CIP-2021 : G05B 19/4103 : Interpolación digital.
CIP-2021 › G › G05 › G05B › G05B 19/00 › G05B 19/4103[4] › Interpolación digital.
G FISICA.
G05 CONTROL; REGULACION.
G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K).
G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00).
G05B 19/4103 · · · · Interpolación digital.
CIP2021: Invenciones publicadas en esta sección.
Aparato de control numérico.
(13/06/2018) Un dispositivo de control numérico dispuesto para llevar a cabo una mecanización sobre una pieza de trabajo mientras se mueve una herramienta y la pieza de trabajo, cada una con relación a la otra, a lo largo de una trayectoria de movimiento con vibraciones por medio de ejes de accionamiento con los que se ha dotado la herramienta o la pieza de trabajo, comprendiendo el dispositivo:
una unidad de análisis de relación de la amplitud de vibración respecto a alimentación , dispuesta para analizar si una relación entre una amplitud de las vibraciones y una velocidad de alimentación de la herramienta respecto a la pieza de trabajo está incluida en un programa de mecanización , y dispuesta para obtener la relación entre una amplitud de las vibraciones…
Dispositivo de control numérico.
(06/04/2016) Un dispositivo de control numérico mediante el cual se realiza el mecanizado en un objeto de mecanizado mientras se mueve una herramienta y el objeto de mecanizado relativo a cada uno por dos o más ejes de control proporcionados en al menos una entre la herramienta y el objeto de mecanizado, comprendiendo el dispositivo de control numérico:
una unidad de procesamiento de análisis que obtiene un comando de movimiento para mover en un camino de movimiento curvado en un programa de mecanizado, y condiciones de vibración para vibrar a lo largo del camino de movimiento curvado;
una unidad de cálculo de cantidad de movimiento de comando que calcula una cantidad (ΔL) de movimiento de comando que es una cantidad de movimiento…
METODO PARA FRESAR RANURAS EN PIEZAS DE TRABAJO TALADRADAS.
(15/09/2010) Método para fresar ranuras en piezas de trabajo taladradas, en el que una unidad de control numérico compatible con la DIN66025 se programa para mover un árbol que es portador de una fresa de disco a una posición dentro del taladro en la que el borde de corte de la fresa de disco está cerca de la pared del taladro en una posición axial deseada y para, a continuación, mover el árbol a lo largo de un recorrido plano preestablecido con el fin de cortar una ranura en la pared del taladro.
caracterizado porque dicha unidad de control se programa para determinar dicho recorrido plano mediante las siguientes etapas:
- emitir una secuencia de instrucciones para provocar desplazamientos rectos del árbol entre puntos sucesivos definidos por coordenadas rectangulares x, y que se calculan mediante las ecuaciones:
PROCEDIMIENTO PARA EL RECTIFICADO DE PIEZAS CON FORMA DE BARRA, MAQUINA RECTIFICADORA PARA LLEVAR A CABO EL PROCEDIMIENTO Y CELDA DE RECTIFICADO EN DISPOSICION GEMELA.
(19/02/2010) Procedimiento para el rectificado de piezas con forma de barra que poseen una sección transversal no redonda formada por líneas rectas y/o curvas y lados frontales planos, que se extienden paralelos entre sí con los siguientes pasos del procedimiento:
a) la pieza con forma de barra es sujetada en una primera posición de sujeción en sus lados longitudinales;
b) los dos lados frontales de la pieza con forma de barra se someten a un rectificado de acabado por medio de un rectificado plano doble simultáneo;
c) la pieza con forma de barra sujetada es transferida entre dos mordazas (8a, 8b; 28a, 28b) de sujeción dispuestas distanciadas entre…
PROCEDIMIENTO PARA EL REVESTIMIENTO AUTOMATICO DE PIEZAS DE TRABAJO, PPOR EJEMPLO DE CARROCERIAS DE VEHICULOS.
(01/03/2004). Ver ilustración. Solicitante/s: DURR SYSTEMS GMBH. Inventor/es: GRIGOLEIT, JAN-PETER, DIPL.-ING., HACKER, JENS, DIPL.-ING.
