CIP-2021 : B29C 33/00 : Moldes o núcleos; Detalles o accesorios para ellos.
CIP-2021 › B › B29 › B29C › B29C 33/00[m] › Moldes o núcleos; Detalles o accesorios para ellos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B29C 33/02 · con medios de calentamiento o enfriamiento incorporados.
B29C 33/04 · · utilizando líquido, gas o vapor de agua.
B29C 33/06 · · utilizando radiaciones.
B29C 33/08 · · Medios de calentamiento dieléctrico.
B29C 33/10 · con medios de ventilación incorporados.
B29C 33/12 · con medios incorporados para posicionar elementos insertos, p. ej. marcajes.
B29C 33/14 · · contra la pared del molde.
B29C 33/16 · · · utilizando medios magnéticos.
B29C 33/18 · · · utilizando el vacío.
B29C 33/20 · Apertura, cierre o apriete.
B29C 33/22 · · por movimiento rectilíneo.
B29C 33/24 · · · utilizando medios hidráulicos o neumáticos.
B29C 33/26 · · por movimiento de pivotamiento.
B29C 33/28 · · · utilizando medios hidráulicos o neumáticos.
B29C 33/30 · Montaje, cambio o centraje.
B29C 33/32 · · utilizando medios magnéticos.
B29C 33/34 · móviles, p. ej. hacia, o desde el puesto de moldeo.
B29C 33/36 · · con desplazamiento continuo.
B29C 33/38 · caracterizados por el material o el procedimiento de fabricación (B29C 33/44 tiene prioridad).
B29C 33/40 · · Materia plástica, p. ej. espumas o caucho.
B29C 33/42 · caracterizados por la forma de la superficie del moldeo, p. ej. de nervios o de ranuras.
B29C 33/44 · con medios para o especialmente concebidos para facilitar el desmoldeo de objetos, p. ej. de objetos con muescas o en sesgo.
B29C 33/46 · · utilizando presión de fluido.
B29C 33/48 · · con medios retráctiles o desmontables.
B29C 33/50 · · · elásticos.
B29C 33/52 · · solubles o fundibles.
B29C 33/54 · · hechos de material en polvo o granular.
B29C 33/56 · Revestimientos; Agentes de desmoldeo, de lubricación o de separación.
B29C 33/58 · · Aplicación de agentes de desmoldeo.
B29C 33/60 · · Agentes de desmoldeo, lubricación o separación.
B29C 33/62 · · · a base de polímeros o de oligómeros.
B29C 33/64 · · · · Silicona.
B29C 33/66 · · · · Celulosa; Sus derivados.
B29C 33/68 · · Hojas de desmoldeo.
B29C 33/70 · Mantenimiento.
B29C 33/72 · · Limpieza.
B29C 33/74 · · Reparación.
B29C 33/76 · Núcleos (B29C 33/02 - B29C 33/70 tienen prioridad).
CIP2021: Invenciones publicadas en esta sección.
METODO DE OBTENCIÓN DE UN BIOMODELO 3D POR MEDIO DE POLIMERIZACIÓN ÉSTER-SACÁRICA, DONDE DICHO BIOMODELO 3D LOGRA UNA RESISTENCIA MECANICA FRENTE A LA FLEXIÓN CERCANA A LA DEL HUESO HUMANO.
(09/07/2015). Solicitante/s: PONTIFICIA UNIVERSIDAD CATÓLICA DE CHILE. Inventor/es: RAMOS GREZ,Jorge, VARGAS DÍAZ,Alex Patricio, BÓRQUEZ HODGSON,Benjamín, VALENZUELA RAMÍREZ,Luis.
La presente invención considera un método de obtención de un biomodelo 3D por medio de polimerización éster-sacárida, donde dicho biomodelo 3D logra una resistencia mecánica frente a la flexión cercana a la del hueso humano. Los materiales y el curado utilizados en el método de obtención del biomodelo 3D permiten obtener un biomodelo 3D que presenta una resistencia mecánica frente a la flexión muy cercana (95 - 105%) a la del hueso porcino, que es de gran similitud al humano, y por tanto, permite su aplicación en una amplia variedad de condiciones tales como la fabricación de modelos óseos o fantomas óseos de alto realismo físico y geométrico, reemplazo de material óseo usado en instrumentos musicales a cuerda (selletas de puentes y cejuelas), o cualquier dispositivo mecánico que pueda poseer resistencia cercana o similar a la del hueso.
