CIP-2021 : B21B 25/00 : Mandriles para laminadores de tubos metálicos, p. ej. mandriles de los utilizados para los procedimientos previstos en el grupo B21B 17/00; Accesorios que le son asociados.
CIP-2021 › B › B21 › B21B › B21B 25/00[m] › Mandriles para laminadores de tubos metálicos, p. ej. mandriles de los utilizados para los procedimientos previstos en el grupo B21B 17/00; Accesorios que le son asociados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21B 17/00 hasta B21B 25/00: Métodos de laminado o laminadores especialmente concebidos para la fabricación o el tratamiento de tubos
B21B 25/02 · Guías, soportes o estribos para mandriles, p. ej. carros; Dispositivos de regulación para mandriles.
B21B 25/04 · Enfriamiento de los mandriles durante el trabajo.
B21B 25/06 · Cambio de los mandriles.
CIP2021: Invenciones publicadas en esta sección.
Barra de laminación como herramienta interior en la fabricación de cuerpos huecos metálicos sin costura y método para producir un cuerpo hueco metálico.
(28/03/2018). Solicitante/s: Vallourec Deutschland GmbH. Inventor/es: KUMMERLING, ROLF, SCHÄFER,NILS, DEMARS,STÉPHANIE, DALMONT,HÉLÈNE.
La barra de laminación como herramienta interna en la producción de cuerpos huecos metálicos sin costura, en particular la conformación por estiramiento de bloques metálicos huecos para formar tubos sin costura por medio de un tren de laminación de múltiples soportes, que tiene una superficie que comprende una capa de nitruración, caracterizada porque la barra de laminación consiste en un material de acero resistente al calor que tiene un equivalente de cromo Creq. de más de 6,5, calculado de acuerdo con Creq. ≥% Cr + % Mo + 1,5 x % Si + 0,5 x % Nb + 2 x % Ti , que tiene una dureza mínima de 200 HV 0,5, medida 0,5 mm por debajo de la superficie de la barra de laminación, que tiene un límite elástico de al menos 450 MPa a 500°C y con una resistencia a la tracción de al menos 600 MPa a 500°C, y a partir de la superficie, la capa de nitruración tiene una profundidad de más de 0,15 mm y una dureza de nitruración superior a 950 HV 0,5.
PDF original: ES-2674648_T3.pdf
Mandril de perforación que tiene una vida de servicio mejorada para producir tubos continuos.
(09/03/2016). Ver ilustración. Solicitante/s: Vallourec Deutschland GmbH. Inventor/es: KUMMERLING, ROLF, BRAUN,WINFRIED, KLEMPEL,CHRISTIAN, BAADJOU,RENE.
El mandril de perforacion para perforar bloques redondos calientes de metal para la produccion de tubos sin soldadura , que tiene un extremo de mandril perforador y un cuerpo principal de mandril perforador que puede conectarse a una barra de mandril , caracterizada porque el diametro de la nariz del mandril de perforacion se forma de forma conica en la extension longitudinal hacia el cuerpo principal del mandril de perforacion.
PDF original: ES-2628728_T3.pdf
Método para la fabricación de una herramienta para trabajos en caliente con un recubrimiento.
(18/06/2014) Método para la fabricación de una herramienta para trabajos en caliente , particularmente de un punzón o de una barra de laminación para la fabricación de tubos sin soldadura, o de un punzón de forja para forjar en caliente piezas de trabajo tubulares de metal, que presenta las siguientes etapas:
a) Fabricación de un cuerpo base de la herramienta , en donde la fabricación del cuerpo base de la herramienta comprende la elaboración de un perfilado de la superficie con un número de protuberancias y entalladuras sobre la superficie del cuerpo base de la herramienta , en donde las protuberancias se conforman particularmente como resaltes que presentan forma de nervadura en la sección radial, preferentemente con forma rectangular,…
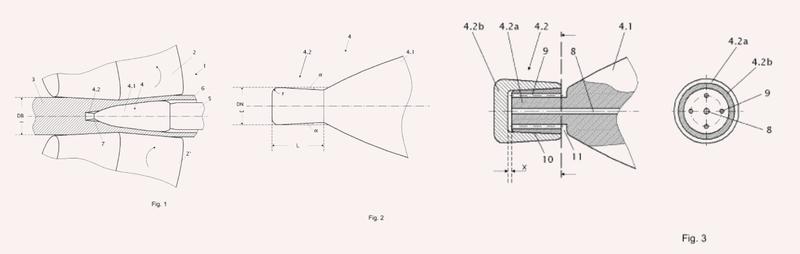
MANDRIL PERFORADO PARA LAMINAR TRANSVERSALMENTE CUERPOS HUECOS METALICOS EN TRENES LAMINADORES DE CILINDROS CRUZADOS.
(01/04/2006). Solicitante/s: SMS DEMAG AG. Inventor/es: LEISTEN, THOMAS, SALOMON, FRANK.
Mandril perforado para laminar transversalmente cuerpos huecos metálicos en trenes laminadores de cilindros cruzados, con un vástago de sujeción (1a) y con un recorrido de la tabla de cilindro de laminado bombeado hacia la punta, estando dividida la tabla de cilindro de mandril perforado en dos segmentos longitudinales , un segmento de punta y un segmento longitudinal trasero como cuerpo básico de mandril perforado , y estando compuesto el segmento de punta , en el caso de sección transversal maciza, de un material de alta fusión o de una aleación de material de alta fusión, caracterizado porque el segmento de punta ocupa aproximadamente un tercio y el cuerpo básico de mandril perforado trasero aproximadamente dos tercios de la longitud de la tabla de cilindro de laminado y porque el segmento de punta se compone de una aleación de titanio-circonio-molibdeno (TZM).
