CIP-2021 : B29C 45/00 : Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado;
Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
CIP-2021 › B › B29 › B29C › B29C 45/00[m] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 45/02 · Moldeo por transferencia, es decir, transfiriendo un volumen determinado de material de moldeo por un pistón desde una cavidad de carga a una cavidad de moldeo.
B29C 45/03 · Aparatos de moldeo por inyección (moldeo por transferencia B29C 45/02).
B29C 45/04 · · utilizando moldes móviles (B29C 45/08 tiene prioridad).
B29C 45/06 · · · montados en una mesa girable.
B29C 45/07 · · utilizando unidades de inyección móviles.
B29C 45/08 · · · que se mueven con el molde durante la operación de inyección.
B29C 45/10 · · utilizando moldes o unidades de inyección utilizables en diferentes disposiciones o combinaciones de unas respecto a otras.
B29C 45/12 · · utilizando dos o más moldes fijos, p. ej. en tándem.
B29C 45/13 · · utilizando dos o más unidades de inyección que cooperan con un solo molde.
B29C 45/14 · incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
B29C 45/16 · Fabricación de objetos multicapas o multicolores.
B29C 45/17 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 45/18 · · Alimentación del material dentro de los aparatos de moldeo por inyección.
B29C 45/20 · · Boquillas de inyección.
B29C 45/22 · · · Sistemas de boquillas de inyección múltiples.
B29C 45/23 · · · Equipos para parar la alimentación.
B29C 45/24 · · · Equipos de limpieza.
B29C 45/26 · · Moldes.
B29C 45/27 · · · Canales de inyección.
B29C 45/28 · · · · Dispositivos de cierre para ellos.
B29C 45/30 · · · · Medios para controlar la corriente de dispositivos en el canal de inyección, p. ej. construcción "torpedo".
B29C 45/32 · · · teniendo varias cavidades de moldeo espaciadas axialmente.
B29C 45/33 · · · teniendo elementos del molde móviles transversalmente, p. ej. radialmente.
B29C 45/34 · · · teniendo medios de ventilación.
B29C 45/36 · · · teniendo medios para colocar o centrar los núcleos.
B29C 45/37 · · · Paredes de la cavidad del molde.
B29C 45/38 · · Equipos de corte para levantar las entradas de inyección.
B29C 45/40 · · Desmoldeo o eyección de los objetos formados.
B29C 45/42 · · · utilizando entre los elementos del molde medios móviles desde el exterior del molde.
B29C 45/43 · · · utilizando fluidos bajo presión.
B29C 45/44 · · · de objetos con muescas o sesgados.
B29C 45/46 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde.
B29C 45/47 · · · utilizando tornillos (B29C 45/54 tiene prioridad).
B29C 45/48 · · · · Tornillo de plastificación y tornillo de inyección.
B29C 45/50 · · · · Tornillos móviles axialmente.
B29C 45/52 · · · · · Dispositivos antirretorno.
B29C 45/53 · · · utilizando pilones o pistones de inyección.
B29C 45/54 · · · · y tornillos de plastificación.
B29C 45/56 · · · utilizando elementos de moldes móviles durante o después de la inyección, p. ej. para el moldeo de inyección-compresión.
B29C 45/57 · · · ejerciendo una presión ulterior sobre el material para moldear.
B29C 45/58 · · · Detalles.
B29C 45/60 · · · · Tornillos.
B29C 45/62 · · · · Forros o cilindros de inyección.
B29C 45/63 · · · · Medios de ventilación o desgasificación.
B29C 45/64 · · Dispositivos de apertura, cierre o apriete de moldes.
B29C 45/66 · · · mecánicos.
B29C 45/67 · · · hidráulicos.
B29C 45/68 · · · hidromecánicos.
B29C 45/70 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde, combinada con dispositivos de apertura, cierre o apriete del molde.
B29C 45/72 · · Calentamiento o enfriamiento.
B29C 45/73 · · · del molde.
B29C 45/74 · · · de la unidad de inyección.
B29C 45/76 · · Medida, control o regulación.
B29C 45/77 · · · de la velocidad o presión de la materia a moldear.
B29C 45/78 · · · de la temperatura.
B29C 45/80 · · · de la posición relativa de las partes del molde.
B29C 45/82 · · · Circuitos hidráulicos.
B29C 45/83 · · Medios de lubricación.
B29C 45/84 · · Dispositivos de seguridad.
CIP2021: Invenciones publicadas en esta sección.
MATERIAL DE EFECTO DECORATIVO Y ALTA RESISTENCIA AL IMPACTO.
(01/07/1999). Solicitante/s: ASOCIACION CENTRO TECNOLOGICO GAIKER. Inventor/es: GONDRA ZUBIETA, LUIS.
MATERIAL DE EFECTO DECORATIVO Y ALTA RESISTENCIA AL IMPACTO.EL MATERIAL DESARROLLADO ESTA BASADO EN FORMULACIONES DE SMC (POLIESTER, VINILESTER O ACRILICO) MODIFICADOS CON CAUCHO TRITURADO A FIN DE PROPORCIONAR EFECTO GRANITO. ADEMAS, SE MEJORA SUSTANCIALMENTE LA RESISTENCIA AL IMPACTO RESPECTO AL SMC STANDARD, HASTA ALTOS REQUERIMIENTOS, DEBIDO A LA ADICION DE CAUCHO TRITURADO.
TANQUE DE COMBUSTIBLE Y PROCEDIMIENTO DE FABRICACION DE UN TANQUE DE COMBUSTIBLE.
(01/05/1999). Solicitante/s: SHELL INTERNATIONALE RESEARCH MAATSCHAPPIJ B.V.. Inventor/es: BARTON, ROGER, EDGAR, CHARLES, JORDAAN, JOHANNES, CLEMENS, MARIA.
TANQUE DE COMBUSTIBLE QUE SE PUEDE OBTENER MEDIANTE UN PROCEDIMIENTO QUE COMPRENDE EL MOLDEO POR INYECCION DE UNA COMPOSICION POLIMERICA, QUE CONTIENE UN COPOLIMERO LINEAL ALTERNADO DE MONOXIDO DE CARBONO Y UN COMPUESTO OLEFINICAMENTE INSATURADO, EN UNA O MAS PARTES DEL TANQUE Y UNIR DICHAS PARTES ENTRE SI. EN DICHO PROCEDIMIENTO, EL COPOLIMERO CONSISTE EN UNIDADES REPETITIVAS DE FORMULA ACCION ORIGINADA A PARTIR DE UN COMPUESTO OLEFINICAMENTE INSATURADO DE AL MENOS 3 ATOMOS DE CARBONO Y LA RELACION MOLAR ENTRE IDAD LIMITE, MEDIDO EN M CRESOL A 60 (GRADOS) C, COMPRENDIDO ENTRE 1,4 Y 2,0 DL/G.
