CIP-2021 : B29C 45/16 : Fabricación de objetos multicapas o multicolores.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/16[1] › Fabricación de objetos multicapas o multicolores.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/16 · Fabricación de objetos multicapas o multicolores.
CIP2021: Invenciones publicadas en esta sección.
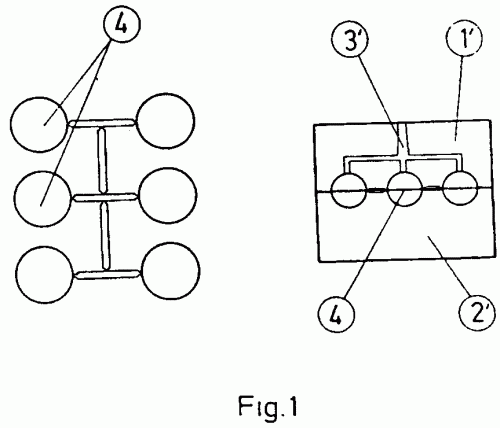
PROCEDIMIENTO PARA LA OBTENCION DE BOLAS NUMERADAS POR INYECCION.
(01/04/1989). Ver ilustración. Solicitante/s: RECREATIVOS FRANCO, S.A.. Inventor/es: GUERRERO GARCIA, RAFAEL.
PROCEDIMIENTO PARA LA OBTENCION DE BOLAS NUMERADAS POR INYECCION QUE EN UNA PRIMERA FASE SE OBTIENEN LOS SEMIELABORADOS O NUCLEOS COLOREADOS CONFORMADOS A BASE DE VARIAS ESFERAS UNIDAS ENTRE SI POR BARRETAS PROVISTAS DE PUNTOS DE MINIMA RESISTENCIA PARA FACILITAR SU RUPTURA Y CUYOS SEMIELABORADOS SE CONSIGUEN UTILIZANDO SENDAS MITALES DE UN MOLDE METALICO QUE PRESENTA, CADA UNA, VARIAS ALINEACIONES DE MEDIAS ESFERAS UNIDAS POR LAS HUELLAS O CANALES RECTOS CORRESPONDIENTES A LAS BARRETAS DE ENLACE Y EN UNA SEGUNDA FASE EL SEMIELABORADO COLOREADO SE DISPONE DE UN MOLDE PARTIDO QUE, CADA MITAD, COMPONE LA MEDIA HUELLA DEL SEMIELABORADO CON SEMIESFERAS DIMENSIONADAS EN UNA DIFERENCIA DE RADIO IGUAL AL ESPESOR QUE SE DESEE DAR A LA CAPA ENVOLVENTE Y CON INCIDENCIA ARRIBA Y ABAJO, DE DOS MACHOS EN CADA HUELLA ESFERICA, MACHOS CILINDRICOS Y CON LA TESTA EN ALTOGRABADO CON LA NUMERACION QUE CORRESPONDA A LA BOLA A OBTENER Y CON SUS HACES APOYADAS FUERTEMENTE, EN UNO Y OTRO POLO DEL NUCLEO A TRATAR.
METODO PARA PRODUCIR UNA GOMA DE SILICONA Y UN COMPUESTO DE RESINA TERMOPLASTICA.
(01/11/1988). Solicitante/s: TORAY SILICONE COMPANY, LTD.. Inventor/es: SHIMIZU, KOJI, SAITO, MASAYUKI, HAMADA, MITSUO.
SE PUEDEN PREPARAR COMBINADOS CONSTITUIDOS AL MENOS POR UNA CAPA DE RESINA ORGANICA TERMOPLASTICA Y AL MENOS POR UNA CAPA DE GOMA VULCANIZADA DE SILICONA, INYECTANDO UNA RESINA TERMOPLASTICA EN UNA CAVIDAD DE UN MOLDE, DEJANDO QUE LA RESINA SE ENDUREZCA, INYECTANDO UNA COMPOSICION VULCANIZABLE Y LIQUIDA DE GOMA DE SILICONA EN UNA CAVIDAD DE UN MOLDE QUE ESTA OCUPADA PARCIALMENTE POR LA RESINA TERMOPLASTICA ENDURECIDA Y, POR ULTIMO, VULCANIZANDO LA COMPOSICION LIQUIDA DE GOMA DE SILICONA. LA COMPOSICION LIQUIDA DE GOMA DE SILICONA SE VULCANIZA A UNA TEMPERATURA COMPRENDIDA ENTRE 25JC Y EL PUNTO DE REBLANDECIMIENTO DE LA RESINA TERMOPLASTICA. EN UNA REALIZACION PREFERIDA, LA COMPOSICION VULCANIZABLE Y LIQUIDA DE GOMA DE SILICONA SE MANTIENE A UNA TEMPERATURA DE C60J A B5JC ANTES DE INYECTARLA EN LA CAVIDAD DEL MOLDE.
