CIP-2021 : B29C 45/26 : Moldes.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/26[2] › Moldes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/26 · · Moldes.
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO DE TAPONADO QUE COMPRENDE UN TAPON Y UN ANILLO DE PROTECCION, Y PROCEDIMIENTO PARA SU FABRICACION.
(01/06/1993). Solicitante/s: ASTRA PLASTIQUE SOCIETE ANONYME DE DROIT FRANCAIS. Inventor/es: ODET, PHILIPPE.
ESTE DISPOSITIVO COMPRENDE UN TAPON Y UNA ANILLO DE PROTECCION EN DOS PARTES, DE LAS CUALES UNA ESTA INCRUSTADA EN LA FALDA DEL TAPON Y LA OTRA , UNIDA A LA MEDIANTE ZONAS DE MENOR RESISTENCIA, TOMA APOYO DETRAS DE UN RESPALDO DEL CUELLO DEL RECIPIENTE. EL TAPON Y EL ANILLO ESTAN HECHOS A PARTIR DE MATERIAS SINTETICAS DIFERENTES SIENDO LA DEL ANILLO MAS RIGIDA QUE LA DEL TAPON. APLICACION AL EQUIPAMIENTO DE RECIPIENTES QUE NECESITAN UN TAPONADO MAS ESTANCO.
METODO PARA MOLDEAR UNA MICROTUBERIA.
(16/04/1993). Solicitante/s: MOCHIDA PHARMACEUTICAL CO., LTD.. Inventor/es: MASAHIRO, BABA.
EN LUGAR DE MOLDEARLAS POR INYECCION DE UNA DETERMINADA CANTIDAD DE POLIMERO DESDE UN UNICO PUNTO TRASERO DE ENTRADA, LO QUE CONDUCE AL DESGASTE DEL POLIMERO Y A SU RECALENTAMIENTO EN EL OTRO EXTREMO , LAS MICROTUBERIAS SE MOLDEAN UTILIZANDO UN CAVIDAD INTERMEDIA DE ENTRADA , INYECTANDOSE UNA PRIMERA CANTIDAD DE POLIMERO FUNDIDO A TRAVES DE DICHA ENTRADA Y HACIENDO QUE SE MUEVA HACIA ADELANTE, HACIA EL EXTREMO FRONTAL EN , PARA COMENZAR A ENFRIARSE Y RESOLIDIFICARSE, Y UNA SEGUNDA CANTIDAD DE POLIMERO FUNDIDO SE INYECTA INMEDIATAMENTE A TRAVES DE LA MISMA ENTRADA Y SE HACE QUE SE MUEVA HACIA ATRAS Y COMENZAR A ENFRIARSE Y RESOLIDIFICARSE Y FUNDIRSE AMBOS CUERPOS DE POLIMERO.
(01/12/1992). Solicitante/s: NISSEI ASB MACHINE CO., LTD.. Inventor/es: NAKAMURA, YOSHINORI NISSEI ASB MACHINE CO.,LTD., KOGA, KOUHEI NISSEI ASB MACHINE CO.,LTD., KOSUGE, SATORU NISSEI ASB MACHINE CO.,LTD., FUKUNISHI, YOSHIHIRO NISSEI ASB MACHINE CO.,LTD.
UNAPARATO DE MOLDEO CON UNA MATRIZ EN LA SUPERFICIE INFERIOR DE UN PLATO DE AGARRE ROTATORIO MONTADO UN ASIENTO DE LA MAQUINA SIENDO LA MATRIZ MOVIL HACIA EL NUCLEO DEL MOLDE CON LA APERTURO DE EXTRACCION VERTICAL CON RESPECTO A LA MATRIZ O SIN MOVIMIENTO VERTICAL PARA TRANSFERIR EL MOLDE JUNTO CON LA MATRIZ CON RESPECTO A LA CAVIDAD FIJA.
PERFECCIONAMIENTOS EN LOS MEDIOS DE BLOQUEO Y DESLIZAMIENTO PARA CORREDERAS EN MOLDES DE INYECCION.
(16/07/1992) PERFECCIONAMIENTOS EN LOS MEDIOS DE BLOQUEO Y DESLIZAMIENTO PARA CORREDERAS EN MOLDES DE INYECCION. CONSISTE EN UTILIZAR COMO MEDIO DE BLOQUEO PARA LAS CORREDERAS , UNA PLURALIDAD DE IMANES PERMANENTES ESTABLECIDOS EN LA SUFRIDERA O BASE DE DESLIZAMIENTO PAR DICHA CORREDERA , DE MANERA QUE ESTOS IMANES PERMANENTES , CONVENIENTEMENTE FIJADOS EN SUS RESPECTIVOS ALOJAMIENTOS Y CON NUMERO Y DISPOSICION VARIABLE EN FUNCION DE LAS CARACTERISTICAS DE CADA CORREDERA , SON SUSCEPTIBLES DE INMOVILIZAR TAL CORREDERA CON RESPECTO AL CORRESPONDIENTE SOPORTE , EN EL MOMENTO EN EL QUE LAS GUIAS ABANDONAN LOS ORIFICIOS DE LA CORREDERA DURANTE LA MANIOBRA DE APERTURA DEL MOLDE, PARA QUE DICHOS ORIFICIOS O ALOJAMIENTOS MANTENGAN LA POSICION EXACTA NECESARIA PARA RECIBIR DICHAS GUIAS CUANDO POSTERIORMENTE SE PRODUCE EL CIERRE DEL MOLDE. ESTOS…
MOLDE PARA FABRICACION DE OBJETOS, ESPECIALMENTE SUELAS DE ZAPATOS.
