CIP-2021 : B29C 45/00 : Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado;
Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
CIP-2021 › B › B29 › B29C › B29C 45/00[m] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 45/02 · Moldeo por transferencia, es decir, transfiriendo un volumen determinado de material de moldeo por un pistón desde una cavidad de carga a una cavidad de moldeo.
B29C 45/03 · Aparatos de moldeo por inyección (moldeo por transferencia B29C 45/02).
B29C 45/04 · · utilizando moldes móviles (B29C 45/08 tiene prioridad).
B29C 45/06 · · · montados en una mesa girable.
B29C 45/07 · · utilizando unidades de inyección móviles.
B29C 45/08 · · · que se mueven con el molde durante la operación de inyección.
B29C 45/10 · · utilizando moldes o unidades de inyección utilizables en diferentes disposiciones o combinaciones de unas respecto a otras.
B29C 45/12 · · utilizando dos o más moldes fijos, p. ej. en tándem.
B29C 45/13 · · utilizando dos o más unidades de inyección que cooperan con un solo molde.
B29C 45/14 · incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
B29C 45/16 · Fabricación de objetos multicapas o multicolores.
B29C 45/17 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 45/18 · · Alimentación del material dentro de los aparatos de moldeo por inyección.
B29C 45/20 · · Boquillas de inyección.
B29C 45/22 · · · Sistemas de boquillas de inyección múltiples.
B29C 45/23 · · · Equipos para parar la alimentación.
B29C 45/24 · · · Equipos de limpieza.
B29C 45/26 · · Moldes.
B29C 45/27 · · · Canales de inyección.
B29C 45/28 · · · · Dispositivos de cierre para ellos.
B29C 45/30 · · · · Medios para controlar la corriente de dispositivos en el canal de inyección, p. ej. construcción "torpedo".
B29C 45/32 · · · teniendo varias cavidades de moldeo espaciadas axialmente.
B29C 45/33 · · · teniendo elementos del molde móviles transversalmente, p. ej. radialmente.
B29C 45/34 · · · teniendo medios de ventilación.
B29C 45/36 · · · teniendo medios para colocar o centrar los núcleos.
B29C 45/37 · · · Paredes de la cavidad del molde.
B29C 45/38 · · Equipos de corte para levantar las entradas de inyección.
B29C 45/40 · · Desmoldeo o eyección de los objetos formados.
B29C 45/42 · · · utilizando entre los elementos del molde medios móviles desde el exterior del molde.
B29C 45/43 · · · utilizando fluidos bajo presión.
B29C 45/44 · · · de objetos con muescas o sesgados.
B29C 45/46 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde.
B29C 45/47 · · · utilizando tornillos (B29C 45/54 tiene prioridad).
B29C 45/48 · · · · Tornillo de plastificación y tornillo de inyección.
B29C 45/50 · · · · Tornillos móviles axialmente.
B29C 45/52 · · · · · Dispositivos antirretorno.
B29C 45/53 · · · utilizando pilones o pistones de inyección.
B29C 45/54 · · · · y tornillos de plastificación.
B29C 45/56 · · · utilizando elementos de moldes móviles durante o después de la inyección, p. ej. para el moldeo de inyección-compresión.
B29C 45/57 · · · ejerciendo una presión ulterior sobre el material para moldear.
B29C 45/58 · · · Detalles.
B29C 45/60 · · · · Tornillos.
B29C 45/62 · · · · Forros o cilindros de inyección.
B29C 45/63 · · · · Medios de ventilación o desgasificación.
B29C 45/64 · · Dispositivos de apertura, cierre o apriete de moldes.
B29C 45/66 · · · mecánicos.
B29C 45/67 · · · hidráulicos.
B29C 45/68 · · · hidromecánicos.
B29C 45/70 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde, combinada con dispositivos de apertura, cierre o apriete del molde.
B29C 45/72 · · Calentamiento o enfriamiento.
B29C 45/73 · · · del molde.
B29C 45/74 · · · de la unidad de inyección.
B29C 45/76 · · Medida, control o regulación.
B29C 45/77 · · · de la velocidad o presión de la materia a moldear.
B29C 45/78 · · · de la temperatura.
B29C 45/80 · · · de la posición relativa de las partes del molde.
B29C 45/82 · · · Circuitos hidráulicos.
B29C 45/83 · · Medios de lubricación.
B29C 45/84 · · Dispositivos de seguridad.
CIP2021: Invenciones publicadas en esta sección.
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés
ambiental mejorada.