PROCEDIMIENTO PARA LA PRODUCCION DE ARTICULOS MOLDEADOS DE MATERIAL TERMOPLASTICO DEL TIPO EMPAREDADO.
(01/07/1987). Solicitante/s: BP CHEMICALS LIMITED.
MODIFICACIONES EN UN PROCEDIMIENTO PARA PRODUCIR ARTICULOS MOLDEADOS DE MATERIAL TERMOPLASTICO. CONSISTENTES EN RELLENAR EL MOLDE DE LOS MATERIALES QUE SE SUMINISTRAN MEDIANTE MAQUINAS DE MOLDEO POR INYECCION SEPARADAS, INYECTANDOSE AL INTERIOR DEL MOLDE A TRAVES DE UNA BOQUILLA COMUN; Y APLICAR UNA PRESION OSCILANTE DE RELLENO AL MATERIAL DEL MOLDE DURANTE EL ENFRIAMIENTO INICIAL DE LA FUSION TERMOPLASTICA Y, SIMULTANEAMENTE, INTRODUCIR DENTRO DEL MOLDE MAS MATERIAL TERMOPLASTICO; DONDE LA PRESION OSCILANTE DE RELLENO, MEDIDA EN LA SECCION DE ENTRADA DEL MOLDE, SE DERIVA DE LA CICLACION DE LA PRESION EN UNA GAMA DE DIFERENCIA DE PRESION DE 5 A 150 MPA; Y DONDE LA FRECUENCIA DE OSCILACION DE LA PRESION DE RELLENO ES DE 0,4 A 2 HZ. TIENE APLICACION EN LA INDUSTRIA DEL AUTOMOVIL.
PROCEDIMIENTO DE FABRICACION DE UN REFLECTOR PARA FARO Y MOLDE PARA SU REALIZACION.
(01/06/1987). Solicitante/s: CIBIE PROJECTEURS.
PROCEDIMIENTO PARA LA FABRICACION DE UN REFLECTOR PARA FARO. CONSISTE EN LA FABRICACION DE UNA PARED QUE COMPRENDE UNA CAPA DE NUCLEO DESTINADA A COMUNICAR AL REFLECTOR SUS CARACTERISTICAS DE RESISTENCIA MECANICA; Y EN LA FABRICACION DE UNA CAPA DE PIEL QUE ENVUELVE LA CAPA DE NUCLEO DEFINIENDO UNA CARA CONCAVA LISA DESTINADA A FORMAR UNA CARA REFLECTANTE DEL REFLECTOR . EL MATERIAL TERMOPLASTICO DE PIEL SE ELIGE ENTRE POLIOLEFINAS, POLIAMIDAS, POLIETERES, POLISULFUROS, POLIESTERES LINEALES, Y SUS MEZCLAS. DE APLICACION EN LA FABRICACION DE REFLECTORES PARA FAROS DE AUTOMOVILES.
METODO DE MOLDEAR UN RECIPIENTE DE CAPAS MULTIPLES.
(01/04/1987). Solicitante/s: NISSEI ASB MACHINE CO., LTD..
METODO PARA EL MOLDEO DE UN RECIPIENTE DE CAPAS MULTIPLES. CONSISTE EN USAR UNA TOBERA DOBLE DOTADA DE UN PASO EXTERNO DE FLUJO EN COMUNICACION CON UN ORIFICIO DE TOBERA Y UN PASO INTERNO DE FLUJO ABIERTO A UN EXTREMO DE DICHO PASO EXTERNO DE FLUJO; EN INYECTAR UNA PRIMERA RESINA QUE FORMA UN CUERPO DE UN PARISON , A UNA CAVIDAD DESDE EL MENCIONADO PASO INTERNO DE FLUJO; EN INYECTAR UNA SEGUNDA RESINA PARA FORMAR LA CAPA INTERMEDIA DEL CUERPO EN CONEXION CON LA PRIMERA RESINA; Y EN MOLDEAR POR SOPLADO EL PARISON DE CAPAS MULTIPLES FORMADO, HASTA OBTENER UN RECIPIENTE DE TRES CAPAS EN EL QUE LA CAPA INTERNA TENGA MAYOR GROSOR DE PARED QUE LA CAPA EXTERNA.