(16/06/1992). Solicitante/s: LIM SCHUHTECHNOLOGIE GES.M.B.H. Inventor/es: LENK, GERHARD.
UN MOLDE PARA FABRICACION DE OBJETOS, ESPECIALMENTE SUELAS DE ZAPATOS, CONSTA DE UNA PLANTILLA 1 ELASTICA DELIMITADA EN EL INTERIOR DEL ESPACIO HUECO DE MOLDE, QUE TIENE EN UN LADO UNA JUNTA SEPARADORA 2 Y EL OTRO LADO UNA CHARNELA ELASTICA 3. LA PLANTILLA ELASTICA 1 SE MANTIENE EN UN MOLDE 4,5 DE VARIAS PARTES METALICO Y MUESTRA EN SU JUNTA SEPARADORA UN CANAL DE INYECCION. PARA EVITAR EL DESGASTE DE LA PLANTILLA ELASTICA 1 AL PEGAR EL MOLDE, EN EL MOLDE CERRADO EN LA ZONA DE LA CHARNELA ELASTICA 3 ESTA PREVISTO UN ESPACIO INTERMEDIO 7 ENTRE LA PLANTILLA ELASTICA 1 Y EL MOLDE RIGIDO 4,5.
HERRAMIENTA INYECTORA DE CANAL CALIENTE PARA FABRICACION DE CILINDROS DE INYECCION DE UNA VEZ.
(01/04/1992). Solicitante/s: SCHOTTLI AG. Inventor/es: CORVAGLIA, ROMEO, SCHOTTLI, MARTIN.
LA HERRAMIENTA INYECTORA DE CANAL CALIENTE MUESTRA AL MENOS DOS ORIFICIOS DE INYECCION QUE DESEMBOCAN EN LA ZONA (B) DEL ESPACIO HUECO PARA LA PIEZA MOLDEADA . LATERALMENTE AL NIDO DE FORMA NO SE ENCUENTRA NINGUN MEDIO DE CALOR , POR LO QUE NO PUEDE PRODUCIRSE NINGUNA DEFORMACION DE LA PIEZA MOLDEADA DESPUES DE RETIRARLA DE LA HERRAMIENTA COMO CONSECUENCIA DE UNA IRREGULAR DISTRIBUCION DE CALOR. LA COLOCACION DE LOS CANALES DE INYECCION Y DEL MEDIO DE CALOR COAXIALMENTE EN LA PARTE SUPERIOR DEL ESPACIO DE FORMA Y EN UNA SUPERFICIE DE CORTE TRANSVERSAL QUE ES APROXIMADAMENTE DE IGUAL TAMAÑO QUE EL CORTE TRANSVERSAL DE LA PIEZA INSERTA POSIBILITA PEQUEÑAS DISTANCIAS ENTRE LOS NIDOS DE FORMA INDIVIDUALES Y CON ELLO UN APROVECHAMIENTO OPTIMO DE LA HERRAMIENTA.
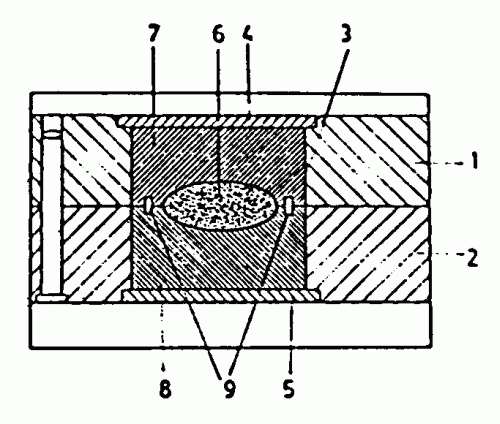
PROCEDIMIENTO DE OBTENCION DE PIEZAS MOLDEADAS EN PLASTICO.
(01/08/1991). Ver ilustración. Solicitante/s: RUIZ BOU,JAIME.