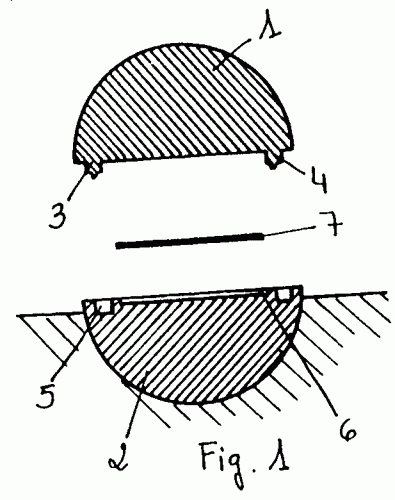
PERFECCIONAMIENTOS EN LA FABRICACION DE CANICAS.
(01/04/1999). Ver ilustración. Solicitante/s: PIERA BERMEJO, ANTONIO. Inventor/es: PIERA BERMEJO, ANTONIO.
UNOS PERFECCIONAMIENTOS EN LA FABRICACION DE CANICAS QUE CONSISTEN EN INYECTAR EN MATERIAL METACRILATO, POLICARBONATO, PET O MACRALON, TRANSPARENTE, DOS SEMIESFERAS QUE POSTERIORMENTE SE SUELDAN ENTRE SI, CON INTERPOSICION DE UNA LAMINA DE PVC IMPRESA EN OFSET O SERIGRAFIA POR UNA O DOS CARAS, MEDIANTE SOLDADURA POR ULTRASONIDOS, SIENDO DISTINTAS AMBAS SEMIESFERAS TODA VEZ QUE UNA DE ELLAS PRESENTA, EN SU CIRCULO ECUATORIAL EXTERNO, UN SALIENTE CIRCUNFERENCIAL, PROXIMO A SU PERIFERIA, CON SU ZONA EXTREMA REMATADA EN UNA FINA LINEA, MIENTRAS QUE LA ESFERA OPUESTA PRESENTA, EN UNA POSICION SIMETRICA A LA DE LA SEMIESFERA ANTERIOR, UN ENTRANTE DE MEDIDAS COMPLEMENTARIAS A LAS DEL SALIENTE CITADO.
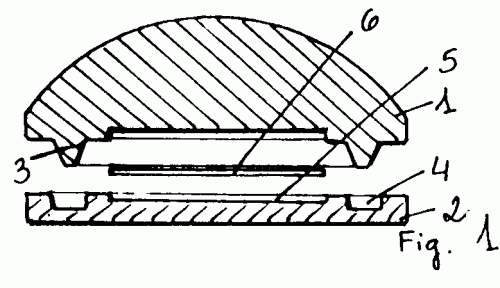
PERFECCIONAMIENTOS EN LA FABRICACION DE PIEZAS TRANSPARENTES DE MATERIAL PLASTICO CON DECORACION INTERNA INCORPORADA.
(01/04/1999). Ver ilustración. Solicitante/s: PIERA BERMEJO, ANTONIO.
UNOS PERFECCIONAMIENTOS EN LA FABRICACION DE PIEZAS TRANSPARENTES DE MATERIAL PLASTICO CON DECORACION INTERNA INCORPORADA, REALIZADAS EN POLICARBONATO, METACRILATO O PET, FABRICADAS POR INYECCION Y CONSTITUIDAS POR DOS SEMIPARTES TRANSPARENTES ENTRE LAS QUE SE INTRODUCE UNA LAMINA DECORADA POR UNA O DOS CARAS, PROCEDIENDOSE A CONTINUACION A FIJARLAS ENTRE SI MEDIANTE SOLDADURA POR ULTRASONIDOS, DISOLVENTE DEL MATERIAL PLASTICO BASE, COLA O PEGAMENTO; PARA ELLO UNA DE LAS SEMIPIEZAS PRESENTA EN SU BASE EN CONTACTO CON LA SEMIPIEZA OPUESTA UNA REGATA CIRCUNFERENCIAL, PROXIMA A LA PERIFERIA, EN LA QUE SE INTRODUCE EL DISOLVENTE CASO DE UTILIZARSE ESTE METODO, COMPLEMENTARIA CON UN SALIENTE DE MEDIDAS ALGO MENORES Y SITUADO EN IGUAL POSICION EN LA SEMIPIEZA OPUESTA, PUDIENDO ESTAS PIEZAS SER UTILES EN SI MISMAS O INCORPORARSELES OTROS ELEMENTOS (ZONAS ADHESIVAS O MAGNETICAS, PINCHOS DE FIJACION, UNIONES A OTROS DISPOSITIVOS...). TODO ELLO SIEMPRE DE ACUERDO CON LOS PRINCIPIOS DE LA INVENCION.
ARTICULO MOLDEADO POR INYECCION.
(01/03/1999) ESTA INVENCION SE REFIERE A UNA PIEZA EXTERIOR DE GRAN TAMAÑO PARA UN AUTOMOVIL, FORMADA POR MOLDEO DE INYECCION DE UN MATERIAL POLIMERO COMPRENDIENDO: (A) POLIPROPILENO EN LA PROPORCION ENTRE 50 A 70% EN PESO, EL PROPILENO CONTENIENDO ETILENO EN LA PROPORCION DE NO MAS DE 15% EN PESO CON RELACION AL POLIPROPILENO Y CON UN MFR (A 230 C) DE ENTRE 5 A 60 G/10 MIN.; (B) UNA GOMA DE COPOLIMERO ETILENO-PROPILENO POLIMERIZADA EN PRESENCIA DE UN CATALIZADOR DE VANADIO, EN PROPORCIONES DE 5 A 30% EN PESO, EL COPOLIMERO CONTENIENDO PROPILENO EN LA CANTIDAD DE 20 A 40% EN PESO, CON RELACION AL COPOLIMERO DE ETILENO-PROPILENO Y CON UNA VISCOSIDAD MOONEY ML SUB 1+4 (100 C) ENTRE 20 A 80; (C) UNA GOMA COPOLIMERO DE ETILENO-PROPILENO…
PROCESO DE EXTRUSION POR FUSION.
(16/02/1999). Solicitante/s: GENERAL ELECTRIC COMPANY. Inventor/es: MAHOOD, JAMES ALAN.