APARATO PARA FORMAR ARTICULOS DE PLASTICO DE CAPAS MULTIPLES POR MOLDEO POR INYECCION.
(16/12/1986). Solicitante/s: AMERICAN CAN COMPANY.
APARATO PARA FORMAR ARTICULOS DE PLASTICO DE CAPAS MULTIPLES MEDIANTE MOLDEO POR INYECCION. CONSTA DE: UNA PLACA PORTAMACHOS QUE SE DESPLAZA LADO CON LADO, SE MONTA SOBRE UN PLATO AXIALMENTE MOVIL LLEVADO POR TIRANTES Y QUE PORTA TIRANTES Y MACHOS ; UN DISPOSITIVO DE ACCIONAMIENTO FORMADO POR UN CILINDRO DE ACCIONAMIENTO , UNA CARCASA DEPOSITO DE ACEITE Y UNA BOMBA HIDRAULICA; UN MECANISMO DE SERVOMANDO ; UNA CADENA DE INYECCION DOTADA CON TRES TOLVAS QUE RECIBEN MATERIAL POLIMERO GRADUADO; TRES CILINDROS DE INYECCION CALIENTES QUE TIENEN HUSILLOS DE INYECCION ALTERNATIVOS IMPULSADOS POR MOTORES PARA FUNDIR EL MATERIAL POLIMERO GRANULADO.
PROCEDIMIENTO DE FABRICACION DE UN TRANSPARENTE TRICOLOR DE UN PILOTO DE SEÑALIZACION DE AUTOMOVIL.
(01/12/1986). Solicitante/s: FRANKANI, S.A.
PROCEDIMIENTO DE FABRICACION DE UN TRANSPARENTE TRICOLOR DE UN PILOTO DE SEÑALIZACION DE AUTOMOVIL. CONSISTE EN QUE SE INYECTAN SEPARADAMENTE LAS PORCIONES DEL TRANSPARENTE DE DOS COLORES, SE COLOCAN LOS VIDRIOS INYECTADOS EN UN SOBREMOLDEO QUE COMPRENDE UN CORDON HUECO FRENTE A LA LINEA , DE UNION DE LOS VIDRIOS (1 Y 2) Y UN CORDON HUECO DEBAJO DEL BORDE LIBRE (4 Y 5) DEL VIDRIO . LA INYECCION DE MATERIAL CRISTAL EN EL MOLDE DE SOBREMOLDEO, PRODUCE LA FORMACION DE UN VIDRIO DE CRISTAL EN EL ESPACIO LIBRE ENTRE LOS VIDRIOS (1 Y 2), ASI COMO UN CORDON CRISTAL QUE UNE LOS VIDRIOS (1 Y 2) BAJO LA LINEA Y UN CORDON MAS DELGADO QUE ASEGURA LA UNION DEL VIDRIO CRISTAL CON EL VIDRIO ROJO.
UN METODO DE FABRICAR UN CIERRE PARA RECIPIENTES DOTADO DE UN MIEMBRO DE CIERRE Y UN FORRO DISPUESTO EN ESTE.
(16/11/1986). Solicitante/s: TBL DEVELOPMENT CORPORATION.
METODO PARA LA FABRICACION DE UN CIERRE PARA RECIPIENTES QUE ESTA DOTADO DE UN MIEMBRO DE CIERRE Y DE UN FORRO DISPUESTO EN ESTE. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE CONFIGURA UN MAHCO CILINDRICO DE HERRAMIENTA DE FORMACION CON UNA ESTRUCTURA RADIALMENTE EXTERIOR, DESTINADA A RECIBIR MATERIAL DE MOLDEO FORMADOR DEL FORRO; SEGUNDA, SE CONFIGURA UNA CAVIDAD DE MOLDE PARA FORMAR, CON DICHO MACHO, EL CITADO FORRO CON UN PERFIL PRESELECCIONADO; TERCERA, SE INTRODUCE EL MATERIAL DE MOLDEO FORMADOR DEL FORRO EN LA CAVIDAD DE MOLDE, PARA FORMAR EL FORRO SOBRE EL MACHO; CUARTA, SE CONFIGURA UNA CAVIDAD DE MOLDE PARA FORMAR, CON EL MACHO PROVISTO DE FORRO, EL MIEMBRO DE CIERRE CON UN PERFIL PRESELECCIONADO; Y POR ULTIMO, SE INTRODUCE EL MATERIAL DE MOLDEO FORMADOR DEL MIEMBRO DE CIERRE EN LA CAVIDAD DE MOLDE PREPARADA. DE APLICACION EN LA PRODUCCION DE CIERRES RESISTENTES A LA PRESION Y AL VACIO.