PROCEDIMIENTO DE OBTENCION DE PIEZAS MOLDEADAS EN PLASTICO. EL PROCEDIMIENTO CONSISTE EN PARTIR DE UN MOLDE DE ACERO , EN EL QUE SE DEFINE UN ALOJAMIENTO CON UNA CONFIGURACION CILINDRICA O CUALQUIER OTRA CONFIGURACION APROPIADA DE ACUERDO CON LA ANATOMIA EXTERIOR DE UN SEGUNDO MOLDE, SIENDO EL SEGUNDO MOLDE DE UN MATERIAL ELASTOMERO, A BASE DE DOS PIEZAS QUE EN SU PROPIO PROCESO DE MOLDEO Y MEDIANTE INTRODUCCION EN EL SENO DE LA CAVIDAD DE UN MODELO , CONFIGURAN LA CAVIDAD CORRESPONDIENTE A DICHA PIEZA, LA CUAL SE OBTIENE YA, EN UN PROCESO EN CONTINUO Y POSTERIORMENTE, ACTUANDO ESTE MOLDE ELASTOMERO CON LA COLABORACION DE UN PORTAMOLDES DE ACERO DISTINTO, COMO DEFINITIVO MOLDE DE INYECCION, MIENTRAS QUE EL MOLDE DE ACERO ES VALIDO PARA OBTENCION DE OTROS MOLDES ELASTOMEROS CON DIFERENTES MODELOS Y PARA LA OBTENCION DE DIFERENTES TIPOS DE PIEZAS EN PLASTICO.
PROCEDIMIENTO Y DISPOSITIVO DE MOLDEADO DE CARCASAS DE COFRES O ARMARIOS Y CARCASA ASI OBTENIDA.
(16/03/1991). Solicitante/s: SAREL APPAREILLAGE ELECTRIQUE SOCIETE ANONYME SOCIETE DITE VYNCKIER (SOCIETE DE DROIT BELGE). Inventor/es: BUCHY, BERNARD, MUNSCH, RICHARD, HENRY, JACQUES, GASTHUYS, PAUL, VAN YPER, GUY.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO Y A UN DISPOSITIVO DE MOLDEADO DE CARCASAS DE COFRES O ARMARIOS ASI COMO LA CARCASA OBTENIDA, EN EL CUAL, DESPUES DE HABER MOLDEADO LA CARCASA ENTRE UNA MATRIZ EXTERIOR Y OTRA INTERIOR, FORMADA POR VARIAS PARTES QUE CONSTAN DE UN MACHO CENTRAL DE MATRIZ Y DE UNOS MODULOS LATERALES , SE SEPARAN DICHO MACHO Y DICHOS MODULOS LATERALES, Y SE LIBERAN LOS MODULOS LATERALES DE LAS PAREDES DEL CAJETIN EN UN MOVIMIENTO DE ACERCAMIENTO. EL PROCEDIMIENTO DEL INVENTO SE CARACTERIZA PORQUE SE EFECTUAN SIMULTANEAMENTE LOS MOVIMIENTOS DE SEPARACION Y DE ACERCAMIENTO, DESPLAZANDO LOS MODULOS LATERALES PARALELAMENTE A UNOS EJES PIRAMIDALES, Y PORQUE SE FORMAN ESTOS MODULOS LATERALES DEJANDO LIBRES LAS ESQUINAS DEL MODULO Y SE PROLONGA LA MATRIZ MACHO HACIA DICHAS ESQUINAS. EL INVENTO SE APLICA ESPECIALMENTE EN LA FABRICACION DE COFRES MOLDEADOS EN UNA SOLA PIEZA.
METODO DE MOLDEADO POR INYECCION DE ARTICULOS COMPUESTOS COMPLEJOS PROCEDENTES DE RESINAS CUARABLES.
(01/05/1990). Ver ilustración. Solicitante/s: 3-D COMPOSITES LIMITED. Inventor/es: REGINALD NEWTON, JOHN.
METODO DE MOLDEADO POR INYECCION DE ARTICULOS COMPUESTOS COMPLEJOS PROCEDENTES DE RESINAS CURABLES INYECTANDO UNA RESINA DE MATERIAL PLASTICO EN LAS FIBRAS DENTRO DE UN MOLDE , EN EL QUE SE PROPORCIONA UNA O MAS GALERIAS EN EL MOLDE QUE COMUNICA CON LAS FIBRAS, DISPONIENDOSE LA GALERIA O GALERIAS DE TAL FORMA QUE IMPIDA LA DEFORMACION SUSTANCIAL DE LAS FIBRAS EN ELLAS. LAS GALERIAS PUEDEN DISPONERSE TRANSVERSALMENTE A LA LONGITUD DE ALGUNAS O TODAS LAS FIBRAS Y SER SUFICIENTEMENTE ESTRECHAS PARA IMPEDIR LA DEFORMACION DE LAS FIBRAS EN ELLAS, O LAS GALERIAS PUEDEN CAER EN LA MISMA DIRECCION GENERAL QUE LA LONGITUD DE LAS FIBRAS, Y SE UTILIZAN LOS ELEMENTOS DE INSERCION DE CANAL PROVISTOS DE UNA SERIE DE MUESCAS TRANSVERSALES DENTRO DE LAS GALERIAS PARA IMPEDIR QUE LAS FIBRAS SEAN PRESIONADAS EN LAS GALERIAS.