(15/07/2020). Solicitante/s: VIVA HEALTHCARE PACKAGING LIMITED. Inventor/es: JACOBS, IAN ORDE MICHAEL.
Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > 10 dg/min, en donde el MFI se mide de acuerdo con ASTM D 1238, 2,16 kg; 190°C; y que comprende al menos un polímero en el que dicho polímero incluye un polipropileno que tiene una tacticidad variable dentro de su estructura en la que el homopolímero o copolímero de polipropileno que tiene una tacticidad variable tiene una tacticidad que varía dentro del intervalo de entre 25 y 60% de la concentración de pentad [mmmm] debido a la distribución estadística de errores estereoscópicos en las cadenas de polímeros.
PDF original: ES-2816699_T3.pdf
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental.
(08/07/2020). Solicitante/s: VIVA HEALTHCARE PACKAGING LIMITED. Inventor/es: JACOBS, IAN ORDE MICHAEL.
Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo menos un polímero y (b) por lo menos un polímero compatible con alto flujo de fusión que tiene un MFI de más de 300 g/10min, en donde el artículo de paredes delgadas flexible es un tubo; en donde
el MFI se mide de acuerdo con ASTM D 1238, 2,16 kg; 230º C; en donde
el componente (a) está presente en una cantidad del 40 al 99,9 por ciento en peso de la mezcla en base al peso de total de (a) y (b) forma la fase continua o co-continua de la mezcla; en donde
el componente (a) es por lo menos un copolímero de α-olefina o homopolímero de polipropileno isostático, sindiotáctico o atáctico; y en donde
el componente (b) es homo etileno, propileno o buteno o copolímero o terpolímero de α-olefina.
PDF original: ES-2813401_T3.pdf
Un método de fabricación de un sistema de apertura para un recipiente.
(13/05/2020) Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior y un interior , y una zona de la tira dispuesta en el material de envasado y que se configura para abrirse al abrir el recipiente, comprendiendo el método
moldear un elemento de apertura moldeado por inyección
presionar un material a partir del que se va a formar el elemento de apertura de modo que dicho material se propague desde el interior del material de envasado hacia el exterior del mismo, a través de la zona de la tira, al mismo tiempo que se ha dispuesto un elemento de soporte en el exterior del material de envasado…
Composiciones de polietileno, procesos y cierres.
(15/04/2020) Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende:
del 10 al 70 % en peso de un primer copolímero de etileno que tiene un índice de fusión I2 (medido conforme a la norma ASTM D1238; 190 °C, 2,16 kg), de menos de 0,4 g/10min; una distribución del peso molecular Mw/Mn, de menos de 2,7; y una densidad de 0,920 a 0,955 g/cm3; y
del 90 al 30 % en peso de un segundo copolímero de etileno que tiene un índice de fusión I2 (medido conforme a la norma ASTM D1238; 190 °C, 2,16 kg), de 250 a 20.000 g/10min; una distribución del peso molecular Mw/Mn, de menos de 2,7; y una densidad superior a la densidad de dicho primer copolímero de etileno, pero inferior a 0,965 g/cm3;
en el que la densidad de dicho segundo copolímero de etileno es menos de…
Aditivo para prevenir la separación de fases de aditivo de perfil bajo en composiciones de poliéster termoendurecido insaturado.
(08/04/2020) Una composición de moldeo de resina insaturada que comprende
(a) un aditivo para evitar la separación de fases;
(b) un polímero polimerizado por adición (D) para perfil bajo caracterizado por tener un peso molecular promedio en número superior a 50.000 g/mol y por existir como una fase dispersa en dicha composición, seleccionándose dicho polímero (D) del grupo que consiste en poliestireno, copolímero de estireno-(éster (met)acrílico), copolímero en bloque de estireno-(dieno conjugado), copolímero en bloque de estireno hidrogenado-(dieno conjugado) y un polímero de (met)acrilato que no contiene estireno;
(c) una resina insaturada copolimerizable…
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión.
(08/04/2020). Solicitante/s: GOTTLIEB BINDER GMBH & CO. KG. Inventor/es: POULAKIS, KONSTANTINOS.
Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción con elementos de agarre o enclavamiento que forman un componente de un sujetador de gancho y bucle se fabrica al menos parcialmente de al menos un material plástico y se coloca en un molde de inyección como inserto, colocando al menos un material plástico adicional en dicho molde de inyección en una segunda etapa usando un proceso de retromoldeo a una presión predefinible y una temperatura predefinible para formar un cuerpo principal de tal manera que el otro material plástico respectivo forma al menos parcialmente una masa fundida combinada con el al menos un material plástico de la parte de sujeción , y, después de que dicha masa fundida se haya enfriado, la parte de sujeción está conectada de manera que une el material al cuerpo principal para formar el elemento de conexión como un componente completo de una pieza.