SE PRESENTAN PROCESOS DE EXTRUSION POR FUSION QUE UTILIZA UNA NUEVA COMPOSICION DE POLIOLEFINA ESTABILIZADA DE FOSFITO DE FENILO. LOS PROCESOS EXHIBEN NIVELES REDUCIDOS DE EMBALAJE DE PANTALLA QUE SE ENCLAVIJA DURANTE LOS PROCESOS DE EXTRUSION DE PELICULA Y FIBRA COMPARADO CON PROCESOS QUE UTILIZAN VARIOS OTROS FOSFITOS.
PIEZAS DE MOLDEO ALTAMENTE RESISTENTES AL CALOR.
(16/01/1999). Solicitante/s: HELLA KG HUECK & CO.. Inventor/es: HEGEMANN, KLAUS, SCHMITZ, KONRAD.
EL OBJETIVO DE LA INVENCION SON PARTES MOLDEADAS CARGABLES TERMICAMENTE DE FORMA ALTA DE LAMPARAS DE VEHICULOS O FAROS. LAS PARTES MOLDEADAS SE ELABORAN DE ACUERDO A LA INVENCION MEDIANTE MOLDEO DE INYECCION Y/O MOLDEO DE TRANSFERENCIA, DONDE EL COMPUESTO DE MOLDEADO ES UNA MEZCLA DE UN MATERIAL (A) DE RELLENO INORGANICO SOLIDO QUE ES LIQUIDO A LA TEMPERATURA DE MOLDEO Y SOLIDO A LA TEMPERATURA DE OPERACION, ASI COMO UN AGLOMERANTE (B) TERMOPLASTICO. SE TRATA DE UN CUERPO REFLECTOR HUECO PARA LAMPARA, ESPECIALMENTE LAMPARAS DE VEHICULOS Y FAROS, QUE PUEDE SER METALIZADO DIRECTAMENTE SIN QUE NINGUN RECUBRIMIENTO INTERMEDIO PUEDA SER ELABORADO ESPECIALMENTE MEDIANTE LA APLICACION DE ALTAS FUERZAS DE CORTE.
PROCEDIMIENTO Y APARATO PARA MOLDEO POR INYECCION CONJUNTA DE ARTICULOS DE CONFIGURACION COMPLEJA.
(01/01/1999). Solicitante/s: COMMER S.P.A.. Inventor/es: SIANO, DANTE, VECCHIARINO, LUIGI.
UN ARTICULO QUE TIENE UNA FORMA GEOMETRICA COMPLEJA SE OBTIENE MEDIANTE EL MOLDEO POR COINYECCION CONSECUTIVA DE UN PRIMER Y SEGUNDO MATERIAL SUSTANCIALMENTE SIN UNA PAUSA DE TIEMPO ENTRE LAS DOS INYECCIONES. LA PRESION, TEMPERATURA E INDICE DE FLUJO DE MASA SE CONTROLAN PARA OBTENER UNA DISTRIBUCION HOMOGENEA DE LOS DISTINTOS FLUJOS DEL MATERIAL INYECTADO Y PARA QUE SE ENCUENTREN EN UNA CONDICION FLUIDA Y SE FUNDAN ENTRE SI EN EL PUNTO DE ENCUENTRO.
PROCEDIMIENTO DE FABRICACION DE UN TUBO DE PLASTICO.
(16/12/1998). Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Inventor/es: KELLER, GERHARD.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN TUBO DE PLASTICO. EL CUERPO DEL TUBO TIENE UNA ABERTURA DE SALIDA MENOR EN DIAMETRO QUE EL PROPIO TUBO DEL CUERPO, ESTANDO PROVISTO CON UNA CAPERUZA QUE PUEDE SER COLOCADA SOBRE LA ABERTURA DE SALIDA PARA SU CIERRE. DE ACUERDO CON LA INVENCION EL CUERPO DEL TUBO Y LA CAPERUZA ESTAN CONECTADAS MEDIANTE UNA ARTICULACION Y ELABORADOS EN UNA ETAPA MEDIANTE MOLDEO DE INYECCION, SIENDO SOMETIDO EL CUERPO DEL TUBO A PROCESO POSTERIOR EN UNA SEGUNDA ETAPA PARA ALTERAR SU PERFIL.
PROCESO DE INYECCION-COMPRESION PARA FORMAR ARTICULOS DE FORMA COMPLEJA DE MATERIAL ELASTOMERICO.
(01/06/1998). Solicitante/s: RFT S.P.A.. Inventor/es: CARRARA, MAURO, CIOLFI, GIANGAETANO.
SE PRESENTA UN PROCESO DE INYECCION-COMPRESION PARA FORMAR ARTICULOS POLIMERIZABLES DE UN MATERIAL ELASTOMERICO, EL PROCESO INCLUYE: UNA ETAPA DE INYECCION EN LA QUE LA MITAD DEL FONDO DE UN MOLDE SE INYECTA MEDIANTE UNA BOQUILLA CON UNA CANTIDAD DE MATERIAL ELASTOMERICO FLUIDO DE UN VOLUMEN, A UNA PRESION DE INYECCION, MAYOR QUE LA DE LA ESTAMPACION, EL MATERIAL QUE SOBRA DEL VOLUMEN DE LA ESTAMPACION SE RECOGE FUERA DE LA ESTAMPACION, EN UN HUECO EN LA BOQUILLA DE INYECCION QUE COMUNICA CON LA ESTAMPACION; UNA ETAPA DE MOLDEADO EN LA QUE LA BOQUILLA SE REEMPLAZA DE FORMA ESTANCA POR UN ELEMENTO DE LA MISMA FORMA, PERO SIN EL HUECO PARA COMPRIMIR EL MATERIAL EN EXCESO AL INTERIOR DE LA ESTAMPACION HASTA QUE SE ENDUREZCA.
PROCEDIMIENTO PARA LA ELABORACION DE POLIMEROS ELABORABLES DE FORMA TERMOPLASTICA POR MEDIO DE TECNICA DE FUNDICION DE INYECCION.
(01/06/1998). Solicitante/s: HUBER & SUHNER AG. Inventor/es: AEPPLI, ETIENNE.
