CIP-2021 : B29C 45/06 : montados en una mesa girable.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/06[3] › montados en una mesa girable.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/06 · · · montados en una mesa girable.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo de sobremoldeo por inyección.
(15/07/2020). Solicitante/s: AISAPACK HOLDING SA. Inventor/es: HERMANT,ETIENNE.
Dispositivo de sobremoldeo por inyección que comprende al menos una mesa rotativa en montaje revólver en la que van embarcados moldes refrigerados, comprendiendo cada molde una pluralidad de cavidades , y estaciones fijas dispuestas alrededor de dicha mesa, entre cuyas estaciones al menos una primera estación , una segunda estación y una tercera estación se utilizan, respectivamente, para efectuar las operaciones de posicionamiento de los insertos en las cavidades del molde, de inyección del material plástico en las cavidades del molde y de desmoldeo de los objetos al menos parcialmente enfriados, comprendiendo dicho dispositivo, para cada cavidad , medios de inyección independientes.
PDF original: ES-2814006_T3.pdf
Sección de calzada de una pista de carreras de coches para vehículos de modelismo.
(08/01/2020). Solicitante/s: HESSE, KURT. Inventor/es: HESSE, KURT.
Sección de calzada de una pista de carreras de coches para vehículos de modelismo con un elemento de carretera , que forma con preferencia una carretera para vehículos de modelismo y sobre el que se pueden mover vehículos de modelismo, y con al menos un carril de contacto (3a, 3b) para el suministro de los vehículos de modelismo con energía, en donde el al menos un carril de contacto (3a, 3b) presenta un perfil-U, caracterizada por que el al menos un carril de contacto (3a, 3b) presenta una perforación y el elemento de carretera está unido integral con al menos un carril de contacto (3a, 3b), en donde el material del elemento de carretera atraviesa al menos parcialmente la perforación de al menos un carril de contacto (3a, 3b).
PDF original: ES-2781461_T3.pdf
Procedimiento de moldeo por inyección y dispositivo de moldeo por inyección.
(12/02/2019) Procedimiento de moldeo por inyección, que comprende estos pasos:
- un primer producto (P1) se moldea por inyección en la cavidad entre un primer par de zonas de moldeo (FB1, FB1_1, FB1_n, FB2, FB2_1, FB2_n) de una primera pieza de moldeo (FT1) y de una segunda pieza de moldeo (FT2), comrpendiendo la primera pieza de moldeo (FT1) un canal de material de inyección (K1, K11, K1n), que se desarrolla en dirección de apertura del molde, y comprendiendo la segunhda pieza de moldeo (FT2) un canal de material de inyección (K2, K21, K2n);
- la primera pieza de moldeo (FT1) y la segunda pieza de moldeo (FT2) se separan en dirección de apertura del molde (X);
- la primera pieza de moldeo (FT1) se mueve en una dirección (Y, Yr) distinta a la dirección de apertura del molde (X), siendo este movimiento, al menos en parte, un movimiento recto;
…
Aparato de inyección-compresión para fabricar recipientes de material termoplástico.
(01/10/2018) Un aparato de inyección-compresión para la fabricación de recipientes de material termoplástico (P), en particular, preformas de PET, que tiene un eje de giro vertical (Y), que comprende
- una base de soporte fija,
- un carrusel giratorio , que gira alrededor del eje de giro vertical (Y) con respecto a la base de soporte fija,
- una pluralidad de moldes de inyección-compresión (9', 9", 9"') de los recipientes de material termoplástico (P) dispuestos a lo largo de una periferia del carrusel giratorio ,
- una pluralidad de conductos de alimentación laterales de los moldes de inyección-compresión (9', 9", 9"'), aptos para girar junto con el carrusel giratorio ,
- un dispositivo de distribución que conecta la base de soporte fija al carrusel giratorio para permitir…
Máquinas de moldear rotativas.