PDF original: ES-2799181_T3.pdf
Manija flexible con superficie parcialmente texturada.
(08/04/2020). Solicitante/s: Eaton Intelligent Power Limited. Inventor/es: GILL,DAVID KEITH.
Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo:
un elemento tubular formado en un material flexible, presentando:
(a) un extremo abierto para recibir allí el mango de herramienta;
(b) un extremo cerrado distal con respecto al extremo abierto;
caracterizada por el hecho de que
(c) al menos una parte de su periferia exterior está configurada para presentar sobre la misma de modo integral un motivo que comprende una pluralidad de superficies elevadas distanciadas que tienen
su superficie texturada; y, una pluralidad de espacios intermedios entre dichas partes elevadas y no texturadas;
en la cual el área de cada una de las superficies elevadas está comprendida en la gama entre el 100 y 200 porciento de los espacios intermedios entre las superficies elevadas y está elevada en una cantidad comprendida en la gama entre 0,5 mm y 2 mm.
PDF original: ES-2788024_T3.pdf
Método para fabricar un elemento de conexión.
(08/04/2020) Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos de agarre y/o acoplamiento que forman un componente de un cierre de gancho y bucle se fabrica en una primera etapa y se coloca en un molde de inyección como inserto , formándose un elemento de soporte en dicho molde de inyección por medio de un material plástico espumado en una segunda etapa, conectándose dicho elemento de soporte al inserto para formar el elemento de conexión , caracterizado por que el molde de inyección comprende secciones de molde móviles , que delimitan una cavidad de molde , por que los canales de aire que conducen a la cavidad se forman en la sección del molde opuesta a la sección del molde que comprende un canal , y por…
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente.
(08/04/2020) Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente de elemento duro a partir de un plástico termoplástico, así como con un componente de elemento blando a partir de un material de elastómero, donde el componente de elemento blando está fabricado a partir de un material de elastómero curable por UV, en particular un componente de elastómero de silicona, que está conectado al componente de elemento duro hecho de plástico termoplástico, donde el elemento de moldeo por inyección multicomponente está configurado como un elemento de válvula para usarse en componentes de sistema de infusión médicos, y donde el elemento de válvula está provisto de un cuerpo de carcasa dimensionalmente estable hecho de un plástico termoplástico, y provisto de un componente de…
Unión estabilizadora y procedimiento de fabricación para la misma.
(01/04/2020) Unión estabilizadora formada mediante moldeo por inyección utilizando una resina que contiene fibras de refuerzo, que comprende una barra de soporte para conectar dos alojamientos ,
en la que la barra de soporte comprende una placa de ala superior , una placa de ala de fondo ,
una placa de soporte central , y una pluralidad de nervios (154A - 154F),
la placa de ala superior , la placa de ala de fondo y la placa de soporte central se extienden con respecto a una dirección longitudinal de la barra de soporte , y la placa de soporte central conecta la placa de ala superior y la placa de ala de fondo , conformando una forma de I en una sección transversal perpendicular a la dirección longitudinal,
la pluralidad de nervios (154A - 154F) están formados de…
Molde para fabricar un panel polimérico de ventana de avión.
(11/03/2020). Solicitante/s: PPG INDUSTRIES OHIO, INC.. Inventor/es: GOODWIN, GEORGE B., MCCARTHY,DENNIS P, SHEARER,JOHN D. M.
Un molde para moldear un panel polimérico de ventana de avión , que comprende:
una primera mitad de molde , que comprende una primera superficie de molde ; y
una segunda mitad de molde , que comprende una segunda superficie de molde ,
en donde la primera superficie de molde y/o la segunda superficie de molde tienen una forma que se ajusta a una forma final para superficies principales opuestas de un panel de ventana de avión , caracterizado por que hay situado un revestimiento de vidrio de manera retirable sobre la primera superficie de molde y/o la segunda superficie de molde.
PDF original: ES-2784913_T3.pdf
Método y sistema para moldeo por compresión de piezas termoplásticas reforzadas con fibra.
