CIP-2021 : A63B 49/10 : hechos de materiales no metálicos distintos de la madera.
CIP-2021 › A › A63 › A63B › A63B 49/00 › A63B 49/10[2] › hechos de materiales no metálicos distintos de la madera.
Notas[n] desde A63B 49/00 hasta A63B 60/00:
Notas[g] desde A63B 49/00 hasta A63B 63/00: Raquetas, palas u otros accesorios para juegos de pelotas
A NECESIDADES CORRIENTES DE LA VIDA.
A63 DEPORTES; JUEGOS; DISTRACCIONES.
A63B MATERIAL PARA LA EDUCACION FISICA, GIMNASIA, NATACION, ESCALADA O ESGRIMA; JUEGOS DE PELOTA; MATERIAL DE ENTRENAMIENTO (aparatos para gimnasia pasiva, masaje A61H).
A63B 49/00 Raquetas de cuerdas, p. ej. para tenis (cuerdas correspondientes A63B 51/00).
A63B 49/10 · · hechos de materiales no metálicos distintos de la madera.
CIP2021: Invenciones publicadas en esta sección.
(11/09/2019). Solicitante/s: HEAD TECHNOLOGY GMBH. Inventor/es: LAU, DANIEL, Schwenger,Ralf, Rosenkranz,Harald.
Método para fabricar un marco o un segmento de marco para una raqueta de juego de pelota con un segmento de cabeza y un segmento de puño, donde por lo menos una parte del marco se ha configurado como perfil hueco y presenta magnesio y donde el espesor de pared del perfil hueco varía a lo largo de una sección transversal a través del perfil hueco del marco, comprendiendo el método las siguientes etapas:
facilitar un molde de inyección y un núcleo, estando compuesto el núcleo de un material con una temperatura de fusión de por debajo de 400ºC;
colar el marco o el segmento de marco por medio del procedimiento tixo, aplicando un material que presente magnesio entre el molde de inyección y el núcleo; y
fundir el núcleo calentando el marco o el segmento de marco inclusive con el núcleo por encima de la temperatura de fusión del núcleo, no sobrepasándose la temperatura de de resistencia térmica del marco o del segmento de marco.
PDF original: ES-2758727_T3.pdf
Sistema y procedimiento de uso de materiales de espesamiento al corte en productos deportivos.
(15/05/2019). Solicitante/s: HEAD TECHNOLOGY GMBH. Inventor/es: Kotze,Johan,Dr, Schwenger,Ralf, Rosenkranz,Harald, LAMMER,HERFRIED.
Una raqueta , que comprende: una región de cabeza ; una región de golpeo; una región de garganta ; una región de eje ; una región de mango ; y un material de espesamiento al corte en la región de golpeo, el material de espesamiento al corte configurado para mostrar un comportamiento de espesamiento al corte cuando se produce un impacto entre la raqueta y un objeto.
PDF original: ES-2731466_T3.pdf
Raqueta de deporte con aberturas de marco.
(11/04/2019) Una raqueta de deporte que tiene un marco tubular que incluye una parte de cabeza que define un área de encordado en la que se encuentra un plano de lecho de cuerdas y una parte de mango acoplada a dicha parte de cabeza, en donde dicha parte de cabeza incluye una pluralidad de agujeros para cuerdas opuestos formados en dicho marco y que tienen superficies de apoyo de cuerdas para anclar los extremos de un primer conjunto de segmentos de cuerda que se extienden en una primera dirección y los extremos de un segundo conjunto de segmentos de cuerda que se extienden en una segunda dirección, en donde dichos agujeros para cuerdas se colocan para proporcionar una separación predeterminada entre segmentos de cuerda contiguos en cada conjunto, en donde dichos agujeros para cuerdas comprenden agujeros para cuerdas convencionales y agujeros para…
Raqueta para juegos de pelota.
(15/11/2017). Solicitante/s: HEAD TECHNOLOGY GMBH. Inventor/es: Schwenger,Ralf.
