CIP-2021 : B22C 9/06 : Moldes permanentes para piezas coladas (lingoteras B22D 7/06).
CIP-2021 › B › B22 › B22C › B22C 9/00 › B22C 9/06[1] › Moldes permanentes para piezas coladas (lingoteras B22D 7/06).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B).
B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas).
B22C 9/06 · Moldes permanentes para piezas coladas (lingoteras B22D 7/06).
CIP2021: Invenciones publicadas en esta sección.
Molde de fundición y procedimiento de fabricación.
(13/05/2020). Solicitante/s: SCHUNK KOHLENSTOFFTECHNIK GMBH. Inventor/es: MARKOVIC,MILISAV, GALLE,JOHANNES.
Procedimiento de fabricación de un molde de fundición para la fundición de metales, en particular de una coquilla de colada continua, en el que el molde de fundición se forma a partir de un material compuesto predominantemente de carbono, en donde el molde de fundición se recubre con carbono pirolítico y/o nitruro de boro, caracterizado porque,
se aplica un revestimiento del molde de fundición a una temperatura de 500 °C a 1900 °C, en donde durante el transcurso de un proceso de un revestimiento del molde de fundición el revestimiento se aplica dentro de una primera sección de proceso (P1) con un procedimiento CVI a una primera temperatura (T1), y a continuación dentro de una segunda sección de proceso (P2) con un procedimiento CVD a una segunda temperatura (T2), en donde la primera sección de proceso se selecciona más larga que la segunda sección de proceso y la primera temperatura se selecciona más baja que la segunda temperatura.
PDF original: ES-2802177_T3.pdf
Dispositivo de colada a baja presión y método de colada a baja presión.
(25/03/2020) Un dispositivo de colada a baja presión que comprende:
un horno de conservación configurado para contener metal fundido;
un cargador que tiene un extremo inferior configurado para sumergirse en el metal fundido en el horno de conservación para suministrar metal fundido en un molde de colada a través de un bebedero ;
un dispositivo de control de presión configurado para mover el metal fundido en el cargador y llenar con metal fundido el molde de colada; y
un sensor de nivel de metal fundido configurado para detectar la altura del metal fundido en el cargador , en el que el dispositivo de control de presión está configurado para corregir el llenado del metal fundido en el molde de colada en una siguiente colada basándose en la altura de una superficie de metal fundido detectada por el sensor de nivel de metal fundido…
Dispositivo para la colada de hierro fundido en una coquilla.
(31/10/2019) Dispositivo para la colada de hierro fundido en una coquilla con una coquilla metálica de varias partes que envuelve un molde de arena en cuyo espacio hueco se introduce el hierro fundido en estado de fusión, caracterizado por que entre la superficie de la pared interior de la coquilla y la pared exterior del molde de arena está formado al menos un espacio por el que fluye refrigerante .
Procedimiento para la fundición de un objeto metálico perfilado, especialmente de TiAl.
(15/04/2019) Procedimiento para la fabricación de un objeto metálico (9, 9') con una alta capacidad de carga a partir de una aleación de α+γ TiAl para motores de émbolos y turbinas de gas, especialmente motores de avión, en el que se pone a disposición una masa fundida de una aleación de TiAl que se funde en un proceso de fundición centrífuga en una o varias coquillas formando uno o varios semiproductos previamente perfilados para un procesamiento posterior mediante técnica de forja y/o tratamiento para conformar la pieza acabada, presentando la o cada coquilla una cavidad , con al menos un destalonamiento, y uno o varios planos de separación lisos o de conformación libre y abriéndose la misma durante el proceso de solidificación y enfriamiento mediante una presión interior generada…
Coquilla para la fundición de un objeto metálico perfilado, especialmente de TiAl.
(09/04/2019) Coquilla para la fundición de un objeto metálico perfilado que comprende al menos dos piezas de coquilla (2a, 2b, 2c, 2d) que se pueden unir entre sí de forma separable con respectivamente al menos una cavidad de molde (3a, 3b, 3c, 3d), complementándose las cavidades de molde (3a, 3b, 3c, 3d) con la coquilla cerrada para formar una cavidad con un volumen que varía a lo largo de un eje con uno o varios destalonamientos y pudiéndose separar una de otra a lo largo de un plano de separación liso o de conformación libre, caracterizada por que en al menos una pieza de coquilla se prevé al menos una superficie (7a, 7b, 8a, 8b, 15a, 15b) contra la que se puede generar directa o indirectamente presión como resultado de la contracción…
Procedimiento para la fabricación de piezas de fundición de metal ferroso.