"PROCEDIMIENTO DE INYECCION DE PIEZAS DE MATERIALES PLASTICOS".
(16/11/1986). Solicitante/s: CIBIE PROJECTEURS.
PROCEDIMIENTO PARA LA INYECCION DE PIEZAS DE MATERIALES PLASTICOS. COMPRENDE LAS SIGUIENTES ETAPAS: PRIMERA, SE ELIGE UNA MARCA DE MOLDEO QUE PRESENTA POR LO MENOS DOS ZONAS EN FORMA DE DOMO, QUE SON RESPECTIVAMENTE COMPLEMENTARIAS DE DICHAS PAREDES EN FORMA DE DOMO; SEGUNDA, SE CONECTADA CADA UNO DE LOS ORIFICIOS DE INYECCION A UNA MISMA FUENTE DE MATERIAL TERMOPLASTICO DE PIEL EN ESTADO LIQUIDO Y SE INYECTA A PRESION EN LA MARCA , A TRAVES DE CADA UNO DE LOS ORIFICIOS; TERCERA, A CONTINUACION SE CONECTA SIMULTANEAMENTE CADA UNO DE LOS ORIFICIOS DE INYECCION A UNA MISMA FUENTE DE MATERIAL TERMOPLASTICO DE CORAZON EN ESTADO FLUIDO Y SE INYECTA ESTE MATERIAL A PRESION EN LA MARCA.
REFLECTOR REALIZADO POR INYECCIONES CONSECUTIVAS DE DOS MATERIALES TERMOPLASTICOS.
(16/10/1986). Solicitante/s: SIGNAL VISION,S.A.
Reflector realizado por inyecciones consecutivas de dos materiales termoplásticos, en particular de una poliamida que forma una película y de una poliamida cargada al 50 + 5% de carga mineral y/o orgánica que forma una estructura rodeada por la citada película, caracterizado por el hecho de que, siendo EPI el espesor de película interna o útil del reflector y siendo ES el espesor del material de estructura, la relación EPI/ES, en la zona óptica del reflector no comporta una variación local superior a 0, 002/mm.
UN METODO DE MOLDEO POR INYECCION DE UN PARISON CON FONDO MULTICAPA.
(16/06/1986). Solicitante/s: NISSEI ASB MACHINE CO., LTD..
METODO DE MOLDEO POR INYECCION DE UN PARISON CON FONDO MULTICAPA. COMPRENDE: A) INYECTAR EN UNA CAVIDAD DEL MOLDE UNA CANTIDAD PREDETERMINADA DE UNA PRIMERA RESINA FUNDIDA (6A) PROCEDENTE DEL PRIMER CANAL DE FLUJO DE LA BOQUILLA ; B) INTRODUCIR UNA CANTIDAD PREDETERMINADA DE UNA SEGUNDA RESINA (7A) FUNDIDA PROCEDENTE DEL SEGUNDO CANAL DE FLUJO DE LA BOQUILLA PARA INCORPORARLA A PRESION EN LA PRIMERA RESINA FUNDIDA (6A) E INYECTAR LA SEGUNDA RESINA FUNDIDA (7A) JUNTO CON LA PRIMERA RESINA FUNDIDA; C) INYECTAR UNA TERCERA RESINA FUNDIDA (8A) PROCEDENTE DEL TERCER CANAL DE FLUJO DE LA BOQUILLA , PARA INTRODUCIRLA A PRESION EN LA SEGUNDA RESINA FUNDIDA (7A) E INYECTAR A LA TERCERA RESINA (8A) JUNTO CON LA PRIMERA (6A) Y LA SEGUNDA RESINAS FUNDIDAS (7A).
PERFECCIONAMIENTOS EN LOS APARATOS PARA CALENTAR ARTICULOS DE MATERIAL TERMOPLASTICO EN CURSO DE FABRICACION.