Dispositivo de campana de vacío.
(27/08/2014) Dispositivo de campana de vacío con una campana de vacío fabricada de un material plástico elástico para la cobertura impermeable al gas de la superficie de un substrato compuesto endurecible aplicado con la superficie inferior sobre un cuerpo de molde fijo durante la compresión causada mediante la presión de gas del substrato compuesto , donde en una zona periférica de la campana de vacío se configura una ranura de rotación , y al menos está previsto un enlace de comunicación de gas , mediante el cual se puede producir una depresión mediante un dispositivo de bombas en la ranura de rotación , caracterizado por el hecho de…
Procedimiento para la fabricación de componentes en una herramienta de moldeo estanca a la presión.
(30/07/2014) Procedimiento para fabricar componentes en una herramienta de moldeo estanca a la presión, donde la herramienta de moldeo se sella, donde a través del sellado de la herramienta de moldeo se aplica una presión diferencial, y donde una resina líquida se endurece en la herramienta de moldeo antes de que el componente fabricado de esta manera a partir de la resina se desmolde de la herramienta de moldeo , donde para sellar la herramienta de moldeo se introduce una masa selladora polimérica con capacidad de fluir en una zona de sellado de la herramienta de moldeo , entre dos superficies de sellado a sellar la una frente a la otra, y se fija allí proporcionando una…
Herramienta y procedimiento para la fabricación de piezas de moldeo de plástico de varias capas.
(02/07/2014) Herramienta para la fabricación de piezas de moldeo de plástico de varias capas con sustrato de plástico y pintura de recubrimiento formada por al menos dos mitades de herramienta y una cavidad, en la que se aloja el plástico, y un sistema de colada con un bebedero, caracterizada porque
a) una pieza de inserción de herramienta de separación intercambiable con una capa de separación permanente o semipermanente, o
b) una pieza de inserción de herramienta de separación intercambiable compuesta de un material que separa de modo permanente,
en donde la pieza de inserción de herramienta de separación forma la parte del sistema de alimentación adyacente a la cavidad para el barniz .
Equipo de conformado de piezas de tejidos secos con adhesivo incorporado.
(24/06/2014) Equipo de conformado de piezas de tejidos secos con adhesivo incorporado.
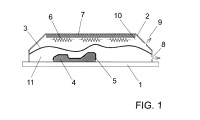
El equipo está previsto para fabricar piezas de fibra de carbono con tejidos secos que llevan incorporado adhesivo, basándose en que el tejido se dispone sobre un molde , siendo dicho tejido calentado para la activación del adhesivo, mediante una membrana flexible que recibe el calor de unas resistencias calefactoras , estando el molde con el tejido situado sobre un bastidor o placa de soporte y sobre éste un marco estanco en cuyo interior van dispuestos todos los elementos, estableciéndose dos cámaras , la primera con las resistencias calefactoras y un bloque de aislamiento térmico , y la cámara inferior con el molde y el tejido , estando ambas cámaras delimitadas por la membrana flexible como elemento de transmisión del calor y correspondiente…
EQUIPO DE CONFORMADO DE PIEZAS DE TEJIDOS SECOS CON ADHESIVO INCORPORADO.
(30/05/2014). Ver ilustración. Solicitante/s: INDUSTRIAS DELTAVIGO, S.L. Inventor/es: COMENDEIRO LINDIN,Jorge.
El equipo está previsto para fabricar piezas de fibra de carbono con tejidos secos que llevan incorporado adhesivo, basándose en que el tejido se dispone sobre un molde , siendo dicho tejido calentado para la activación del adhesivo, mediante una membrana flexible que recibe el calor de unas resistencias calefactoras , estando el molde con el tejido situado sobre un bastidor o placa de soporte y sobre éste un marco estanco en cuyo interior van dispuestos todos los elementos, estableciéndose dos cámaras , la primera con las resistencias calefactoras y un bloque de aislamiento térmico , y la cámara inferior 11) con el molde y el tejido , estando ambas cámaras delimitadas por la membrana flexible como elemento de transmisión del calor y correspondiente adaptación al tejido.