(05/02/2020) Un método de moldeo por compresión de una pieza termoplástica reforzada con fibra alargada, que comprende:
la consolidación previa de una cantidad de escamas de resina termoplástica reforzada con fibra en una barra, en la que la consolidación previa de la cantidad de escamas de resina termoplástica reforzada con fibra incluye:
colocar la cantidad de escamas de resina termoplástica reforzada con fibra en una cámara tubular, en el que dichas escamas de resina tienen una forma generalmente ovalada;
calentar uno o más calentadores de banda envueltos sobre la cámara tubular de modo que las escamas de resina termoplástica reforzada con fibra alcancen la temperatura de fusión de una resina en las escamas de resina termoplástica reforzada con fibra,
compactar las escamas de resina termoplástica…
Disco mecanizable por CAD/CAM para la fabricación de núcleos de incrustación con fibras.
(29/01/2020). Solicitante/s: Société de Recherches Techniques Dentaires - RTD. Inventor/es: CHU, MANH-QUYNH, REYNAUD, PIERRE-LUC, RAJON,CYRIL, GONZALEZ,MÉLISSA.
Preforma para una máquina de mecanizado CAD/CAM que presenta una cara superior y una cara inferior y que comprende al menos un alvéolo relleno de un material compuesto destinado a ser mecanizado por CAD/CAM, comprendiendo dicho material al menos un 80 %, preferentemente al menos un 90 %, ventajosamente un 100 % de fibras largas unidireccionales embebidas en una matriz polimérica reticulada , estando las fibras situadas verticalmente en la matriz con respecto a las caras superior e inferior del soporte.
PDF original: ES-2770751_T3.pdf
Composición de copolímero de propileno con propiedades mecánicas a largo plazo mejoradas.
(08/01/2020). Solicitante/s: BOREALIS AG. Inventor/es: GAHLEITNER, MARKUS, LESKINEN, PAULI, BRAUN,JULIANE, BORAGNO,LUCA, LILJA,JOHANNA, WANG,JINGBO.
Copolímeros aleatorios de propileno-etileno, que tienen:
(i) un caudal de fluidez MFR2 (de acuerdo con ISO 1133, 230 ºC, 2,16 kg) dentro del intervalo de 50 a 120 g/10 minutos,
(ii) un contenido total de comonómero de etileno de un 3,0 a un 9,0 % en moles
(iii) un contenido de fase cristalina-gamma ortorrómbica 100.Kγ de un 20 % a menos de un 45 %, tal y como viene determinado por difracción de rayos-X de ángulo amplio (WAXS) sobre muestras de ensayo moldeadas por inyección de 60x60x2 mm3, como se describe en la parte experimental,
y que comprende:
de un 0,0001 a un 1,0 % en peso, basado en el peso total del copolímero aleatorio de propileno-etileno, de un agente polimérico de α-nucleación (pNA).
PDF original: ES-2772677_T3.pdf
Método de fabricación de un cuerpo principal de sillín de bicicleta.
(08/01/2020) Un método para fabricar un cuerpo principal de un sillín de bicicleta, que se caracteriza por que comprende las etapas de:
a) unir una capa de cobertura a una pared interna de una cavidad de molde de un molde de formación por succión al vacío de manera que la capa de cobertura tenga un área principal unido a la pared interna de la cavidad del molde y un área circunferencial ubicada alrededor del área principal ;
b) disponer un material base en la cavidad del molde del molde de formación ;
c) disponer una capa de conexión sobre el material base;
d) calentar el molde de formación para formar el material base en un elastómero de manera que el área principal…
Procedimiento para producir un producto moldeado por inyección, producto moldeado por inyección correspondiente y uso de fibras de cáscara de girasol especialmente preparadas como aditivo.
(20/11/2019). Solicitante/s: SPC Sunflower Plastic Compound GmbH. Inventor/es: MEYER, ULRICH, MEYER,SEBASTIAN, TRUMME,REINHARD.
Procedimiento para producir un producto moldeado por inyección que comprende las siguientes etapas:
(a) procesamiento de cáscaras de girasol en fibras de cáscara de girasol a una temperatura máxima TPFmax inferior a 200 °C,
(b) producción de un material compuesto moldeable por inyección mezclando las fibras de cáscara de girasol producidas en la etapa (a) con un material plástico a una temperatura máxima T PCmax inferior a 200°C,
(c) moldeo por inyección a máquina del material compuesto moldeable por inyección producido en un molde de inyección, de modo que resulte un material compuesto moldeado, en el que el material compuesto introducido en el molde de inyección tiene una temperatura TIM superior a 200 °C en al menos una sección del molde de inyección,
(d) desmoldeo del material compuesto moldeado para dar como resultado el producto moldeado por inyección.
PDF original: ES-2770316_T3.pdf
Proceso para la producción de artículos plásticos moldeados con paredes reforzadas con inyección de termoplásticos espumados.