(23/10/2018) Procedimiento para la fabricación de piezas de fundición de metal ferroso en el que
- se introduce un molde perdido , con un espacio hueco para el alojamiento del material de fundición , en una coquilla de varias piezas abierta (paso 106),
- se cierra la coquilla de varias piezas (paso 106),
- se llena con material de fundición el espacio hueco del molde perdido, rociándose parcialmente con el material de fundición un dispositivo de soporte que sobresale parcialmente hasta entrar en el espacio hueco del molde perdido (paso 108),
- después del llenado, se enfría el molde perdido en la coquilla (paso 110, 112, 114),
…
Coquilla para producir piezas de fundición.
(18/04/2018) Coquilla para producir piezas de fundición, con dos partes de coquilla, que pueden moverse una con relación a la otra desde una posición de apertura hasta una posición de cierre, en donde las partes de coquilla definen en su posición de cierre una cavidad de moldeo, que puede rellenarse con una masa de fundición líquida, en su posición de apertura hacen posible la extracción de una pieza de fundición solidificada en particular mediante un enfriamiento al menos parcial y en la posición de cierre pueden enclavarse mediante un dispositivo de enclavamiento que une de forma desmontable las dos partes de coquilla, y unos ejes prefijables pueden bascular mediante un dispositivo de agarre, en donde las partes de coquilla que pueden moverse una con relación a…
Procedimiento para la fabricación de productos que presentan cobre o aleaciones de cobre, para aplicaciones eléctricas, así como producto.
(31/05/2017). Solicitante/s: Kienle + Spiess GmbH. Inventor/es: Bauer,Steffen, BÁRDOS,ANDRÁS.
Procedimiento para la fabricación de productos que presentan cobre o aleaciones de cobre, para aplicaciones eléctricas, en el que se funde el cobre o la aleación de cobre y se coloca en un molde de colada en el producto de partida, usándose material de colada con un punto de fusión superior a 1035 °C, sobrecalentándose el material fundido como máximo de un 15 % a un 20 % de su punto de fusión y usándose para el material fundido un molde de colada que se compone de un material que presenta una conductividad térmica promedio de más de 100 W/(m·K), caracterizado por que la velocidad de enfriamiento de la masa fundida es mayor o igual que 103 K/s.
PDF original: ES-2633289_T3.pdf
Dispositivo de fundición.
(03/06/2015) Dispositivo de fundición con un molde de fundición que está constituido por dos mitades de molde (3a, 3b) y que presenta una cavidad de molde así como con una cámara de fundición conectada con la cavidad del molde , en el que al menos una de las mitades del molde (3a) está provista con un canal de ventilación (13, 13a) para la ventilación de la cavidad del molde y/o de la cámara de fundición y en una mitad del molde (3b) está dispuesto un órgano de estanqueidad , que durante la confluencia de las dos mitades del molde (3a, 3b), se apoya con efecto de obturación en la otra mitad del molde (3a), caracterizado…
Dispositivo de colada para un pistón para un motor de combustión interna y procedimiento para la apertura y/o el cierre de un dispositivo de colada.
(04/03/2015) Dispositivo de colada para un pistón para un motor de combustión interna con al menos una caña desplazable al menos en gran medida linealmente para la realización de al menos un taladro de perno de pistón y al menos una corredera desplazable al menos en gran medida linealmente y oblicuamente respecto a la caña , para la realización de al menos una escotadura por debajo del campo anular del pistón, caracterizado porque la caña y la corredera están acopladas al menos de forma indirecta de tal modo que la caña arrastra al menos en parte la corredera cuando se desplaza.
Molde de colada permanente y pieza de inserción de molde de colada.
