CIP-2021 : B21B 38/00 : Métodos y dispositivos de medida especialmente adaptados a laminadores,
p. ej. detección de la posición, inspección del producto.
CIP-2021 › B › B21 › B21B › B21B 38/00[m] › Métodos y dispositivos de medida especialmente adaptados a laminadores, p. ej. detección de la posición, inspección del producto.
Notas[t] desde B21 hasta B32: CONFORMACION
B21B 38/02 · para medida de la planta o perfil de las láminas.
B21B 38/04 · para medida del espesor, anchura, diámetro u otras dimensiones transversales del producto.
B21B 38/06 · para medida de la tensión o compresión.
B21B 38/08 · para medida de la fuerza de laminado.
B21B 38/10 · para medida de la separación de los cilindros, p. ej. indicadores de pase.
B21B 38/12 · para medida de la flexión de los cilindros.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo con pieza de desgaste y equipo de medición para desgaste.
(23/10/2019) Dispositivo que presenta
una pieza de desgaste con una superficie de desgaste ; y
un equipo de medicion con al menos un sensor de desgaste integrado en la superficie de desgaste para la deteccion de una eliminacion de material en la superficie de desgaste;
estando configurado el sensor de desgaste en forma de una resistencia electrica que es desgastada ella misma mecanicamente durante la eliminacion de material en la superficie de desgaste;
presentando el equipo de medicion , ademas, un equipo de evaluacion para la deteccion de un cambio, en particular de una elevacion, de la resistencia electrica en funcion de su propia eliminacion de material y para la deduccion a partir del cambio detectado del valor de resistencia de la magnitud…
Procedimiento para la medición de la linealidad de productos alargados.
(08/03/2017) Procedimiento para la medición de la linealidad de productos alargados (P) laminados, en forma de varilla, como por ejemplo guías, vigas, varillas o similares, mediante un dispositivo de medición (M), cuyos valores de medición son enviados a un ordenador central, en donde el producto alargado (P) que pasa por el dispositivo de medición (M) es sujeto de manera definida entre dos zonas separadas una de otra provistas del dispositivo de medición (M) como soporte (I, II) para el producto alargado (P), en donde entre las zonas de sujeción se diseña un segmento libre sin soporte del producto alargado (P), caracterizado porque el producto alargado (P) en la longitud de sujeción libre sin soporte (L) entre los soportes (I, II) es desviado hacia abajo debido a su peso propio, en donde la linealidad del producto alargado…
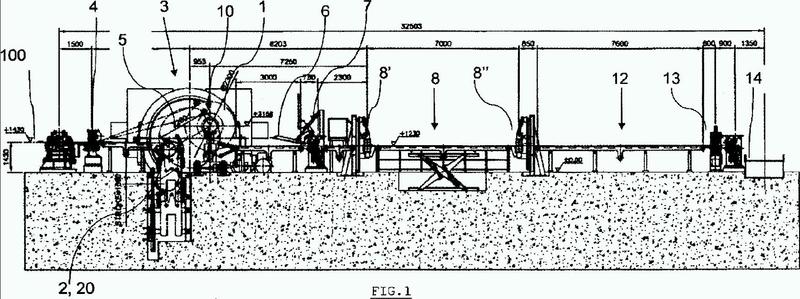
Instalación y procedimiento de salida de tren de laminación en tándem con transportador de cadena sinfín de bobinado acoplado con una inspección en línea.
(25/05/2016) Un procedimiento de bobinado y de inspección en línea de una banda metálica laminada en continuo, que comprende una etapa de bobinado en continuo sobre al menos un mandril de una estación de bobinado , de preferencia de transportador de cadena sinfín, caracterizado por al menos las etapas siguientes:
- la banda es cortada por una cizalla que se encuentra antes del bobinado, avanza una cierta longitud en una mesa de introducción con el fin de cubrir al menos parcialmente ésta y se corta una segunda vez por la cizalla con el fin de obtener una muestra ;
- el bobinado de la bobina realizado (1, 1', 1'', etc.) sobre el mandril ha terminado y la bobina es evacuada de la estación de bobinado ;
- paralelamente, la mesa de introducción que lleva la muestra se desplaza paralelamente…
Instalación y procedimiento de salida de tren de laminación en tándem con transportador de cadena sinfín de bobinado acoplado con una inspección en línea.
(18/02/2016). Ver ilustración. Solicitante/s: Cockerill Maintenance & Ingéniérie S.A. Inventor/es: FOCKEDEY,EMILIE, KÖPPE,ANDREAS.