Molde de fundición por inyección y pieza fundida por inyección.
(21/05/2014) Molde de fundición por inyección para la fabricación de una pieza fundida por inyección , en particular para la fabricación de una tecla de mando de un aparato electrodoméstico, en el que el molde de fundición por inyección presenta un primer espacio hueco para una primera sección de la pieza fundida por inyección , un segundo espacio hueco para una segunda sección de la pieza fundida por inyección y una abertura para la inyección de plástico, en el que el primero y el segundo espacio hueco están en conexión de fluido entre sí al menos a lo largo de una sección de unión de forma lineal, en el que la primera sección es una pieza visible de la pieza fundida por inyección y la…
Herramienta de mandril de moldeo sin patrón.
(21/05/2014) Un método de fabricar una herramienta de mandril de moldeo, el método que comprende:
crear una estructura celular a partir de tableros base , que definen una matriz de células abiertas ;
llenar la estructura celular con un material similar a espuma;
mecanizar la espuma y la estructura celular para obtener una superficie mecanizada ; y
moldear y curar el material compuesto sobre la superficie mecanizada para formar una lámina frontal .
Herramienta y procedimiento para fabricar una herramienta, en particular para fabricar componentes reforzados con fibra.
(22/01/2014) Herramienta para fabricar componentes reforzados con fibra, que comprende una carcasa de herramienta con una cara superior para conformar el componente reforzado con fibra y con una cara inferior , caracterizada porque la carcasa de herramienta que está fabricada en un procedimiento de fundición, y que consiste en por lo menos dos segmentos está configurada de forma dimensionalmente estable, para lo cual la carcasa de herramienta presenta una estructura de nervaduras conformada en la cara inferior.
Procedimiento para fabricar un molde de vulcanización de neumático.
(07/05/2013) Un procedimiento para fabricar un molde de vulcanización de neumático, que comprendefabricar al menos parte de un elemento de molde (12k) para una parte de banda de rodadura del neumático de unmiembro sinterizado y un elemento de molde (13k) para las partes de acoplamiento (13a) del molde fuera de unmiembro que tiene menos poros que el miembro sinterizado o sin poros con el fin de proporcionar una distribuciónde densidades al molde,
en el que parte o la totalidad del molde de vulcanización de neumático se fabrica mediante un método desinterización de polvo en el que polvo sinterizable es calentado y sinterizado por medios de calentamiento localespara formar capas y se proporciona una distribución de densidades al cuerpo sinterizado,en el que el polvo se calienta y sinteriza aplicando un rayo láser y se…
Procedimiento para la fabricación de una pieza de cierre adhesivo de plástico así como dispositivo para la realización del procedimiento.
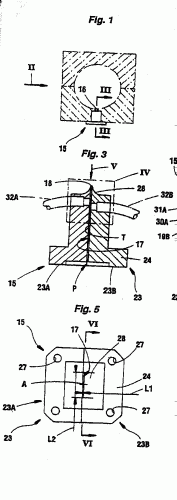
(29/04/2013) Procedimiento para la fabricación de una pieza de cierre adhesivo de plástico, que presenta una pieza de soporte , desde la que sobresalen una pluralidad de piezas de tallos , en cuyos extremos opuestos a la pieza de soporte está dispuesta en cada caso una pieza de cabeza , en el que para la formación de las piezas de tallos se emplea un útil de moldeo , que se extiende entre la pieza de soporte y las piezas de cabeza y que se retira después de la formación de las piezas de tallos en un proceso de desmoldeo, caracterizado porque las piezas de cabeza se configuran libres de útil de moldeo en virtud de la tensión superficial del material de plástico empleado.
Procedimiento para la fabricación de un cuerpo hueco con forma tubular, así como cuerpo hueco con forma tubular.