(29/08/2013) Molde de colada permanente para la colada de piezas coladas a partir de una fundición de metal
- con al menos un cuerpo de coquilla que rodea al menos parcialmente una cavidad de molde (H) querepresenta la pieza colada que va a colarse y en cuya pared que limita la cavidad de molde (H) estámoldeado un alojamiento que presenta un escalón (3a) que se transforma en la cavidad de molde (H), y
- con una pieza de inserción de molde de colada que se asienta en el alojamiento , que presenta unlado (2b) superior asociado a la cavidad de molde (H) rodeada por el molde de colada permanenterespectivo, un cuerpo (2a) de base que se asienta con juego en el alojamiento con el molde de coladafrío, y un collar (2h) de apoyo que se extiende por una fracción (hs) de la altura (hg) del cuerpo (2a) de basede la…
PROCEDIMIENTO PARA FABRICAR UN MOLDE Y DISPOSITIVO PARA COLAR ANODOS.
(01/04/2007). Solicitante/s: NORDDEUTSCHE AFFINERIE AG. Inventor/es: DROSTE, ENNO, SCHWIEMANN, JIRG, SCHLIEFER, HEINRICH, EGGELING, JOACHIM.
Procedimiento para fabricar un molde de colada para ánodos de cobre, caracterizado porque un molde en bruto se produce mediante la separación de una barra colada en continuo y, a continuación, a partir del molde en bruto se fabrica un molde de colada correspondiente a la forma de un ánodo de cobre para la fabricación electrolítica de cobre.
MOLDE DE FUNDICION, QUE ABARCA UNAS PIEZAS DE MOLDE EXTERIORES Y MACHOS DE MATERIAL DE MOLDE INTRODOCIDOS EN EL.
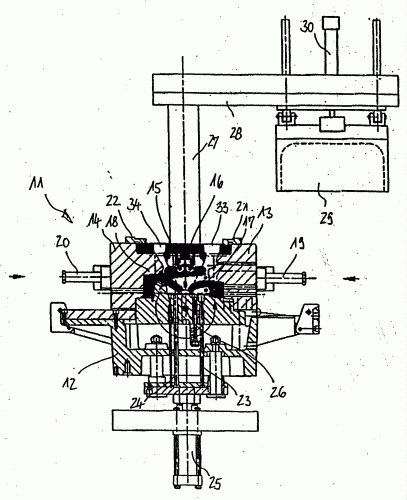
(16/05/2005). Ver ilustración. Solicitante/s: VAW MANDL & BERGER GMBH. Inventor/es: WILLFORT, PETER, BOHN, HORST.
Molde de fundición, que abarca piezas de molde exteriores, machos interiores colocados dentro, hechos de material de molde y un macho de tapa que lo cierra, de material de molde, - donde las superficies del molde exterior y las superficies de los machos interiores y del macho de tapa forman entre sí un hueco de molde, - donde los machos internos están colocados en múltiples capas uno encima de otro y están tensados en un flujo de fuerza continuo entre las piezas de molde exterior y el macho de tapa de cierre , - donde las piezas de molde exterior abarcan una placa de base que está unida de modo mecánico en relación con las piezas laterales móviles , y - donde el molde de fundición está colgado de modo giratorio alrededor de un eje horizontal.
MOLDE DE FUNDICION PARA LA FABRICACION DE UNA PIEZA MOLDEADA DE MATERIA PRIMA DE MOLDEO Y PROCEDIMIENTO PARA LA FABRICACION DE UN MOLDE DE FUNDICION.
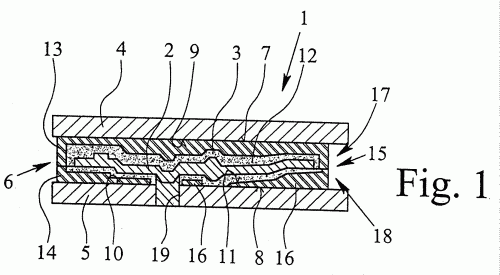
(16/03/2005). Ver ilustración. Solicitante/s: DEUTSCHE GIESSEREI- UND INDUSTRIE-HOLDING AG. Inventor/es: SCHREINER, JENS, DR.-ING., FLESCH, ANDREAS, DIPL.-ING.
Molde de fundición para la fabricación de una pieza moldeada mediante el uso de materia prima de moldeo , con un cuerpo de moldeo que presenta una primera mitad del cuerpo de moldeo y una segunda mitad del cuerpo de moldeo y una capa interna de materia prima de moldeo aplicada al menos por zonas sobre el cuerpo de moldeo , para la formación del espacio hueco de fundición, caracterizado porque se prevén un primer soporte de moldeo exterior formado como placa de soporte y un segundo soporte de moldeo exterior formado como placa de soporte, que cada mitad del cuerpo de moldeo está sujeta a un soporte de moldeo y que el cuerpo de moldeo está dispuesto entre los soportes de moldeo.
