CIP-2021 : B29C 45/16 : Fabricación de objetos multicapas o multicolores.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/16[1] › Fabricación de objetos multicapas o multicolores.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/16 · Fabricación de objetos multicapas o multicolores.
CIP2021: Invenciones publicadas en esta sección.
MOLDEO POR INYECCION SIMULTANEA DE PREFORMAS PARA RECIPIENTES DE CAPAS MULTIPLES.
(16/10/1997) SE PRESENTA UN MOLDE DE INYECCION MULTICAVIDAD , PARA EL MOLDEADO A INYECCION SIMULTANEO DE UNA PLURALIDAD DE ARTICULOS MULTICAPA QUE TIENE UN SISTEMA DE DISTRIBUCION EN CALIENTE SIMPLE PARA EL SUMINISTRO SECUENCIAL PARA UN PRIMER Y UN SEGUNDO MATERIAL FUNDIDO A LAS CAVIDADES DEL MOLDE, SIENDO SUMINISTRADOS CADA UNO DE ESTOS MATERIALES A TODAS LAS CAVIDADES EN CANTIDADES IGUALES. LA INVENCION TAMBIEN SUMINISTRA UNA VARILLA DE NUCLEO PARA CADA CAVIDAD EN LA QUE EXISTE UNA CONCAVIDAD, AL LADO DEL PUNTO DE ENTRADA DE LOS MATERIALES AL INTERIOR DE LA CAVIDAD, PARA EVITAR QUE EL PRIMER MATERIAL INYECTADO EN EL CICLO DE INYECCION SEA ELIMINADO DEL EXTREMO…
PROCESO DE FABRICACION POR MOLDEADO DE UNA PIEZA QUE COMPRENDE UNA ZONA HUECA.
(16/10/1997). Solicitante/s: REYDEL. Inventor/es: DURIEZ, DOMINIQUE, LE LANNOU, MICHEL.
PROCESO DE FABRICACION POR MOLDEADO DE UNA PIEZA QUE COMPRENDE UNA CAVIDAD INTERNA QUE SE PRESENTA EN FORMA DE UN ELEMENTO DE INSERCION REALIZADO EN UN PRIMER MATERIAL TERMOPLASTICO, RECUBIERTO AL MENOS PARCIALMENTE POR UNA CAPA DE UN SEGUNDO MATERIAL TERMOPLASTICO DE RECUBRIMIENTO. SEGUN LA INVENCION, SE PREVE UNA CONTRAPRESION EN LA CAVIDAD INTERNA CUANDO EL ELEMENTO DE INSERCION TODAVIA ES MALEABLE DURANTE LA FASE DE COLOCACION DEL MATERIAL DE RECUBRIMIENTO . LA INVENCION SE REFIERE IGUALMENTE A UNA APLICACION DE ESTE PROCESO A LA FABRICACION DE PIEZAS TALES COMO PARTICULARMENTE EMPUÑADURA DE PUERTAS DE VEHICULOS.
UNIDAD DE CIERRE DE RECIPIENTES DE MATERIAS FLUIBLES.
(01/07/1997) SE DESCRIBE UNA UNIDAD DE CIERRE PARA RECIPIENTES DE MANEJO Y ALMACENAJE DE FLUIDOS COMPUESTA AL MENOS DE DOS MATERIALES TERMOPLASTICOS, Y CON SUS ZONAS FABRICADAS DE MATERIALES DIFERENTES DISPONIENDO DE FUNCIONES DIFERENTES. UN MATERIAL (A,2) BASE TOMA LA FUNCION DE SELLADO CONTRA EL CONTENEDOR (G.2), MATERIALES (B.2, C) ADICIONALES TOMAN POR EJEMPLO UNA FUNCION DE SELLADO SUPLEMENTARIA, O INCREMENTO DE LA ESTABILIDAD MECANICA, PERMEABILIDAD LIMITE, INCREMENTO DE ELASTICIDAD DE FORMA QUE UNA ABERTURA ADICIONAL Y CIERRE PUEDA SER PRODUCIDA Y/O SE HAGA POSIBLE LA ABSORCION. LA UNIDAD DE CIERRE ESTA PRODUCIDA MEDIANTE UN PROCESO DE MOLDEADO DE INYECCION DE MULTIMATERIAL DE FORMA QUE LA SUPERFICIE DE CONTACTO ENTRE LOS VARIOS ELEMENTOS ESTAN INTERCONECTADAS DE FORMA SELECTIVA MEDIANTE UN ENCLAVAMIENTO REVERSIBLE…
METODO DE ENCAPSULAR UN ANCLAJE TENSOR DE TENDONES.
(16/06/1997). Solicitante/s: VARITECH INDUSTRIES, INC. HAYES INTERESTS, INC. Inventor/es: SORKIN, FELIX L..
METODO PARA ENCAPSULAR UN ANCLA TENSORA DE UN TENDON QUE COMPRENDE LOS PASOS DE CARGAR UN ANCLA EN UN MOLDE DE MANERA QUE EL MOLDE DEFINE LA FORMA EXTERIOR DE UNA ENCAPSULACION, SITUAR EL MATERIAL DE ENCAPSULACION DENTRO DEL MOLDE DE FORMA QUE CUBRA COMPLETAMENTE LA SUPERFICIE DESEADA DEL ESTERIOR DEL ANCLA ; SOLIDIFICAR EL MATERIAL DE ENCAPSULACION HASTA QUE CUBRA EL ANCLA , Y RETIRAR EL ANCLA DEL MOLDE . ESTE METODO COMPRENDE TAMBIEN EL PASO POSTERIOR DE PRESURIZAR EL MATERIAL DE ENCAPSULACION DENTRO DEL MOLDE CON OBJETO DE RETIRAR LAS BURBUJAS DE AIRE QUE SE INTERPONGAN ENTRE EL ANCLA Y LA ENCAPSULACION. ADEMAS, ESTE METODO INCLUYE LOS PASOS DE FORMAR UNA PORCION TUBULAR QUE SE EXTIENDE HACIA AFUERA A PARTIR DE LA ENCAPSULACION QUE RODEA AL ANCLA Y DE FORMAR UN AREA DE RECEPCION EN EL OTRO LADO DEL ANCLA . SE SITUA UNA ESTRUCTURA-SOPORTE A TRAVES DEL ANCLA PARA SUSPENDER ESTA DENTRO DEL MOLDE Y CENTRAR ASI EL ANCLA DENTRO DEL MOLDE.