Raqueta para juegos de pelota con un marco formado a partir de un perfil hueco, el cual presenta un área de cabeza para alojar un encordado y una sección de sujeción para sujetar la raqueta, donde el marco presenta al menos una sección transparente o translúcida formada a partir de un material transparente o translúcido, la cual se encuentra unida de forma integral, es decir de una pieza y de modo que no puede separarse sin romperse, al resto del marco no transparente o translúcido, la cual presenta una resina transparente y/o un material de fibra de vidrio, donde el marco está formado por un perfil del marco y en el área de la sección transparente o translúcida, el perfil del marco, sobre toda su sección transversal, está formado completamente a partir del material transparente o translúcido, además con cuerdas que forman un encordado, caracterizada por que al menos una cuerda se extiende a través de la sección transparente o translúcida.
PDF original: ES-2657461_T3.pdf
PALA PARA JUGAR AL PÁDEL.
(19/09/2014) 1. Pala de jugar al pádel caracterizada por la introducción de una capa de material duro pero flexible, posiblemente carbono, que divide la capa EVA en dos mitades.
PALA DE PADEL PERFECCIONADA.
(27/06/2014) 1. Pala de padel perfeccionada, de las que tienen una serie de agujeros pasantes , caracterizada porque dichos agujeros pasantes tienen un acabado avellanado que puede variar en diámetro y profundidad; dispone de un acabado perimetral superior formado por una tira de material plástico ; en la zona central se ubica un relieve superficial ; dicha pala incorpora un tubo de fibra a lo largo de todo el perímetro que forma la pala, formando parte del chasis de la misma; el exterior de cada lado de la pala está recubierto por una lámina de plástico moldeado , creando una estructura tipo sándwich.
2. Pala de padel perfeccionada, de las que tienen una serie de agujeros pasantes , según reivindicación primera, caracterizada porque el relieve superficial está…
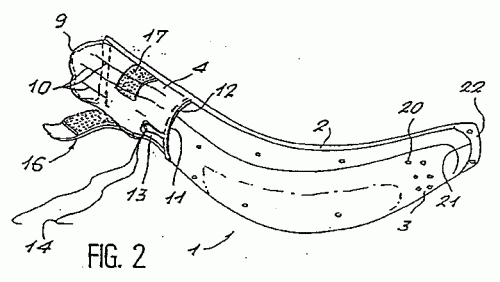
CHISTERA PARA LA PRACTICA DE JUEGOS DE PELOTA Y PROCEDIMIENTO PARA SU FABRICACION.
(16/08/2000). Ver ilustración. Solicitante/s: PERE,PIERRE SOCIETE COMETO. Inventor/es: PERE,PIERRE, TOULOUSE,MARC.
Chistera para la práctica de juegos de pelota, que comporta una armadura de soporte y de atirantado , una cesta ahuecada y alargada de forma tradicional, unida y solidarizada con la armadura, y un guante fijado debajo de la cesta en una de sus extremidades, previsto de medios de enlace y de apriete en la muñeca del usuario y procedimiento para su fabricación, caracterizado porque la armadura y la cesta en forma de casco se realizan en un material compuesto que presenta una rigidez adaptada, comprendiendo este casco, en su cara interna, un revestimiento relativamente elástico y que comporta preferentemente unos motivos en relieve, repartidos en su superficie, estando el guante inmovilizado por encolado en la cara externa perfectamente lisa del casco.
MARCO DE RAQUETA DE TENIS.
(01/08/1997). Solicitante/s: CYTEC TECHNOLOGY CORP.. Inventor/es: ITTEMANN, PETER, GREENING, GIORGIO, DR., SAGUET, PHILIPPE, LAWS, REGINA.
LA INVENCION CONCIERNE A UN MARCO DE RAQUETA DE TENIS DE MATERIAL COMPUESTO DE FIBRAS DE FORMA TUBULAR A BASE DE PROCEDIMIENTO TERMOPLASTICO/FIBRA HIBRIDA DE FIBRA DE CARBONO, EN DONDE EL PUENTE ENTRE LOS DOS BRAZOS DEL MANGO CONSTA ASIMISMO DE MATERIAL COMPUESTO DE FIBRAS DE FORMA TUBULAR, QUE ESTA RELLENO DE UNA ESPUMA TERMOPLASTICA.