METODO DE FABRICACION DE MOLDES METALICOS COMPLETAMENTE DENSOS.
(01/12/2002) Un procedimiento para construir una parte metálica o una mitad de molde metálica completamente densas, para coincidir con otra mitad de molde y formar un molde para fundición de múltiples partes. Las etapas incluyen colocar un patrón con superficies de patrón críticas en una caja que tenga un extremo abierto. Las superficies de patrón críticas miran hacia arriba. Otras etapas implican cubrir las superficies de patrón críticas con una solución de gel reversible de calor concentrado añadidas a la caja, y enfriar la solución de gel para formar un molde de gel sólido elástico. Las etapas adicionales incluyen retirar la caja y el patrón del molde de gel elástico, y fundir un molde cerámico alrededor del molde de gel sólido. En otras etapas, el molde de gel es licuado para la retirada desde el molde cerámico, y el molde cerámico es invertido de…
PROCEDIMIENTO DE CONSTRUCCION DE MOLDES Y PIEZAS METALICAS COMPLETAMENTE DENSAS.
(16/02/2001) UN METODO PARA LA CONSTRUCCION DE UNA PIEZA DE METAL TOTALMENTE DENSA O DE MEDIO MOLDE DE METAL QUE COINCIDA CON OTRO MEDIO MOLDE PARA FORMAR UN MOLDE PARA LA COLADA DE MULTIPLES PIEZAS. LOS PASOS QUE SE LLEVAN A CABO CONSISTEN EN COLOCAR UN MODELO EN LA BASE DE UN MOLDE TUBULAR, COLAR UN MIEMBRO DE CERAMICA SOBRE LAS SUPERFICIES CRITICAS DEL MODELO, SACAR EL MODELO DE LA BASE DEL MOLDE, CUBRIR LAS SUPERFICIES CRITICAS TRANSFERIDAS AL MIEMBRO DE CERAMICA CON UN METAL EN POLVO QUE TENGA UNA TEMPERATURA DE FUSION MAYOR QUE LA DE UN METAL DE INFILTRACION , COLOCAR UNA CANTIDAD DEL METAL DE INFILTRACION SOBRE EL METAL EN POLVO , COLOCAR LA BASE DEL MOLDE TUBULAR EN UN HORNO A UNA TEMPERATURA SUFICIENTE COMO PARA QUE SE FUNDA EL METAL DE INFILTRACION SIN QUE SE FUNDA EL METAL EN POLVO, Y SACAR EL MIEMBRO…
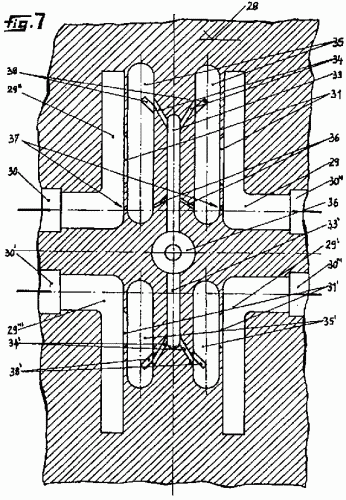
MOLDE DE INYECCION CON CARACTERISTICAS DE ATAQUE DE COLADA, ESPECIALMENTE PARA ALEACIONES DE ALUMINIO.
(01/02/2000). Ver ilustración. Solicitante/s: ROTO FRANK AKTIENGESELLSCHAFT. Inventor/es: EIGEMEIER, WILHELM.