CONJUNTO DE DISTRIBUCION QUE COMPRENDE UN RECIPIENTE CILINDRICO QUE CONTIENE UN EMBOLO.
(16/05/1997). Solicitante/s: L'OREAL. Inventor/es: DE LAFORCADE, VINCENT, LACOUT, FRANCK.
CONJUNTO DE DISTRIBUCION QUE COMPRENDE UN RECIPIENTE Y UN ORGANO DE DISTRIBUCION DEL PRODUCTO CONTENIDO EN EL RECIPIENTE , SIENDO EL RECIPIENTE (29 CILINDRICO Y COMPRENDIENDO UN PISTON CONSTITUIDO POR UN CUERPO DE MATERIA RIGIDO QUE TIENE UNA PARTE CILINDRICA QUE LLEVA UNA JUNTA DE ESTANQUEIDAD DE MATERIAL ELASTICO, EN EL QUE LA JUNTA DE ESTANQUEIDAD SE OBTIENE POR SOBREMOLDEADO DEL CUERPO DEL PISTON DE MATERIAL RIGIDO, SIENDO EL MATERIAL ELASTICO Y EL MATERIAL RIGIDO QUIMICAMENTE COMPATIBLES PARA ASEGURAR LA CONEXION DE LA JUNTA Y DEL CUERPO DEL PISTON , PRESENTANDO LA JUNTA 817) UNA PARTE SEMITORICA.
(16/02/1997). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: MOCK, ELMAR, AESCHLIMANN, MARCEL.
EN UN CIERRE HECHO DE MATERIAL TERMOPLASTICO PARA UN ENVASE , PARA LA MANIPULACION Y ALMACENADO DE SUSTANCIAS CAPACES DE FLUIR, COMPUESTO DE UNA PIEZA DE VERTIDO , EN ESENCIA DE FORMA TUBULAR Y DE UNA PIEZA DE CIERRE QUE CIERRA LA ABERTURA DE LA PIEZA DE VERTIDO, ESTA COLOCADA UNA PELICULA DE RECUBRIMIENTO SOBRE LAS PIEZAS DE VERTIDO Y DE CIERRE PARA LA PROTECCION DE LA SUSTANCIA ENVASADA. TALES PELICULAS DE RECUBRIMIENTOS SE PUEDEN COLOCAR SOBRE LA CARA INTERIOR, SOBRE LA CARA EXTERIOR O SOBRE LAS DOS CARAS Y, POR EJEMPLO, ESTAN PREVISTAS PARA LA PROTECCION DE LA SUSTANCIA CONTRA LA ACCION DEL OXIGENO.
CIERRE DE UN ENVASE PARA UN PRODUCTO FLUIDO.
(16/02/1997). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: MOCK, ELMAR.
EL CIERRE, SEGUN LA INVENCION, DISPONE PARA LA SEGURIDAD ADICIONAL DE SU NUEVO ESTADO DE UNA LINEA TEORICA DE ROTURA , QUE SE EXTIENDE PERIMETRALMENTE AL MENOS PARCIALMENTE POR LA ABERTURA DEL ENVASE, UNIENDO LA ABERTURA DE VERTIDO CON EL CIERRE . CON EL FIN DE QUE ESTA LINEA TEORICA DE ROTURA ESTE PROTEGIDA CONTRA DAÑOS, Y EN LO POSIBLE PUEDA SER RASGADA TAN SOLO DEBIDO A UN ESFUERZO, QUE ESTA DIRIGIDO EN LA MISMA DIRECCION QUE EL ESFUERZO QUE SE NECESITA PARA ABRIR EL CIERRE, SE HA CUBIERTO LA LINEA DE ROTURA POR LA PARTE EXTERIOR DEL CIERRE CON UNA ZONA DE PROTECCION/APOYO , Y TAMBIEN PUEDE SER APOYADA POR LA PARTE INTERIOR DEL CIERRE POR ZONAS DE PROTECCION , EN EL QUE LA PARTE DE LA LINEA DE ROTURA CONSTA DE UN MATERIAL (A) Y LAS ZONAS DE PROTECCION/ APOYO Y LAS ZONAS DE APOYO DE OTRO MATERIAL (B).
PROCESO DE MOLDEO PARA INYECCION DE VARIAS MATERIAS PLASTICAS DIFERENTES DE UNA CAPSULA CON CORDONES DECORATIVOS Y CAPSULAS OBTENIDAS POR ESTE PROCESO.
(16/01/1997) ESTE PROCESO DE MOLDEO, EN PARTICULAR DE UNA CAPSULA PROVISTA DE CORDONES DECORATIVOS DE MATERIAS PLASTICAS DIFERENTES DE LAS QUE CONSTITUYE LA ENVOLTURA LA CHARNELA Y LA TAPADERA DE ESTA CAPSULA, ES NOTABLE POR EL ECHO QUE UTILIZA UN SOLO MOLDE ASOCIADO A UNA PRENSA CON CAMARAS QUE PERMITE INYECCIONES PERPENDICULARES, MOLDE EN EL CUAL SON DEFINIDAS UNA PRIMERA IMPRESION DE LAS DIMENSIONES DEL CUERPO PRINCIPAL O ENVOLTURA DE LA CAPSULA Y UNA SEGUNDA IMPRESION LATERAL DE LAS DIMENSIONES DE LA TAPADERA EN POSICION ABIERTA QUE TIENE UNA IMPRESION DE CHARNELA DE ENLACE A NIVEL DE LA PARTE SUPERIOR DE LA PRIMERA…
CIERRE DE UN ENVASE PARA UN PRODUCTO FLUIDO.