(01/04/2013) Procedimiento para la fabricación de un cuerpo hueco con forma tubular con al menos tres aberturas de tuboparcialmente o completamente compuestas de plástico, donde se fabrica un tubo sacatestigo perdido , quepresenta respectivamente en ambos extremos una abertura de conexión y a lo largo de su longitud almenos una abertura de acoplamiento , que el tubo sacatestigo se introduce en un espacio hueco demolde de un molde, donde se disponen respectivamente dos piezas de núcleo no perdidas con uno desus extremos de forma impermeabilizante en las aberturas de conexión , así como una parte denúcleo no perdida con un extremo de forma impermeabilizante en la abertura de acoplamiento , que seintroduce entonces en el espacio hueco del molde para el recubrimiento por extrusión del tubo…
(02/11/2012) 1. Molde de zapata caracterizado porque comprende una pared lateral que puede definir un perímetro cerrado en cuyo interior puede quedar alojada la base de un puntal , presentando la citada pared lateral una discontinuidad transversal que permite separar dos extremos laterales (5, 5') de la citada pared lateral para permitir el paso del puntal , estando la citada pared lateral configurada para confinar hormigón vertido en su interior para conformar una zapata en la cual puede quedar embebida la citada base del puntal .
2. Molde de zapata según reivindicación 1 caracterizado porque comprende medios de fijación que permiten fijar el molde a un suelo para impedir…
DISPOSITIVO DE REGULACIÓN DE LAS DEFORMACIONES DEL LECHO DE UN MOLDE DE GEOMETRÍA AERODINÁMICA Y MÉTODO DE MOLDEO CON DICHO DISPOSITIVO.
(02/10/2012) La invención describe un dispositivo de regulación que se adapta al perfil aerodinámico de un lecho de un molde de material compuesto compensando las desviaciones geométricas originadas en el lecho del molde. El dispositivo comprende unas costillas rigidizantas que se apoyan sobre la superficie del lecho del molde y que consta de unos actuadores que modifican la curvatura del lecho del molde.
Molde y método para el moldeo por transferencia de resina asistido por vacío.
(06/06/2012) Molde para el moldeo por transferencia de resina asistido por vacío de una estructura laminadareforzada con fibra, que comprende:
- al menos una primera parte de molde y una segunda parte de molde, definiendo laprimera parte de molde una impresión negativa de la estructura laminada, que es estructuralmenteestable y que forma un soporte para capas de refuerzo de fibra de la estructura laminada, y lasegunda parte de molde que puede conectarse a la primera parte de molde para cerrarel molde y que define junto con la primera parte de molde 10 un espacio encerrado que puedeevacuarse; en el que
- al menos un conducto de flujo para guiar un polímero líquido, conducto de flujo que se forma como un entrante …
MOLDE PARA LA ELABORACION DE AREOLAS MAMARIAS DE CERA ECOLOGICA DE ABEJA.
(28/03/2012) 1. Molde para la elaboración de areolas mamarias de cera ecológica de abeja, concretamente la denominada "cera de opérculo" filtrada, sin resto alguno de miel, caracterizado porque el molde -1- está constituido por dos semimoldes , correspondiente uno -2- a la parte convexa de la areola -9- y el otro -3- a la parte cóncava de la misma, encontrándose en las caras interiores coincidentes de ambos semimoldes -2- y -3- unos espacios -4- y -4a-, simétricos y coincidentes, que constituyen la abertura de la colada o entrada de la cera fundida, así como unos espacios, también simétricos y coincidentes -5- y -5a-, correspondientes al rebosadero del material sobrante del moldeo, disponiéndose en las mencionadas caras interiores una serie de tetones…
ÚTIL PARA LA FABRICACIÓN DE COMPONENTES DE AERODINOS Y AEROGENERADORES Y PROCESO DE FABRICACIÓN DE ESTOS COMPONENTES.
(27/03/2012) Útil para la fabricación de componentes de aerodinos y aerogeneradores y proceso de fabricación de estos componentes, comprendiendo el útil una bancada , sobre la cual va dispuesta en el borde superior de, al menos, uno de los laterales, al menos, una pieza rígida a modo de aleta, la cual va unida a la bancada a través de una bisagra elástica , pudiendo ser accionada en basculamiento entre una posición elevada de cierre y una posición bajada de apertura, para el moldeo y desmoldeo de los componentes a fabricar mediante la incorporación de capas de tiras de fibra sobre la superficie que determinan entre la bancada y la aleta o aletas .