EN POLIMEROS CRISTALINOS LIQUIDOS SE DISPONE POR UNA PARTE DE CADENAS DE MOLECULAS RIGIDAS Y POR OTRA PARTE DE MODO AMPLIO DE SUSTANCIAS DE REFORZAMIENTO EN FORMA DE FIBRAS PRESENTES DE LA FORMA MAS AMPLIA POSIBLE EN DISPOSICION PARALELA CON RESPECTO A LA COSTURA DE FLUENCIA O DE ENLACE, CON LO CUAL FALLAN LAS PROPIEDADES FISICAS EN LA ZONA DE LA COSTURA DE FLUENCIA O ENLACE. ES OBJETIVO DE LA INVENCION CONSEGUIR UNA POSIBILIDAD, PARA IMPEDIR QUE PUEDAN GENERARSE DE FORMA PRINCIPAL LAS COSTURAS DE FLUENCIA O DE ENLACE. EL MATERIAL LICUADO SE APLICA POR ELLO ANTES DE LA ENTRADA EN EL MOLDE DE FUNDICION DE INYECCION CON UNA ENERGIA DE CORTE AL MENOS A TRAVES DE UNA PARTE DE LA LONGITUD DE LA PIEZA DE TRABAJO. ESTA ENERGIA DE CORTE SE GENERA POR MEDIO DE MOVIMIENTO RELATIVO ENTRE DOS SUPERFICIES DE LA PARTE DEL MOLDE.
FORMACION Y MONTAJE EN MOLDE DE UN CAPUCHON ACCIONADOR Y UNA BOQUILLAINSERTA.
(16/05/1998). Solicitante/s: S. C. JOHNSON & SON, INC.. Inventor/es: MUSIEL, D., JAMES, HADSELL, WILLIAM, C., OESTREICH, CRAIG, R.
SE PRESENTA UN MECANISMO DE MOLDEADO Y UN METODO PARA UTILIZAR ESE MECANISMO PARA FORMAR SIMULTANEAMENTE, MEDIANTE MOLDEADO A INYECCION, DOS PIEZAS MOLDEADAS DISEÑADAS PARA AJUSTAR ENTRE SI MEDIANTE INTERFERENCIA Y DESPUES, MIENTRAS LAS DOS PIEZAS MOLDEADAS ESTAN TODAVIA DENTRO DEL MECANISMO MOLDEADOR , REPOSICIONARLAS Y FIJARLAS ENTRE SI. LA ACCION RECIPROCA DE LAS PIEZAS MOVILES DEL MECANISMO DE MOLDEADO QUE REALIZA ESTE PROCESO PUEDE CONTROLARSE MEDIANTE UN MECANISMO DE LEVA TANTO DE DOS PIEZAS (14 Y 16) COMO DE UNA SOLA PIEZA . LAS DOS PIEZAS MOLDEADAS PUEDEN SER UN TAPON DE ACCIONAMIENTO Y UNA PIEZA DE INSERCION DE UNA BOQUILLA ROCIADORA.
METODO DE MOLDEO Y ARTICULO MOLDEADO PRODUCIDO POR DICHO METODO.
(16/03/1998). Solicitante/s: ROVER GROUP LIMITED. Inventor/es: EASTERLOW, RONALD, ARTHUR, SMITH, GORDON, FREDERICK.
EL METODO CONSISTE EN FORMAR UN MOLDE QUE TENGA AL MENOS DOS PARTES , COLOCAR EN EL MOLDE UNA PIEZA A REVESTIR CON PINTURA E INYECTAR ENTRE LA PIEZA Y UNA SUPERFICIE ADYACENTE DEL MOLDE UN MATERIAL FORMADO A PARTIR DE UNA PINTURA PLASTICA. EL METODO PUEDE CONSISTIR TAMBIEN EN ABRIR LIGERAMENTE EL MOLDE O DEJAR QUE EL MOLDE SE ABRA LIGERAMENTE PARA QUE QUEDE DEFINIDO UN HUECO ENTRE LA PIEZA Y LA SUPERFICIE ADYACENTE DEL MOLDE, INYECTANDOSE ENTONCES LA PINTURA EN EL HUECO PARA REVESTIR LA PIEZA. LA PINTURA SE INYECTA CON UNA MAQUINA QUE RECIBE GRANULOS DE LA PINTURA PARA FUNDIRLOS DE MODO QUE SE PUEDAN INYECTAR. UNA PIEZA MOLDEADA SEGUN TAL METODO PUEDE SER UN COMPONENTE DE UN VEHICULO DE MOTOR QUE SE REVISTE CON LA PINTURA EN EL MOLDE EN LUGAR DE TENER QUE PINTARLO POR GOTEO O PULVERIZACION COMO SE HACE NORMALMENTE.
UN PROCESO PARA CONTROL DE TEMPERATURA, POR EJEMPLO EN SISTEMA DE INYECCION PARA MATERIALES PLASTICOS, Y SISTEMA PARA EL MISMO.
(16/02/1998). Solicitante/s: PLASTHING ELETTRONICA S.N.C. DI MASSANO MODESTO E COMMISSO VINCENZO. Inventor/es: MASSANO, MODESTO, COMMISSO, VINCENZO.
UN METODO PARA CONTROLAR LA TEMPERATURA, POR EJEMPLO EN UN INYECTOR DE UN SISTEMA DE INYECCION DE TERMOPLASTICOS, QUE USA UN SISTEMA DE SERVOCONTROL EN CICLO CERRADO, EN EL QUE LA RESISTENCIA (R) DE CALENTAMIENTO ELECTRICO SE DESACTIVA PERIODICAMENTE DURANTE CORTOS PERIODOS DE TIEMPO (VC, VR), PARA EXTRAPOLAR LA TEMPERATURA REAL (TPL) DE LOS PLASTICOS (P) EN EL INYECTOR, Y CONTROLARLA CON TANTA PRECISION COMO SE PUEDA, Y RESTABLECER LOS PARAMETROS DEL SISTEMA DE SERVOCONTROL EN CICLO CERRADO.
PROCEDIMIENTO PARA FUNDICION DE INYECCION DE PARTES MOLDEADAS DE PLASTICO.
(16/02/1998) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA FUNDICION DE INYECCION DE OBJETOS DE PLASTICO, DONDE EL PLASTICO SE PLASTIFICA EN UN AGREGADO DE INYECCION ASI COMO PLASTIFICADOR, Y SE INYECTA LA COLADA DE PLASTICO EN LA CAVIDAD DE UNA HERRAMIENTA DE FUNDICION DE INYECCION. DE ACUERDO CON LA INVENCION SE UTILIZA EL PLASTICO ANTES DE LA INYECCION EN LA CAVIDAD CON LACA; SIN QUE SEA NECESARIO NINGUN RECUBRIMIENTO DEL MATERIAL DE PLASTICO CON LACA, SINO DE FORMA ESPECIAL UNA MEZCLA DE LA LACA CON EL PLASTICO. LA MEZCLA DEL PLASTICO Y LA LACA PUEDE CONSEGUIRSE ANTES DEL PROCESO DE PLASTIFICACION. LA LACA ES SOLIDA O LIQUIDA. EL PLASTICO PUEDE SER AÑADIDO CON ELLO ESPECIALMENTE ANTES DE LA FUNDICION Y MEZCLARSE CON EL GRANULADO…
PRODUCTO DE MOLDEO POR INYECCION MEJORADO Y METODO.