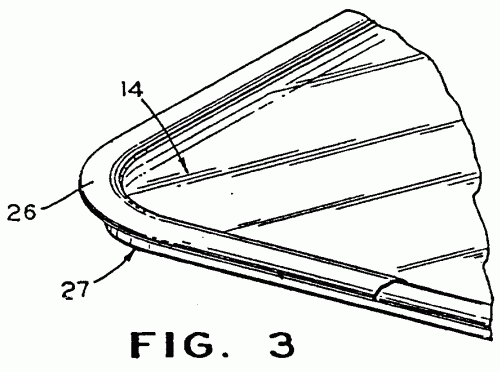
CONJUNTO DE VENTANA ENCAPSULADO Y METODO PARA FORMAR DICHO CONJUNTO.
(01/05/1989). Ver ilustración. Solicitante/s: LIBBEY-OVENS-FORD CO. Inventor/es: WEAVER, WILLIAM R.
CONJUNTO DE VENTANA ENCAPSULADO Y METODO PARA FORMAR DICHO CONJUNTO. UNA INSERCION QUE FORMA LA SUPERFICIE VISTA O ACABADA (LA SUPERFICIE EXPUESTA A LOS AGENTES ATMOSFERICOS) PARA UNA JUNTA DE POLIMERO EN UN CONJUNTO DE VENTANA ENCAPSULADO, SE FORMA, POR EJEMPLO POR TERMOCONFORMACION, A PARTIR DE UNA LAMINA DE PLASTICO Y SE DISPONE EN LA MITAD INFERIOR DE UN MOLDE. TAMBIEN SE DISPONE EN LA MITAD INFERIOR DEL MOLDE UNA LAMINA DE MATERIAL DE ACRISTALAMIENTO, Y SE UTILIZA UNA MITAD SUPERIOR DEL MOLDE PARA CERRAR LA CAVIDAD DE ESTE. SE INYECTA MATERIAL FORMADO DE JUNTA EN LA CAVIDAD DEL MOLDE PARA FORMAR UNA JUNTA EN POSICION, QUE SE ADHIERE TANTO A LAS AREAS MARGINALES PERIFERICAS DE LA LAMINA TRANSPARENTE COMO A LA INSERCION. LA INSERCION PUEDE ESTAR FORMADA CON UNA PARTE DE BARRERA QUE SE EXTIENDE DENTRO DEL AREA DE BARRERA DEL MOLDE Y QUE IMPIDE QUE EL MATERIAL FORMADOR DE LA JUNTA FLUYA SOBRE LA SUPERFICIE DE LA INSERCION QUE HA DE QUEDAR EXPUESTA EN EL ACRISTALAMIENTO TERMINADO.
ESTRUCTURA DE MOLDE PERFECCIONADA PARA PRODUCIR UN CONJUNTO ENCAPSULADO DE VENTANILLA.
(01/03/1989) LA PRESENTE INVENCION SE REFIERE A UNA ESTRUCTURA DE MOLDE PERFECCIONADA PARA FORMAR UNA JUNTA POLIMERICA ALREDEDOR DE UNA PARTE PREDETERMINADA DE UNA HOJA FRAGIL COMO ES EL VIDRIO. LA ESTRUCTURA DE MOLDE INCLUYE DOS SECCIONES DE MOLDE COOPERANTES QUE TIENEN SUPERFICIES ENFRENTADAS, ESPACIADAS APARTE, QUE DEFINEN UNA CAMARA PARA RECIBIR LA HOJA DE VIDRIO. HAY COLOCADO UN ARO DE OBTURACION EN, POR LO MENOS, UNA DE LAS SECCIONES DEL MOLDE, ALREDEDOR DE LA PERIFERIA DE LA CAMARA Y SE UTILIZA PARA SOPORTAR ELASTICAMENTE LA HOJA DENTRO DE LA CAMARA. EL ARO DE OBTURACION COOPERA CON LAS SECCIONES DEL MOLDE Y CON UNA PARTE PREDETERMINADA DE LA HOJA PARA DEFINIR UNA CAVIDAD PARA FORMAR LA JUNTA QUE TIENE UNA CONFIGURACION QUE CORRESPONDE…
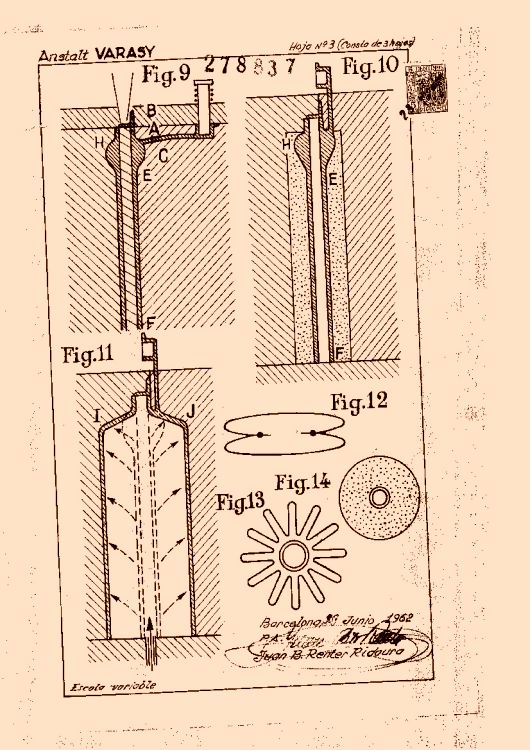
MOLDE DE TAMAÑO VARIABLE PARA EL MOLDEO POR INYECCION.
