporcionar un kit que se puede encajar en un dispositivo de radiosíntesis automatizada a fin de sintetizar un trazador de tomografía por emisión de positrones (PET) y una o más secciones de entubación de termoplástico;
(ii) encajar dicho kit y dicha una o más secciones de entubación de termoplástico en el dispositivo de radiosíntesis automatizada;
(iii) introducir isótopo PET en dicho kit para llevar a cabo un proceso radioquímico para formar un producto radioetiquetado;
(iv) transferir dicho producto radioetiquetado desde dicho kit a un dispositivo de recogida de producto y/o un dispositivo de procesamiento de producto; y
(v) termosellar y cortar dicha una o más secciones de entubación de termoplástico.
PDF original: ES-2708583_T3.pdf
Sistema para la fabricación de zócalos integrados en tuberías de plástico de orientación biaxial.
(27/03/2019). Solicitante/s: MOLECOR TECNOLOGÍA, S. L. Inventor/es: MUÑOZ DE JUAN,IGNACIO.
El sistema está previsto para la fabricación de embocaduras de forma integral en tubos orientados, con la posibilidad de regular ydistribuir los espesores a voluntad de la embocadura y permitiendo reforzar las zonas tradicionalmente más débiles, sin incrementar los tiempos de proceso de fabricación. Básicamente comprende un cuerpo soporte un patín deslizante axialmente en el interior del cuerpo con su extremo interno cónico y dotado de medios de calentamiento , comprendiendo además un vastago deslizante para el empuje de la correspondiente pro forma ,contando este vastago con un orificio axial y central para la introducción de fluido de expansión y de enfriamiento, mientrasque el patín deslizante cuenta con orificios para la entrada de un fluido lubricante.
PDF original: ES-2733069_T3.pdf
Método de formación de un tubo a partir de una lámina de interposición termoplástica.
(27/03/2019). Solicitante/s: THE BOEING COMPANY. Inventor/es: BARTEL,AARON W, MOSER,JOHN B.
Método de formación de un tubo , que comprende las etapas de:
empujar una lámina de interposición termoplástica sustancialmente plana formada a partir de un material termoplástico contra un mandril ;
calentar la lámina de interposición termoplástica a una temperatura por debajo de una temperatura de transición vítrea del material termoplástico;
permitir que la lámina de interposición termoplástica se enfríe; y
retirar el mandril , formando de ese modo una parte de tubo.
PDF original: ES-2732375_T3.pdf
Constructos generados por ingeniería de tejidos.
(13/03/2019). Solicitante/s: HUMACYTE, INC. Inventor/es: BLUM,JULIANA, NIKLASON,LAURA E, DAHL,SHANNON L.M, STRADER,JUSTIN T, TENTE,WILLIAM E, PRICHARD,HEATHER L, LUNDQUIST,JOSEPH J.
Un constructo que comprende una armazón tubular de ácido poliglicólico biodegradable no tejido, en donde la densidad del ácido poliglicólico es de 45 mg/cc a 75 mg/cc y dicha densidad es uniforme en toda la armazón tubular, en donde el grosor del ácido poliglicólico es de 0,8 a 1,2 mm y en donde el grosor 5 de las fibras dentro del ácido poliglicólico es de 5 a 20 μm.
PDF original: ES-2724587_T3.pdf
(27/02/2019) Un instrumento médico de punta blanda (10, 10', 10", 10''') para procedimientos quirúrgicos oftálmicos, que comprende:
una parte alargada que comprende una cánula o aguja que tiene un extremo distal y define un primer paso ; y
una punta blanda que define un segundo paso adaptado para acoplarse al extremo distal de la parte alargada en un sitio de acoplamiento ;
el sitio de acoplamiento se define entre una superficie en el extremo distal de la parte alargada y una superficie en el extremo proximal de la punta blanda, en donde dichas superficies se adaptan para hacer tope cuando la punta blanda se acopla a la…
Dispositivo con medio de obturación y procedimiento para la obturación de mangueras huecas.
