CIP-2021 : B28B 1/00 : Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00;
modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00).
CIP-2021 › B › B28 › B28B › B28B 1/00[m] › Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00).
Notas[t] desde B21 hasta B32: CONFORMACION
B28B 1/02 · en la rueda de alfarero o en el torno de calibre.
B28B 1/04 · por apisonado o prensado (seguido de un trabajo a la prensa B28B 3/02).
B28B 1/08 · por vibraciones o sacudidas.
B28B 1/087 · · por medios que actúan en el molde.
B28B 1/093 · · por medios que actúan directamente en el material, p. ej. núcleos completa o parcialmente sumergidos en el material (vibraciones internos para compactación del hormigón in situ E04G 21/08).
B28B 1/10 · · mediante la aplicación de una presión sin utilizar una prensa.
B28B 1/14 · por simple colada, no siendo el material ni suministrado a presión, ni estando realmente compactado (para materiales fundidos B28B 1/54).
B28B 1/16 · · para la fabricación de objetos estratificados (revestimiento B28B 11/04).
B28B 1/20 · por colada centrífuga o rotativa (colada en molde poro absorbente implicando la rotación del molde B28B 1/28; para materiales fundidos B28B 1/54).
B28B 1/24 · por moldeo por inyección.
B28B 1/26 · por colada en molde poroso o absorbente, es decir, colando una suspensión o una dispersión del material en un absorbente de líquido o un molde poroso, pudiendo el líquido embeberse en las paredes del molde o pasar a través de éstas, p. ej. colaje de barbotina; Moldes a este efecto (B28B 1/52 tiene prioridad).
B28B 1/28 · · haciendo girar el molde.
B28B 1/29 · llenando los moldes al ras de material o vertiéndolo sobre superficies de moldeo.
B28B 1/30 · aplicando el material sobre un macho u otra superficie de moldeo para formar una capa sobre ésta (para formar una capa permanente B28B 19/00).
B28B 1/32 · · por proyección, p. ej. por pulverización (pulverización en general B05B, B05D).
B28B 1/34 · · · por la fuerza centrífuga.
B28B 1/38 · · por inmersión (en general B05C, B05D).
B28B 1/40 · · por envolvimiento, p. ej. por enrollamiento.
B28B 1/42 · · · utilizando mezclas que contienen fibras, p. ej. para la fabricación de hojas por cortado de la capa enrollada.
B28B 1/44 · hundiendo los machos en los moldes ya llenos, para formar objetos huecos.
B28B 1/48 · mediante la extracción de materia a partir de preformas de sección maciza para formar objetos huecos, p. ej. por punzonado o perforado.
B28B 1/50 · especialmente adaptada a la fabricación de objetos de material expandido, p. ej. de hormigón celular (aspectos químicos C04B).
B28B 1/52 · especialmente adaptada a la fabricación de objetos a partir de mezclas que contienen fibras (por enrollamiento sobre mandriles B28B 1/42).
B28B 1/54 · especialmente adaptada a la fabricación de objetos a partir de materiales fundidos, p. ej. escorias (aspectos químicos C04B).
CIP2021: Invenciones publicadas en esta sección.
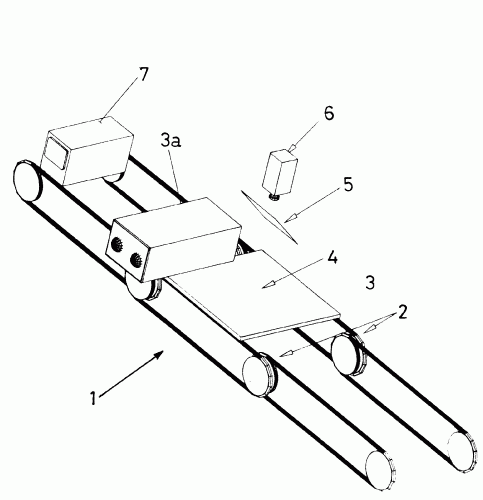
Fabricación por capas de microcomponentes de múltiples materiales de forma libre.