(17/05/2017) Máquina de moldear por soplado rotativa , que comprende:
una base ;
un elemento móvil montado para rotar en la base alrededor de un eje de rotación, teniendo el elemento móvil un primer componente y un segundo componente que es paralelo al primer componente, extendiéndose los componentes primero y segundo transversalmente al eje de rotación;
una pluralidad de conjuntos de cierre de molde modulares colocados en el elemento móvil , pudiendo cada uno de los conjuntos de cierre de molde modulares moverse entre una posición abierta y una posición cerrada, teniendo cada uno de los conjuntos de cierre de molde modulares zonas de montaje…
Estación de abrazadera modular y aparato de moldeo giratorio.
(24/02/2016) Conjunto de abrazadera de molde modular para su uso en una máquina de moldeo , comprendiendo el conjunto un bastidor que tiene un elemento de base , un primer elemento extremo y un segundo elemento extremo orientado de manera opuesta , comprendiendo los elementos extremos primero y segundo orientados de manera opuesta zonas de montaje previstas sobre los mismos; unas platinas primera y segunda montadas de manera móvil sobre el elemento de base , pudiéndose mover las platinas entre una posición abierta y una cerrada, estando el conjunto caracterizado por;
una conexión de accionamiento montada sobre el elemento de base , cooperando…
Dispositivo de moldeo por inyección para fabricar artículos a partir de dos piezas moldeadas por inyección y por procedimiento para fabricar tales artículos.
(02/04/2013) Un dispositivo de moldeo por inyección para fabricar artículos a partir de al menos dos piezas moldeadas porinyección, que comprende un lado de inyección con una parte de molde del lado de inyección que comprendecavidades de moldeo del lado de inyección , y un lado de eyección con una parte de molde del lado deeyección que comprende cavidades de moldeo del lado de eyección , estando caracterizado el dispositivode moldeo porque
la parte de molde del lado de inyección comprende una primera mitad del lado de inyección (10A) con dosprimeras cavidades de moldeo del lado de inyección iguales (11a, 11b) para moldear una superficie externa (2b) deuna primera pieza que va a formarse mediante moldeo por inyección, siendo las dos primeras…
PROCESO MEJORADO PARA LA FABRICACIÓN DE PIEZAS TRIMATERIA MEDIANTE MOLDE DE INYECCIÓN.
(27/06/2012) Proceso mejorado para la fabricación de piezas trimateria mediante molde de inyección, piezas de materiales (A, B y C) termoplásticos que constan de un primer material (A) estructural, blando o semiblando, un segundo material (B) blando y un tercer material (C) exterior estético rígido, que comprende la utilización de un molde , con base giratoria provista de huecos dispuestos radial equidistantemente a 120°, y piezas superiores (4, 4' 4'') que se sitúan en cada una de las tres estaciones (5, 6 y 7) de inyectado del molde. El molde gira 120° tras cada inyección y las estaciones (5, 6 y 7) inyectan a la vez el primer material (A) en la primera , el segundo material (B) en la segunda y el tercer material (C) en la tercera , extrayéndose la pieza terminada en esta última estación .
PRENSA DE INYECCION PARA PIEZAS MOLDEADAS EN ELASTOMERO.
(16/10/2004) Prensa de inyección para piezas moldeadas de elastómero que consta de: - unas bandejas primera y segunda sensiblemente paralelas desplazables la una en relación con la otra en deslizamiento de acuerdo con un eje central (Z), entre por una parte, una posición de cierre donde las mencionadas bandejas primera y segunda están a una primera distancia la una de la otra y por otra parte, una posición de abertura donde las bandejas primera y segunda mencionadas se separan la una de la otra hasta una segunda distancia superior a la mencionada primera distancia, - un dispositivo de moldeo que consta al menos de dos moldes que constan ellos mismos de dos porciones de molde (13a, 13b) desplazables la una en relación con la otra de acuerdo con el mencionado…
PROCEDIMIENTO PARA LA FABRICACION DE PRODUCTOS UTILIZANDO MATERIALES DE DESECHO DE VARIAS CLASES, Y PRODUCTO OBTENIDO.