(20/02/2019) Un dispositivo que comprende una manguera hueca de material elástico que tiene un primer extremo conectado a un primer componente y un segundo extremo conectado a un segundo componente y un medio de obturación realizado de un material plásticamente deformable para la obturación mecánica de la citada manguera hueca de material elástico por medio de un aparato que tiene al menos dos mordazas, al menos una de las cuales se puede mover hacia y desde la otra y que, al acercarse una a la otra, engastan los medios de obturación contra la manguera para lograr una obturación estanca a la contaminación de la misma, en el que los medios de obturación comprenden al menos un miembro de obturación (4, 4'; 44, 44'; 64, 64'; 74, 74'; 84), que tiene dos extremos opuestos y una abertura ( 40, 40' ) que se extiende…
Un dispositivo de extrusión y procedimiento para fabricar envolventes de colágeno cilíndricas.
(20/02/2019) Un cabezal de extrusión para un aparato extrusor para producir envolventes de colágeno cilíndricas que tienen un lado axialmente interno para entregar una mezcla de gel de colágeno para extrusión y un lado axialmente externo para recibir capas extruidas de fibrillas de colágeno que comprenden:
- un miembro de alojamiento provisto de una abertura cilíndrica,
- un miembro cilíndrico dispuesto concéntricamente dentro de la abertura cilíndrica de dicho miembro de alojamiento,
- dos miembros de manguito dispuestos concéntricamente dentro de un canal anular entre la superficie circunferencial de la abertura cilíndrica de dicho miembro de alojamiento y…
(23/01/2019) Tubo multicapa que comprende al menos cuatro capas, que tiene una capa (a), una capa (b), una capa (c) y una capa (d); en el que,
la capa (a) contiene una poliamida alifática (A),
la capa (b) contiene una composición de poliamida 6 (B1) y/o una composición de poliamida 6/66/12 (B2), la capa (c) contiene un copolímero de etileno-acetato de vinilo saponificado (C), y
la capa (d) contiene una composición de poliamida semiaromática (D1) o una composición de poliamida semiaromática (D2); y,
la poliamida alifática (A) es al menos un tipo de homopolímero seleccionado del grupo que consiste en poliundecanamida (poliamida 11), polidodecanamida (poliamida 12), polihexametilenadipamida (poliamida 66), polihexametilendecamida (poliamida 610), polihexametilendodecamida…
Dispositivo de medición de la evolución de un campo de temperatura y procedimiento asociado de evaluación de la calidad de una operación de soldadura.
(26/12/2018). Solicitante/s: Engie. Inventor/es: GUEUGNAUT,DOMINIQUE, BOUJLAL,ADIL.
Dispositivo de medición de la evolución de un campo de temperatura durante una operación de soldadura entre una primera pieza y una segunda pieza de material plástico caracterizado por que comprende una pieza falsa representativa de la primera pieza, estando la pieza falsa equipada con un conjunto de sensores térmicos fijados y distribuidos al menos sobre una parte de una superficie de contacto de la pieza falsa con la segunda pieza , estando dicha pieza falsa además constituida por un material no soldable durante la operación de soldadura, presentando características térmicas similares a las de la primera pieza.
PDF original: ES-2694661_T3.pdf
Una manguera hidráulica flexible.
(16/11/2018). Solicitante/s: Manitou Italia S.r.l. Inventor/es: IOTTI,MARCO.