(01/02/1989) MOLDE DE TAMAÑO VARIABLE PARA EL MOLDEO POR INYECCION, CARACTERIZADO PORQUE CONSTA DE DOS PARTES PRINCIPALES, UNA FIJA A LA MAQUINA DE INYECTAR Y LA OTRA MOVIL CON RESPECTO A LA FIJA, A CUYAS DOS PARTES ESTAN UNIDAS SENDAS BASES DE AL MENOS UN RESPECTIVO CANAL DE GUIA POR EL QUE ES DESLIZABLE PARA SU MONTAJE UN CORRESPONDIENTE POSTIZO DE PUNZON DOTADO DE UNA CAVIDAD DE MOLDEO, DE MANERA QUE AL YUXTAPONER LAS DOS CITADAS PARTES LAS CAVIDADES DE MOLDEO DE DICHAS BASES SE ENFRENTAN Y COMPLEMENTAN, SIENDO EL POSTIZO DE PUNZON DE LONGITUD DIVERSA A ELECCION CON ARREGLO A LAS LONGITUDES DE LAS PIEZAS A MOLDEAR, CON…
UN CONJUNTO SELLANTE PARA UN MOLDE PARA ENCAPSULAR UN CONJUNTO DE VENTANILLA.
(01/12/1988) UN CONJUNTO SELLANTE PARA UN MOLDE PARA ENCAPSULAR UN CONJUNTO DE VENTANILLA. SE DESCRIBE UN CONJUNTO PARA SU EMPLEO EN UNA ESTRUCTURA DE MOLDE PARA ENCAPSULAR UN CONJUNTO DE VENTANILLA DE VIDRIO CON UN OBTURADOR. EL CONJUNTO SELLANTE SOPORTE EL CONJUNTO DE VENTANILLA Y COLABORA PARA DEFINIR UNA CAVIDAD FORMADORA DE OBTURADOR. LA ESTRUCTURA INCLUYE DOS SECCIONES PROVISTAS DE UNA ACANALADURA PARA RECIBIR UN CONJUNTO SELLANTE DINAMICO APARTE. CADA CONJUNTO INCLUYE UN CUERPO CON UNA SUPERFICIE QUE DA LA CARA Y SE ADAPTA AL CONJUNTO DE VENTANILLA POR CONTACTO Y UNA ALETA QUE SE EXTIENDE HACIA AFUERA FORMADA EN CONTACTO…
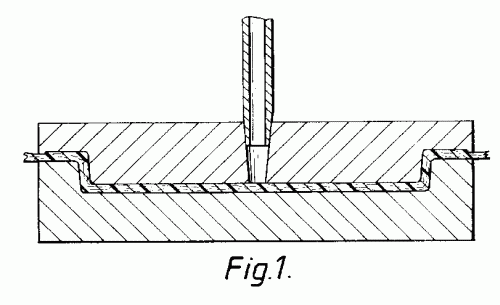
METODO PARA MOLDEAR UN PRODUCTO DE MATERIAL PLASTICO.
(16/11/1988). Ver ilustración. Solicitante/s: NIFCO INC.. Inventor/es: NAKAMA, DAIJI.