LAMINADOR CON CILINDROS OBLICUOS, DE 2 CILINDROS, PARA LA FABRICACION DE BLOQUES HUECOS DE ACERO DE ALTA ALEACION.
(16/10/2002). Solicitante/s: SMS DEMAG AG. Inventor/es: HENZE, WERNER, DIPL.-ING., PIETSCH, JURGEN, DR.-ING.
Laminador con cilindros oblicuos, de 2 cilindros, para la fabricación de bloques huecos de aceros de alta aleación con herramientas guía para el material laminado, que cierran la zona de transformación con el taladrado del bloque hueco en sentido transversal al eje de los cilindros, en el que las herramientas guías se componen respectivamente de un cuerpo base que se compone de un material soporte, y un material que forma la superficie de trabajo con propiedades antiadherentes para aceros con una fuerte aleación y una gran resistencia térmica, caracterizado porque el material de la superficie de trabajo es de molibdeno o de una aleación con base de molibdeno, y porque el espesor de la superficie de trabajo se elige de forma que los valores de la expansión de calor de la pieza de trabajo y del cuerpo base en la superficie de contacto a la temperatura de trabajo son casi iguales.
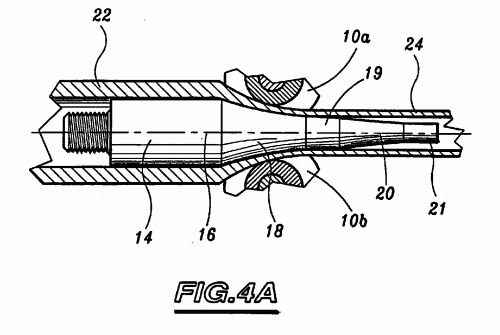
PROCEDIMIENTO DE FABRICACION DE UN TUBO DE GUIA DE UN ENSAMBLAJE DE COMBUSTIBLE DE UN REACTOR NUCLEAR, MANDRIL DE CONFORMADO DE UN TUBO DE GUIA Y TUBO DE GUIA OBTENIDO.
(16/11/2001). Ver ilustración. Solicitante/s: ZIRCOTUBE. Inventor/es: DRILLON, JEAN, AUBIN, JEAN-LUC.
SE LAMINA UNA PIEZA EN BRUTO TUBULAR SOBRE UN MANDRIL EN UN LAMINADOR DE PASO DE PEREGRINO. EN UNA PRIMERA FASE DE LAMINACION SE LAMINA UN PRIMER TRAMO DE LA PIEZA EN BRUTO SOBRE UNA PRIMERA PARTE DEL MANDRIL , REDUCIENDO EL DIAMETRO EXTERIOR DE LA PIEZA EN BRUTO HASTA EL DIAMETRO EXTERIOR DEL TUBO GUIA Y REDUCIENDO EL ESPESOR DE LA PARED DE LA PIEZA EN BRUTO HASTA UNO DE DOS ESPESORES, UN PRIMER ESPESOR (E1) Y UN SEGUNDO ESPESOR (E2) SUPERIOR AL PRIMER ESPESOR (E1). SE DESPLAZA EL MANDRIL EN SENTIDO AXIAL. SE REALIZA, EN UNA SEGUNDA FASE, LA LAMINACION DE UN SEGUNDO TRAMO DE LA PIEZA EN BRUTO SOBRE UNA SEGUNDA PARTE DEL MANDRIL DISTANCIADA DE LA PRIMERA PARTE EN SENTIDO AXIAL, REDUCIENDO EL DIAMETRO EXTERIOR DE LA PIEZA EN BRUTO HASTA EL DIAMETRO EXTERIOR DEL TUBO GUIA Y REDUCIENDO EL ESPESOR DE LA PARED DE LA PIEZA EN BRUTO HASTA EL OTRO DE LOS DOS ESPESORES, EL PRIMER ESPESOR (E1) Y EL SEGUNDO ESPESOR (E2).
MANGUITO PARA PROTEGER EL INTERIOR DE UN TUBO DURANTE SU CARGA SOBRE UN MANDRIL DE UNA FRESADORA.
(01/09/1995). Solicitante/s: GENERAL ELECTRIC COMPANY. Inventor/es: TUCK, PAUL BLAISDELL.
PARA MINIMIZAR LA OCURRENCIA DE DEFECTOS EN LA SUPERFICIE INTERIOR DE UN TUBO DE SUJECION DE COMBUSTIBLE NUCLEAR PRODUCIDO EN UNA FRESADORA A PARTIR DE UN TUBO DE UNA ALEACION DE ZIRCONIO, SE INSERTA UN MANGUITO DE CARGA SOBRE EL MANDRIL EN FORMA BIEN AJUSTADA, Y EL TUBO DE ALEACION DE ZIRCONIO SE INSERTA ENTONCES SOBRE EL MANGUITO, EL MANGUITO, FORMADO DE PLASTICO DE ESTIRENO DE BUTADIENO Y ACRILONITRURO, SE EXTRAE ENTONCES, DEJANDO EL TUBO DE ALEACION DE ZIRCONIO CARGADO SOBRE EL MANDRIL PREPARADO PARA REDUCIR EL TUBO DE ALEACION DE ZIRCONIO PARA REBAJAR LAS DIMENSIONES DEL TUBO EN LA FRESA.
PERFECCIONAMIENTOS EN LOS DISPOSITIVOS PARA CONTROLAR LA VELOCIDAD DEL MANDRIL EN UN LAMINADOR CONTINUO DE MANDRIL RETENIDO.
(16/10/1978). Solicitante/s: INNOCENTI SANTEUSTACCHIO, SPA.
Resumen no disponible.
{kind=link}
{kind=link}