PROCEDIMIENTO PARA LA REALIZACION DE UN BASTIDOR DE RAQUETA DE TENIS A PARTIR DE UN ELEMENTO FLEXIBLE TUBULAR IMPREGNADO DE RESINA DESTINADO A SER MOLDEADO.
(01/05/1996) PROCEDIMIENTO PARA LA REALIZACION DE UN BASTIDOR DE RAQUETA DE TENIS A PARTIR DE UN ELEMENTO FLEXIBLE TUBULAR IMPREGNADO DE RESINA DESTINADO A SER MOLDEADO. PROCEDIMIENTO PARA LA REALIZACION DE UN BASTIDOR DE RAQUETA DE TENIS POR MOLDEO DE UN ELEMENTO FLEXIBLE TUBULAR IMPREGNADO DE RESINA QUE COMPRENDE LAS OPERACIONES QUE CONSISTEN: - EN IMPREGNAR DE RESINA LAS FIBRAS, - EN ARROLLAR DICHAS FIBRAS IMPREGNADAS DE RESINA ALREDEDOR DE UNA ENVOLTURA FLEXIBLE DISPUESTA SOBRE UN MANDRIL RIGIDO ARRASTRADO EN ROTACION, EN EL QUE LA ENVOLTURA FLEXIBLE TIENE UNA LONGITUD L1 COMPRENDIDA ENTRE 1.200 Y 1.800 MM. Y DE TAL MODO QUE LAS…
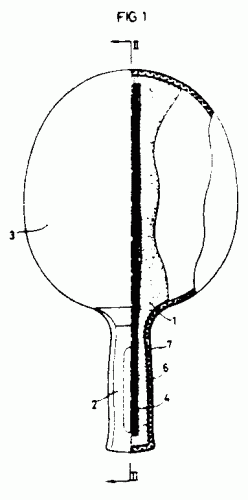
RAQUETA PARA TENIS DE MESA Y PROCEDIMIENTO PARA SU FABRICACION.
(16/04/1992). Ver ilustración. Solicitante/s: CROSAS CAPDEVILA,RAMON.
RAQUETA PARA TENIS DE MESA Y PROCEDIMIENTO PARA SU FABRICACION. CARACTERIZADA POR COMPRENDER UN NUCLEO RIGIDO Y RSISTENTE QUE CONSTITUYE EN UNA SOLA PIEZA EL MANGO Y LA PALA, QUE RECIBE EN AMBAS CARAS Y EN SENTIDO LONGITUDINAL SENDOS CONJUNTOS DE HILOS DE MATERIAL MUY RESISTENTE DE REFUERZO, QUE QUEDAN EMBEBIDOS EN UNA CAPA DE RECUBRIMIENTO DE MATERIAL SINTETICO QUE SE EXTIENDE A LA TOTALIDAD DE LA SUPERFICIE EXTERIOR DEL NUCLEO, QUEDANDO RECUBIERTA TODA LA SUPERFICIE EXTERIOR DE LA RAQUETA MEDIANTE UNA CAPA DE POLIURETANO ESPONJOSO CUYA SUPERFICIE EXTERIOR ES COMPLETAMENTE COMPACTA Y LISA DESPUES DEL ACABADO DE LA RAQUETA. LA FABRICACION COMPRENDE EL MOLDEO Y POLIMERIZACION DEL NUCLEO CON LOS HILOS DE REFUERZO Y LA CAPA DE RESINA SINTETICA, APLICANDOSE POSTERIORMENTE POR INYECCION EL RECUBRIMIENTO EXTERIOR COMPLETAMENTE ENVOLVENTE DE MATERIAL ESPONJOSO.