(01/04/1986). Solicitante/s: INDUSTRIA MECCANICA LORENZIN S.P.A.
APARATO PARA CALENTAR ARTICULOS DE MATERIAL TERMOPLASTICO EN CURSO DE FABRICACION, PARTICULARMENTE EN FASES INTERMEDIAS DE PROCESOS CONSTITUIDOS POR INYECCIONES MULTIPLES. CONSTA DE UNA CUNA MOVIL QUE CONTIENE ELEMENTOS ELECTRICOS CALEFACTORES, LA CUAL ES TEMPORALMENTE INSERTABLE EN EL MOLDE ABIERTO DE UNA MAQUINA QUE REALIZA UN PROCESO DE INYECCIONES MULTIPLES SUCESIVAS DE MATERIAL PLASTICO, ACTUANDO DICHOS ELEMENTOS CALEFACTORES SOBRE UN PRIMER ELEMENTO INYECTADO PARA ACTIVAR SU SUPERFICIE ANTES DE UNA SEGUNDA INYECCION; Y DE UN MECANISMO QUE COMPRENDE DOS PISTONES DE AIRE DEL TIPO DE DOBLE EFECTO PARA TRANSMITIR EL MOVIMIENTO A LA CUNA . DE APLICACION EN LA PREPARACION DE SUELAS PARA CALZADOS.
PROCEDIMIENTO PARA FORMAR ARTICULOS DE PLASTICO DE CAPAS MULTIPLES.
(01/11/1985). Solicitante/s: AMERICAN CAN COMPANY.
PROCEDIMIENTO PARA LA FORMACION DE ARTICULOS DE PLASTICO DE CAPAS MULTIPLES MEDIANTE MOLDEO POR INYECCION.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE FORMAN CORRIENTES DE MATERIALES POLIMERICAS DISCRECIONALMENTE A PRESION, PARA OBTENER VLAS CAPAS CORRESPONDIENTES A LOS ARTICULOS; SEGUNDA, SE LLEVA CADA CORRIENTE DE MATERIAL POR SEPARADO A CADA UNA DE UNA PLURALIDAD DE FUENTES DE INYECCION CONJUNTA; TERCERA, SE FORMAN EN LAS FUENTES DE INYECCION CONJUNTA CORRIENTES COMBINADAS, PARTIENDO DE LAS CORRIENTES DE MATERIALES; Y POR ULTIMO, SE INYECTAN LAS CORRIENTES COMBINADAS EN AREAS DE MOLDEO DEFINIDAS, PARA FORMAR ARTICULOS DE PLASTICO DE CAPAS MULTIPLES.DE APLICACION EN LA FABRICACION DE RECIPIENTES RIGIDOS Y SEMIRIGIDOS.
PROCEDIMIENTO DE FABRICACION DE ARTICULOS CONFORMADOS POR INYECCION MOLDEO.
(03/04/1984). Solicitante/s: CIBIE PROJECTEURS.
PROCEDIMIENTO DE FABRICACION DE ARTICULOS MEDIANTE MOLDEO POR INYECCION.EL PROCEDIMIENTO CONSTA DE DOS FASES DE INYECCION: UNA PRIMERA EN QUE SE INYECTA EN EL MOLDE UN MATERIAL TERMOPLASTICO DE RECUBRIMIENTO , CARACTERIZADO POR TENER UNA TEMPERATURA SUPERIOR A ESTA; Y UNA SEGUNDA EN QUE SE INYECTA UN TEREFTALATO DE POLIETILENO , CON UN MAXIMO DEL 50 EN PESO DE CARGAS MINERALES, A TEMPERATURA INTERMEDIA ENTRE LA DE INYECCION DEL MATERIAL ANTERIOR Y LA SUYA DE PLASTOELASTICIDAD. EL MOLDE SE MANTIENE ENTREAMBAS FASES A TEMPERATURA INFERIOR A LA DE CRISTALIZACION DEL TEREFTALATO.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA TAPA DE RECIPIENTE DOTADA CON PICO DE VERTIDO ESCAMOTEABLE.
(01/10/1983). Solicitante/s: ALLIBERT, S.A..