(01/04/2003) Procedimiento para la fabricación de productos utilizando materiales de desecho heterogéneos tales como madera, minerales, materiales metálicos y plásticos, que provienen de los procesos de reciclado, sistemas de recogida selectiva de desechos, de desechos urbanos sólidos, de retales de procesos industriales y similares, teniendo dichos materiales de desecho diferentes temperaturas de fusión y estando constituidos predominantemente por poliolefinas (PE-LD, PE-LLD, PE-HD, PE-MD, PPO, PPC) y una composición heterogénea de PET, PA, PVC, ABS, PS, POM y diversas mezclas poliméricas, y con porcentajes diferentes y variables de los componentes individuales y utilizando moldes y por lo menos una primera y una segunda unidad de plastificación-inyección separadas entre sí, provistas de elementos de caldeo y provistas…
UNIDAD DE CIERRE PARA UNA MAQUINA DE COLADA POR INYECCION.
(01/07/2000). Solicitante/s: KRAUSS-MAFFEI KUNSTSTOFFTECHNIK GMBH. Inventor/es: BRAMS, PETER, MANDL, WERNER.
PARA PODER SUJETAR EN UNIDADES DE CIERRE DE MAQUINAS DE FUNDICION DE INYECCION SOBRE PLACAS DE SUJECION DE HERRAMIENTA, MEDIANTE GUIA PARALELA PRECISA CON UNA SUPERFICIE LO MAS GRANDE POSIBLE EN ACCESO LIBRE PARA PONER A DISPOSICION MULTIPLES LADOS, SE PROPONE QUE LA PLACA DE SUJECION DE HERRAMIENTA MOVIL SE MUEVA POR MEDIO DE UNA BARRA SUJETA DENTRO DE LA ZONA DE SUJECION Y SOMETIDA A ESFUERZOS DE TRACCION EN EL PROCESO DE CIERRE CONTRA LA PLACA DE SUJECION DE LA HERRAMIENTA FIJA AXIAL.
PROCEDIMIENTO DE FABRICACION DE UNA TEJA COMPUESTA DE MATERIA PLASTICA RECICLADA Y TEJA ASI OBTENIDA.
(16/03/1998) LA PRESENTE INVENCION SE REFIERE A UN PROCESO DE FABRICACION Y UN PRODUCTO RELATIVO CONSTITUIDO POR UN AZULEJO EN MATERIAL PLASTICO. EL PROCESO COMPRENDE LAS SIGUIENTES ETAPAS OPERATIVAS; TRITURACION DE UN MATERIAL TERMOPLASTICO DE RECUPERACION; INYECCION DEL MATERIAL PLASTICO DE CALIDAD (FIG. 1) DENTRO DE UN MOLDE CON UN SACABOCADOS PRIMARIO (1A) Y UNA MATRIZ ASOCIADA PARA CAPACITAR LA FORMACION DE LA PRIMERA CAPA DEL AZULEJO ENTRE ELLOS; ROTACION (FIG. 2) DEL MOLDE PARA DAR LA VUELTA A LA POSICION RECIPROCA DE LA MATRIZ Y DEL SACABOCADOS PRIMARIO (1A); REMPLAZAMIENTO DEL PRIMER SACABOCADOS (1A) CON UN SACABOCADOS SECUNDARIO (1B) PARA SEÑALAR, EN SU ASOCIACION CON LA MATRIZ , ENTRE LA PRIMERA CAPA , SOPORTADA POR LA MATRIZ Y EL SACABOCADOS SECUNDARIO (1B), UNA…
(01/12/1992). Solicitante/s: NISSEI ASB MACHINE CO., LTD.. Inventor/es: NAKAMURA, YOSHINORI NISSEI ASB MACHINE CO.,LTD., KOGA, KOUHEI NISSEI ASB MACHINE CO.,LTD., KOSUGE, SATORU NISSEI ASB MACHINE CO.,LTD., FUKUNISHI, YOSHIHIRO NISSEI ASB MACHINE CO.,LTD.