(01/02/1998). Solicitante/s: MCNEIL-PPC, INC.. Inventor/es: BABINSKI, CARL P.
UN METODO DE HACER UN COMPONENTE ALARGADO PARA UN TAMPON APLICADOR QUE INCLUYE EL USO DE UN MOLDE DE INYECCION QUE TIENE UNA CAVIDAD DE MOLDE ALARGADA QUE CORRESPONDE A LA FORMA DESEADA DEL COMPONENTE. EL MOLDE DE INYECCION TIENE UN CANAL DE FLUJO FUNDIDO DEFINIDO EN EL, EL CUAL SE EXTIENDE EN LA DIRECCION ALARGADA Y TIENE UN ESPESOR EL CUAL ES MAYOR QUE EL ESPESOR DE LA PORCION ADYACENTE DE LA CAVIDAD DEL MOLDE. EL METODO INCLUYE ADEMAS LOS PASOS DE INYECTAR UN MATERIAL LIQUIDO SOLIDIFICABLE EN LA CAVIDAD ALARGADA DEL MOLDE Y RETIRAR EL COMPONENTE FORMADO DEL MOLDE PARA INYECCION UNA VEZ QUE EL MATERIAL HAYA SOLIDIFICADO. EL CANAL DE FLUJO FUNDIDO HABILITA AL COMPONENTE PARA SER FORMADO CON PAREDES MAS FINAS, Y CON MATERIAL LIQUIDO MAS VISCOSO DE LO QUE HASTA ANTES DE ESTO ERA POSIBLE. LA INVENCION TAMBIEN ABARCA LA JUNTA DE MOLDEO Y EL COMPONENTE EN SI MISMO.
CAMARA DE EXPANSION Y/O GOTEO CON FILTRO INTEGRAL Y METODO DE FABRICACION DE UNA CAMARA TAL.
(16/12/1997). Solicitante/s: GAMBRO DIALYSATOREN GMBH & CO. KG. Inventor/es: RAABE, HERBERT, RECKTENWALD, GOTTFRIED.
CAMARA DE GOTEO Y/O CAMARA DE EXPANSION QUE COMPRENDE UN ALOJAMIENTO CON UNA PARTE SUPERIOR Y UNA PARTE INFERIOR, ESTANDO DOTADA CADA UNA CON UNA O MAS ENTRADAS Y/O SALIDAS , Y AL MENOS UN FILTRO DISPUESTO ENTRE DICHAS PARTES. LA CAMARA DE ACUERDO CON LA INVENCION SE CARACTERIZA PORQUE AL MENOS UN FILTRO TAL ESTA INTEGRALMENTE FORMADO CON UNA DE DICHAS PARTES (2 Y/O 6). LA INVENCION TAMBIEN COMPRENDE UN METODO DE MANUFACTURAR UNA CAMARA DEL TIPO ANTERIORMENTE MENCIONADO. EL METODO SE CARACTERIZA PORQUE AL MENOS LA PARTE QUE INCLUYE EL FILTRO SE MOLDEA POR INYECCION, POR LO CUAL EL FILTRO SE OBTIENE POR EL USO DE UN NUCLEO EL CUAL CREA SIMULTANEAMENTE UNA ENTRADA PARA, O UNA SALIDA DE, EL FILTRO.
ACTUADOR PARA UN RECIPIENTE DE AEROSOL.
(01/11/1997) UN ACCIONADOR PARA UN RECEPTACULO DE AEROSOL, QUE COMPRENDE UN CUERPO QUE FORMA UN ORIFICIO DE ADMISION, UNA SUPERFICIE SUPERIOR QUE DEFINE UNA MULTITUD DE RANURAS DE DESCARGA , Y UNA MULTITUD DE CONDUCTOS DE PASO EN EL CUERPO PARA DIRIGIR EL FLUIDO DESDE EL ORIFICIO DE ADMISION A LAS RANURAS DE DESCARGA. CADA UNO DE LOS CONDUCTOS DE PASO DEL CUERPO TIENE FORMA DE BOLSA, QUE INCLUYEN UNAS PORCIONES SUPERIOR (22A) E INFERIOR (22B) MAS ESTRECHAS Y UNA PORCION INTERMEDIA MAS ANCHA (22C). CUANDO SE UTILIZA EL ACCIONADOR PARA SUMINISTRAR ESPUMA DEL RECEPTACULO DE AEROSOL, ESTA FORMA DE LOS CONDUCTOS DE PASO DEL CUERPO PRESENTA…
PROCEDIMIENTO PARA LA ELABORACION DE PARTES FORRADAS PLANAS BAJO UTILIZACION DE PIEZAS PREMOLDEADAS EN BRUTO EN FORMA DE REJILLA.
(16/09/1997) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE PARTES DE MOLDE FORRADAS, COMO REVESTIMIENTOS INTERIORES DE AUTOMOVILES O SIMILARES, SIENDO PARTES DE FORMA ESTABLE, EN LAS QUE SE HA PREVISTO UNA PARTE SOPORTE CON UN FORRADO DE LA SUPERFICIE Y DONDE PRIMERO SE HA FABRICADO UNA PIEZA PREMOLDEADA EN BRUTO NO SUPERFICIALMENTE IGUAL, CON EL MISMO VOLUMEN DE LA PARTE SOPORTE, PERO CON RELACION AL MOLDEADO FINAL. ESTA PIEZA PREMOLDEADA EN BRUTO SE UNE A CONTINUACION BAJO APROVECHAMIENTO DE SU CALOR DE FABRICACION, QUE SE ENCUENTRA EN SU INTERIOR, POR MEDIO DE EFECTO DE PRESIONADO CON EL FORRO A TRAVES DE ESTAMPADO POSTERIOR CON EL MATERIAL SINTETICO TERMOPLASTICO DE LA PARTE SOPORTE, OBTENIENDOSE POR MEDIO DE UN PROCESO PREVIO DE FLUIDIFICACION DEL MATERIAL SU FORMA…
FUNDICION INYECTADA DE OBJETOS DE MATERIAL PLASTICO CON NERVADURAS HUECAS.