EN LOS MOLDES DE FUNDICION A PRESION ORDINARIOS, LA ENTRADA DE LAS PIEZAS DE FUNDICION A PRESION A TIENE LUGAR DIRECTAMENTE MEDIANTE PIEZAS FUNDIDAS ADICIONALES PUNTUALES, EN TUNEL O PELICULA, DE DONDE SE ORIGINAN TURBULENCIAS METALICAS. EN VIRTUD DE ESTA INVENCION, LAS PIEZAS DE FUNDICION A PRESION A HACEN LA ENTRADA POR PRECAMARAS , , QUE ACTUAN COMO EMBUDOS O REBOSADEROS E IMPIDEN LAS TURBULENCIAS METALICAS EN LAS PIEZAS DE FUNDICION A PRESION A . COMO ES NATURAL, CON ESTAS CARACTERISTICAS DE LA INVENCION PUEDEN FORMARSE CRISTALES METALICOS, LO QUE FACILITA UNA OXIDACION ANODICA SUPERFICIAL DECORATIVA. LAS PRECAMARAS , SE DIVIDEN ADEMAS MEDIANTE UN NERVIO LONGITUDINAL EN UNA PRECAMARA PRIMARIA Y EN UNA PRECAMARA SECUNDARIA.
METODO Y APARATO PARA FUNDICION DE BAJA PRESION.
(16/03/1999). Solicitante/s: MAZDA MOTOR CORPORATION. Inventor/es: NAKANO, AKIHIRO, FUKUOKA, HIROFUMI, FUJIYA, JUNZOU, UENA, YOSHIAKI.
UN MOLDE DE FUNDICION PARA UN APARATO DE COLADA DE BAJA PRESION PUEDE ABRIRSE Y CERRARSE PARA FORMAR EN SU CAVIDAD (7() QUE SE RELLENA CON METAL FUNDIDO PARA FORMAR UN PRODUCTO COLADO. EL MOLDE DE COLADA COMPRENDE UN MOLDE SUPERIOR DE METAL, UN MOLDE INFERIOR DE METAL Y UN MOLDE DE ARENA QUE ESTA DISPUESTO ENTRE LOS MOLDES SUPERIOR E INFERIOR Y FORMA UNA PARTE DE LA CAVIDAD . UNA PARED SUPERIOR DE LA CAVIDAD SE FORMA POR UNA SUPERFICIE INFERIOR (3A) DEL MOLDE SUPERIOR, AL MENOS UNA PARTE DE UNA PARED LATERAL DE LA CAVIDAD SE FORMA POR EL MOLDE DE ARENA DE MANERA QUE EL MOLDE SUPERIOR ENTRA EN CONTACTO CON EL MATERIAL FUNDIDO DE RELLENO EN LA CAVIDAD EN UN AREA MAYOR QUE EL MOLDE INFERIOR.
FUNDICION DE OBJETOS METALICOS.
(16/10/1997). Solicitante/s: COMALCO ALUMINIUM LIMITED. Inventor/es: PONTERI, JOSEPH, R., EADY, JOHN, ALAN, LEGGE, RODNEY, A., PROPOSCH, RODNEY, E.
LA INVENCION SE REFIERE A UN DISPOSITIVO DE MOLDE PARA EL MOLDEADO DE OBJETOS DE METAL. EL MOLDE COMPRENDE UNOS OBJETOS DE MOLDE DE UN MATERIAL GENERALMENTE TERMICAMENTE AISLANTE QUE DEFINEN UNA CAVIDAD DE MOLDEADO PARA RECIBIR EL METAL LIQUIDO A TRAVES DE AL MENOS UNA COMPUERTA DE ENTRADA. UN NUCLEO TERMICO DE UN MATERIAL DE ALTA CONDUCTIVIDAD TERMICA DE PONE EN CONTACTO CON UNA PARTE DE LA CAVIDAD DEL MOLDE A TRAVES DE LA CUAL PUEDE EXTRAERSE EL CALOR DE FORMA RAPIDA PARA ESTABLECER GRADIENTES TERMICOS POSITIVOS EN EL MOLDEADO Y DE ESTA FORMA PROMOVER UNA SOLIDIFICACION ADICIONAL. EL MOLDE POSEE TAMBIEN MEDIOS SELLADORES PARA SELLAR Y AISLAR EL MOLDE DE LA FUENTE DE METAL LIQUIDO PARA PERMITIR QUE EL MOLDE SEA SEPARADO DE LA ZONA DE MOLDEADO HASTA LA ZONA DE ENFRIAMIENTO ANTES DE QUE SE PRODUZCA CUALQUIER SOLIDIFICACION SUBSTANCIAL SUMINISTRANDO UN USO MAS EFICIENTE DE LA ZONA DE MOLDEADO. LA PATENTE TAMBIEN PRESENTA UN METODO PARA MOLDEAR USANDO LOS PRINCIPIOS QUE SE ENCUENTRAN DEFINIDOS EN EL MOLDE.