(16/10/1996). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: MOCK, ELMAR.
EL CIERRE, SEGUN LA INVENCION, PRESENTA UNA BISAGRA QUE UNE LA ABERTURA DE VERTIDO Y EL CIERRE DE FORMA ARTICULADA ENTRE SI. LA BISAGRA SE COMPONE AL MENOS DE UN APOYO Y UNA PARTE DE LA BISAGRA ARTICULADA EN EL APOYO. EL CIERRE SE OBTIENE POR MEDIO DE UN PROCEDIMIENTO DE FUNDICION INYECTADA DE VARIAS MATERIAS, DE TAL MODO, QUE LAS PARTES DE LOS APOYOS SON DE UN MATERIAL Y LAS PARTES DE LA BISAGRA DE OTRO MATERIAL. DEBIDO A LA BUENA ADAPTACION DE ESTAS MATERIAS FUNDIDAS ENTRE SI, LOS PARES DE SUPERFICIES DE APOYO SON TAMBIEN ESTANCOS, DE FORMA QUE LA BISAGRA PUEDE ASUMIR UNA PARTE DE LA FUNCION DE LA ESTANQUEIDAD ENTRE ABERTURA DE VERTIDO Y CIERRE.
APARATO DE MOLDEO POR COINYECCION CON UN MECANISMO DE ACCIONAMIENTO AXIAL ROTATIVO.
(16/10/1996) APARATO DE MOLDEO POR INYECCION CON UN ORIFICIO DE INYECCION CON UNA VALVULA PARA COINYECTAR Y/O INYECTAR SECUENCIALMENTE DOS FLUIDOS DIFERENTES A TRAVES DE UNA COMPUERTA QUE ENTRAN EN UNA CAVIDAD . UN MIEMBRO DE ALFILER DE VALVULA ALARGADO ES RECIBIDO EN UN MIEMBRO DE MANGUITO DE VALVULA ALARGADO DE MANERA ALINEADA RESPECTO AL ORIFICIO DE INYECCION Y UN MECANISMO ACCIONADOR INDEPENDIENTE LES HACE OSCILAR ROTATIVAMENTE ASI COMO AXIALMENTE PARA CONTROLAR EL FLUJO DE LOS FLUIDOS A TRAVES DEL ORIFICIO DE INYECCION. CADA UNO DE LOS MECANISMOS ACCIONADORES TIENE UN MIEMBRO DE BASTIDOR ACCIONADO POR UN PISTON PARA PROPORCIONAR UN MOVIMIENTO ROTATIVO…
PROCESO Y DISPOSITIVO PARA FUNDICION DE INYECCION DE SUELAS DE GOMA AL MENOS DE DOS CAPAS.
(16/07/1996) SE PRESENTA UN PROCESO PARA FUNDICION DE INYECCION DE SUELAS DE GOMA AL MENOS DE DOS CAPAS O CORRESPONDIENTEMENTE DE MEZCLAS DE GOMAS Y COMPUESTOS DE LAS MISMAS ASI COMO EVENTUALMENTE UNIDAS CON LA CAÑA DEL ZAPATO. EN PRIMER LUGAR LA MEZCLA DE GOMA SE INYECTA EN EL ESPACIO HUECO DEL MOLDE AGRANDADO PREVISTO PARA LA CAPA DE LA SUELA Y A CONTINUACION ESTA CAPA SE DISMINUYE DE ACUERDO CON EL VOLUMEN DE LA CAPA DE SUELA CORRESPONDIENTE. DESPUES DE UNA FIJACION PREVIA PARCIAL DE LA MEZCLA DE GOMA SE SUSTITUYE LA LIMITACION SUPERIOR PARA LA CAPA DE SUELA A TRAVES DE UNA HORMA. EN EL ESPACIO HUECO DEL MOLDE GENERADO SE INYECTA LA MEZCLA…
HERRAMIENTA PARA LA FUNDICION POR INYECCION DE VARIOS COMPONENTES DE CUERPOS DE CEPILLOS.
(16/05/1996) HERRAMIENTA PARA LA FUNDICION POR INYECCION DE VARIOS COMPONENTES DE CUERPOS DE CEPILLOS, ESPECIALMENTE DE CUERPOS DE CEPILLOS DENTALES, CON DOS PARTES DE HERRAMIENTA QUE SE PUEDEN CERRAR Y ABRIR ENTRE SI Y QUE FORMAN CONJUNTAMENTE VARIAS CAVIDADES HUECAS DE MOLDE. DE ACUERDO CON LA INVENCION, COMO MINIMO DOS DE LAS CAVIDADES DEL MOLDE TIENEN ASIGNADOS FIJOS DIVERSOS COMPONENTES, DE LOS QUE POR LO MENOS UNA, LA CAVIDAD DEL MOLDE ASIGNADA FIJA AL PRIMER COMPONENTE A INYECTAR PRESENTA UNA ESCOTADURA EN LA SUPERFICIE CONFORMADA DE UNA PARTE DE HERRAMIENTA , QUE SE PUEDE CERRAR POR UN ELEMENTO DE SUPLEMENTO MOVIL RELATIVAMENTE RESPECTO A ESTA PARTE DE HERRAMIENTA, EN EL QUE HAY…
TOBERA DE MOLDEO POR INYECCION PARA UN SISTEMA DE MOLDEO POR INYECCION.
(16/03/1996). Solicitante/s: GELLERT, JOBST ULRICH. Inventor/es: GELLERT, JOBST ULRICH.