UNAPARATO DE MOLDEO CON UNA MATRIZ EN LA SUPERFICIE INFERIOR DE UN PLATO DE AGARRE ROTATORIO MONTADO UN ASIENTO DE LA MAQUINA SIENDO LA MATRIZ MOVIL HACIA EL NUCLEO DEL MOLDE CON LA APERTURO DE EXTRACCION VERTICAL CON RESPECTO A LA MATRIZ O SIN MOVIMIENTO VERTICAL PARA TRANSFERIR EL MOLDE JUNTO CON LA MATRIZ CON RESPECTO A LA CAVIDAD FIJA.
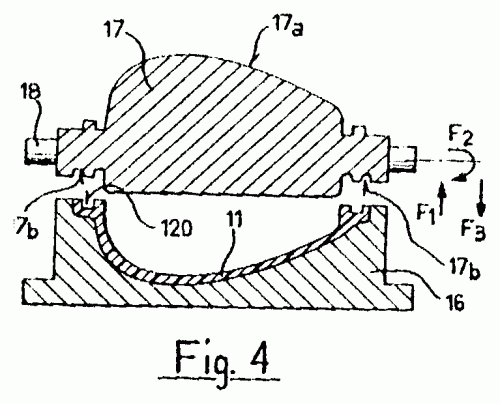
PROCEDIMIENTO PARA LA FABRICACION DE CUBIERTAS PROTECTORAS DE ORGANOS DE MOTORES DE AUTOMOVILES, PARTICULARMENTE ACCIONADORES DE VALVULAS, Y CUBIERTA OBTENIDA POR ESTE PROCEDIMIENTO.
(01/05/1990). Ver ilustración. Solicitante/s: AGES S.P.A. Inventor/es: TAVELLA, CORRADO.
PROCEDIMIENTO PARA LA FABRICACION DE CUBIERTAS PROTECTORAS DE ORGANOS DE MOTORES DE AUTOMOVILES, PARTICULARMENTE ACCIONADORES DE VALVULAS, Y CUBIERTA OBTENIDA POR ESTE PROCEDIMIENTO. LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE CUBIERTAS PROTECTORAS DE ORGANOS DE MOTORES DE AUTOMOVILES, PARTICULARMENTE ACCIONADORES DE VALVULAS, QUE COMPRENDE, EN SUCESION Y CON EMPLEO DE UN MOLDE UNICO QUE INCLUYE UNA COQUILLA COOPERANTE CON UN NOYO DE CONFORMACION , UNA PRIMERA FASE DE INYECCION Y RETICULACION DE MATERIAL POLIMERO QUE FORMA LA ESTRUCTURA DE LA CUBIERTA, Y, PREVIA ROTACION DEL NOYO DE CONFORMACION, UNA SEGUNDA FASE DE SOBREMOLDEO DE LA GUARNICION O JUNTA DE HERMETICIDAD SOBRE LA CUBIERTA MEDIANTE INYECCION Y VULCANIZACION DE MATERIAL ELASTOMERO.
ESTACION DE MOLDEO, SOBRE TODO PARA LAS INSTALACIONES DE MESAS ROTATIVAS, A LOS EFECTOS DE UNIR CON LAS CAÑAS DE ZAPATOS, CON UNA SUELA EXTERIOR DE MATERIAL DE ELASTOMERO Y CON UNA SUELA INTEERMEDIA DE UNA MEZCLA DE ISOCIANATO Y DE POLIOLO, LA QUE AL TERMINO DE SU REACCION CONSTI.