(16/08/1997) SE DESCRIBE UN PROCESO Y APARATO PARA MOLDEO POR INYECCION Y UN ARTICULO DE PLASTICO CON UNA PORCION SALIENTE QUE SE FORMAN UTILIZANDO UNA CAVIDAD DE DERRAMAMIENTO . EL PROCESO INCLUYE LOS PASOS DE INYECCION SECUENCIAL DE PLASTICO FLUIDO Y GAS EN UNA CAVIDAD PATRON QUE TIENE UN ESPACIO QUE DEFINE POR LO MENOS UNA PORCION DE LA PARED DEL ARTICULO Y UN CANAL QUE DEFINE UNA PORCION SALIENTE DEL ARTICULO. SE INYECTA INICIALMENTE UNA CANTIDAD DE PLASTICO FLUIDO PARA RELLENAR SUSTANCIALMENTE LA CAVIDAD PATRON. UNA CARGA DE GAS PRESURIZADO SE INYECTA ENTONCES EN EL CANAL DE LA CAVIDAD PATRON PARA DESPLAZAR UNA PORCION DEL PLASTICO TODAVIA…
ARTICULOS MULTICAPA MOLDEADOS Y PROCESO DE PRODUCCION DE LOS MISMOS.
(16/08/1997). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: MATSUMOTO, MASAHITO, USUI, NOBUHIRO, HARADA, HIROYUKI, HIGASHI, KENICHI.
UN ARTICULO MULTICAPA MOLDEADO COMPRENDE UNA PELICULA Y UN SUBSTRATO QUE CONSISTE EN UNA COMPOSICION DE RESINA DE POLIPROPILENO, QUE TIENE UNA RELACION DE CRISTALIZACION DE 45 SEGUNDOS O MENOS, ESTANDO DICHA PELICULA INTEGRAMENTE ADHERIDA AL SUBSTRATO. DICHO ARTICULO MULTICAPA MOLDEADO SE PUEDE PRODUCIR ALIMENTANDO ENTRE UN PAR DE MOLDES SUPERIOR E INFERIOR, UN MATERIAL DE REVESTIMIENTO Y UNA COMPOSICION DE RESINA DE POLIPROPILENO FUNDIDA QUE TIENE UNA RELACION DE CRISTALIZACION DE 45 SEGUNDOS O MENOS, MOLDEANDO LA COMPOSICION DE RESINA DE POLIPROPILENO FUNDIDA EN LOS MOLDES, CON ADHERENCIA SIMULTANEA DEL MATERIAL DE REVESTIMIENTO A LA SUPERFICIE DE LA COMPOSICION DE RESINA MOLDEADA Y ENFRIANDO DESPUES DICHA COMPOSICION PARA SOLIDIFICARLA. DICHO ARTICULO MOLDEADO MULTICAPA, TIENE UN GRADO DE DEFORMACION PEQUEÑO, SIN PERJUDICAR EL TACTO SUAVE DEL MATERIAL DE REVESTIMIENTO.
PROCESO PARA FUNDICION INYECTADA DE OBJETOS DE AL MENOS DOS PARTES.
(01/05/1997) EN UN PROCESO PARA FUNDICION INYECTADA DE OBJETOS COMPUESTOS AL MENOS DE DOS PARTES DE FORMA INDEPENDIENTE, DESMONTABLE, PERO UNIDOS UNO CON OTRO DE MODO QUE PERMITAN UN MOVIMIENTO DE GIRO, EN DONDE LAS PARTES FABRICADAS AL MENOS DE FORMA PARCIAL SON INYECTADAS EN UNA ESCOTADURA DE FORMA O AL MENOS PARCIALMENTE INYECTADAS ANTERIORMENTE CON UNA DE LAS PARTE FABRICADAS, SE DISPONE DE UN ELEMENTO CILINDRICO APROXIMADAMENTE Y HUECO SEGUN LA PARTE CON MOVIMIENTO GIRATORIO DONDE EN EL PROCESO DE FABRICACION PRIMERAMENTE SE DISPONE DE UNA ZONA DE UNION PARA PROCEDER DE FORMA SIGUIENTE A SU FABRICACION, QUE ACTO SEGUIDO ES CERCADO DE UN MOLDE PARA LA PIEZA SUBSIGUIENTE, Y EN DONDE LA FABRICACION DE ESTA PIEZA SE OBTIENE MEDIANTE LA INYECCION EXTERIOR O DEL ESPACIO EXTERIOR DE UN NUCLEO DESPLAZABLE,…
PROCESO PARA LA FABRICACION DE PANELES DE GUARNICION PARA VEHICULOS DE MOTOR.
(16/03/1997). Solicitante/s: COMMER S.P.A.. Inventor/es: VECCHIARINO, LUIGI.
LOS PANELES PARA EL INTERIOR DE VEHICULOS DE MOTOR SE FABRICAN A BASE DE PRODUCIR, EN PRIMER LUGAR, MEDIANTE UN MOLDEO POR INYECCION, UN PANEL QUE PRESENTE PORCIONES AUSENTES CON UNA AREA Y FORMA PREDETERMINADAS, CONSISTIENDO DICHO MOLDEO EN LA INYECCION SIMULTANEA DE UNA CAPA DE REVESTIMIENTO SUPERFICIAL Y DE UNA CAPA DE SOPORTE INTERNA, Y DE PRODUCIR POR SEPARADO UNA PLURALIDAD DE PORCIONES DE PANEL (8') QUE TENGAN UN AREA Y UNA FORMA QUE CORRESPONDAN SUSTANCIALMENTE A LAS DE LAS PORCIONES AUSENTES Y EN FIJAR DICHAS PORCIONES PRODUCIDAS POR SEPARADO (8') A DICHOS PANELES.
PROCEDIMIENTO PARA LA FABRICACION DE UN PRODUCTO A BASE DE POR LO MENOS UNA RESINA TERMOPLASTICA, MAQUINA PARA LA REALIZACION DE ESTE PROCEDIMIENTO Y PRODUCTO SEMIELABORADO OBTENIDO POR EL MISMO.