Cuba para lavadora y método de fabricación de la misma.
(07/03/2012) Una cuba para una lavadora, comprendiendo la cuba una parte de la cuba posterior y una parte de la cuba anterior acoplada a una parte frontal de la parte de la cuba posterior, caracterizada porque la cuba comprende además una pluralidad de partes de refuerzo lineales formadas en una circunferencia exterior de la parte de la cuba anterior y posterior, en la que las partes de refuerzo lineales están separadas entre sí, y se extienden en una dirección paralela al eje de rotación de las partes de la cuba anterior y posterior.
MOLDE PARA CONFORMAR EL CABEZAL DE RECIPIENTES DE PLASTICO TUBULARES DEFORMABLES.
(01/02/2007) Molde para conformar la parte superior de recipientes de plástico tubulares deformables que comprende un cuerpo tubular y un cabezal de material de plástico unido a un extremo del cuerpo tubular , comprendiendo dicho molde: - una estampa que presenta una superficie exterior (11) dispuesta para acoplarse al cuerpo tubular como un ajuste duro, y una parte extrema que sobresale axialmente del extremo inferior de la superficie exterior cilíndrica (11), y - una matriz dispuesta de manera que forma, en combinación con la superficie inferior (13) de la estampa, una cavidad (F) para la conformación del cabezal del recipiente, presentando dicha matriz una superficie cóncava (32) dispuesta para recibir como un ajuste duro, mediante…
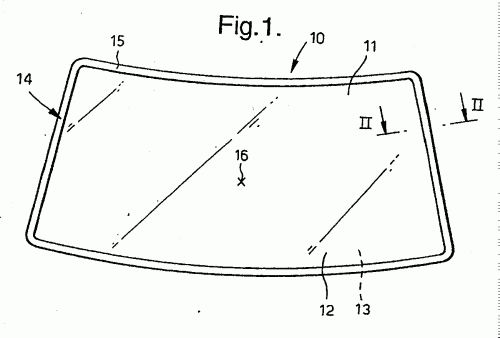
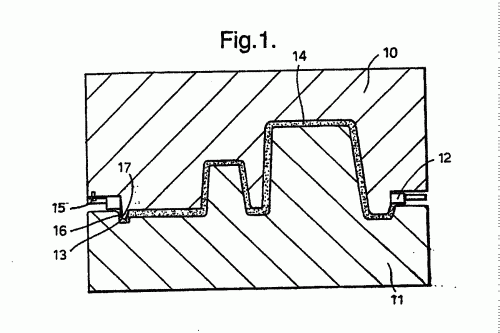
METODO DE FABRICACION DE PANELES DECORATIVOS.
(16/11/2006). Ver ilustración. Solicitante/s: GLASSLAM EUROPE LTD. Inventor/es: HOWES, STEPHEN, POPPLE, PHILIP.
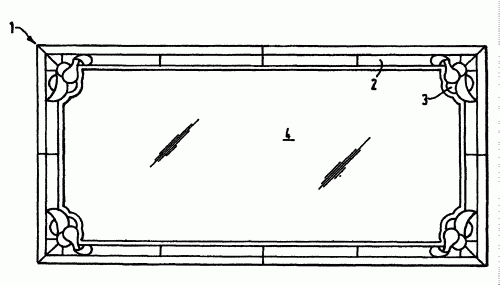
Un método de fabricación de una ventana o espejo con un patrón decorativo formado por resina líquida moldeada en una cavidad definida entre una lámina de cristal firme y un molde flexible con la forma y dimensiones para reproducir la forma y dimensiones del patrón deseado, teniendo el molde una protuberancia vertical colocada a lo largo de cada borde del molde flexible que, durante el moldeo de la resina líquida, coopera con la lámina de cristal para limitar la resina moldeada a la cavidad del molde, estando el método caracterizado por incluir el paso de aplicación a toda la lámina de cristal no cubierta por el molde flexible una cinta adherente que puede soltarse que se retira de la lámina de cristal después de moldear la resina líquida junto con la resina que se haya salido del molde durante el moldeo.