METODO PARA MOLDEAR UN PORDUCTO DE MATERIAL PLASTICO. COMPRENDE, BASICAMENTE, DOTAR A LAS SUPERFICIES DE CONTACTO DE LAS DOS MITADES DEL MOLDE QUE FORMAN UNA CAVIDAD DE UN SURCO CAPAZ DE RECIBIR LA MITAD CIRCUNFERENCIAL DE UN ALAMBRE CUYO DIAMETRO ES IGUAL AL DEL AGUJERO QUE VA A PRESENTAR EL PRODUCTO MOLDEADO; CERRAR LAS MITADES DEL MOLDE; EFECTUAR EL MOLDEO; SEPARAR DICHAS MITADES Y DESPLAZAR EL PRODUCTO MOLDEADO (10K) POR MEDIO DEL ALAMBRE, DE FORMA QUE OTRA PORCION DE ALAMBRE SE SITUE ENTRE LAS SUPERFICIES DEL MOLDE, PARA REALIZAR SUCESIVAMENTE OTRA OPERACION DE MOLDEO. EL CICLO PUEDE REPETIRSE SUCESIVAMENTE PARA OBTENER UNA PLURALIDAD DE PIEZAS. FINALMENTE, SE RETIRA EL ALAMBRE, OBTENIENDOSE PIEZAS MOLDEADAS DE PLASTICO DOTADAS DE UN AGUJERO MUY FINO (0,1-0,2 MM DE DIAMETRO). EL METODO ES UTIL PARA OBTENER PIEZAS MOLDEADAS DE PLASTICO, CON UN AGUJERO MUY FINO, TAL COMO UNDISPOSITIVO CONECTOR DE FIBRAS OPTICAS.
(16/05/1988). Solicitante/s: ROTPUNKT DR.ANSO ZIMMERMANN.
Jarra recipiente, particularmente una cubierta de plástico de una jarra recipiente aislante, que es producida en un molde de inyección de partes múltiples teniendo juntas de separación axiales, presentando una superficie de cubierta que presenta proyecciones sustancialmente verticales, las cuales definen entre ellas areas de superficie de cubierta rebajada, caracterizada porque en la zona de la unica junta de separación de un molde de inyección de dos partes, areas de superficie de la cubierta forman un ángulo exterior (w), igual o ligeramente mayor de 90Q con el plano medio axial (E) de la jarra aislante o de la carcasa de plástico, a través de la junta de separación.
PERFECCIONAMIENTOS EN MOLDES PARA LA FABRICACION POR INYECCION DE CAPERUZAS DE CIERRE.
(16/12/1986). Solicitante/s: CROWN OBRIST AG.
MOLDES PARA LA FABRICACION POR INYECCION DE CAPERUZAS ROSCADAS DE CIERRE, CON FAJA DE GARANTIA REMOVIBLE. LA FAJA DE GARANTIA SE ENCLAVA EN LA BOCA DE LA BOTELLA BAJO UN SALIENTE QUE EXISTE EN LA BOCA DEL ENVASE. AL DESENROSCARSE LA CAPERUZA , SE DESGARRAN LOS NERVIOS DE UNION EXISTENTES ENTRE LA FAJA Y LA CAPERUZA. EL MOLDE CONSTA DE UNA PARTE EXTERIOR Y UN MACHO . EL CASQUILLO DE APOYO FORMA EL CANTO INFERIOR DE LA CAPERUZA. EL FRENTE DE APOYO SIRVE PARA QUE EN EL SE APOYE LA FAJA DE GARANTIA AL EFECTUARSE EL DESMOLDEO DEL CONTORNO EXTERIOR. LA PORCION DE PARED DEL CASQUILLO DE APOYO Y DEL DE LIBERACION QUE DISMINUYE HACIA EL BORDE INFERIOR TIENEN UNA SECCION TRANSVERSAL DE FORMA CONICA.
PERFECCIONAMIENTOS EN MOLDES DE INYECCION DE ESPUMAS MICROCELULARES EXPANDIBLES.
(01/12/1986). Solicitante/s: GARCIA MOLL,JAIME.
PERFECCIONAMIENTOS EN MOLDES DE INYECCION DE ESPUMAS MICROCELULARES EXPANDIBLES. CONSTA DE UN CANAL DE DISTRIBUCION DISPUESTO DE MANERA QUE RODEA TOTALMENTE LA PIEZA ESTANDO SEPARADO DE ESTA POR UNA CORTA REBABA QUE TIENE, A SU VEZ, UNA SEPARACION ENTRE LAS DOS MEDIAS PARTES DE MOLDE POR DONDE FLUYE EL MATERIAL DEL CANAL DISTRIBUIDOR. ESTE ESTA ALIMENTADO POR UNA BOQUILLA DE LA MAQUINA, EN CASO DE FIGURA UNICA, O DE UN RIO DE ALIMENTACION CIRCULAR, SI SE TRATA DE VARIAS FIGURAS. TRAZANDO UNA LINEA RECTA QUE PASE POR EL CENTRO DE ESTA ENTRADA Y EL PUNTO CENTRAL DEL MOLDE, NOS MARCARA EL PUNTO OPUESTO A LA ENTRADA Y EN ESTE LUGAR SE DEJA UNA ZONA QUE COMPRENDE APROXIMADAMENTE 30 GRADOS DE LA CIRCUNFERENCIA.
"PERFECCIONAMIENTOS EN PRENSAS HIDRAULICAS PARA MOLDEO DE PIEZAS PLASTICAS".
(01/03/1983). Solicitante/s: GHILARDI,TARCISIO.