LA INVENCION SE REFIERE A UNA TOBERA DE MOLDEO POR INYECCION CALENTADA PARA SER UTILIZADA EN UN SISTEMA DE MOLDEO POR INYECCION PARA EL MOLDEO POR INYECCION DE VARIAS MASAS FUNDIDAS DE PLASTICO, DIFERENTES EN UN CICLO DE MOLDEO POR INYECCION. SEGUN LA INVENCION, LA TOBERA DE MOLDEO POR INYECCION SE CARACTERIZA PORQUE EL CUERPO DE LA TOBERA TIENE VARIOS PASOS PARA LA MASA FUNDIDA PARA VARIOS MATERIALES DE PLASTICO Y PORQUE UN PRIMER PASO PARA LA MASA FUNDIDA PUEDA DEFINIDO POR UN PRIMER Y UN SEGUNDO AGUJEROS PARA LA MASA FUNDIDA (7A, 7B) Y UN PRIMER EQUIPO DISTRIBUIDOR DE LA MASA FUNDIDA (24, 7C, 7A) EMBUTIDO EN LA SUPERFICIE FINAL POSTERIOR DEL CUERPO DE LA TOBERA.
MIEMBRO ESTRUCTURAL MOLDEADO DE RESINA Y METODO PARA PRODUCIRLO.
(16/08/1995) SE DESCUBRE; UN MIEMBRO ESTRUCTURAL COMPRENDIENDO UN CUERPO PRINCIPAL MOLDEADO DE RESINA SINTETICA, UNA PARTE DE INSERCION MOLDEABLE DE UN PLASTICO DE INGENIERIA TENIENDO UNAS MEJORES PROPIEDADES FUNCIONALES EN RESPECTO A LA FUERZA QUE ESOS DE UNA RESINA SINTETICA ORDINARIA Y UN ANILLO DE REFUERZO METALICO ENTERAMENTE EMBUTIDO EN EL MIEMBRO ESTRUCTURAL , ENTRE EL CUERPO PRINCIPAL Y LA PARTE INSERTADA. LA PARTE MAS EXTREMA DE OTRO MIEMBRO ESTA ENGANCHADA POR ROSA CON UNA VARIEDAD DE TUERCAS ALREDEDOR DE LA SUPERFICIE INTERIOR DE LA PARTE DE INSERCION O FIJADA POR PRESION EN LA PARTE DE INSERCION. SE PRACTICA UN METODO PARA PRODUCIR UN MIEMBRO ESTRUCTURAL DEL TIPO ANTERIOR, MEDIANTE EL EMPLEO DE UN PROCESO DE MOLDEADO POR INYECCION POR MEDIO DE UN PRIMER PASO DE SITUAR UN ANILLO DE REFUERZO…
PREFORMADO DE TRES/CINCO CAPAS DOS MATERIALES.
(01/07/1995). Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Inventor/es: NAHILL, THOMAS E., KRISHNAKUMAR, SUPPAYAN M., COLLETTE, WAYNE N., SCHMIDT, STEVEN LYLE.
UN PREFORMADO PLASTICO EN EL QUE SE MOLDEA UN CONTENEDOR PLASTICO POR INSUFLACION DE AIRE COMPRIMIDO. EL PREFORMADO REEMPLAZA UN PREFORMADO DE TRES CAPAS SUMINISTRANDO UN PREFORMADO CONSTRUIDO DE CINCO CAPAS EN LA PORCION QUE FORMA SU BASE Y EN EL QUE UN MATERIAL SECUNDARIO QUE FORMA LA CAPA CENTRAL DE LA CONSTRUCCION DE PREFORMADO DE TRES CAPAS SE DIVIDE EN UNA CAPA INTERMEDIA INTERNA Y UNA CAPA INTERMEDIA EXTERNA MEDIANTE UNA TERCERA INYECCION DE MATERIAL. PREFERENTEMENTE EL MATERIAL INYECTADO EN TERCER LUGAR ES EL MISMO MATERIAL QUE EL MATERIAL PRIMARIO QUE SE INYECTA EN PRIMER LUGAR. ESTO RESULTA EN LA REDUCCION DEL COSTO DEL PREFORMADO Y TAMBIEN PROVEE EN LA BOCA DE INYECCION UNA CANTIDAD DEL ULTIMO MATERIAL INYECTADO QUE ES IGUAL AL PRIMER MATERIAL INYECTADO PARA EL SIGUIENTE PREFORMADO EN LA MISMA CAVIDAD DE MOLDE DE INYECCION DEL PREFORMADO.
METODO DE FABRICAR UNA CORREDERA PARA USAR EN UN CERROJO DE CORREDERA.
(16/05/1995) UN METODO DE HACER UNA CORREDERA PARA USAR EN UN CERROJO DE CORREDERA, CUYA CORREDERA ESTA PROVISTA CON COJINETES PARA UNA LENGUETA DE TIRADOR EN UNA SUPERFICIE SUPERIOR DE UNA CORREDERA EN SU LADO OPUESTO PARA PIVOTANTEMENTE TENER UN MACHO DE TIMON DE LA LENGUETA TIRADOR. POR HACER USO DE SOLAMENTE UN NUCLEO DE CORREDERA, UNA CAVIDAD DE MOLDE DE CORREDERA EN UN MOLDE ESTA BLOQUEADO DESDE UNA CAVIDAD DE MOLDE DE TIRADOR Y AL MISMO TIEMPO, PARTES DE ESPACIO HUECOS EN LOS COJINETES PARA EL TIRADOR SON FORMADOS POR MEDIO DEL NUCLEO DESLIZANTE. DESPUES DE MOLDEAR LA CORREDERA, POR RETAER ESE NUCLEO DESLIZANTE, LAS PARTES DE ESPACIO HUECOS EN LOS COJINETES DEL TIRADOR YA MOLDEADO SON USADOS COMO UNA PARTE DE MOLDE PARA UN MACHO DE…
PROCEDIMIENTO PARA FUNDICION INYECTADA DE PIEZAS DE FORMA TERMOPLASTICAS, ASI COMO EL PROCEDIMIENTO PARA REALIZAR ESTE PROCEDIMIENTO.