METODO PARA MODELADO DE OBJETOS TRIDIMENSIONALES Y PARA SIMULACION DE FLUJO DE FLUIDOS.
(01/12/2005) Un procedimiento para simular flujo de fluido dentro de un objeto tridimensional que consta de una primera y de una segunda superficie generalmente opuestas, que incluyen la concordancia de cada elemento (DF) de la mencionada primera superficie con un elemento (CE) de la mencionada segunda superficie entre los que puede estar definido un espesor razonable, en el cual los elementos concordantes de la mencionada primera superficie constituyen un primer juego de elementos concordantes y elementos concordantes de la mencionada segunda superficie constituyen un segundo juego de elementos concordantes que especifican…
PROCEDIMIENTO Y MOLDE PARA LA FABRICACION DE UN ARTICULO MOLDEADO, QUE COMPRENDE POR LO MENOS PIEL ALESTOMERICA DE POLIURETANO.
(16/07/2005) Un procedimiento para la fabricación de un artículo moldeado, el cual comprende por lo menos un poliuretano elastomérico , que muestra una parte frontal y una parte trasera, procedimiento éste, el cual comprende las etapas de: - proporcionar un molde con por lo menos una primera parte de molde , la cual comprende por lo menos dos secciones de molde mutuamente móviles , las cuales forman por lo menos una juntura ; - aplicar por lo menos una mezcla de poliuretano reactivo, a una superficie de la citada primera parte de molde , para moldear la citada primera piel con su parte frontal contra esta superficie de molde ; - retirar las secciones del molde mutuamente móviles (2 4), apartándolas…
MAQUINA PARA EL MOLDEO DE OBJETOS DE VIDRIO.
(16/04/2005). Ver ilustración. Solicitante/s: BOTTERO S.P.A.. Inventor/es: SESIA, CARLO, CARENINI, GIOVANNI, BORSARELLI, CLAUDIO G.
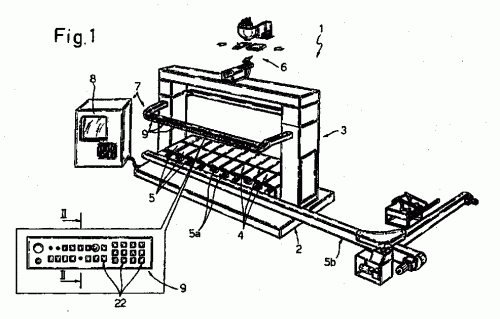
LA INVENCION SE REFIERE A UNA MAQUINA DE MOLDEO DE ARTICULOS DE VIDRIO QUE PRESENTA DIVERSAS SECCIONES DE MOLDEO Y QUE ESTA CONTROLADA POR UNA UNIDAD DE CONTROL QUE TIENE, PARA CADA SECCION DE MOLDEO , AL MENOS UN PANEL DE BOTONES PULSADORES , QUE A SU VEZ TIENE UN CIRCUITO IMPRESO QUE SOPORTA DIVERSOS COMPONENTES , DIVERSOS BOTONES PULSADORES Y, POR CADA BOTON PULSADOR , UN ELEMENTO INTERRUPTOR RESPECTIVO ASOCIADO CON EL CIRCUITO IMPRESO ; CADA PANEL DE BOTONES PULSADORES TIENE ASIMISMO UNA PRIMERA Y AL MENOS UNA SEGUNDA DISPOSITIVOS DE ESTANQUEIDAD SITUADOS EN CARAS OPUESTAS DEL CIRCUITO IMPRESO , PARA FORMAR AL MENOS UNA CAMARA ESTANCA , QUE ALBERGA EL CIRCUITO IMPRESO , LOS COMPONENTES RELACIONADOS Y LOS ELEMENTOS INTERRUPTORES ASOCIADOS CON EL CIRCUITO IMPRESO.
DISPOSITIVO PARA LA FABRICACION DE PIEZAS COMPUESTAS.