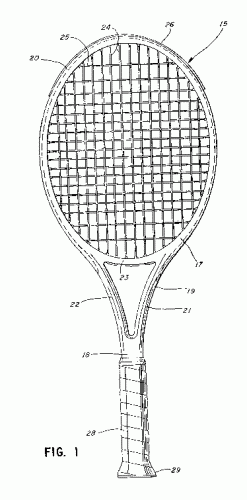
(16/07/1989). Ver ilustración. Solicitante/s: WILSON SPORTING GOODS CO. Inventor/es: KARASEK, MARK L.
UNA RAQUETA DE TENIS QUE TIENE UN MANGO, UNA CABEZA OVALADA Y UNA GARGANTA QUE UNE EL MANGO CON LA CABEZA, ESTANDO ALINEADO EL EJE LONGITUDINAL DE LA RAQUETA CON LA LINEA CENTRAL DEL MANGO Y PASANDO EL PLANO MEDIO DE LA RAQUETA POR DICHO EJE LONGITUDINAL PARALELAMENTE AL PLANO DE LA CABEZA OVALADA, TENIENDO LA RAQUETA UNA FRECUENCIA EN UNA PRIMERA MODALIDAD DE FLEXION, EN CONDICIONES DE APREMIO , COMPRENDIDA ENTRE 170 HZ Y 250 HZ, PREFERIBLEMENTE ENTRE 200 HZ Y 210 HZ, Y UNA FRECUENCIA EN UNA SEGUNDA MODALIDAD DE FLEXION, EN CONDICIONES DE APREMIO , COMPRENDIDA ENTRE 215 HZ Y 315 HZ, PREFERIBLEMENTE ENTRE 230 HZ Y 265 HZ.
PROCEDIMIENTO PARA HACER UN BASTIDOR DE RAQUETA MOLDEADO, REFORZADO CON FIBRA.
(01/12/1986). Solicitante/s: DIVERSIFIED PRODUCTS CORPORATION.
PROCEDIMIENTO PARA HACER UN BASTIDOR DE RAQUETA MOLDEADO, REFORZADO CON FIBRA. COMPRENDE COLOCAR UN NUCLEO EN UN MOLDE QUE INCLUYE PARTES SUPERIOR E INFERIOR Y ELEMENTOS POSICIONADORES , CONFIGURADO PARA DEFINIR EL BASTIDOR ; FORMAR UNA PLURALIDAD DE ELEMENTOS DE SUJECION DE CORDAJE , QUE COMPRENDE CADA UNO, UNA PRIMERA PARTE CONFIGURADA PARA RECIBIR Y SITUAR UNA CUERDA DEL CORDAJE QUE SE HA DE SUJETAR EN EL BASTIDOR, Y UNA SEGUNDA PARTE ADAPTADA PARA QUEDAR EMPOTRADA EN EL BASTIDOR. TIENE APLICACION PARA INSTALAR CORDAJES EN RAQUETAS DE JUGAR AL TENIS.
"MARCO PARA RAQUETA DE TENIS O JUEGO SIMILAR, Y SU PROCEDIMIENTO DE FABRICACION".
(16/03/1984). Solicitante/s: ROBIN,JACQUES A* COUSIN FRERES S.A.
PROCEDIMIENTO PARA LA FABRICACION DE UNA RAQUETA DE TENIS O JUEGO SIMILAR.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UNA MEZCLA FORMADA POR UN MATERIAL TERMOPLASTICO Y FIBRAS; SEGUNDA, SE EXTRUYE DICHA MEZCLA FORMANDO COMPARTIMENTOS LONGITUDINALES Y DEJANDOLA ENFRIAR; TERCERA, SE RECORTA Y PERFORA EL PERFIL EXTRUIDO Y SE RELLENAN LOS COMPARTIMENTOS LONGITUDINALES CON UNA ESPUMA EXPANDIDA; CUARTA, SE RECALIENTE EL CONJUNTO HASTA EL PUNTO DE REBLANDECIMIENTO DEL PERFIL Y A CONTINUACION SE CURVA DICHO PERFIL EN CALIENTE; Y POR ULTIMO, SE INYECTA EL CORAZON DELA RAQUETA Y A CONTINUACION SE FORMA LA EMPUÑADURA.