(20/01/2016) Procedimiento para la fabricación por capas aditiva de objetos compuestos por más de un material con capacidad de forma libre para todos los materiales incluidos con las etapas de:
a) proporcionar un sustrato plano como plataforma que forma un soporte para construir el objeto ,
b) hidrofobizar partes seleccionadas de un sustrato plano aplicando una disolución hidrófoba (3a, 3b),
c) extender una suspensión de polvo (4a, 4b) a base de agua compuesta por partículas con un tamaño por debajo de 5 μm en una capa con un grosor por debajo de 50 μm,
d) aplicar un aglutinante a las partes de la capa de polvo que deberían retenerse en el cuerpo de polvo conformado,
e) aplicar uno o más materiales secundarios (6a) como suspensiones de polvo o pastas de polvo a los huecos en la capa creados por la repulsión…
Procedimiento para fabricar una estructura de nido de abeja a partir de un semiproducto fibroso.
(06/01/2016) Procedimiento para fabricar una estructura de nido de abeja a partir de un semiproducto fibroso, preferiblemente de fibras de carbón, en el que se unen varios bloques consistentes en una estructura de nido de abeja para obtener la estructura de nido de abeja , caracterizado por que se coloca un primer bloque en una parte inferior de herramienta y se disponen unos machos sobre la superficie del primer bloque opuesta a la parte inferior de la herramienta, a continuación se coloca un estrato del semiproducto fibroso sobre la superficie y los machos de manera que queden enrasados los contornos, seguidamente se disponen otros machos sobre el estrato , luego se coloca sobre el estrato y los machos últimamente dispuestos otro bloque…
Producto cerámico con partículas orientadas y su procedimiento de fabricación.
(17/12/2015) Procedimiento de fabricación de un producto, eventualmente sinterizado, comprendiendo dicho procedimiento las etapas siguientes:
a) preparar una barbotina que comprenden un conjunto de partículas cerámicas en suspensión en una fase líquida, representando el conjunto de partículas cerámicas más del 4% y menos del 50% del volumen de la barbotina y comprende:
- una primera fracción particular constituida de partículas orientables, preferentemente, anisótropas, que presenta una longitud media L'50 y representa más del 1% de las partículas cerámicas, en porcentaje volúmico en la base del conjunto de las partículas cerámicas; y
- una segunda…
Dispositivo y procedimiento para la fabricación de una losa de material de piedra artificial.
(11/12/2015) Un dispositivo para la fabricación de una losa de material de piedra artificial con una prensa de doble banda con una banda inferior y una banda superior , presentando el dispositivo un dispositivo de alimentación para alimentar la prensa de doble banda con un material para la losa , caracterizado porque el dispositivo de alimentación presenta al menos dos tambores giratorios alrededor de su eje longitudinal (a1, a2) y porque por debajo de una abertura de salida de los tambores está previsto un plato giratorio para la distribución de un granulado que sale de los tambores .
Máquina para cortar paneles de madera o paneles fabricados de materiales similares.
(17/06/2015) Una máquina para cortar paneles de madera o similar, comprendiendo la máquina una base que define una superficie de reposo (P) para al menos un panel y que comprende dos miembros de guía longitudinales y dos montantes verticales que soportan los elementos longitudinales ; un puesto de corte ; una unidad de alimentación acoplada de manera deslizante a los miembros de guía longitudinal para mover el panel a lo largo de la superficie de reposo (P) y a través del puesto de corte en una primera dirección dada ; una cuchilla soportada por los montantes verticales y montada sobre un carro para moverse…
Aparato sanitario de cerámica.
(28/01/2015) Un aparato sanitario de cerámica, en particular, una taza cerámica de inodoro hecha por colada en moldes; siendo el aparato sanitario de cerámica del tipo que comprende al menos:
- un primer componente inferior que comprende una cubeta de recogida de líquido y una parte de sifón para el drenaje de los líquidos;
- un segundo componente superior que es una llanta compuesta de una porción frontal unida al borde superior de la cubeta y una extensión posterior que comprende un canal para el paso de los líquidos, en el que el primer componente y la llanta están realizados en una pieza en el molde para formar una pieza unitaria , y en el que hay también un tercer componente de cubierta que…
Aparato de moldeo con capas múltiples de moldes y electrodos.
(10/09/2014) Un aparato de moldeo por corriente , que comprende:
electrodos exteriores primero y segundo y al menos un electrodo intermedio dispuestos de tal manera que el citado electrodo intermedio está situado entre los citados electrodos exteriores primero y segundo;
al menos moldes primero y segundo dispuestos de manera que el citado primer molde está situado entre el citado primer electrodo exterior y el citado electrodo intermedio y el citado segundo molde está situado entre el citado segundo electrodo externo y el citado electrodo intermedio ; una fuente de energía electromagnética conectada operativamente a los citados electrodos exteriores primero y segundo y al citado electrodo intermedio de tal manera que establezca un campo eléctrico alterno a través de cada…
PROCESO DE COMPACTACIÓN POR COMPRESIÓN DE MATERIAL PARTICULADO.