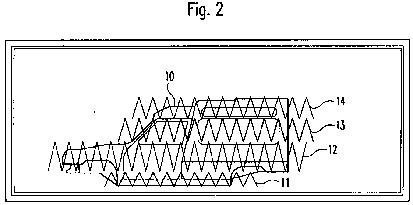
EN EL REVESTIMIENTO AUTOMATICO DE PIEZAS DE TRABAJO, P.EJ., CARROCERIAS DE VEHICULOS DE MOTOR, QUE UN TRANSPORTADOR HACE PASAR EN SERIE POR AL MENOS DOS DISPOSITIVOS DE REVESTIMIENTO, DISPUESTOS CONSECUTIVAMENTE A LO LARGO DEL DISPOSITIVO DE TRANSPORTE Y QUE APLICAN UNAS PISTAS POR EJEMPLO CON OSCILACION VERTICAL Y PARA ELLO EN ZIGZAG, SE INTRODUCEN PARA SINCRONIZAR LOS MOVIMIENTOS DE ZIGZAG DOS COMANDOS DE CONTROL EN UN ORDENADOR DE CONTROL, DE LOS QUE UNO SE CORRESPONDE CON UNA ANCHURA DESEADA DE LAS PISTAS APLICADAS, MIENTRAS QUE A TRAVES DEL OTRO COMANDO DE CONTROL SE DESPLAZAN LOS PUNTOS DE IMPACTO DEL MATERIAL DE REVESTIMIENTO A LO LARGO DE LA DIRECCION DE TRANSPORTE.
PROCEDIMIENTO PARA EL CONTROL LOCAL DE UNA UNIDAD DE ACCIONAMIENTO A MOTOR.
(01/04/2002). Ver ilustración. Solicitante/s: HEESEMANN, JURGEN, DIPL.-ING.. Inventor/es: HEESEMANN, JURGEN, DIPL.-ING..
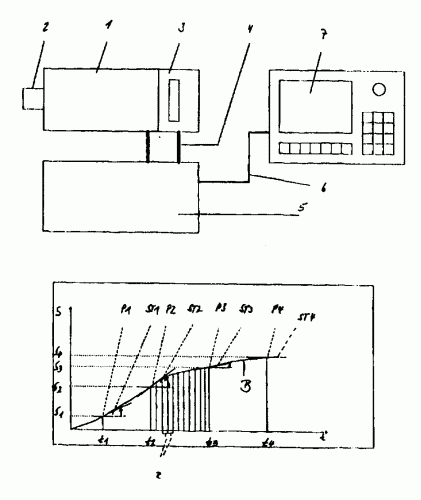
LA INVENCION SE REFIERE AL CONTROL DESCENTRALIZADO DEL ACCIONAMIENTO DE UN MOTOR , AL QUE UN CONTROL CENTRALIZADO SEÑALA ORDENES DE MOVIMIENTO EN FORMA DE DATOS DE RECORRIDOS Y TIEMPOS EN PUNTOS DEFINIDOS SEPARADOS ENTRE SI (P1, P2, P3, P4) Y AL QUE SE ASOCIA UN CONTROL INTELIGENTE DESCENTRALIZADO PROPIO, QUE CONTROLA EL ACCIONAMIENTO DE MOTOR DE MANERA QUE LAS ORDENES DE MOVIMIENTO SEÑALADAS SEAN RESPETADAS. EL CONTROL O REGULACION DEL RECORRIDO EXACTO PUEDE CONSEGUIRSE SI PARA EL CONTROL DESCENTRALIZADO SE ESPECIFICA AL MENOS UN ALGORITMO QUE SIRVA PARA FORMAR UNA FUNCION DE RECORRIDO-TIEMPO Y SI EL CONTROL CENTRALIZADO TRANSMITE, ADEMAS DE LOS DATOS DE RECORRIDO Y TIEMPO (S1, S2, S3, S4; T1, T2, T3, T4), AL MENOS UNA INFORMACION (ST1, ST2, ST3, ST4; SH, TH) QUE PERMITA FORMAR, CON AYUDA DEL ALGORITMO, LA FUNCION DE RECORRIDO-TIEMPO ENTRE LOS PUNTOS DEFINIDOS (P1 A P4).
PROCEDIMIENTO Y DISPOSICION PARA EL CONTROL DE UNA PLURALIDAD DE HERRAMIENTAS DE PULVERIZACION PARA EL RECUBRIMIENTO DE SUPERFICIES DE VEHICULOS O DE PARTES DE LOS MISMOS.