Un método para producir un elemento hidráulico flexible para controlar accionadores o equipos del tipo hidráulico predispuestos en máquinas de elevación, que comprende los pasos de:
a. proporcionar al menos tres conductos para transportar un fluido a presión, estando cada conducto hecho de un material elastomérico; y
b. unir dichos tres conductos entre sí mediante vulcanización para definir al menos una porción longitudinal de un elemento hidráulico, en la que los ejes (C1, C2, C3) de los tres los conductos están dispuestos espaciados angularmente;
en donde el paso b. se realiza de la siguiente manera: dos conductos se colocan uno al lado del otro, cubiertos por al menos una funda elastomérica y unidos mediante vulcanización para definir una unidad intermedia; el tercer conducto está dispuesto encima de dicha unidad intermedia y ambos están cubiertos con al menos una funda elastomérica; y se realiza una vulcanización adicional.
PDF original: ES-2689852_T3.pdf
Máquina de soldadura a tope con tubo de plástico, elemento de calentamiento para esta, así como método para fabricar una placa de calentamiento.
(26/10/2018). Solicitante/s: WIDOS Wilhelm Dommer Söhne GmbH. Inventor/es: SCHMITT, MICHAEL, DOMMER,MARTIN.
Máquina de soldadura a tope con tubo de plástico con al menos un elemento de calentamiento, que presenta una placa de calentamiento , en la que está integrada al menos una fuente eléctrica de calor , caracterizada por el hecho de que la placa de calentamiento presenta una estructura de espuma metálica (S), en la que está incorporada con conducción del calor la al menos una fuente eléctrica de calor.
PDF original: ES-2687719_T3.pdf
Procedimiento para la fabricación de una disposición de fibras tubular de una pieza de material compuesto reforzado y disposición tubular de fibras.
(14/03/2018). Solicitante/s: SGL KUMPERS GMBH & CO. KG. Inventor/es: KUMPERS,FRANZ-JURGEN, BAUMGART,GREGOR, BROCKMANNS,KARL-JOSEF.
Procedimiento para la fabricación de una disposición de fibras tubular como producto intermedio para un elemento compuesto reforzado con fibras, que posee una forma (11a, 11b, 11c, 13a, 13b, 13c) variable de la sección transversal, siendo formada la disposición de fibras tubular sobre un núcleo que se corresponda con la forma del elemento compuesto, caracterizado porque la masa de fibras aportada durante la formación de la manguera es proporcional al contorno local del elemento compuesto resultante del diámetro (D1, D2, D3), al mismo tiempo que la velocidad de avance del núcleo es esencialmente constante.
PDF original: ES-2663771_T3.pdf
Espuma moldeada tubular con una parte en forma de placa y método para conformar la misma.
(07/03/2018) Un método para conformar una espuma moldeada tubular que tiene un cuerpo de tubo y una parte en forma de placa que se extiende desde el exterior del cuerpo de tubo, comprendiendo el método una etapa de restricción del espesor de la parte en forma de placa durante el moldeo, con el fin de formar al menos una ranura rebajada en la zona de unión entre la parte en forma de placa y el cuerpo de tubo, que incluye conformar al menos una restricción configurada para seguir al menos parte de la forma del exterior del cuerpo de tubo ;
en donde la parte en forma de placa se presiona en una dirección del espesor entre las superficies…
Miembro de acoplamiento de electrofusión y proceso de fabricación de miembro de acoplamiento de electrofusión.
(07/03/2018). Ver ilustración. Solicitante/s: PLASSON LTD. Inventor/es: ULIEL,AMI.
Un miembro de acoplamiento de electrofusión que comprende:
un cuerpo que tiene al menos una superficie de contacto (13a); y al menos un elemento de calentamiento de resistencia eléctrica dispuesto en o sobre dicho cuerpo adyacente a dicha superficie de contacto,
en el que dicho cuerpo comprende al menos una composición termoplástica que comprende una sustancia termoplástica y una pluralidad de partículas metálicas incorporadas en dicha sustancia termoplástica y que constituyen una composición termoplástica que contiene partículas metálicas, y en el que una concentración de dichas partículas varía desde 1 por ciento en peso a 30 por ciento en peso del peso total de la composición.