(31/07/2014). Solicitante/s: CEMENTOS ARGOS S.A. Inventor/es: VELÁSQUEZ LÓPEZ,Alejandro, MEJÍA GUTIÉRREZ,Ricardo, PÉREZ CARDONA,Santiago, GIL VALDERRAMA,Johan Alexander, ARAMBURO LONDOÑO,Mauricio, DUQUE VALENCIA,Estefanía.
La presente invención tiene por objeto un proceso de compactacíon por compresión de material particulado. Particularmente, la invención se relaciona con un proceso de compactacíon de material particulado que incluye un método de compactacíon por compresión para la preparación de unidades de materiales particulados. Dichos materiales particulados a tratar, pueden comprender pero no limitarse a, cemento, calcio, yeso, mortero, sus combinaciones y similares, para mejorar su embalaje, almacenamiento, transporte, presentación, dosificación, y preparación viéndose así beneficiado el fabricante, el distribuidor y el consumidor. La presente invención revela la posibilidad de aplicar diferentes presiones para la compresión y conformación en diferentes formas geométricas del producto compactado, para su embalaje, almacenamiento, transporte, presentación, dosificación, preparación y uso desde la apertura de su empaque hasta su aplicación final.
Método y planta para la fabricación de artefactos cerámicos.
(23/04/2014) Método para la fabricación de un artefacto sanitario cerámico (M) que comprende al menos las siguientes etapas:
- aplicación de un estrato uniforme (S) de material de adherencia que comprende una barbotina o mezcla fluida de alta viscosidad a por lo menos una superficie de una primera parte (M2) destinada a ser unida con por lo menos una segunda parte (M3) del artefacto sanitario (M);
- unión de la segunda parte (M3) del artefacto sanitario (M) con la primera parte (M2) a lo largo de la zona de unión definida por respectivas dos superficies de contacto (2 y 3) de las mismas partes (M2 y M3) con el estrato (S) de material de adherencia intercalado entre ellas;
- secado del artefacto sanitario (M)…
DOBLE POSICIONADOR DE ÁNGULO PARA MÁQUINAS CORTADORAS DE CERÁMICA.
(26/02/2014) 1. Doble posicionador de ángulo para máquinas cortadoras de cerámica caracterizado porque comprende:
- una base del doble posicionador sobre la que están situados los siguientes elementos;
- un primer elemento posicionador que gira en sentido horario y antihorario, regulándose para permitir el rayado y el corte de una pieza cerámica a distintos ángulos,
- un segundo elemento posicionador que gira en sentido horario y antihorario, regulándose para permitir el rayado y el corte de la pieza cerámica a distintos ángulos,
- un sector graduado en ángulo fijo para cada elemento posicionador ,
- un primer tope fijo y un segundo tope fijo que sitúan a los elementos posicionadores en el ángulo elegido del sector graduado ,
- unos elementos de rotación de los elementos…
Procedimiento para la fabricación de piezas prefabricadas de hormigón para segmentos de torre de una torre de una instalación de energía eólica y unidad de encofrado para la fabricación de las piezas prefabricadas de hormigón.
(11/12/2013) Procedimiento para la fabricación de una pieza prefabricada de hormigón para un segmento de torre de unatorre de una instalación de energía eólica con al menos una brida, con las etapas:
poner a disposición un encofrado ,
llenado del encofrado con hormigón,
aplicación de un material con una viscosidad más baja que una capa de nivelación en la brida de la piezaprefabricada de hormigón, caracterizado por las etapas:
cierre del encofrado mediante colocación de una tapa de encofrado y
alimentación del material para la capa de nivelación con una presión predeterminada a través de al menosuna abertura de llenado en la tapa de encofrado ,
cubrimiento de zonas predeterminadas de la brida…
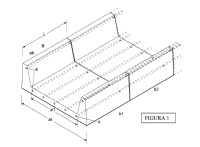
SISTEMA DE BANCADA DESMONTABLE PARA FABRICAS MOVILES DE ELEMENTOS PREFABRICADOS DE HORMIGON.