(16/04/1995). Solicitante/s: BATTENFELD GMBH. Inventor/es: ECKARDT, HELMUT, DIPL.-ING., EHRITT, JURGEN.
SE PROPONE UN PROCEDIMIENTO PARA LA FUNDICION INYECTADA DE PIEZAS DE FORMA DE CUERPO HUECO DE MATERIALES TERMOPLASTICOS. PRIMERO SE PRENSA LA CANTIDAD SUFICIENTE DEL MATERIAL FUNDIBLE EN LA FORMA DE INYECCION. A CONTINUACION SE PRENSA UN MEDIO FLUIDO, SOBRE TODO GAS, EN LA FORMA DE INYECCION, QUE DISTINGUE LA MASA DE PLASTICO DE FORMA UNIFORME SOBRE LA SUPERFICIE DE LA ZONA DE FORMA HUECA, FORMANDOSE ASI EL CUERPO HUECO. COMO SIGUIENTE PASO, EL CUERPO HUECO SUJETADO BAJO LA PRESION SE REFRIGERA EN LA FORMA DE INYECCION. ENTONCES SE DEJA SALIR LA PRESION DEL CUERPO HUECO Y LA PIEZA DE FORMA DE INYECCION. ES IMPORTANTE QUE LA PRESION DEL MEDIO PUEDA VARIARSE TEMPORALMENTE DENTRO DE LA FORMA DE INYECCION, SEGUN UN PERFIL DE PRESION DETERMINADO PARA CADA PIEZA DE FORMA.
RECIPIENTE DE POLIESTER COLOREADO Y TAMBIEN PREFORMA PARA TAL RECIPIENTE COLOREADO Y UN METODO PARA FABRICAR UN RECIPIENTE DE POLIESTER COLOREADO.
(16/01/1994). Solicitante/s: HOLLAND COLOURS APELDOORN B.V. Inventor/es: BES, RICHARD FRANCOIS THEODOR, KNOL, JAN DIRK.
SE DESCRIBE UN RECIPIENTE DE POLIESTER COLOREADO, OBTENIDO POR CONFORMADO POR INYECCION DE UNA PREFORMA INICIADA A PARTIR DE GRANULADO DE POLIESTER INCOLORO, A LA QUE SE AÑADE UNA COMPOSICION DE COLORANTE PARTICULADO. LA COMPOSICION DE COLORANTE PARTICULADO USADA ES UNA MEZCLA INTIMA PARTICULADA DE UN COLORANTE Y/O UN PIGMENTO Y UN SOPORTE SOLIDO SIMILAR A CERA, QUE TIENE UN PUNTO DE FUSION SUPERIOR A 45 (GRADOS) C. LA PREFORMA OBTENIDA SE TRANSFORMA A LA FORMA FINAL POR SOPLADO. LA INVENCION TAMBIEN SE REFIERE A UNA PREFORMA Y A UN METODO PARA PRODUCIR EL RECIPIENTE DE POLIESTER COLOREADO DESCRITO.
PROCEDIMIENTO DE FABRICACION DE UN REFLECTOR DE MATERIAL SINTETICO PARA DISPOSITIVO DE ALUMBRADO.
(01/10/1993). Solicitante/s: VALEO VISION. Inventor/es: DUNEAU, ANDRE.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO DE FABRICACION DE UN DISPOSITIVO DE ALUMBRADO CON AL MENOS UN REFLECTOR DEL TIPO QUE CONSTA DE UN ALMA RIGIDA RECUBIERTA POR UNA PELICULA DE MATERIAL SINTETICO LISO QUE SE METALIZA. EL PROCEDIMIENTO, SEGUN EL INVENTO, SE CARACTERIZA PORQUE SE MOLDEA EN UNA PRIMERA FASE DE INYECCION DICHA PELICULA DE MATERIAL SINTETICO NO CARGADO, DESPUES SE SOBREMOLDEA SOBRE DICHA PELICULA , EN UNA SEGUNDA FASE DE INYECCION, EL ALMA RIGIDA DE MATERIAL SINTETICO CARGADO. APLICACION EN LA INDUSTRIA DEL AUTOMOVIL.
METODO PARA MOLDEAR UNA MICROTUBERIA.
(16/04/1993). Solicitante/s: MOCHIDA PHARMACEUTICAL CO., LTD.. Inventor/es: MASAHIRO, BABA.
EN LUGAR DE MOLDEARLAS POR INYECCION DE UNA DETERMINADA CANTIDAD DE POLIMERO DESDE UN UNICO PUNTO TRASERO DE ENTRADA, LO QUE CONDUCE AL DESGASTE DEL POLIMERO Y A SU RECALENTAMIENTO EN EL OTRO EXTREMO , LAS MICROTUBERIAS SE MOLDEAN UTILIZANDO UN CAVIDAD INTERMEDIA DE ENTRADA , INYECTANDOSE UNA PRIMERA CANTIDAD DE POLIMERO FUNDIDO A TRAVES DE DICHA ENTRADA Y HACIENDO QUE SE MUEVA HACIA ADELANTE, HACIA EL EXTREMO FRONTAL EN , PARA COMENZAR A ENFRIARSE Y RESOLIDIFICARSE, Y UNA SEGUNDA CANTIDAD DE POLIMERO FUNDIDO SE INYECTA INMEDIATAMENTE A TRAVES DE LA MISMA ENTRADA Y SE HACE QUE SE MUEVA HACIA ATRAS Y COMENZAR A ENFRIARSE Y RESOLIDIFICARSE Y FUNDIRSE AMBOS CUERPOS DE POLIMERO.
BOQUILLA PARA MAQUINAS DE MOLDEO POR INYECCION.