(16/10/2004) Dispositivo para la fabricación de piezas compuestas, comprendiendo una parte inferior del molde, que puede fijarse en un bastidor , en un primer portaherramientas , y al menos dos partes superiores del molde, que pueden unirse alternativamente con aquella, y que son móviles mediante un dispositivo elevador, pudiéndose enganchar las partes superiores del molde en un primer nivel de trabajo, alternativamente con un segundo portaherramientas , o con la parte inferior del molde, y pudiéndose transferir mediante el segundo portaherramientas a un segundo nivel de trabajo, dispuesto por encima del primer nivel de trabajo, y pudiendo intercambiarse una por otra en el segundo nivel de trabajo, caracterizado…
DISPOSITIVO PARA LA REALIZACION DE PLACAS DESTINADAS A UN PROCEDIMIENTO DE CREACION RAPIDA DE PROTOTIPOS, PROCEDIMIENTO DE MECANIZACION Y DE MONTAJE DE LAS CITADAS PLACAS Y PROTOTIPOS DE PIEZAS ASI OBTENIDOS.
(16/07/2004) Dispositivo para la realización de placas de metal, de material plástico o compuesto, metalo-plástico, que sean no limitativamente del tipo termofusibles, termoplásticas o termoendurecibles, destinadas más particularmente a ser mecanizadas por medio de un útil de mecanización en el marco de un procedimiento de formación de prototipos rápida, que consiste en un molde de placas integrado en la máquina de prototipo, siendo el citado molde apto para recibir un material que se adapta a la forma del molde tras haber sido sometido a un ciclo recalentamiento/enfriamiento por un medio de calentamiento/enfriamiento integrado en el cuerpo del molde, comprendiendo el citado molde esencialmente: - una…
VALVULA DE INYECCION PARA MOLDE DE LENTE OPTICA.
(16/05/2004). Ver ilustración. Solicitante/s: ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE. Inventor/es: HUARD, MARC, BESSIERE, BENO T, MASSAU, JOEL.
Válvula de inyección, para la alimentación de un molde con material de moldeo, que comprende un canal de inyección que se abre al exterior mediante una boca y que, distante de esa boca , presenta un orificio de entrada (19 A) para la llegada del material de moldeo y un tirador , montado en forma móvil en traslación en el canal de inyección , y bajo cuyo control se encuentra la boca del canal, caracterizada porque el canal de inyección presenta un orificio de salida (19B) para la evacuación del material de moldeo, y porque el tirador está equipado para poder en una determinada posición, impedir la inyección de material a través de la boca mientras permite la circulación de material en el interior del canal de inyección , entre los orificios de entrada (19A) y de salida (19B).
MOLDEADO DE UN PERFIL ELASTOMERICO DE UN CRISTA.
(01/05/2004). Ver ilustración. Solicitante/s: SOCIETA' ITALIANA VETRO - SIV - S.P.A.. Inventor/es: PAUDICE, CIRO, CALDERO, NICOLA.
Un molde para moldear un perfil elastomérico de acristalamiento in situ sobre una hoja de material de acristalamiento que tiene dos caras principales y una cara de borde periférico , teniendo el perfil una cara expuesta , donde el molde incluye un primer segmento de molde y al menos otro segmento de molde que son relativamente móviles a una posición en la que están en contacto íntimo entre sí, estando dispuesto al menos uno de los segmentos de molde de manera que reciba la hoja de material de acristalamiento, y definiendo los segmentos de molde junto con la hoja una cavidad de molde para moldear el perfil en una sola cara principal de la hoja, caracterizado porque la porción de la cavidad de molde que moldea la cara expuesta está formada totalmente por un solo segmento de molde.
MOLDE PARA UNA TAPA DE UN INSTRUMENTO DE ESCRITURA Y TAPA RESPECTIVA.
(01/04/2004) _ Un molde para una tapa de un instrumento de escritura, que incluye un molde hembra , sustancialmente cilíndrico, que tiene una porción (3a) de cabeza y adaptado para definir un cuerpo principal de la tapa que tiene un extremo (8a) de cabeza, un molde macho dispuesto coaxialmente dentro del molde hembra y destinado a formar una envuelta auxiliar de extremos ciegos dentro del cuerpo principal de la tapa para alojar de manera obturadora la punta del instrumento (P) de escritura, y un manguito interpuesto coaxialmente entre los moldes macho y hembra , formado para definir una pluralidad de canales axiales (13c) de ventilación que se extienden entre la envuelta auxiliar y el cuerpo principal y se abren en el extremo (8a) de cabeza de la tapa; caracterizado porque el molde…
MOLDE PARA MOLDEADO POR COMPRESION PARA MOLDEAR UN ELEMENTO DE CAUCHO.