(16/03/1997) PROCEDIMIENTO PARA LA FABRICACION DE UN PRODUCTO A BASE DE POR LO MENOS UNA RESINA TERMOPLASTICA, MAQUINA PARA LA REALIZACION DE ESTE PROCEDIMIENTO Y PRODUCTO SEMIELABORADO OBTENIDO POR EL MISMO. EL PROCEDIMIENTO CONSISTE EN PREPARAR EL PRODUCTO NO TERMOPLASTICO MEZCLARLO CON UNA RESINA TERMOPLASTICA E INYECTAR O EXTRUSIONAR LA MEZCLA Y SE CARACTERIZA PORQUE EL PRODUCTO NO TERMOPLASTICO ES UN SUBPRODUCTO AGRICOLA LEÑOSO Y LA FASE DE PREPARACION CONSISTE EN LA TRITURACION Y EL SECADO DEL CITADO SUBPRODUCTO CON UNA GRANULOMETRIA COMPRENDIDA ENTRE 0,1 MM Y 6 MM Y UNA PROPORCION RESPECTO AL PRODUCTO TOTAL COMPRENDIDA ENTRE UN 35 POR CIENTO Y UN 95 POR CIENTO. LA MAQUINA COMPRENDE UNA CAMARA DE COMPRESION PARA COMPRIMIR LA MEZCLA EN EL MOLDE O PARA SU EXTRUSION A TRAVES DE UNA HILERA Y SE CARACTERIZA PORQUE LA RELACION LONGITUD/DIAMETRO DE LA CITADA…
CIERRE DE UN ENVASE PARA UN PRODUCTO FLUIDO.
(16/02/1997). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: MOCK, ELMAR.
EL CIERRE, SEGUN LA INVENCION, DISPONE PARA LA SEGURIDAD ADICIONAL DE SU NUEVO ESTADO DE UNA LINEA TEORICA DE ROTURA , QUE SE EXTIENDE PERIMETRALMENTE AL MENOS PARCIALMENTE POR LA ABERTURA DEL ENVASE, UNIENDO LA ABERTURA DE VERTIDO CON EL CIERRE . CON EL FIN DE QUE ESTA LINEA TEORICA DE ROTURA ESTE PROTEGIDA CONTRA DAÑOS, Y EN LO POSIBLE PUEDA SER RASGADA TAN SOLO DEBIDO A UN ESFUERZO, QUE ESTA DIRIGIDO EN LA MISMA DIRECCION QUE EL ESFUERZO QUE SE NECESITA PARA ABRIR EL CIERRE, SE HA CUBIERTO LA LINEA DE ROTURA POR LA PARTE EXTERIOR DEL CIERRE CON UNA ZONA DE PROTECCION/APOYO , Y TAMBIEN PUEDE SER APOYADA POR LA PARTE INTERIOR DEL CIERRE POR ZONAS DE PROTECCION , EN EL QUE LA PARTE DE LA LINEA DE ROTURA CONSTA DE UN MATERIAL (A) Y LAS ZONAS DE PROTECCION/ APOYO Y LAS ZONAS DE APOYO DE OTRO MATERIAL (B).
PROCEDIMIENTO PARA LA FUNDICION INYECTADA DE ARTICULOS DE MATERIAL PLASTICO EMPLEANDO UNA UNIDAD DE COMPRESION DE FLUIDO Y SISTEMA PARA LA REALIZACION DEL MISMO.
(01/02/1997) METODO Y SISTEMA PARA EL MOLDEO POR INYECCION DE ARTICULOS DE PLASTICO. EL APARATO INCLUYE UNA TOBERA DE INYECCION DE RESINA, UN MOLDE QUE TIENE UNA ABERTURA DE INYECCION Y UNA CAVIDAD DE MOLDE PARA RECIBIR RESINA FUNDIDA DESDE LA TOBERA. LA UNIDAD DE COMPRESION DE GAS (37') INCLUYE UN COMPRESOR QUE PRESURIZA UNA PRIMERA CARGA DE GAS A UN AJUSTE DE PRESION DE UN PRESOSTATO . EL COLECTOR DE GAS ALMACENA LA PRIMERA CARGA DE GAS PRESURIZADO A UN NIVEL DE PRESION DENTRO DE UN MARGEN PREDETERMINADO DE PRESION. UNA VALVULA REDUCTORA DE PRESION DE FLUIDO PRIMERA REDUCE LA PRESION DEL GAS AL ESTAR COMUNICADA DESDE EL COLECTOR DE FLUIDO A UN ORIFICIO EN EL MOLDE A UN NIVEL ACEPTABLE…
PROCEDIMIENTO Y MAQUINA PARA LA PRODUCCION DE UN OBJETO ENSAMBLADO.
(01/12/1996) LA INVENCION DESCRIBE UN PROCEDIMIENTO PARA LA FABRICACION DE UN OBJETO ENSAMBLADO PENSADO PARA EL ENSAMBLAJE REPETIDO Y DESENSAMBLAJE, POR EJ., UNA TUBERIA CON UNA TAPA A JUEGO , Y UNA MAQUINA PARA LA EJECUCION DE ESTE PROCEDIMIENTO. DE ACUERDO CON LA INVENCION LA TUBERIA Y LA TAPA SON FUNDIDAS EN EL MISMO MOLDE Y EYECTADAS SIMULTANEAMENTE Y ENSAMBLADAS EN LA POSICION EXACTA QUE TIENEN QUE TENER CUANDO SE UTILIZAN. ESTO SE PUEDE HACER APROPIADAMENTE AL FUNDIR PRIMERO LA PARTE , QUE SE SITUA MAS EXTERIORMENTE EN LA SUPERFICIE LIMITROFE. CUANDO SE HA CONSEGUIDO SU FORMA FINAL, SIRVE COMO UN MOLDE INDEPENDIENTE CUANDO SE PRODUCE LA OTRA PARTE . LA PRIMERA PARTE FUNDIDA CONTRIBUYE ASI A LA FIJACION DEL…
CIERRE DE UN ENVASE PARA UN PRODUCTO FLUIDO.
(16/10/1996). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: MOCK, ELMAR.
EL CIERRE, SEGUN LA INVENCION, PRESENTA UNA BISAGRA QUE UNE LA ABERTURA DE VERTIDO Y EL CIERRE DE FORMA ARTICULADA ENTRE SI. LA BISAGRA SE COMPONE AL MENOS DE UN APOYO Y UNA PARTE DE LA BISAGRA ARTICULADA EN EL APOYO. EL CIERRE SE OBTIENE POR MEDIO DE UN PROCEDIMIENTO DE FUNDICION INYECTADA DE VARIAS MATERIAS, DE TAL MODO, QUE LAS PARTES DE LOS APOYOS SON DE UN MATERIAL Y LAS PARTES DE LA BISAGRA DE OTRO MATERIAL. DEBIDO A LA BUENA ADAPTACION DE ESTAS MATERIAS FUNDIDAS ENTRE SI, LOS PARES DE SUPERFICIES DE APOYO SON TAMBIEN ESTANCOS, DE FORMA QUE LA BISAGRA PUEDE ASUMIR UNA PARTE DE LA FUNCION DE LA ESTANQUEIDAD ENTRE ABERTURA DE VERTIDO Y CIERRE.