(16/02/1993) SE DESCRIBE UNA BOQUILLA PARA MAQUINAS DE MOLDEO POR INYECCION QUE SIRVE PARA INTRODUCIR UN MEDIO SECUNDARIO, P. EJ. UN GAS, UN LIQUIDO U OTRO PLASTICO FUNDIDO MAS, EN EL INTERIOR DE UNA PRIMERA MASA FUNDIDA QUE ACABA DE INYECTARSE PARCIAL O COMPLETAMENTE EN UN MOLDE. EL CANAL DE SALIDA DE LA BOQUILLA Y UNA PERFORACION ALINEADA A ESTE, QUE COMPLETA EL CONDUCTO, A TRAVES DE LA HERRAMIENTA DE MOLDEO HASTA LA SUPERFICIE DEL MOLDE , LLEVAN UN SISTEMA DE AGUJAS HUECAS CONCENTRICAS, AJUSTADAS ENTRE ELLAS, RESPECTO A LA PARED DEL CANAL DE SALIDA Y A LA PERFORACION , Y DESPLAZABLES EN DIRECCION AXIAL. LA AGUJA HUECA INTERIOR ESTA CERRADA EN EL EXTREMO QUE DA AL MOLDE, PERO LA PARED LATERAL PROXIMA A ESTE EXTREMO, EN CAMBIO, DISPONE DE VARIAS ABERTURAS…
PROCESO Y APARATO PARA FABRICAR CALZADO DE PIE CON SUELAS EN CAUCHO VULCANIZADO E INTERSUELAS DE MATERIAL TERMOPLASTICO.
(16/10/1992) DE ACUERDO CON EL PROCESO, LA SUELA ES SUJETADA DENTRO DEL MOLDE PARA EL TIEMPO DE VULCANIZACION REQUERIDA Y ES ENTONCES EXTRAIDA Y SITUADA SOBRE UN CARRUSEL, DISPUESTO EXTERNAMENTE A UNA TABLE DE MOLDE ROTATIVA, DONDE ES TRATADO CON UNA COLA PROTECTORA PARA SER ENTONCES INSERTADA EN UN SEGUNDO MOLDE MONTADO SOBRE CADA UNA DE LAS ESTACIONES DE LA TABLA ROTATIVA EN DONDE ESTA PROVISTA UNA FORMA SOBRE LA CUAL ES INSERTADA EN LA PARTE SUPERIOR. UN MATERIAL TERMOPLASTICO ES INYECTADO DENTRO DE ESTE MOLDE, Y ADEMAS PRODUCE LAINTERSUELA JUNTO A LA SUELA TRATADO EN LA PARTE SUPERIOR. EL APARATO QUE EJECUTA EL PROCESO ESTA COMPUESTO…
CABEZAL DE INYECCION PARA LA PRODUCCION DE CUERPOS DE FORMA DE VARIAS CAPAS DE MATERIAL TERMOPLASTICO.
(16/08/1992) EN UN CABEZAL DE INYECCION PARA LA FABRICACION DE CUERPOS DE FORMA DE VARIAS CAPAS CON UN NUCLEO DE POR EJEMPLO MATERIAL TERMOPLASTICO ESPUMADO Y UN REVESTIMIENTO EXTERIOR DE MATERIAL TERMOPLASTICO NO ESPUMADO, REDUCIENDO EL TRABAJO DE CONSTRUCCION, POR UNA PARTE DEBE ASEGURARSE QUE TAMBIEN LAS PIEZAS DE FORMA DE UN VOLUMEN RELATIVAMENTE GRANDE CON UNA NECESIDAD DE MATERIAL REDUCIDA, SE FABRIQUE CON SEGURIDAD Y ESTABLES.POR OTRA PARTE DEBE GARANTIZARSE QUE LA PROGRESION DE LOS CUERPOS FORMADOS DE PLASTICO A INYECCION PUEDAN EJERCERSE CON SEGURIDAD. UTILIZANDO UN CABEZAL DE INYECCION 1 EN EL QUE POR UNA PARTE MEDIANTE UNA CARCASA 4 CON UNA PIEAZA AXIAL 7 EN FORMA DE TUBO Y UNA TOBERA INTERIOR 13,14,15 PARA EL MATERIAL PLASTICO,…
PIEZA DE PLASTICO Y PROCEDIMIENTO PARA SU FABRICACION.
(01/07/1992). Solicitante/s: FRIEDRICH GROHE ARMATURENFABRIK GMBH + CO.. Inventor/es: KLEINHANS,WERNER, HAUFE, RUDOLF, LIPOWSKI, KURT.
EN UN CUERPO DE PLASTICO CON UN PESO ESPECIFICO RELATIVAMENTE ALTO MEDIANTE LA INCLUSION DE PARTICULAS CON PESO ESPECIFICO ALTO COMO MATERIAL DE RELLENADO, SE PROPONE PARA LA MEJORA DE LA CALIDAD DE LA SUPERFICIE, QUE EL CUERPO DE PLASTICO SE EQUIPE EN UN SEGUNDO PROCESO DE FUNDICION POR INYECCION CON UNA CAPA EN LA SUPERFICIE DE PLASTICO, SIN MATERIAL DE RELLANADO PESADO.
PROCEDIMIENTO PARA LA FABRICACION DE UN CIERRE DE PLASTICO IMPERMEABLE AL GAS PARA BOTELLAS Y ENVASES SEMEJANTES.
(16/05/1992). Solicitante/s: SCHELLENBACH, FRANK. Inventor/es: SCHELLENBACH, FRANK.
SE PRESENTA UN PROCEDIMIENTO PARA LA FABRICACION DE UN CIERRE DE PLASTICO IMPERMEABLE AL GAS PARA BOTELLAS Y ENVASES SEMEJANTES, BAJO EL EMPLEO DE LA FUNDICION CONOCIDA BINARIA INYECTADA DE PLASTICO, DONDE EL CIERRE SE FABRICA A TRAVES DE LA INYECCION DEL PRIMER MATERIAL Y SE EQUIPA POR DENTRO CON UNA JUNTA, DONDE EL CIERRE RELATIVAMENTE AL NUCLEO DE INYECCION QUITA UN IMPORTE PREDETERMINADO Y SE INYECTA EN EL INTERSTICIO PRODUCIENDO EL SEGUNDO MATERIAL.