PDF original: ES-2668773_T3.pdf
Procedimiento para fijar una pieza de conexión en la pared de una manguera de suministro de agua.
(10/01/2018) Procedimiento para fijar una pieza de conexión en la pared de una manguera de suministro de agua, en particular, para tuberías de riego por goteo, en las que una banda compuesta de varias capas, hecha de material termoplástico y capas de tejido, que forma la pared de la manguera de suministro de agua, es conducida a través de un dispositivo de troquelado por ultrasonidos , en el que un resto es extraído de la banda por troquelado mediante un sonotrodo configurado como punzón de troquel y un yunque configurado como matriz de troquel , entre los que es conducida la banda , y, durante la extracción del resto de la banda por troquelado, las zonas de borde y las zonas de superficie adyacentes (17a,…
Corte y sellado exento de contaminación de tubos huecos con la ayuda de un par de pinzas.
(29/11/2017) Un sistema para sellar tubos huecos con un instrumento , que comprende:
un elemento de sellado de material deformable plásticamente en la forma de un manguito ;
al menos un tubo hueco que comprende material elástico; y
caracterizado por
un instrumento para sellar el tubo hueco que comprende dos mordazas , donde al menos una de las mordazas se puede mover acercándose y alejándose de la otra mordaza, donde al menos una de las mordazas tiene al menos un resalte que se extiende a lo largo de una línea recta que se proyecta hacia la otra mordaza y que, cuando las mordazas se mueven acercándose entre sí, realiza una indentación en el elemento de sellado y en el tubo, y al menos una de las mordazas tiene un medio de corte en forma de un borde cortante…
Dispositivo de cierre automático de cremallera para miembro de lámina y método para producir un producto laminar.
(15/11/2017) Un dispositivo automático de cremallera para un miembro de lámina (S), para la unión conjunta de ambas partes de extremo del miembro de lámina (S) enrollado alrededor de la periferia de un tambor de moldeo (D) mientras se mueven las porciones de extremo de unión, que comprende:
medios de arrastre (15 ) para arrastrar un par de miembros de lámina (S) hacia el dispositivo ;
un par de medios de morder que se hacen girar y son accionados, para morder entre los dientes (10b) que engranan entre sí y que unen las porciones de extremo de unión del miembro de lámina (S) arrastrado hacia el dispositivo ; y
medios de sujeción (13, 13a, 13b, 16, 15 , 15 , 15 ) para la sujeción…
(30/08/2017). Solicitante/s: KYORAKU CO., LTD.. Inventor/es: ONODERA,MASAAKI.
Un conducto de espuma moldeado por soplado, que comprende resina de espuma y de tal manera que el conducto incluye una porción de pared de espuma , estando el conducto caracterizado por que incluye, adicionalmente, una porción de pared de alto contenido de espuma; de tal modo que la porción de pared de alto contenido de espuma exhibe un diámetro de las burbujas más grande que la porción de pared de espuma ; y la porción de pared de alto contenido de espuma está provista de una porción de esquina del conducto ; y en el cual la porción de pared de alto contenido de espuma incluye un contorno interior y un contorno exterior, de tal manera que el contorno interior es menos agudo en su curvatura que el contorno exterior.
PDF original: ES-2648884_T3.pdf
Procedimiento y dispositivo para el calentamiento de una sección final de un tubo de plástico.
(12/04/2017) Procedimiento para el calentamiento de una sección final de un tubo de plástico para la preparación de la conformación de un manguito en el tubo de plástico, en donde la sección final se puede calentar a la temperatura de deformación del tubo de plástico, o a una temperatura mayor que ésta, por la cara exterior mediante mordazas de calentamiento exteriores y por la cara interior mediante un mandril de calentamiento que se puede introducir en el tubo de plástico desde el extremo, caracterizado por que el calentamiento de la sección final interior del tubo de plástico tiene lugar mediante un mandril de calentamiento con al menos una primera y una segunda secciones…
{kind=link}