(10/05/2013). Ver ilustración. Solicitante/s: PUENTES Y CALZADAS GRUPOS DE EMPRESAS, S.A. Inventor/es: LOZANO SÁIZ,Juan Miguel.
La presente invención se refiere a un sistema estructural prefabricado para construir bancadas desmontables cuyo uso será fabricar elementos de hormigón considerando para ello que las fábricas deben ser móviles, desmontables y transportables. Los esfuerzos generados por la tensión interna del sistema de continuidad más lo de tesado de la armadura pretesa en el proceso normal de fabricación deberán ser soportados en su totalidad por los elementos de hormigón prefabricado objeto de esta invención, siendo finalmente transmitidos al terreno por toda la superficie de apoyo inferior en el caso de instalación superficial y colaborando el terreno en los laterales en los casos de bancadas semienterradas o enterradas. Adicionalmente, para las tipologías de vigas en formato cajón la propia geometría interior de la bancada puede emplearse como encofrado exterior para las vigas a fabricar.
SISTEMA DE BANCADA DESMONTABLE PARA FÁBRICAS MÓVILES DE ELEMENTOS PREFABRICADOS DE HORMIGÓN.
(08/05/2013) La presente invención se refiere a un sistema estructural prefabricado para construir bancadas desmontables cuyo uso será fabricar elementos de hormigón considerando para ello que las fábricas deben ser móviles, desmontables y transportables.
Los esfuerzos generados por la tensión interna del sistema de continuidad más lo de tesado de la armadura pretesa en el proceso normal de fabricación deberán ser soportados en su totalidad por los elementos de hormigón prefabricado objeto de esta invención, siendo finalmente transmitidos al terreno por toda la superficie de apoyo inferior en el caso de instalación superficial y colaborando el terreno en los laterales en los casos de bancadas semienterradas o enterradas.
Adicionalmente, para las tipologías de vigas en formato cajón la propia geometría interior de la bancada puede…
Procedimiento para la fabricación de losas de piedra artificial y resina polimerizable con efecto veteado mediante el sistema de vibro-compresión a vacío.
(25/07/2012) Procedimiento para la fabricacion de tableros de piedra artificil con resina polimerizable con efecto veteado mediante el sistem de vibro-compresion al vacio, que comprende una primers fase detrituracion de Ilos distintos materiales que forman la carga, un segunda fase que contiene una resina con el catalizador y opcioalmente un colorante, una tercera fase consistente en la mezcla e las dos fase anteriores hasta la homogeneizacion de los materiles con la resina, una cuarta fase de moldeo y compactacion de l pasta obtenida por vibro-compresion al vacio, una quinta fase d endurecimiento por polimerizacion de la resina por medio de calntamiento y una ultima fase de enfriamiento, cortado y pulido
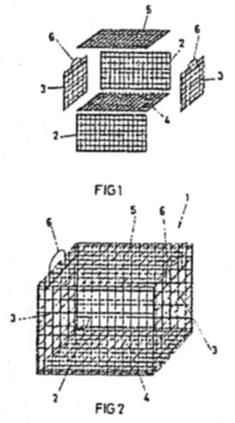
METODO DE FABRICACION DE UN MURO DE PIEDRA NATURAL Y CONTENEDOR QUE PARTICIPA EN DICHO METODO.
(16/09/2008). Ver ilustración. Solicitante/s: PIEDRAS ALICANTE, S.L. Inventor/es: CABRERA RODRIGUEZ,FIOR D'ALIZA, TAJUELO LOPEZ,SANTIAGO.
Método de fabricación de un muro de piedra natural que consiste en utilizar unos jaulones o contenedores prismático-rectangulares de acero galvanizado, cuyas paredes, así como fondo y cubierta, son rejillas cuya abertura de retícula es menor que el tamaño de piedras que se introducen en el interior de los jaulones , llenando los mismos, para que posteriormente sean colocados según una disposición lineal y vertical, preferentemente al tresbolillo, para formar un muro de contención que a la vez resulta decorativo, en virtud de que las piedras que llenan cada jaulón pueden estar pintadas y decoradas con motivos de distinta índole, que se dejan ver a través de las retículas correspondientes a la paredes del jaulón.
PROCEDIMIENTO Y SISTEMA PARA LA FABRICACION DE BALDOSAS CERAMICAS MEDIANTE LA APLICACION Y DETECCION DE MARCAS VISISBLES.