(30/10/2019). Ver ilustración. Solicitante/s: Craemer GmbH. Inventor/es: SOSA BRAVO,Sergio.
La presente invención se refiere a un proceso híbrido para producir artículos de plástico moldeados reforzando sus paredes a través de la inyección de termoplástico espumado, incrementando el espesor de su pared en zonas previamente determinadas para mejorar sus características mecánicas. De conformidad con la invención elproceso híbrido contempla reforzar zonas previamente definidas deartículos de plástico formados mediante cualquiera de los procesos ya conocidos, tales como: inyección; extrusión; extrusión-soplado; inyección-soplado; termoformado; rotomoldeo o la combinaciónde los mismos, y la posterior inyección de un material termoplástico espumable para rellenar las zonas prediseñadas de refuerzo.
PDF original: ES-2769588_T3.pdf
Reciclaje de las pinturas en polvo termoendurecibles mediante moldeo por inyección con un material termoplástico.
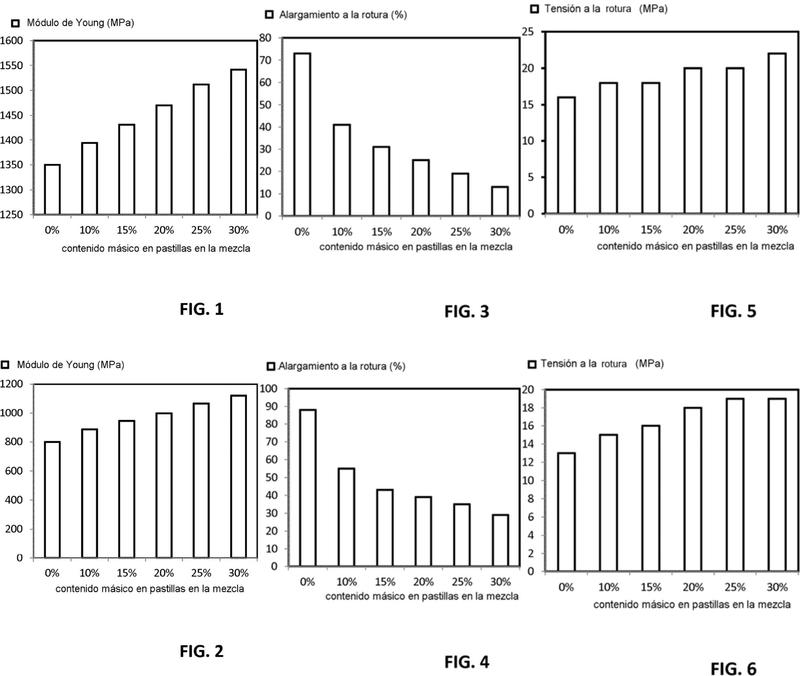
(25/09/2019). Ver ilustración. Solicitante/s: CYCL-ADD. Inventor/es: GUERRY,HERVÉ.
Procedimiento de reciclaje de los desechos de pinturas en polvo termoendurecibles que se realiza en un dispositivo de moldeo por inyección que está equipado con un tornillo de plastificación de una pieza en un material termoplástico y que comprende por lo menos las etapas siguientes:
a) se dispone de una mezcla que contiene unas pastillas de desechos de pinturas en polvo termoendurecibles, unos granulados de material termoplástico;
b) se alimenta el tornillo de plastificación de dicho dispositivo de moldeo por inyección con dicha mezcla;
c) se lleva dicha mezcla a la parte delantera del tornillo de plastificación; y después
d) se inyecta dicha mezcla en el interior de un molde que presenta la forma deseada de la pieza a moldear de manera que se obtenga una pieza moldeada en el material termoplástico.
PDF original: ES-2773053_T3.pdf
Sensor de corrosión que tiene conexiones de cable doble encapsulado y método para fabricarlo.
(11/09/2019) Un método para fabricar un sensor de corrosión, comprendiendo dicho sensor un módulo de chip y un módulo de conexión ambos formados sobre un sustrato , en el que una capa de material aislante se deposita sobre dicho sustrato, y en el que, sobre dicho material aislante, se montan varias tiras metálicas sobre dicho sustrato que comprende dicho material aislante, formando dicho módulo conexiones eléctricas a las tiras metálicas para permitir la comunicación entre las tiras y el equipo de monitorización para el sensor, el módulo que incluye varias conexiones de cables, donde el método incluye los pasos de recubrir manualmente cada una de las conexiones de cables con uno de los compuestos de sellado preliminares seleccionados, respectivamente, y curando los compuestos…
Aparato perfeccionado para moldeo simultáneo por inyección y montaje de objetos de material plástico.