(16/03/2004) Un molde para moldeado por compresión para moldear una lámina de caucho que tiene un grosor predeterminado en una serie de elementos de caucho , que esta formado por una parte superior y una parte inferior , en el cual al menos una de estas partes, es decir la parte superior o la parte inferior , dispone de una serie de cavidades con una forma que se corresponde con la de los elementos de caucho que han de ser moldeados mediante moldeado por compresión, y en el cual la distancia existente entre las porciones de la superficie opuestas distintas a las citadas cavidades de la citada parte superior del molde y de la citada parte inferior del molde en el momento del moldeado por compresión se determina en función…
MOLDE CON JUNTA Y METODO DE MOLDEO PARA COMPENSACION DE LA CONTRACCION DE CURADO.
(01/02/2004). Ver ilustración. Solicitante/s: INEOS ACRYLICS UK LIMITED. Inventor/es: ASHTON, DAVID, PIERS, OULD, WILLIAM, JOHN.
Un molde con compensación que comprende una primera parte formadora de la cara de anverso y una segunda parte formadora de la cara de reverso , estando separadas dichas partes primera y segunda por una junta de compensación exterior posicionada alrededor del borde del molde, caracterizado por la presencia de una junta interior de borde neta separada que comprende una junta resiliente alargada posicionada entre las partes del molde primera y segunda de tal manera que la junta de borde neta está en contacto íntimo con cada una de las partes primera y segunda del molde con lo que, durante su empleo, la junta de borde neta tiene una superficie externa posicionada cerca de un borde de una pieza moldeada formando con ello una barrera para el flujo de la composición curable fluida contenida dentro del molde alrededor de al menos una parte del borde del molde.
UTILIZACION DE UN MOLDE PARA PIEZAS FORMADAS DE ESPUMA.
(01/12/2003). Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: YATA, TATSUO , YOKOHAMA PLANT BRIDGESTONE CORP., HORIMATSU, TOSHIYUKI, YOKOHAMA PLANT BRIDGEST. COR, NABESHIMA, YOICHI, YOKOHAMA PLANT BRIDGESTONE CORP.
Se presenta un molde para artículos moldeados expandidos capaz de formar eficientemente productos de pequeño tamaño con un alto rendimiento, el molde incluye un molde inferior en forma de vaso y un molde superior que cubre el molde inferior. Se dispone una pared de división que sobresale de la superficie inferior del molde superior, y la pared de división divide el interior del molde en una serie de pequeñas cavidades (1a, 1b). Se define una separación (S) de aproximadamente entre 1 y 10 mm entre la pared de división y la base del molde inferior.
CURSOR DE CIERRE DE CREMALLERA Y MOLDE PARA FUNDIRLO EN MATRIZ.
(01/05/2003) EN UNA CORREDERA DE UN CIERRE DE CREMALLERA MOLDEADA MECANICAMENTE A PRESION QUE TIENE UNA LENGUETA DEFORMABLE PLASTICAMENTE ACOPLADA EN VOLADIZO A UNA OREJETA DE TRACCION SOBRE EL CUERPO DE LA CORREDERA , LA LENGUETA SOBRESALE DE UN EXTREMO SUPERIOR DE UN MONTANTE DE GUIA SOBRE UN ALA SUPERIOR HACIA UN EXTREMO POSTERIOR DEL ALA SUPERIOR Y TERMINA EN UNA PROYECCION FINAL DESCENDENTE SEPARADA DEL ALA SUPERIOR UNA DISTANCIA EN LA QUE QUEDA UNA SEPARACION A TRAVES DE LA CUAL SE ENSARTA UN ANILLO DE ACOPLAMIENTO DE UNA OREJETA DE TRACCION . LA LENGUETA TIENE A TRAVES DE SU BASE UN HUECO LONGITUDINAL…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}