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA TAPA DE RECIPIENTE DOTADA CON PICO DE VERTIDO ESCAMOTEABLE. EN UN DISPOSITIVO QUE COMPRENDE UN OBTURADOR ANULAR CONFIGURADO DE MODO QUE ENTRE LA CARA EXTERNA DEL OBTURADOR Y UNA PARED FIJA DEL MOLDE, EXISTA UNA CAVIDAD DE MOLDEO PARA LA LONGITUD MAXIMA; SE VIERTE MATERIA PLASTICA EN UNA CAVIDAD DE MOLDEO , Y A CONTINUACION SE VIERTE UNA SEGUNDA MATERIA PLASTICA EN EL NUCLEO DEL SOBREESPESOR . DE ESPECIAL APLICACION PARA ENVASAR LIQUIDOS O MATERIALES PULVERULENTOS.
PROCEDIMIENTO PARA LA REALIZACION DE UN REFLECTOR OPTICO , ESPECIALMENTE PARA PROYECTOR DE AUTOMOVIL.
(01/12/1980). Solicitante/s: SOCIETE DE SIGNALISATIONS AUTOMOBILES S.E.I.M.A..
PROCEDIMIENTO PARA LA REALIZACION DE UN REFLECTOR OPTICO. CONSISTE EN INYECTAR EN UN MOLDE UNA PRIMERA MATERIA PLASTICA, CUYO VOLUMEN NO CORRESPONDE MAS QUE A UNA PARTE DEL VOLUMEN DEL MOLDE, HACIENDO FLUIR LA MATERIA PLASTICA, BAJO LA FORMA DE UNA PIEL, CONTRA LAS PAREDES DEL MOLDE POR INYECCION INMEDIATA DE UNA SEGUNDA MATERIA PLASTICA QUE, EMPUJANDO O RECHAZANDO A LA PRIMERA MATERIA, SE ALOJA ENTRE ALS DOS PIELES FORMADAS POR DICHA PRIMERA MATERIA CONTRA LAS PAREDES DEL MOLDE. LA SEGUNDA MATERIA ESTA CONSTITUIDA POR PARTICULAS MINERALES.
PROCEDIMIENTO Y MAQUINA PARA MOLDEAR RECIPIENTES U OTROS OBJETOS EN MATERIA PLASTICA.
(16/10/1979). Ver ilustración. Solicitante/s: ALLIBERT EXPLOITATION.
Procedimiento y máquina para moldear recipientes u otros dos materiales plásticos compatibles y soldables uno con otro de naturaleza y/o de color diferentes, procedimiento en el que la materia constitutiva del recipiente es inyectada en un espacio de inyección comprendido entre la pared de un molde y la de un contramolde, *** ver imagen 01.
PROCEDIMIENTO DE MOLDEADO DE INDICADORES LUMINOSOS TRANSPARENTES MULTICOLORES.
(16/04/1979). Solicitante/s: SOCIETE DE SIGNALISATIONS AUTOMOBILES S.E.I.M.A..
Procedimiento de moldeado de indicadores luminosos transparentes de materia termoplática de varios elementos coloreados de cualquier forma teniendo lados comunes, indicadores que están montados en los semáforos empleados en la señalización en general y muy especialmente en aquellos empleados a bordo de vehículos automóviles o análogos, caracterizado por la inyección en un mismo molde de dos grupos de pistones y de receptáculo, montado en una máquina de moldear de plato giratorio con dos porciones desplazadas en 1/2 vuelta, materias termopláticas constituyendo cada elemento coloreado, lengüetas salidas del elemento moldeado en las que serán inyectados los otros elementos coloreados simultáneamente en la segunda porción.
PERFECCIONAMIENTOS EN PRENSAS HIDRAULICAS UNIVERSALES PARA EL SOBREMOLDEO POR INYECCION DE VARIOS DE MOLDEO.
(01/11/1978). Solicitante/s: DECHAVANNE,JACQUES.
Resumen no disponible.
PROCEDIMIENTO DE MOLDEO POR INYECCION.
(16/10/1978). Solicitante/s: BILLION S.A..
Procedimiento de moldeo por inyección de artículos complejos de grandes dimensiones que presentan por lo menos localmente unas partes compuestas en las cuales se encuentran como mínimo dos materias de composiciones distintas de las cuales una es revestida por la otra, realizándose la inyección de las materias destinadas a formar las partes compuestas en por lo menos dos zonas distintas del molde, caracterizándose dicho procedimiento porque: - se inyecta en estas zonas del molde una primera materia, a continuación se inyecta en la primera materia de estas zonas una segunda materia que penetra en la primera empujándola contra las paredes del molde, - y se facilita en el plano de unión de las masas de la primera materia una fuga o escape de una cantidad predeterminada de la primera materia fuera del espacio útil de la cavidad del molde para permitir a las dos masas de la segunda materia juntarse y mezclarse a la altura del plano de unión de las masas de la primera materia.