(28/08/2019) Aparato para moldeo por inyección de objetos hechos de plástico, que comprende una primera pieza dotada de un eje de articulación y una segunda pieza dotada de un elemento anular que son conectables de manera articulada, comprendiendo el aparato:
un molde de inyección que comprende un primer elemento de moldeo y un segundo elemento de moldeo que definen las impresiones del elemento anular y del eje de articulación,
respectivamente, comprendiendo dicho primer y segundo elementos de moldeo respectivamente un primer elemento de eje y un segundo elemento de eje que son móviles de forma deslizable y coaxialmente entre sí, en donde dichos primer y segundo elementos de eje comprenden…
Conector enchufable, herramienta y procedimiento para su fabricación.
(14/08/2019). Solicitante/s: ERNI Production GmbH & Co. KG. Inventor/es: LAPPÖHN,JÜRGEN.
Herramienta para el moldeo por inyección de un conector enchufable , que presenta una zona de base y varios noyos (31a, 31b, 31c, 31d, 31e, 31f, 51a, 51b, 51c, 51d, 51e, 51f), que sobresalen de la zona de base , presentando por lo menos un noyo (31a, 31b, 31c, 31d, 31e, 31f, 51a, 51b, 51c, 51d, 51e, 51f) una sección transversal rectangular con varios contornos de perturbación de noyo (311a, 312a, 311b, 312b, 311c, 312c, 311d, 312d, 311e, 312e, 311f, 312f, 512a, 511b, 512b, 511c, 512d, 511e, 512e, 511f), caracterizada por que estos están dispuestos con simetría de punto, pero no con simetría especular, sobre el noyo (31a, 31b, 31c, 31d, 31e, 31f, 51b, 51e).
PDF original: ES-2754059_T3.pdf
Tapón de plástico antigoteo, en particular para líquidos más o menos viscosos.
(31/07/2019) Tapón de plástico del tipo que comprende una base , destinada a fijarse sobre un cuerpo de envase, que comprende
- una boquilla a través de la cual está destinado a expulsarse un producto contenido en el envase está al exterior del envase, y
- una válvula antigoteo destinada a conectar esta boquilla con el interior del cuerpo de envase que contiene el producto,
comprendiendo la válvula antigoteo hojas elásticamente deformables entre
- una configuración denominada cerrada, destinada a retener el producto contenido en el envase, en la que las hojas están sustancialmente unidas entre sí y
- una configuración denominada abierta, en la que las hojas están separadas unas de otras, destinada a permitir la expulsión hacia el exterior del producto contenido en el envase,
…
Composición de resina termoplástica y cuerpo moldeado que la utiliza.
(24/07/2019). Solicitante/s: MITSUBISHI GAS CHEMICAL COMPANY, INC.. Inventor/es: IWASAKI,ATSUKO, HIROKANE,TAKESHI, AKIYAMA MITSUHIRO, ARAI HIROKATSU.
Una composición de resina termoplástica, que comprende: una resina de policarbonato (A); y una resina de poliéster (B) que contiene unidades de diol que tienen una estructura de acetal cíclico a una relación del 20 al 60 % en moles con respecto a todas las unidades de diol que constituyen la resina de poliéster (B) y que satisface los puntos a siguientes:
la resina de poliéster (B) contiene de 20 a 150 ppm de átomos de fósforo derivados de un monofosfato y/o un monofosfito;
la resina de poliéster (B) contiene de 3 al 25 ppm de átomos de titanio;
la relación de peso entre los átomos de fósforo y los átomos de titanio en la resina de poliéster (B) (P/Ti) es de 2,5 a 20,0; y
la relación de peso de la resina de policarbonato (A) al peso total de la resina de policarbonato (A) y la resina de poliéster (B) es del 2 al 99,5 % en peso.
PDF original: ES-2742532_T3.pdf
Procedimiento para fabricar piezas pequeñas de plástico de pared delgada y piezas pequeñas de plástico de pared delgada.
(24/07/2019). Solicitante/s: ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG. Inventor/es: SIEGL,ROBERT.
Procedimiento para fabricar piezas pequeñas de plástico de pared delgada con un grosor de pared medio inferior a 1,5 mm, caracterizado por que las piezas pequeñas de plástico son fabricadas, mediante un procedimiento de moldeo por inyección de plástico, a partir de furanoato de polietileno (PEF) con una viscosidad de entre 0,4 dl/g y 0,7 dl/g, preferentemente inferior a 0,6 dl/g, medida según un procedimiento de medición según ASTM D4603, siendo un contenido de agua, durante la inyección de plástico, inferior a 100 ppm, preferentemente inferior a 30 ppm.