(16/07/1989) ESTACION DE MOLDEO SOBRE TODO PARA LAS INSTALACIONES DE MESAS ROTATIVAS, A LOS EFECTOS DE UNIR CON LAS CAÑAS DE ZAPATOS, MEDIANTE MOLDEO, LAS SUELAS DE ZAPATOS CON UNA SUELA EXTERIOR DE MATERIAL DE ELASTOMERO Y CON UNA SUELA INTERMEDIA DE UNA MEZCLA DE ISOCIANATO Y DE POLIOLO, LA QUE -AL TERMINO DE SU REACCION- CONSTITUYE EL POLIURETANO. LA ESTACION DE MOLDEO PREVISTA PARA INSTALACIONES DE MESAS ROTATIVAS SE PUEDE EMPLEAR TAMBIEN COMO ESTACION INDIVIDUAL. LA ESTACION DE KOLDEO SIRVE PARA UNIR CON LAS CAÑAS DE ZAPATOS, MEDIANTE EL MOLDEO DE FUNDICION INYECTADA DE MATERIA PLASTICA, LAS SUELAS DE ZAPATOS CON UNA SUELA EXTERIOR DE MATERIAL DE ELASTOMEROS Y CON UNA SUELA INTERMEDIA HECHA DE UNA MEZCLA DE ISOCIANATO Y DE POLIOLO, LA QUE AL TERMINO DE SU REACCION CONSTITUYE…
ESTACIONES DE FUNDICION INYECTADA, SOBRE TODO PARA LAS INSTALACIONES DE MESAS, ROTATIVAS, A LOS EFECTOS DE UNIR CON LAS CAÑAS DE ZAPATOS CON UNA SUELA EXTERIOR DE MATERIAL DE ELASTOMEROS Y CON UNA SUELA INTERMEDIA DE UNA MEZCLA DE ISOCIANATO Y DE POLIOLO LA QUE, AL TERMINO DE SU.
(16/07/1989) ESTACIONES DE FUNDICION INYECTADA, SOBRE TODO PARA LAS INSTALACIONES DE MESAS ROTATIVAS, A LOS EFECTOS DE UNIR CON LAS CAÑAS DE ZAPATOS, MEDIANTE MOLDEO, LAS SUELAS DE ZAPATOS CON UNA SUELA EXTERIOR DE MATERIAL DE ELASTOMEROS Y CON UNA SUELA INTERMEDIA DE UNA MEZCLA DE ISOCIANATO Y DE POLIOLO LA QUE, AL TERMINO DE SU REACCION CONSTITUYE EL POLIRETANO. EL SOPORTE GIRATORIO DE PARTES DE MOLDEO, POSEE POR UN LADO UNA PARTE DE MOLDEO CON EL HUECO PARA LA SUELA EXTERIOR, PARTE DE MOLDEO ESTA QUE TRABAJA EN CONJUNTO CON LA PLACA QUE PUEDE SER CALENTADA. EL MISMO TIENE, EN EL OTRO LADO, LA PARTE DE MOLDEO CON EL HUECO PARA LA COGIDA DE UNA SUELA EXTERIOR, PARTE DE MOLDEO ESTA QUE TRABAJA EN CONJUNTO CON LAS PARTES LATERALES DE MOLDEO Y CON LA CAÑA DEL ZAPATO DISPUESTA EN…
PROCEDIMIENTO CON SU DISPOSITIVO CORRESPONDIENTE PARA LA OBTENCION DE OBJETOS MOLDEADOS DE MATERIAL PLASTICO.
(01/06/1989). Solicitante/s: SOCIEDAD ANONIMA FRANCESA ANVER. Inventor/es: GRAS ELLE.