DISPOSITIVO PARA LA FABRICACION DE MOLDES PLASTICOS.
(16/11/1991) EN UN DISPOSITIVO PARA LA FABRICACION DE MOLDES PLASTICOS CON UNA PIEL EXTERIOR COMPACTA DE PLASTICO LIBRE DE MEDIOS PROPULSORES Y CON UN NUCLEO POROSO DE PLASTICO CON MEDIOS PROPULSORES, SE DEBE POSIBILITAR UNA PRESION POSTERIOR CON PLASTICO LIBRE DE MEDIOS PROPULSORES MEDIANTE DISMINUCION SIMULTANEA DE LAS PAREDES DE CONSTRUCCION DURANTE LA FUNDICION INYECTADA, SIN QUE SE PRODUZCA UNA ELIMINACION DE MAYOR VOLUMEN DE FUNDICION EN EL MOLDE. DURANTE LA UTILIZACION DE UNA CABEZA INYECTORA EN UN MOLDE CON UN CANAL PRINCIPAL TRANSMITIDO EN UNA ABERTURA DE INYECTADO , DOS CANALES DE CONDUCCION (11 Y 12) QUE DESEMBOCAN EN EL CANAL PRINCIPAL COLOCADOS EN ANGULOS UNO FRENTE A OTRO CON DISTANCIA AXIAL DE LA ABERTURA…
ACOPLAMIENTOS PARA CONDUCTOS.
(01/08/1991). Solicitante/s: WAVIN B.V.. Inventor/es: NICHOLAS, TERRY GEORGE.
EL ACOPLAMIENTO MOSTRADO COMO UN ACOPLAMIENTO DE TUBOS ESTA MOLDEADO POR INYECCION PARA MOLDEAR CASQUILLO EN UN MOLDE QUE TIENE UN PRIMER NUCLEO DEFINIDO COMO UNA EXTENSION AXIAL DE LA SUPERFICIE INTERNA DEL CASQUILLO, ALARGANDO EL PRIMER NUCLEO SOBRE LA SUPERFICIE DE LA POSICION ILUSTRADA EN LA QUE UN FILO AXIAL INTERIOR DEFINE UN FILO EXTERIOR AXIAL DE LA CAVIDAD SELLADA FORMADA ENTRE LA SUPERFICIE INTERIOR DEL CASQUILLO Y EL SEGUNDO NUCLEO DEL MOLDE. EL MATERIAL PARA EL SELLO ES INYECTADO DENTRO DE ESTA CAVIDA A TRAVES DE ELEMENTOS DE PARO , QUE ESTAN DEFINIDOS AL MENOS EN PARTE POR EL NUCLEO PRIMERO , PARA FORMAR EL SELLO IN SITU SOBRE LA SUPERFICIE INTERNA DEL CASQUILLO.
PROCEDIMIENTO PARA LA OBTENCION DE SUELAS DE CALZADO DE VINILACETATO DE ETILENO EN VARIOS COLORES.
(01/08/1991) PROCEDIMIENTO PARA LA OBTENCION DE SUELAS DE CALZADO DE VINILACETATO DE ETILENO EN VARIOS COLORES. EL PROCEDIMIENTO TIENE POR FINALIDAD CONSEGUIR SUELAS DE CALZADO DE VARIOS COLORES, SEGUN DISTINTAS CAPAS SUPERPUESTAS, Y EN DONDE CADA COLOR CORRESPONDE A UNA PIEZA QUE SE UNE A LAS CONTIGUAS EN UN MOLDE Y MEDIANTE LA APORTACION DE CALOR. PRIMERAMENTE, SE OBTIENEN MEDIANTE MOLDEO POR INYECCION LAS DISTINTAS PIEZAS (1 Y 2), DE MANERA INDEPENDIENTE Y EN MATERIAL DE VINILACETATO DE ETILENO, CADA UNA CON SU COLOR CORRESPONDIENTE. ESE MOLDEO POR INYECCION SE REALIZA A BAJA TEMPERATURA PARA QUE NO EXISTA EXPANSION DEL MATERIA. DESPUES LAS DISTINTAS PIEZAS (1 Y 2) QUE VAN A FORMAR LA SUELA O PIEZA UNICA…
PROCESO Y DISPOSITIVO PARA MOLDEADO POR INYECCION DE UN OBJETO QUE CONSISTE EN UN NUMERO DE CAPAS DE DIFERENTES MATERIALES.
(01/04/1991). Solicitante/s: STAMICARBON B.V.. Inventor/es: KERSEMAKERS, JOZEF JOHANNES FRANCISCUS MARIA, MEIJER, HENRICUS EDUARD HUBERTUS, MARTENS, GERARDUS.
EN EL PROCESO SE INYECTAN DIFERENTES MATERIALES SUCESIVAMENTE Y/O COAXIALMENTE EN FORMA PLASTICA DENTRO DE UN MOLDE. ANTES DE SER INYECTADOS LOS DIFERENTES MATERIALES SON LLEVADOS A UNA CAVIDAD EN EL ORDEN Y CANTIDAD DESEADOS, CON LA AYUDA DE UNIDADES DE INYECCION SEPARADAS O POR MEDIO DE UN DISTRIBUIDOR , EL CUAL CONSTA DE MODULOS ELEMENTALES , CADA UNA DE LOS CUALES ES CAPAZ DE CREAR UNA CIERTA COMBINACION Y CONFIGURACION DE MATERIALES EN LA CAVIDAD , SOBRE EL CUAL LOS CONTENIDOS DE LA CAVIDAD SON CONECTADOS DENTRO DEL MOLDE. LA INVENCION SE REFIERE TAMBIEN AL DISPOSITIVO DE MOLDEADO POR INYECCION DE OBJETOS QUE CONSISTEN EN UN NUMERO DE CAPAS DE DIFERENTES MATERIALES.