PDF original: ES-2751712_T3.pdf
Composiciones de moldeo y sobremoldeo para dispositivos electrónicos.
(24/07/2019). Solicitante/s: Henkel IP & Holding GmbH. Inventor/es: PAUL, CHARLES W., CAIN,CYNTHIA L, DEJESUS,MARIA CRISTINA BARBOSA.
Una composición de sobremoldeo que comprende:
1) un copolímero [A]-[B]-[A], en el que [A] es un monómero de bloque duro con una Tv superior a 30 ºC y [B] es un monómero de bloque blando con una Tv inferior a 20 ºC, y el copolímero comprende más de 35 % en peso del monómero [A];
2) al menos 10 % en peso de una resina fijadora que tiene un punto de reblandecimiento de anillo y bola de 70 ºC a 150 ºC, según se determina por el método de ASTM E28;
3) 0,05 a 5 % en peso de un absorbente UV; y
en el que la composición tiene una viscosidad inferior a 75.000 mPas (75.000 cP) a 210 ºC, medida según la norma ASTM D3236;
en el que el módulo de la composición es superior a 100 N/cm2 (1 x 107 dinas/cm2) a 25 ºC, determinado por un reómetro de deformación controlada RDA-III de Rheometric Scientific con una frecuencia de 10 rad/s y placas paralelas de 8 mm
con un espacio de 2 mm; y
en el que el % en peso se basa en el peso total de la composición.
PDF original: ES-2748055_T3.pdf
Un método para producir un cierre de envase.
(14/06/2019) Un método para producir un cierre de envase que tiene un cuello , una tapa y un eje (A), que comprende los pasos de
a) por medio de mordazas móviles y un núcleo de herramienta que forma el cuello con una rosca exterior y la tapa con una rosca interior , en donde un interior del cuello está formado por una primera parte de núcleo de herramienta exterior , y en donde un interior de la tapa es formada por una segunda parte de núcleo de herramienta interior y una tercera parte de núcleo de herramienta , la rosca de la tapa siendo formada por la tercera parte de núcleo de herramienta
b) quitar las mordazas del cierre de envase formado,
c) desplazar axialmente la segunda parte de núcleo de herramienta en relación con la primera parte de núcleo de herramienta y separando así la tapa y el cuello …
Método para conectar una pieza de trabajo de superficie estructurada y una pieza de trabajo de plástico.
(12/06/2019) Método para conectar una pieza de trabajo de superficie estructurada y una pieza de trabajo de plástico, formada por un material plástico reforzado con fibra, usando una herramienta de unión que incluye un sonotrodo , comprendiendo dicha pieza de trabajo de superficie estructurada, una sección de superficie de contacto estructurada, comprendiendo dicha sección de superficie de contacto estructurada elementos en forma de clavija que se dirigen hacia fuera de la sección de superficie de contacto estructurada, comprendiendo dicho método las siguientes etapas:
Colocar la pieza de trabajo de superficie estructurada y la pieza de trabajo de plástico sobre un yunque…
Procedimiento para fabricar un elemento de apoyo y elemento de apoyo.
(12/06/2019) Procedimiento para la fabricación de un elemento de apoyo que comprende proporcionar un cuerpo principal que comprende al menos un primer material elastomérico, proporcionar al menos un primer elemento de recubrimiento que comprende al menos un primer compuesto de fibra y aplicar el primer elemento de recubrimiento a por lo menos una zona de una primera superficie del cuerpo principal , siendo endurecido el primer compuesto de fibra del primer elemento de recubrimiento antes de la aplicación sobre el cuerpo principal al menos parcialmente y/o al menos por zonas y unido por lo menos por zonas con el cuerpo principal mediante fundición y/o moldeo por inyección del al menos un primer material elastomérico, caracterizado por que
a) el primer elemento de recubrimiento se une al menos por zonas por el lado opuesto al cuerpo…
Dispositivo de moldeo por inyección con una parte central rotatoria.