(16/11/2007) Procedimiento y sistema para la fabricación de baldosas cerámicas mediante la aplicación y detección de marcas visibles.#A cada uno de los sustratos cerámicos que forman la base de las baldosas cerámicas se le aplica una señal para identificar el punzón de la prensa en la que se han conformado y fijar el tratamiento individual que va a recibir, en función del punzón del que procede. El sistema preferentemente usado para el marcado de cada sustrato, consta de, un detector de inicio de ciclo de trabajo del "paso de peregrino", un detector de pieza, una tarjeta electrónica de control y un cabezal de marcado. La tarjeta electrónica realiza la identificación…
MOLDE PARA LA FUNDICION DE METAL.
(16/05/2007). Solicitante/s: FOSECO INTERNATIONAL LIMITED. Inventor/es: EL-DEMALLAWY, EMAD, RADWAN, SASHA, HAMDY.
Un procedimiento para formar un molde o macho para la fundición de metal, que comprende: (a) la formación de un cuerpo de material que consta, al menos en parte, de un material refractario particulado y ligado, en el que la resistencia al cizallamiento de las partículas refractarias es menor que la resistencia al cizallamiento de los ligantes entre las partículas; y (b) el mecanizado del cuerpo para formar un molde deseado, macho, o componente del mismo, en o a partir del cuerpo.
METODO PARA MOLDEAR UNA INSTALACION SANITARIA.
(16/05/2007). Solicitante/s: KOHLER CO.. Inventor/es: BERGQUIST, WALTER, S., WILLIAMS, FRANK, P., TEAGUE, HAROLD, A.
Un método para moldear una instalación sanitaria que tiene una taza y una tapa , que comprende: moldear una porción de taza de una instalación sanitaria; moldear una porción de tapa de la instalación sanitaria por separado de la porción de taza; caracterizado por colocar la porción de tapa en contacto con la porción de taza cuando ambas están del revés y ambas están crudas; y permitir después que la porción de taza y la porción de tapa se unan juntas y se sequen.
"INSTALACION PARA LA APLICACION DE MATERIALES ADHESIVOS SOBRE LAS CARAS DE COLOCACION DE PRODUCTOS MANUFACTURADOS DE REVESTIMIENTO".
(16/10/2006) Instalación para la aplicación de materiales adhesivos sobre las caras de colocación de productos manufacturados de revestimiento. La instalación para la aplicación de materiales adhesivos sobre las caras de colocación de productos manufacturados de revestimiento comprende en primer lugar un bastidor principal de soporte, al menos una superficie móvil en posición horizontal para el transporte de productos manufacturados de revestimiento girados, es decir, con la cara de colocación hacia arriba, sostenida por el bastidor principal, al menos una primera estación de aplicación de material adhesivo en las caras de colocación de los productos…
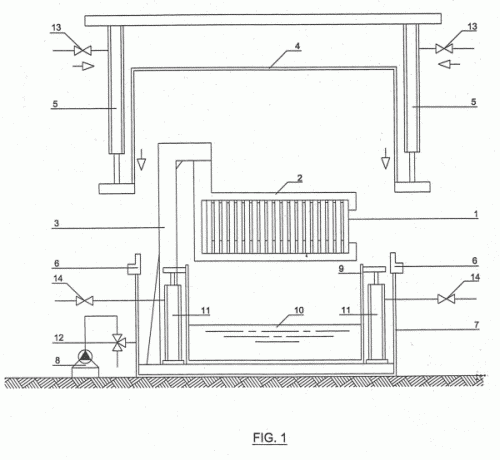
PROCEDIMIENTO DE REFUERZO DE PLACAS DE PIEDRA NATURAL Y DISPOSITIVO PARA SU PUESTA EN PRACTICA.
(01/09/2006). Ver ilustración. Solicitante/s: ASOCIACION DE INVESTIGACION DE INDUSTRIAS DE LA CONSTRUCCION AIDICO. Inventor/es: LOPEZ BUENDIA,ANGEL MIGUEL, LOPEZ MONTEAGUDO,ROBERTO, DOMINGUEZ ARRIBAS,LUIS ESTEBAN.
El objeto de esta Patente es un Procedimiento de refuerzo de placas de piedra natural y dispositivo para su puesta en práctica, cuya aplicación aparece explícita en el propio enunciado de la invención. El accionamiento oportuno de todos los órganos móviles (campana , depósito ) está regido por un autómata programable que actúa sobre las electroválvulas - de entrada y salida de fluidos a los cilindros - así como sobre la de tres vías para la salida y entrada de aire a la cámara, con intervalos preestablecidos de forma empírica, según la naturaleza del material, a fin de que puedan sucederse automáticamente los ciclos de tratamiento.