PERFECCIONAMIENTOS EN BASTIDORES PARA RAQUETAS DE JUEGOS.
(16/07/1981). Solicitante/s: DUNLOP LIMITED.
BASTIDORES PARA RAQUETAS DE JUEGOS MOLDEADOS POR INYECCION HUECA. LA CABEZA HUECA DEL CHASIS TIENE UN RELLENO DE ESPUMA DE POLIURETANO DE UNA DENSIDAD DE 0,10 A 0,25 G/C.C., Y EL EJE HUECO TIENE UN RELLENO DE ESPUMA DE POLIURETANO RIGIDO DE UNA DENSIDAD DE 0,30 A 0,50 G/C.C, FORMANDOSE INTEGRALMENTE LA ESPUMA DE POLIURETANO RIGIDO DEL RELLENO CON UNA PORCION DE MANGO DE ESPUMA RIGIDA, QUE RODEA EL EXTREMO DEL MANGO. LA ESPUMA DE POLIURETANO ES UN PRODUCTO DE REACCION DE UN POLIOL CON DIISOCIANATO DE METILENO O DIISOCIANATO DE TOLILENO.
PROCEDIMIENTO PARA FABRICAR BASTIDORES DE RAQUETAS PARA JUEGOS.
(01/06/1981). Solicitante/s: DUNLOP LIMITED.
PROCEDIMIENTO PARA FABRICAR UN BASTIDOR DE RAQUETAS PARA JUEGOS POR MOLDEO POR INYECCION DE MATERIALES TERMOPLASTICOS. COMPRENDE EL BASTIDOR UNA CABEZA Y UN EJE EN EL QUE AL MENOS LA CABEZA SE FORMA COLOCANDO UN NUCLEO FUSIBLE DENTRO DE UN MOLDE ADECUADO E INYECTANDO MATERIAL TERMOPLASTICO EN EL ESPACIO DEFINIDO ENTRE EL NUCLEO Y LAS PAREDES INTERNAS DEL MOLDE, TENIENDO EL NUCLEO UNA TEMPERATURA DE FUSION INFERIOR A LA TEMPERATURA DE INYECCION, PERMITIENDO QUE SE ENDUREZCA LA PIEZA MOLDEADA Y A CONTINUACION ELEVANDO LA TEMPERATURA A UNA CANTIDAD SUFICIENTE PARA FUNDIR EL NUCLEO, PERO INSUFICIENTE PARA FUNDIR O DEFORMAR LA PIEZA MOLDEADA. EL NUCLEO SE CONFORMA DE MANERA QUE TENGA UNA SERIE DE TETONES DE POSICIONAMIENTO QUE CHOCAN CONTRA LAS PAREDES INTERNAS DEL MOLDE Y MANTIENE EL NUCLEO EN LA POSICION DESEADA.
UN METODO DE FABRICAR UN MARCO DE UNA RAQUETA PARA JUEGOS.
(01/10/1980). Solicitante/s: DUNLOP LIMITED.
Un método de fabricar un marco para una raqueta para juegos, comprendiendo el marco una cabeza y una caña, por moldeo de un material termoplástico, caracterizado porque al menos la cabeza se forma inyectando el material termoplástico, caracterizado porque al menos la cabeza se forma inyectando el material termoplástico en torno a un macho fusible, teniendo el macho un punto de fusión por debajo de la temperatura de inyección y estando configurado de manera que proporcione unos medios de soporte internos entre la pared de la pieza moldeada que ha de quedar en la circunferencia exterior de la cabeza y la pared de la pieza moldeada que ha de quedar en la circunferencia interior de la cabeza, permitiendo que se endurezca la pieza moldeada y subiendo luego la temperatura hasta un valor suficiente para fundir el macho, pero insuficiente para fundir o deformar la pieza moldeada.
PERFECCIONAMIENTOS EN LA FABRICACION DE MARCOS PARA RAQUETAS.
(16/10/1978). Solicitante/s: SOCIETE NATIONALE DES POUDRES ET EXPLOSIFS, S.A..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}