(11/06/2019) Dispositivo de moldeo por inyección con
a. un primer semimolde y un segundo semimolde , que puede desplazarse con respecto al primer semimolde en una primera dirección (x) a lo largo de rieles de una máquina de moldeo por inyección, y con al menos un semimolde central, que está dispuesto entre los semimoldes primero y segundo, y que puede rotar alrededor de un eje de rotación y puede desplazarse en la primera dirección (x);
b. un dispositivo de sujeción, que puede desplazarse a lo largo de los rieles en la primera dirección (x) y sirve para montar de manera rotatoria el semimolde central alrededor del eje de rotación; y
c. al menos un dispositivo de procesamiento adicional dispuesto lateralmente con respecto al dispositivo…
Herramienta de moldeo por inyección y proceso de moldeo por inyección correspondiente para la producción de un inserto de marca de agua en una criba de drenaje.
(07/06/2019) Herramienta de moldeo por inyección para producir un inserto de marca de agua con un relieve de moldeo por inyección multietapa en una criba de drenaje equipada con una escotadura , con
- una herramienta de tobera , que se usa como parte superior de la herramienta de moldeo por inyección, y
- una herramienta de relieve , que se usa como parte inferior de la herramienta de moldeo por inyección, en donde
- la herramienta de moldeo por inyección presenta una cavidad de moldeo por inyección , que está producida por una cavidad de herramienta de tobera dispuesta en el lado inferior de la herramienta…
Método de fabricación de una rueda con neumático y rueda con neumático.
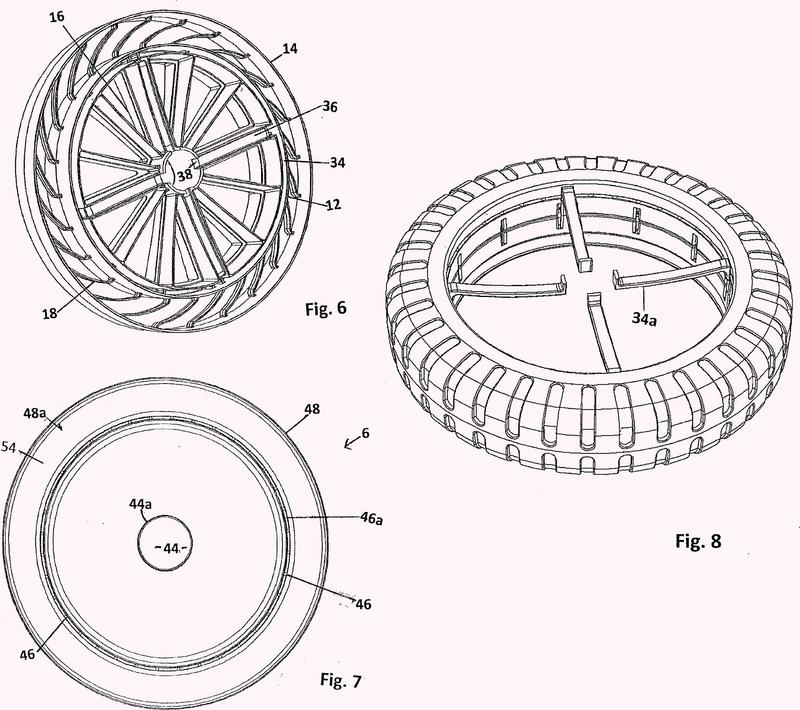
(30/05/2019). Ver ilustración. Solicitante/s: Capak Ltd. Inventor/es: ANDREWS, MICHAEL, ANDREWS,PAUL.
Un método de fabricación de una rueda y un neumático que comprende las etapas de proporcionar una rueda y moldear un neumático a la rueda, colocar un molde sobre la rueda de manera que se forme una cavidad entre una superficie interna del molde y una llanta de la rueda , para recibir un material para formar el neumático , en donde la rueda está provista de una entrada que está conectada fluidamente por un conducto a una salida en la llanta de la rueda y se inyecta un material para formar el neumático en la entrada , y en donde se proporciona un tapacubos , caracterizado por que el método incluye las etapas adicionales de cubrir una cara de la rueda con el tapacubos antes de la etapa de colocar el molde y sellar el tapacubos a la rueda durante el proceso de moldeo.
PDF original: ES-2714856_T3.pdf
Artículo de múltiples capas moldeado por coinyección.
(28/05/2019) Artículo de múltiples capas moldeado por coinyección , comprendiendo el artículo :
una capa interna que comprende un primer material polimérico,
una capa externa que comprende el primer material polimérico;
una capa interior que comprende un segundo material polimérico, estando dispuesta la capa interior entre la capa interna y la capa externa ; y
una abertura moldeada (130a) dispuesta entre una región de compuerta del artículo y una región de borde periférica del artículo , extendiéndose la abertura moldeada (130a) a través de la capa interna , la capa externa y la capa interior ,
…
{kind=link}
{kind=link}
{kind=link}