Un procedimiento de bobinado y de inspección en línea de una banda metálica laminada en continuo, que comprende una etapa de bobinado en continuo sobre al menos un mandril de una estación de bobinado , de preferencia de transportador de cadena sinfín, caracterizado por al menos las etapas siguientes:
- la banda es seccionada por una primera cizalla que se encuentra antes del bobinado, encontrándose una última espira de la bobina realizada (1, 1', 1", etc.) pivotante alrededor del eje del mandril y cayendo sobre una mesa de introducción en la prolongación de la línea y seguida de una mesa de inspección ;
- la banda avanza una cierta longitud sobre la mesa de introducción y la mesa de inspección y se corta por una segunda cizalla con el fin de obtener una muestra;
- la muestra es inspeccionada sobre la mesa de inspección con miras a descubrir los defectos.
PDF original: ES-2560378_T3.pdf
Dispositivo de inspección de una banda metálica.
(25/04/2013) Dispositivo de inspección de una banda metálica (M) a la salida de una instalación de tratamiento en línea queconsta sucesivamente, a lo largo de una dirección de desplazamiento de la banda (M), de una sección detratamiento (A) al menos , de una cizalla , una bobinadora del tipo carrusel para el enrollamiento bajo tracciónde la banda (M), que comprende al menos dos mandriles de enrollamiento (21, 21') montados sobre un bastidor quegira alrededor de un eje ortogonal a la dirección de desplazamiento, de manera que haga pasaralternativamente cada mandril (21, 21') de una posición (E1) de inicio del enrollamiento a una posición (E2) final delenrollamiento…
Método para la detección y clasificación de defectos superficiales sobre desbastes de colada continua.
(20/06/2012) Método para la detección y la clasificación de defectos superficiales sobre productos de colada continua,utilizando información topográfica en relación con el aspecto de las superficies de colada continua, en donde sedetectan defectos y/o imperfecciones con su posición exacta, se evalúa la posición y la extensión, y encorrespondencia con la evaluación previa al siguiente procesamiento del producto, se eliminan o se evitan medianteuna optimización del proceso, caracterizado porque, por una parte, se detectan los defectos y/o las imperfeccionessobre la superficie de los desbastes del producto primario de colada continua y se…
SISTEMA DE INSPECCION PARA PRODUCTOS LAMINADOS DE UNA INSTALACION DE LAMINACION.
(16/03/2007). Solicitante/s: SMS DEMAG AG. Inventor/es: TIEPELMANN, BERND, OEMKES, HORST.
Sistema de inspección para productos laminados de una instalación de laminación, caracterizado porque sobre una cinta transportadora para productos laminados se han dispuesto varias pinzas de producto laminado que pueden graduarse en altura.
DISPOSITIVO PARA EL ENSAYO NO DESTRUCTIVO DE MATERIALES, EN ESPECIAL DE MATERIAL LAMINADO CALIENTE Y EN FORMA DE BARRAS.
(16/02/2005). Solicitante/s: GEORGSMARIENHUTTE GMBH. Inventor/es: HORST SCHARLEMANN.
Dispositivo para el ensayo no destructivo de materiales, en especial de material laminado caliente y en la forma de barras, cuya temperatura se encuentra por encima del punto Curie; este dispositivo se compone de por lo menos un sistema de carretes de ensayo (19, 19), con el sistema de carretes, que está en alineación con el material laminado , y el mismo está situado de manera rotativa por este material laminado ; dispositivo éste que está caracterizado porque entre el material laminado y el sistema de carretes de ensayo (19, 19) está prevista una capa de medio refrigerante , que se encuentra apantallada con respecto al sistema de carretes de ensayo (19, 19) así como en relación con el material laminado ; a este efecto, el apantallamiento se compone de un material, cuya permeabilidad es de my = 1 y cuya conductividad se aproxima a cero.
PROCEDIMIENTO PARA EL CONTROL NO DESTRUCTIVO DEL MATERIAL DE LAMINACION EN CALIENTE, SOBRE TODO DE ACERO EN BARRAS.
(01/10/2003). Solicitante/s: GEORGSMARIENHUTTE GMBH. Inventor/es: SCHARLEMANN, HORST.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA COMPROBACION NO DESTRUCTIVA DE MATERIALES DE LAMINACION CALIENTES, ESPECIALMENTE ACERO EN BARRAS, POR ENCIMA DEL PUNTO DE CURIE Y SIENDO CONDUCIDO EL ACERO A LAMINAR A TRAVES DE UNA BOBINA DE PASO. LOS POSIBLES DEFECTOS EXISTENTES EN EL ACERO, COMO FISURAS, AGUJEROS, ETC., PROVOCAN PERTURBACIONES DE PROPAGACION DE LAS CORRIENTE DE FOUCAULT GENERADAS EN EL MATERIAL DE PRUEBA, ORIGINANDO EN LA BOBINA UNA SEÑAL DE ERROR. DICHA SEÑAL SE REGISTRA Y SE ANALIZA, REALIZANDOSE LA COMPROBACION EN UN PUNTO DEL TREN DE LAMINACION EN EL QUE EL ACERO A LAMINAR ESTA SOMETIDO AL MAXIMO DESPLAZAMIENTO RECTILINEO ENTRE DOS PUNTOS MUY PROXIMOS.
{kind=link}