(01/01/2000) LA MATERIA OBJETIVO DE LA INVENCION ES UN PROCESO PARA EL CONTROL DE UNA MULTIPLICIDAD DE HERRAMIENTAS DE APLICACION PARA RECUBRIMIENTO SUPERFICIAL DE VEHICULOS O PARTES DE ELLOS. CON EL CONTROL DE PROGRAMA ALMACENADO SE DISPONE DEL AJUSTE DE LA MULTIPLICIDAD DE HERRAMIENTAS DE APLICACION QUE DETERMINA EL FLUJO DE PINTURA A TRAVES DE CADA HERRAMIENTA, DE FORMA CENTRAL CON RESPECTO A LOS ELEMENTOS DE CONTROL ASOCIADOS CON LAS HERRAMIENTAS DE APLICACION. LOS PUNTOS DE LA TRAYECTORIA PARA LAS HERRAMIENTAS, QUE ESTAN ALMACENADOS CON UN ESPACIADO BASTO U OBTENIDOS MEDIANTE INTERPOLACION BASTA A PARTIR DE LOS PUNTOS DE TRAYECTORIA ALMACENADOS, SON APLICADOS COMO VALORES DE REFERENCIA PARA SERVIR A LOS CONTROLADORES EN CADA HERRAMIENTA DE APLICACION; DE FORMA QUE A PARTIR…
ESMERILADO CON ACELERACION DE EJE MAXIMA.
(16/12/1998). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: WESTERMEYER, WILHELM.
LA INVENCION SE REFIERE A UN PROCESO PARA RECTIFICADO DE ZONAS NO TANGENCIALES EN CONTORNOS (K) PROGRAMADOS, EN PARTICULAR PARA UTILIZACION EN CONTROLES DE MAQUINAS HERRAMIENTAS CON CONTROL NUMERICO, DONDE EN LUGAR DE LOS PASOS DE AJUSTE NO TANGENCIALES SE UTILIZA UN ELEMENTO (UB1) DE ESMERILADO, QUE SE GUIA DE LA FORMA MAS AMPLIA POSIBLE A TRAVES DE UN POLINOMIO EN UNA ZONA (VB1) DE RECTIFICADO STANDARD. LA CARGA DE EJE QUE APARECE SE APROXIMA MEDIANTE APROXIMACION DE POLINOMIO Y SE DETERMINA DE FORMA APROXIMADA LA VELOCIDAD DE EJE DE MECANIZACION GLOBAL Y EL LIMITE DE ACELERACION DETERMINA LA VELOCIDAD DE PISTA MAXIMA POSIBLE ASI COMO LA ACELERACION PARA UNA ZONA (VB2) DE RECTIFICADO EN EL TIEMPO MAS CORTO POSIBLE DE ACUERDO CON UN ELEMENTO (UB2) DE ESMERILADO OPTIMO. NO ES POSIBLE UNA REDUCCION DE RECTIFICADO STANDARD O LA DISPOSICION DE EJES DE MECANIZADO EN DOS DIAS EN ZONAS DE RECTIFICADO, OBTENIENDOSE CON ELLO UNA REDUCCION DE LA VELOCIDAD.
PROCESO DE GENERACION DE TRAYECTORIA PARA UN SISTEMA ROBOTIZADO.
(16/01/1997). Solicitante/s: COMMISSARIAT A L'ENERGIE ATOMIQUE. Inventor/es: SGARBI, FREDERIC, CAMMOUN, RIADH.
PROCESO DE GENERACION DE TRAYECTORIA PARA UN SISTEMA ROBOTIZADO QUE COMPRENDE AL MENOS UN ORGANO QUE PERMITE VARIAR EN TIEMPO REAL LA VELOCIDAD DE MOVIMIENTO. EL PROCESO CONSISTE EN ELEGIR UN MOVIMIENTO PRINCIPAL, POR EJEMPLO EL MOVIMIENTO DE TRANSLACION DEL ORGANO, POR EL QUE TODOS LOS OTROS SON CONTROLADOS. EL MOVIMIENTO PRINCIPAL SE LLEVA A CABO SOBRE LA TRAYECTORIA DESCOMPUESTA EN TROZOS A UNA VELOCIDAD QUE ASEGURA LA POSIBILIDAD DE DETENER EL ORGANO AL FINAL DEL TROZO QUE SIGUE EL QUE ES RECORRIDO. LOS MOVIMIENTO CONTROLADOS SON RECORRIDOS TANTAS VECES COMO ES POSIBLE EN SINCRONIZACION CON EL MOVIMIENTO PRINCIPAL. LA INVENCION PUEDE APLICARSE POR EJEMPLO AL DESBARBADO AUTOMATICO DE PIEZAS DE FORMA COMPLEJA. SE PUEDEN CONCEBIR SISTEMAS ROBOTIZADOS FORMADOS POR VARIOS SOLIDOS MOVILES INDEPENDIENTEMENTE Y COORDENADOS POR EL PROCESO, O INCLUSO VARIAS ORDENES DE CONTROL.
{kind=link}
{kind=link}