ESTRUCTURAS DE CERAMICA REFORZADAS.
(16/11/2004) ESTRUCTURA DE CERAMICA REFORZADA, TAL COMO UNA MATRIZ FORMADORA DE SUPERPLASTICO PARA FORMAR UNA PIEZA METALICA, QUE TIENE UN CUERPO DE ALUMINATO DE SILICE/CALCIO MOLDEADO O UN MATERIAL CERAMICO A BASE DE MULLITA; Y UNA SERIE DE VARILLAS DE REFUERZO FABRICADAS DE OXIDOS FUNDIDOS MONOLITICOS DE SILICIO O DE ALUMINIO, MOLDEADOS EN DICHO CUERPO DE CERAMICA. LAS VARILLAS TIENEN UN ESPESOR COMPRENDIDO ENTRE 1/8'' Y 2,0'' Y SUS CENTROS ESTAN DISTANCIADOS ENTRE SI UNAS 2 A 10 VECES EL DIAMETRO DE LAS VARILLAS. LAS VARILLAS ESTAN FABRICADAS DE OXIDOS FUNDIDOS MONOLITICOS DE SILICIO O DE ALUMINIO. UN PROCEDIMIENTO PARA FABRICAR LA MATRIZ O MOLDE DE CERAMICA REFORZADA INCLUYE EL SELECCIONAR UNA CAJA DE MOLDEO QUE TIENE UNAS DIMENSIONES INTERNAS IGUALES A LAS DIMENSIONES EXTERNAS DESEADAS DEL MOLDE DE CERAMICA…
PROCEDIMIENTO Y APARATO PARA FORMAR BLOQUES DE HORMIGON.
(01/12/2003). Solicitante/s: LAZAR, MICHAEL ANG, THIAM SENG. Inventor/es: LAZAR, MICHAEL, ANG, THIAM SENG.
UN METODO Y UN APARATO PARA FORMAR UN BLOQUE DE HORMIGON, EN PARTICULAR, AUNQUE NO EXCLUSIVAMENTE, UN BLOQUE COMPUESTO CON UNA SECCION DE BANDAS REFLECTORAS. EL BLOQUE SE FORMA MEDIANTE UNA TECNICA DE MOLDEO EN ARENA SECA, EN LA QUE LA MEZCLA PARA FORMAR EL BLOQUE CONTIENE UNA PROPORCION DE AGUA Y HORMIGON INFERIOR O IGUAL A 0,35, JUNTO CON LA APLICACION DE UNA FUERZA DE COMPACTACION, DE FORMA QUE EL BLOQUE RESULTANTE REUNE LOS REQUISITOS DE FUERZA COMPRESIVA EXPUESTOS EN BS 6717: PARTE 1: 1993.
LOSETA ACCESORIA Y SU METODO DE FABRICACION.
(16/12/2001). Solicitante/s: MINO GANRYO KAGAKU CORPORATION. Inventor/es: KAKAMU, YOSHINORI, KAKAMU, SHINICHI, KAKAMU, SHUKICHI.
UNA BALDOSA ACCESORIA Y UN METODO PARA SU FABRICACION. LA BALDOSA ACCESORIA ESTA HECHA DE CUERPOS DE BALDOSAS PRECONFORMADOS 10A, 20A, 30A, 40A, 50A, 60A EN FORMA DE PLACA QUE TIENEN DIBUJOS DE COLORES EN SUS SUPERFICIES, RESPECTIVAMENTE. LOS CUERPOS DE BALDOSAS PRECONFORMADOS SE COLOCAN A AMBOS LADOS 113A, 113B, 123A, 123B, 133A, 133B DE UNA SUPERFICIE DE PRESION DE UN MOLDE INFERIOR 113, 123, 133 CON UNA SECCION TRANSVERSAL EN FORMA DE V, RESPECTIVAMENTE, MIENTRAS QUE LAS SUPERFICIES FINALES DE UNION DE LOS CUERPOS DE BALDOSAS PRECONFORMADOS SE PONEN EN CONTACTO UNO AL LADO DEL OTRO. SE PRESIONAN ENTRE EL MOLDE INFERIOR Y UN MOLDE SUPERIOR 115, 135 HASTA FORMAR UN CUERPO. LOS CUERPOS PRESIONADOS SE CUECEN PARA OBTENER LA BALDOSA ACCESORIA COMO PRODUCTO FINAL.