APARATO Y METODO PARA FUNDIR EN MOLDES DE GRAFITO.
(01/03/1997). Solicitante/s: AMSTED INDUSTRIES INCORPORATED. Inventor/es: PAWLIK, JOHN L.
EN LA SEMICAJA SUPERIOR DE UN MOLDE DE FUNDICION , SE DISPONEN SEGMENTOS DE RELLENO REFRACTARIOS ENTRE LUGARES DE ALIMENTACION ADYACENTES PARA DAR ENFRIAMIENTO MAS UNIFORME Y CONTROLADO DEL METAL LICUADO EN EL MOLDE PARA REDUCIR LA MICROPOROSIDAD EN EL PRODUCTO FUNDIDO.
PIEZA DE FUNDICION PROVISTA DE UNA PARTE DESFONDABLE.
(16/08/1992). Solicitante/s: PONT-A-MOUSSON S.A.. Inventor/es: HAUER, JEAN-CLAUDE, PERCEBOIS, ALAIN.
SE TRATA DE UNA PIEZA DE FUNDICION COMPORTANDO UN CUERPO TENIENDO UNA PARED PROVISTA DE AL MENOS UNA PASTILLA DESFONDABLE POR PERCUSION DE MANERA A PRACTICAR UNA APERTURA A TRAVES DE DICHA PARED EN EL LUGAR DE DICHA PASTILLA . LA PASTILLA ES SOLIDARIA DE UNA ZONA RESISTENTE DE LA PARED DEL CUERPO POR EL INTERMEDIARIO DE UNA ZONA FRANGIBLE RODEADA POR DICHA ZONA RESISTENTE , LA SECCION DE ESTA ZONA FRANGIBLE , RELACIONANDO LA PASTILLA A LA ZONA RESISTENTE Y REFERENTE A LA SECCION DE LA PASTILLA . LA PASTILLA ESTA POR OTRA PARTE ENTERAMENTE SITUADA AL EXTERIOR DEL ESPACIO DEFINIDO POR LOS DOS PLANOS P1 Y P2 ENTRE LOS CUALES SE INSCRIBE LA ZONA RESISTENTE.
(01/08/1987). Solicitante/s: I.T.W. DE FRANCE.
Molde para rejilla que imita una red tejida de hilos entrelazados del tipo que comprende una primera y una segunda semicoquillas, caracterizado porque la primera al menos de las semicoquillas presenta, dispuestas en una superficie (P') sensiblemente plana, una red de marcas alargadas distintas repartidas en dos familias (25a, 25b, 31, 32, 33) por lo menos, estando las marcas en cada familia dispuestas en alineación paralelas a una dirección dada (Dl, D2, D3), específica de la citada familia, a la cual las marcas mismas son paralelas, cada marca (251, 25b) de cada familia estando bordeada en cada extremo por una marca (25b, 25a) de otra familia al tiempo que ella misma separa dos marcas sucesivas de una alineación de otra familia (25b, 23, a).
APARATO SEMIAUTOMATICO PARA MOLDEO DE PLOMO Y METALES SIMILARES.
(16/02/1987). Solicitante/s: SANCHEZ ROMON,ENRIQUE FERNANDEZ NAVARRO,PEDRO.
Aparato semiautomático para moldeo de plomo y metales similares, caracterizado, por constar de un molde compuesto de dos piezas ensamblables entre si, mediante uno pivotes alojados en unos orificios coordinados, que disponen de un alojamiento para la pieza a moldear, teniendo ambas partes del molde sus extremos exteriores ligeramente matarlos y estando dotados en sus caras mayores exteriores de unos canales de corredera ligeramente convergente "S" de forma que en su extremo inferior, éstos canales, estan más cerca del lateral libre correspondiente.
PROCEDIMIENTO DE MOLDEO EN COQUILLA DE PIEZAS A BASE DE ALUMINIO.
(16/12/1983). Solicitante/s: ALUMINIUM PECHINEY.