DISPOSITIVO PARA VACIAR O INYECTAR LLANTAS DE VEHICULOS.
(01/10/1977). Solicitante/s: POLYAIR MASCHINENBAU, G. M. B. H.
Resumen no disponible.
UN PROCEDIMIENTO PERFECCIONADO DE MOLDEO POR INYECCION DE PIEZAS DE PLASTICO DE TRES COLORES DIFERENTES.
(16/09/1977). Solicitante/s: ITT INDUSTRIES, INC..
Resumen no disponible.
DISPOSITIVO DE MOLDEO POR INYECCION.
(16/02/1977). Solicitante/s: BILLION S.A..
Resumen no disponible.
UN PROCEDIMIENTO PARA LA FABRICACION DE NEUMATICOS CON MEZCLAS DIFERENCIADAS.
(01/02/1977). Solicitante/s: INDUSTRIE PIRELLI SOCIETA PER AZIONI.
Resumen no disponible.
MAQUINA DE MOLDEO POR INYECCION.
(16/01/1977). Solicitante/s: BILLION S.A..
Resumen no disponible.
PROCEDIMIENTO PARA LA FORMACION DE UNA MUNICION PARA ARMAS DE JUGUETE.
(01/09/1976). Solicitante/s: FERRI,GIAMPIERO.
Resumen no disponible.
MAQUINA MOLDEADORA MULTI-INYECCION PARA MATERIALES TERMOPLASTICOS.
(01/02/1976). Solicitante/s: INDUSTRIE MECCANICHE LORENZIN S.N.C.
Resumen no disponible.
PROCEDIMIENTO Y APARATO PARA MOLDEAR ARTICULOS DE DOS CAUCHOS DE COLORES DIFERENTES.
(16/12/1975). Solicitante/s: UNIROYAL, INC..
Procedimiento y aparato para moldear artículos de dos cauchos de colores diferentes, en un molde que tiene una cavidad de molde definida por una pared lateral cerrada, medios que definen una superficie de calidad de molde y un elemento de molde móvil situado dentro de dichos medios de paredes laterales, opuesto a dicha superficie, cuyo elemento de molde móvil tiene un reborde periférico en relación de ajuste deslizante con dicha pared lateral y un rebajo periférico prácticamente continuo adyacente a dicho reborde en su lado encarado en dirección contraria a la citada superficie, caracterizado porque el procedimiento se insufla gas a través de dicha cavidad de molde para eliminar cualquier partícula suelta del primer caucho antes de depositar el segundo caucho en la cavidad del molde.
UN PROCEDIMIENTO PARA LA FABRICACIÓN DE TAMBORES PARA CONTADORES Y APARATOS SIMILARES.
(01/06/1961). Ver ilustración. Solicitante/s: COMPAGNIE DES COMPTEURS.
Un tambor en dos colores, para contadores y aparatos similares, obtenido por inyección en dos fases y que lleva cifras en relieve con relación a la superficie periférica exterior del tambor, poseyendo la rueda de pequeño espesor, obtenida en la primera fase, en su superficie periférica exterior, patas sobre las cuales descansa las cifras.
MEJORAS EN EL ACCIONAMIENTO DE MÁQUINAS PARA FABRICAR ARTÍCULOS DE PLÁSTICO POR INYECCIÓN MÚLTIPLE.
(16/04/1961) Mejoras en el accionamiento de máquinas para fabricar artículos de plástico por inyección múltiple, caracterizadas porque el émbolo de cada cilindro de inyección es accionado por un electromotor a través de sendas transmisiones de reducción, y de un dispositivo de palanca múltiple, las cuales constituyen una cadena cinemática, uno de cuyos extremos está articulado, a dicho émbolo, produciendo su desplazamiento, y el otro lo está excéntricamente a una rueda de la transmisión giratoria alternativamente, moviendo una de dichas ruedas, como mínimo, a otra rueda portadora de un brazo para accionamiento de un interruptor de inversión de marcha de uno de los electromotores, y otro de paro general, en orden…
{kind=link}
{kind=link}
{kind=link}