PRENSA HIDRAULICA PARA EL MOLDEO DE PIEZAS DE PLASTICO QUE COMPRENDEN PARTES ROSCADAS. CARACTERIZADA PORQUE COMPRENDE UN DISPOSITIVO DE DESENROSCADO CONTROLADO POR UN MOTOR HIDRAULICO CONECTADO AL CIRCUITO HIDRAULICO PRINCIPAL Y OPERADO POR DICHO CIRCUITO DURANTE LA ETAPA DE APERTURA DEL MOLDE; PORQUE EL DISPOSITIVO DE DESENROSCADO ESTA CONSTITUIDO ESENCIALMENTE POR UN MOTOR HIDRAULICO Y UNA PLACA DE SOPORTE DE MOLDE QUE COMPRENDE INTERIORMENTE LAS TRANSMISIONES DEL MOTOR Y EXTERIORMENTE COMPRENDE UN DISPOSITIVO CAPAZ DE TRANSMITIR EL MOVIMIENTO GIRATORIO DEL MOTOR HIDRAULICO A LOS MANDRILES DE ROSCADO; Y PORQUE EL DISPOSITIVO QUE TRANSMITE EL MOVIMIENTO GIRATORIO DEL MOTOR HIDRAULICO A LOS MANDRILES, SE DISPONE EN EL CENTRO DE LA PLACA DE SOPORTE DEL MOLDE.
CONJUNTO DE MOLDE DE NUCLEOS SUJETOS INTERNAMENTE, DEL TIPO DE MOLDEO POR INYECCION.
(01/06/1982). Solicitante/s: E-W MOLD & TOOL CO. INC.
CONJUNTO DE NUCLEOS DE FORMSA ALARGADA, MONTADOS EN VOLADIZO. CARACTERIZADO PORQUE LOS NUCLEOS DEL CONJUNTO ESTAN SUJETOS EN SU BASE POR UNA BRIDA DE NUCLEOS ; PORQUE CADA UNO DE LOS NUCLEOS MAS EXTERNOS DEL CONJUNTO ESTA SUJETO POR ELEMENTOS DE FIJACION LATERALES DE TAL MODO QUE NO PUEDE DEFORMARSE LATERALMENTE; PORQUE CADA UNO DE LOS NUCLEOS, EXCEPTO UNO DE LOS EXTERNOS , ESTA PROVISTO DE UN ELEVADOR CONVENCIONAL QUE SE EXTIENDE A PARTIR DE UNA PLACA ELEVADORA ; PORQUE UNOS ELEMENTOS DE FIJACION SE DESPLAZAN CON MOVIMIENTO DE VAIVEN EN UNOS AGUJEROS TRANSVERSALES DE LOS NUCLEOS, Y PORQUE UNOS PASADORES DE ARRASTRE SE ARRASTRAN EN EL INTERIOR DE UNOS AGUJEROS.
UN APARATO DE MOLDEO PARA PRODUCIR DISCOS DE REGISTRO.
(16/05/1981). Solicitante/s: DISCOVISION ASSOCIATES.
APARATO DE MOLDEO PARA PRODUCIR DISCOS DE REGISTRO. INCLUYE UNA PRIMERA MITAD DE MOLDE Y UNA SEGUNDA MITAD DE MOLDE , QUE PUEDEN PRESENTAR UNA POSICION ABIERTA Y OTRA CERRADA EN SU MOVIMIENTO RELATIVO. SE INYECTA UN MATERIAL PLASTICO FUNDIDO EN LA CAVIDAD ANULAR , FORMANDOSE UN DISCO MOLDEADO , QUE SALDRA DE LA MAQUINA POR LA LINEA DE DIVISION DE LAS DOS MITADES DE MOLDE. LA POSICION CERRADA QUEDA DETERMINADA POR UN PRIMER ANILLO Y UN SEGUNDO ANILLO , FUNCIONAMIENTO EN ESTA POSICION CON UN SOLO ESTAMPADOR CUANDO SE QUIERA INFORMACION EN UNA SOLA CARA.
PROCEDIMIENTO PARA MOLDEAR UN SEPARADOR DE PLASTICO PARA ESCOBILLAS DE LIMPIAPARABRISAS.
(16/04/1980). Solicitante/s: TRICO FOLBERTH LIMITED.
Procedimiento para moldear un separador de plástico para escobillas de limpiaparabrisas, caracterizado porque se emplea un par de partes de moldes complementarias que se mueven una con relación a la otra, paralelas a las mordazas del separador y que trabajan en oposición mutua para formar las orejetas entre las partes del molde y para formar una o dos aberturas en el alma con el fin de permitir que la parte del molde se retire con relación a las orejetas y desde el separador a través de la abertura o aberturas.
MOLDE PERFECCIONADO PARA FABRICAR NEUMATICOS.
(01/04/1979). Solicitante/s: MICHELIN & CIE (COMP. GENERAL.DES ETABLIS.MICHELIN.