PROCEDIMIENTO CON SU DISPOSITIVO CORRESPONDIENTE PARA LA OBTENCION DE OBJETOS MOLDEADOS DE MATERIAL PLASTICO. EL INVENTO CONCIERNE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA LA OBTENCION DE OBJETOS MOLDEADOS DE MATERIAL PLASTICO, SEGUN LA TECNICA CONSISTENTE EN INTRODUCIR EL MATERIAL PLASTICO EN UN MOLDE DE ELASTOMERO DE SILICONA, INSERTANDO LUEGO DICHO MOLDE EN UN EQUIPO DE ALTA FRECUENCIA QUE COMPRENDE UN PLATO GIRATORIO O , UNA SERIE DE PRENSAS DE CALEFACCION POR ALTA FRECUENCIA Y UN DISPOSITIVO DE ENFRIAMIENTO. EL PROCEDIMIENTO DEL INVENTO SE CARACTERIZA POR EL HECHO DE QUE EL MATERIAL PLASTICO SE INTRODUCE POR UN EXTREMO DEL MOLDE EN FORMA DE PLASTICO LIQUIDO Y SOMETIDO A UNA LIGERA PRESION, INFERIOR A 1 MEGAPASCAL. APLICACION PARA LA FABRICACION DE OBJETOS MOLDEADOS DE MATERIAL PLASTICO.
PERFECCIONAMIENTOS EN LAS MAQUINAS DE MOLDEAR POR INYECCION.
(01/03/1977). Solicitante/s: UNION DE MAQUINARIA PARA CALZADO, S.A..
Resumen no disponible.
APARATO PARA EL MOLDEO A RITMO RAPIDO DE MATERIAS FLUIDAS DE ENDURECIMIENTO RAPIDO.
(16/11/1975). Solicitante/s: SALTEL,JEAN LOUIS.
Aparato para el moldeo a ritmo rápido de materias fluidas de endurecimiento rápido, caracterizado en que comprende un carrusel giratorio de movimiento uniforme, una estructura oscilante alrededor del eje del carrusel sobre la cual está montada por lo menos una cabeza de moldeo, de manera que la cabeza de moldeo acompañe a dicho carrusel sobre un recorrido limitado durante el moldeo, después vuelve a su punto de partida, el carrusel durante la ida arrastra a la estructura móvil a través de medios de enganche asociados a dicha estructura móvil y a dicho carrusel y medios para permitir volver a la estructura móvil a su punto de partida.
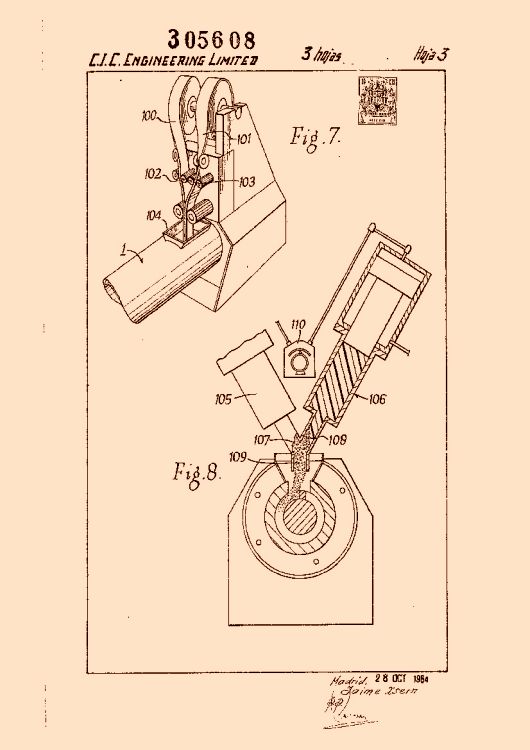
UN METODO Y DISPOSITIVO PARA MOLDEAR ARTICULOS DE SUSTANCIAS ELASTOMERAS O ELASTOPLASTICAS.
(01/05/1965). Ver ilustración. Solicitante/s: C.I.C.ENGINEERING,LIMITED.
Resumen no disponible.
{kind=link}
{kind=link}