CUERPO ESPACIAL PARA LA ESTRUCTURACION DE CONSTRUCCIONES Y PROCEDIMIENTO PARA SU FABRICACION.
(16/09/2000) SE DA A CONOCER COMO CUERPO ESPACIAL UNA CELDA DE CONSTRUCCION DE FABRICACION O EN BRUTO RECTA PARA LA CONSTITUCION DE OBRAS DE UNO O MULTIPLES PISOS A PARTIR DE UNA MULTIPLICIDAD DE TALES CUERPOS ESPACIALES. CADA CUERPO ESPACIAL ESTA COMPUESTO DE FORMA CONJUNTA A PARTIR DE DOS PARTES DE COMPONENTES FABRICADOS, CON LO CUAL DE FORMA RESPECTIVA EN LA DIRECCION LONGITUDINAL SE FORMA UN MARCO DE DOBLE ARTICULACION Y EN LA TRANSVERSAL UN MARCO DE TRIPLE ARTICULACION. EL MARCO DE TRES ARTICULACIONES PUEDE SER TRANSFORMADO MEDIANTE ARRASTRE DE FORMA O DE FUERZA EN UN MARCO DE DOS ARTICULACIONES. DE FORMA VENTAJOSA SE ELABORAN AMBOS COMPONENTES DE CONSTRUCCION FABRICADOS CONJUNTAMENTE A PARTIR DE HORMIGON, DE TAL MODO QUE DESPUES DE SU FABRICACION SON SEPARABLES PARA EL TRANSPORTE Y/O ALMACENAJE EN EL LUGAR DE CONSTRUCCION,…
BALDOSA CON DISEÑO INCORPORADO Y METODO PARA SU FABRICACION.
(16/12/1999). Solicitante/s: MINO GANRYO KAGAKU CORPORATION. Inventor/es: KAKAMU, YOSHINORI, KAKAMU, SHINICHI, KAKAMU, SHUKICHI.
SE PROPORCIONA UNA BALDOSA QUE TIENE UN MOLDE O MODELO DESEADO. EL MOLDE VA A TRAVES DE LA BALDOSA EN LA DIRECCION DEL GROSOR. PARA FABRICAR TAL CLASE DE BALDOSA SE DISPONE, POR EJEMPLO, DE UNA PLACA 84 DE DIVISION EN UN TROQUEL 91 DE FORMACION A PRESION, PARA DIVIDIR SU ESPACIO INTERNO EN OTRO ESPACIO 95 DE FORMACION EXTERIOR, Y UN ESPACIO 96 DE FORMACION INTERNO. LOS ESPACIOS 95 Y 96 DE FORMACION EXTERIOR E INTERIOR SE LLENAN CON GRANULOS LIGEROS NEGROS Y GRANULOS LIGEROS ROJOS RESPECTIVAMENTE. A CONTINUACION, LA PARED 84 DIVISORIA SE EXTRAE DEL TROQUEL 91, Y SE LLENA TODO CON GRANULOS DE REVESTIMIENTO SOBRE LOS GRANULOS COLOREADOS. DESPUES, SE PRENSAN EN UN CUERPO Y SE CUECEN EN HORNO.
APARATO PARA SUMINISTRAR PARTICULAS Y/O GRANULOS PARA FORMAR UNA CAPA DE UN GROSOR PRESCRITO Y METODO PARA PRODUCIR ARTICULOS DE LA FORMA DESEADA USANDO EL APARATO.