PROCEDIMIENTO DE FABRICACION DE UN MATERIAL ECOLOGICO Y RECICLABLE PARA LA CONSTRUCCION DE OBJETOS MOLDEADOS DIVERSOS Y UN MATERIAL ASI OBTENIDO.
(16/07/1996). Solicitante/s: ENVAS VEC-D'OR, S.L. Inventor/es: PICO ORO, EUSEBIO.
PROCEDIMIENTO PARA LA FABRICACION DE UN MATERIAL ECOLOGICO Y RECICLABLE PARA LA CONSTRUCCION DE OBJETOS DIVERSOS MOLDEADOS Y MATERIAL ASI OBTENIDO. EL PROCESO COMPRENDE LA MOLTURACION DE LA CORTEZA DE FRUTOS SECOS, PREFERENTEMENTE CASCARA DE ALMENDRA, HASTA GRANULOMETRIAS ESPECIFICAS, DEL ORDEN DE 0,1 MILIMETRO A 1 MILIMETRO, Y SU MEZCLA CON ACIDO ESTEARICO O PARAFINA Y DERIVADOS DE LOS TERMOPLASTICOS, RESULTANDO UN MATERIAL SUSCEPTIBLE DE MOLDEO POR COMPRESION O INYECCION. APLICACION A LA OBTENCION DE OBJETOS DIVERSOS, PREFERENTEMENTE OBJETOS DE USO TEMPORAL, DE NATURALEZA ECOLOGICA Y SUSCEPTIBLE DE RECICLADO.
PROCESO Y HERRAMIENTA PARA LA PRODUCCION DE UN CERROJO DE CREMALLERA.
(16/05/1996). Solicitante/s: MAYERHOFER, FRIEDRICH. Inventor/es: MAYERHOFER, FRIEDRICH.
UN CERROJO DE CREMALLERA CON LENGUETA DE TRACCION PUEDE SER PRODUCIDO EN UN UNICO PROCESO DE INYECCION. PARA ELLO, SE MODELA LA APERTURA BAJO LAS ABRAZADERAS DEL DISPOSITIVO FIJADOR DE LA LENGUETA DE TRACCION , MEDIANTE CUATRO NUCLEOS DE MOLDE MOVILES . LOS CUATRO NUCLEOS DE MOLDE SE INTRODUCEN EN EL MOLDE JUSTO ANTES DE LA INYECCION, Y PARA LA EXTRACCION DEL CERROJO TERMINADO, SE VUELVEN A SACAR DEL MOLDE. DE IGUAL MODO, TAMBIEN ES POSIBLE PREVER UNA LEVA DE BLOQUEO QUE EN ESTADO DE REPOSO ESTA SITUADA EN EL INTERSTICIO ENTRE DOS CERROJOS DE CREMALLERA Y BLOQUEA EL MOVIMIENTO DEL CERROJO. AL TIRAR DE LA LENGUETA DE TRACCION LA LEVA DE BLOQUEO SE PUEDE EXTRAER LA LEVA DE BLOQUEO Y LIBERAR EL MOVIMIENTO DEL CERROJO.
METODO Y APARATO PARA OBTENER UN CONO DE ALTAVOZ Y EL CONJUNTO CIRCUNDANTE.
(01/05/1996) LA INVENCION SE REFIERE A UN METODO PARA OBTENER UN CONO DE ALTAVOZ Y EL CONJUNTO CIRCUNDANTE QUE COMPRENDE LA FIJACION AL MENOS DEL BORDE MARGINAL EXTERIOR DE UN CONO EN UN MOLDE QUE TIENE UNA CAVIDAD QUE DEFINE UN CONTORNO Y LA INYECCION DE UN MATERIAL ELASTOMERICO EN EL INTERIOR DE LA CAVIDAD A TRAVES DE UN ORIFICIO ANULAR QUE SE EXTIENDE DE FORMA PRACTICAMENTE CONTINUA ALREDEDOR DE DICHO BORDE EXTERIOR MARGINAL PARA FORMAR UN CONTORNO UNIDO AL BORDE MARGINAL EXTERIOR DEL CONO. PREFERIBLEMENTE, EL METODO COMPRENDE EL PASO DE ALIMENTAR EL MATERIAL ELASTOMERICO AL ORIFICIO ANULAR A TRAVES DE UNA CAMARA DE ALIMENTACION ANULAR QUE SE EXTIENDE ALREDEDOR DE LA CAVIDAD DEL MOLDE. EL ORIFICIO ANULAR PUEDE SER ESTRECHO EN SU ANCHURA EN COMPARACION CON EL GROSOR DEL CONTORNO Y EL METODO PUEDE COMPRENDER EL PASO DE SEPARAR EL CONTORNO…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PIEZAS MOLDEADAS DE MATERIAL PLASTICO CON ESPESOR DE PAREDES REDUCIDO POR ZONAS.
(16/03/1996). Solicitante/s: GAO GESELLSCHAFT FUR AUTOMATION UND ORGANISATION MBH. Inventor/es: HAGHIRI-TEHRANI, YAHYA, BARAK, RENEE-LUCIA, BAADER, HELMUT, DR.
EL PROCESO DE ACUERDO CON LA INVENCION PARA LA FABRICACION DE TARJETAS DE PLASTICO LIGERAS Y PIEZAS EN BRUTO PARA TARJETAS DE PLASTICO CON ZONAS DE PARED DE ESPESOR NOTABLEMENTE REDUCIDO, PREVE INYECTAR EL MATERIAL DE PLASTICO PRIMERAMENTE EN UNA CAVIDAD DE MOLDEO INICIAL QUE NO TIENE ZONAS DE PARED DE ESPESOR REDUCIDO. A CONTINUACION SE REDUCE LA DISTANCIA ENTRE CIERTAS REGIONES DE PARED DE LA CAVIDAD DE MOLDEO INICIAL HASTA LA DIMENSION EXIGIDA CON DESPLAZAMIENTO DEL MATERIAL PLASTICO A LAS ZONAS VECINAS DE LA CAVIDAD DE MOLDEO.
{kind=link}
{kind=link}