Molde perfeccionado para fabricar neumáticos y que incluye una envolvente exterior rígida desmontable y un núcleo de material elástico resistente a la presión del molde, con dos talones sobre los cuales se unen las caras exterior e interior del núcleo, estando dispuesto este núcleo en el interior del núcleo, estando dispuesto este núcleo en el interior de la envolvente, de manera que deja un espacio de moldeo para el neumático entre la cara interior de dicha envolvente y la cara exterior del núcleo.
UN DISPOSITIVO PARA LA FABRICACION DE CUERPOS DE MATERIAL ELASTOMERO O PLASTOMERO.
(16/01/1977). Solicitante/s: INDUSTRIE PIRELLI S.P.A..
Resumen no disponible.
PERFECCIONAMIENTOS EN CAJAS DE ACUMULADORES ELECTRICOS MULTICELULARES.
(16/08/1976). Solicitante/s: CHLORIDE LORIVAL LIMITED.
Resumen no disponible.
PERFECCIONAMIENTOS EN APARATOS DE MOLDEO POR INYECCION PARA PRODUCIR ARTICULOS HUECOS DE MATERIALES TERMOPLASTICOS.
(01/03/1976). Solicitante/s: CHLORIDE LORIVAL LIMITED.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA FABRICACION DE CAJAS PARA BATERIAS DE ACUMULADORES.
(16/10/1975). Solicitante/s: GLOBE-UNION INC..
Resumen no disponible.
PROCEDIMIENTO DE SOBRESOPLADO PARA LA FABRICACIÓN DE PIEZAS DE MATERIA PLÁSTICA, QUE PRESENTAN PARTES RESISTENTES Y RÍGIDAS Y OTRAS PARTES FLEXIBLES, HUECAS Y ELÁSTICAS.
(01/12/1962). Ver ilustración. Solicitante/s: VARASY, ANSTALT.
Resumen no disponible.
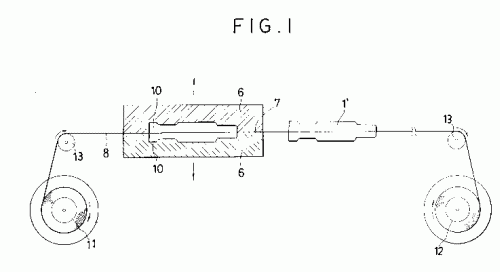
UN DISPOSITIVO PARA LA FABRICACIÓN DE CINTAS DE ADORNO.
(01/06/1962). Solicitante/s: SWAROVSKI & C., GLASSCHLEIFEREI.
Resumen no disponible.
UN PROCEDIMIENTO PARA LA FABRICACIÓN DE CINTAS DE ADORNO.
(01/05/1962). Ver ilustración. Solicitante/s: SWAROVSKI & CO., GLASSCHEEIFEREI.
Resumen no disponible.
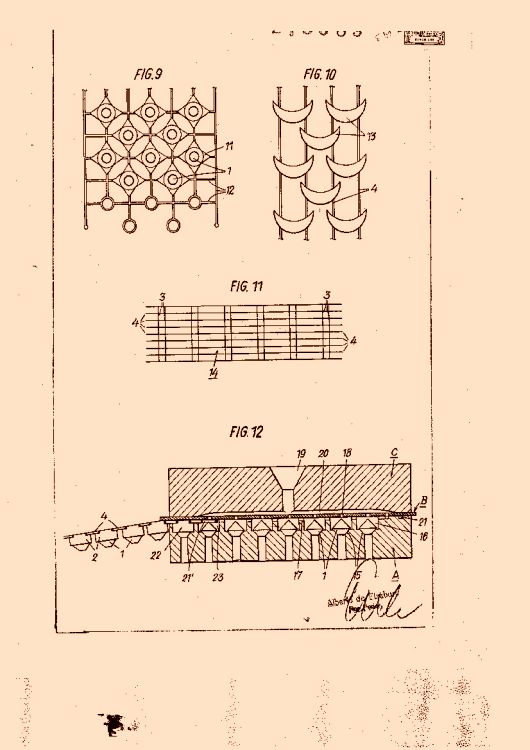
PERFECCIONAMIENTOS EN MÁQUINAS DE MOLDEAR.
(01/12/1960) Perfeccionamientos en máquinas de moldear materias plásticas o elastómeras caracterizándose porque el molde de las mismas se compone de dos matrices que tienen cada una, una cavidad de moldeo y una superficie de trabajo, siendo las matrices susceptibles de movimientos relativos de translación gracias a los cuales las superficies de trabajo se reunen durante el cierre del molde para permitir el moldeado bajo el efecto del calor y de la presión del material aprisionado en las cavidades de moldeo y se separan durante la apertura del molde para que pueda tener lugar la recuperación del objeto moldeado, comprendiendo la cavidad de moldeo de una matriz, una forma…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}