PROCEDIMIENTO DE MOLDEO EN COQUILLA DE PIEZAS A BASE DE ALUMINIO, EN EL CUAL SE OPTIMIZA LA DURACION DE PERMANENCIA DEL METAL EN LA COQUILLA.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE FUNDE EL METAL Y A CONTINUACION SE CUELA EN LA COQUILLA DICHO METAL FUNDIDO; SEGUNDA, SE DEJA QUE EL CONJUNTO SE ENFRIE DE MANERA QUE SE PRODUZCA LA SOLIDIFICACION DEL METAL; Y POR ULTIMO, SE ABRE DICHA COQUILLA PARA SACAR LA PIEZA ASI MOLDEADA Y A CONTINUACION SE VUELVE A CERRAR CON VISTAS A UNA NUEVA OPERACION. LA DURACION DE PERMANENCIA DEL METAL EN LA COQUILLAMIDIENDO LA TEMPERATURA QUE TIENE DICHA COQUILLA EN EL MOMENTO EN QUE VA A COMENZAR LA COLADA Y ESTABLECIENDO LA COMPARACION EN UN CUADRO DE CORRELACION TEMPERATURA-TIEMPO PREESTABLECIDO.
PERFECCIONAMIENTOS EN MOLDES PERMANENTES (LINGOTERAS)PARA LA FABRICACION DE PIEZAS COLADAS A BASE DE UNA ALEACION DE METAL LIGERO.
(01/11/1981). Solicitante/s: EISENWERK BRUHL GMBH.
LINGOTERA PARA LA FABRICACION DE CULATAS DE CILINDROS DE MOTORES DE COMBUSTION INTERNA DE ALEACION DE METAL LIGERO. LA LINGOTERA COMPRENDE UNA ENVOLVENTE INTERIOR DE ACERO COLADO Y OTRA EXTERIOR DE FUNDICION GRIS. EN EL INTERIOR DE LAS PARTES DE ENVOLVENTE INTERIORES SE ENCUENTRAN LOS MACHOS QUE DAN LUGAR A LA CONFORMACION DE LA PIEZA COLADA POR FUERZA DE GRAVEDAD. EL BASTIDOR DE MOVIMIENTO POSEE RUEDAD APOYADAS EN CARRILES , PARA FACILITAR SU DESPLAZAMIENTO. TAMBIEN EXISTE UNA VIGA ELEVADORA CON EMPUJADORES QUE EXPULSAN LA PIEZA COLOCADA DE LA LINGOTERA. LA SUBDIVISION DE LA LINGOTERA EN DIRECCION DELEJE LONGITUDINAL EN PAREDES LATERALES PERMITE QUE LAS MISMAS SE DESPLACEN EN SENTIDO TRANSVERSAL RESPECTO AL EJE LONGITUDINAL POR LAS GUIAS DE DESLIZAMIENTO MEDIANTE LOS CILINDROS EMPUJADORES . PARA CONSEGUIR EL CORRECTO COLADO SE DISPONEN AISLAMIENTOS CONSISTENTES EN RECINTO HUECOS A LOS QUE LLEGAN CANALES DE INTRODUCCION DE AIRE Y CANALES DE EVACUACION DE AIRE.
METODO PARA HACER UN CATALIZADOR NODULARIZADOR.
(01/12/1977). Solicitante/s: FORD MOTOR COMPANY.
Resumen no disponible.
DISPOSITIVO ROMPEDOR DE TERRONES DE ARENA PROCEDENTE DE CAJAS O MOLDES PREVIAMENTE COLADOS.
(01/12/1976). Solicitante/s: URBAR INGENIEROS, S.A..
Resumen no disponible.
PROCEDIMIENTO DE COLADA EN COQUILLA DE METALES FUNDIDOS.
(16/05/1976). Solicitante/s: REGIE NATIONALE DES USINES RENAULT.
Resumen no disponible.
MOLDE DE FUNDICION CONTINUA DE METALES.
(16/01/1976). Solicitante/s: USS ENGINEERS AND CONSULTANTS INC..
Molde de fundición continua de metales, del tipo que comprende un forro interior de cobre conectado a nervaduras de las planchas de refuerzo mediante pernos que se extienden a través de las nervaduras y fijados a las planchas de refuerzo por medio de tuercas, caracterizado porque las tiras de acero inoxidable, dispuestas en canales verticales poco profundos del forro de cobre, se sueldan a dicho forro y los pernos son de acero inoxidable y están soldados a dichas tiras.
{kind=link}
{kind=link}
{kind=link}