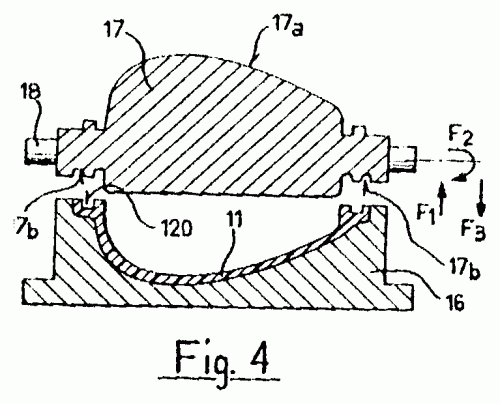
PROCEDIMIENTO PARA LA FABRICACION DE CUBIERTAS PROTECTORAS DE ORGANOS DE MOTORES DE AUTOMOVILES, PARTICULARMENTE ACCIONADORES DE VALVULAS, Y CUBIERTA OBTENIDA POR ESTE PROCEDIMIENTO.
(01/05/1990). Ver ilustración. Solicitante/s: AGES S.P.A. Inventor/es: TAVELLA, CORRADO.
PROCEDIMIENTO PARA LA FABRICACION DE CUBIERTAS PROTECTORAS DE ORGANOS DE MOTORES DE AUTOMOVILES, PARTICULARMENTE ACCIONADORES DE VALVULAS, Y CUBIERTA OBTENIDA POR ESTE PROCEDIMIENTO. LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE CUBIERTAS PROTECTORAS DE ORGANOS DE MOTORES DE AUTOMOVILES, PARTICULARMENTE ACCIONADORES DE VALVULAS, QUE COMPRENDE, EN SUCESION Y CON EMPLEO DE UN MOLDE UNICO QUE INCLUYE UNA COQUILLA COOPERANTE CON UN NOYO DE CONFORMACION , UNA PRIMERA FASE DE INYECCION Y RETICULACION DE MATERIAL POLIMERO QUE FORMA LA ESTRUCTURA DE LA CUBIERTA, Y, PREVIA ROTACION DEL NOYO DE CONFORMACION, UNA SEGUNDA FASE DE SOBREMOLDEO DE LA GUARNICION O JUNTA DE HERMETICIDAD SOBRE LA CUBIERTA MEDIANTE INYECCION Y VULCANIZACION DE MATERIAL ELASTOMERO.
PROCEDIMIENTO DE INYECCION DE MATERIAS TERMOPLASTICAS, COMPOSICION DE MOLDEO PARA REALIZAR UN OBJETO DE ESTRUCTURA MULTICAPA, Y OBJETO ASI OBTENIDO, ESPECIALMENTE CUERPO DE REFLECTOR.
(16/04/1990). Solicitante/s: CIBIE PROJECTEURS. Inventor/es: BACIU, ANTOINE.
PROCEDIMIENTO DE INYECCION DE MATERIAS TERMOPLASTICAS, COMPOSICION DE MOLDEO PARA REALIZAR UN OBJETO DE ESTRUCTURA MULTICAPA, Y OBJETO ASI OBTENIDO, ESPECIALMENTE CUERPO DE REFLECTOR. EL PROCEDIMIENTO DE MOLDEO CONSISTE EN INYECTAR EN UN MOLDE, EN UNA SOLA OPERACION, DE UNA MEZCLA DE MATERIAS TERMOPLASTICAS QUE PRESENTAN, EN EL ESTADO FUNDIDO, VISCOSIDADES DIFERENTES. LA COMPOSICION ESTA CONSTITUIDA POR UNA MEZCLA DE MATERIAS TERMOPLASTICAS QUE, EN EL ESTADO FUNDIDO O PASTOSO, PRESENTAN VISCOSIDADES SENSIBLEMENTE DIFERENTES. EL OBJETO DE ESTRUCTURA MULTICAPA COMPRENDE UN NUCLEO INTERNO DE UN MATERIAL QUE PRESENTA UNA BUENA RESISTENCIA MECANICA Y UNA BUENA RIGIDEZ, RODEADO POR UNA PELICULA O PIEL DESTINADA A CONFERIR UN BUEN ESTADO SUPERFICIAL A ESTE OBJETO. SE APLICA ESPECIALMENTE A FAROS DE VEHICULOS AUTOMOVILES.
PROCEDIMIENTO PARA LA OBTENCION DE BOLAS NUMERADAS POR INYECCION.
(01/04/1989) PROCEDIMIENTO PARA LA OBTENCION DE BOLAS NUMERADAS POR INYECCION QUE EN UNA PRIMERA FASE SE OBTIENEN LOS NUCLEOS COLOREADOS MEDIANTE LA UTILIZACION DE UN MOLDE PARTIDO EN CUYAS DOS MITADES SE VEN LA HUELLA CONCAVA DE UNA SEMIESFERA QUE SE RELLENA, MEDIANTE CHIMENEA CONVENIENTEMENTE DISPUESTA, DEL MATERIAL PLASTICO DE VALOR CROMATICO PREESTABLECIDO Y QUE EN UNA SEGUNDA FASE SE REALIZA UNA ENVOLVENTE MEDIANTE UN MOLDE PARTIDO CUYA MITAD SUPERIOR PRESENTA UN SALEDIZO EN SEMIESFERA DE DIAMETRO IGUAL AL DEL NUCLEO SEMIELABORADO Y CUYO SALIENTE SE EMBEBE EN CONCAVIDAD, ASIMISMO SEMIESFERICA, DE LA OTRA MITAD DEL MOLDE CON DIFERENCIA DE RADIOS IGUAL AL ESPESOR QUE SE HA DE DAR AL CASQUETE DE ENVUELTA EN CUYA CONCAVIDAD ASOMA LA TESTA ALTOGRABADA CON LA NUMERACION QUE CORRESPONDA…
{kind=link}