(01/10/1998) SE PRESENTA UN APARATO PARA SUMINISTRAR PARTICULAS Y/O GRANULOS PARA FORMAR UNA CAPA DE UN GROSOR PREDETERMINADO SOBRE UNA SUPERFICIE DADA , EL APARATO INCLUYE UN DISPOSITIVO QUE FORMA UN DIBUJO SIN FIN QUE TIENE UNA PLURALIDAD DE ESPACIOS, UN DISPOSITIVO PARA SUMINISTRAR PARTICULAS Y/O GRANULOS AL INTERIOR DE LOS ESPACIOS MEDIANTE UN MIEMBRO DE CONTROL SITUADO SOBRE EL DISPOSITIVO DE SUMINISTRO DE PARTICULAS O GRANULOS, UN DISPOSITIVO PARA RETENER TEMPORALMENTE LAS PARTICULAS Y/O GRANULOS SUMINISTRADOS DENTRO DE LOS ESPACIOS, Y UN DISPOSITIVO PARA LIBERAR LAS PARTICULAS Y/O GRANULOS TEMPORALMENTE RETENIDOS SOBRE LA SUPERFICIE DADA. UN ARTICULO CON UNA FORMA DESEADA SE PRODUCE MEDIANTE UN METODO QUE UTILIZA EL APARATO. EL METODO INCLUYE EL SUMINISTRO DE PARTICULAS Y/O GRANULOS SECOS PARA EL DIBUJO EN CURSO AL INTERIOR DE LOS ESPACIOS, LA…
METODO PARA PRODUCIR UN ARTICULO CON LA FORMA DESEADA.
(16/08/1998). Solicitante/s: CCA INC.. Inventor/es: WATANABE, HIDEO, UCHIDA, HIROSHI, ONUKI, MITUHIRO.
UN ARTICULO CONFORMADO SE PRODUCE MEDIANTE UN METODO QUE INCLUYE LOS PASOS DE SUMINISTRAR UN PRIMER MATERIAL SOBRE UNA SUPERFICIE DADA HASTA QUE EL PRIMER MATERIAL FORME UNA CAPA DE UN GROSOR PREDETERMINADO, SEPARAR PARTE DE LA CAPA PARA FORMAR AL MENOS UNA PARTE CONCAVA EN LA CAPA, LLENAR AL MENOS UNA PARTE CONCAVA CON AL MENOS UNA CLASE DE UN SEGUNDO MATERIAL DIFERENTE EN COLOR Y EN CALIDAD DEL PRIMER MATERIAL, Y PROVOCAR QUE EL PRIMER Y EL SEGUNDO MATERIAL FORMEN UNA MASA INTEGRA. CUANDO EL PRIMER MATERIAL ESTA SECO, EL SEGUNDO MATERIAL PUEDE ESTAR TANTO SECO COMO HUMEDO. CUANDO EL PRIMER MATERIAL ESTA HUMEDO, EL SEGUNDO MATERIAL ESTA SECO Y LA HUMEDAD DEL PRIMER MATERIAL HUMEDO SE ABSORBE ANTES DEL PASO DE SEPARACION DE PARTE DE LA CAPA DEL PRIMER MATERIAL.
HILERA DE GEOMETRIA VARIABLE PARA LA PRODUCCION DE LADRILLOS.
(01/03/1997). Ver ilustración. Solicitante/s: BRICK SERVICE S.A.S. DI BONFANTI M. LUISA & C. Inventor/es: FOPPIANO, GIACIANTO.
1. HILERA DE GEOMETRIA VARIABLE PARA LA PRODUCCION DE LADRILLOS, CARACTERIZADA POR PREVER PAREDES MOVILES QUE DELIMITAN EL PASO DE LA PASTA DIRIGIDA HACIA LA HILERA, ESTANDO DISPUESTAS DICHAS PAREDES MOVILES ENTRE LA HILERA Y LA LADRILLADORA, Y MEDIOS CAPACES DE DETECTAR CON CONTINUIDAD LA PRESION DE LA PASTA ARCILLOSA EN CORRESPONDENCIA CON CADA UNA DE DICHAS PAREDES Y DE ACTUAR SOBRE DICHAS PAREDES DESPLAZANDOLAS HASTA OBTENER UNA PRESION Y UNA VELOCIDAD UNIFORMES SOBRE TODA LA PASTA.
HILERA PARA LA PRODUCCION DE LADRILLOS.
(01/03/1997). Ver ilustración. Solicitante/s: BRICK SERVICE S.A.S. DI BONFANTI M. LUISA & C. Inventor/es: FOPPIANO, GIACINTO.
1. HILERA PARA LA PRODUCCION DE LADRILLOS, DEL TIPO PROVISTO DE MACHOS DE MATERIAL CERAMICO O SIMILARES, CARACTERIZADA PORQUE DICHOS MACHOS ESTAN CONSTITUIDOS POR INSERTOS MONTADOS EN SOPORTES METALICOS QUE PRESENTAN, EN EL EXTREMO, UNA PARED DE PROTECCION QUE TIENE LAS MISMAS DIMENSIONES QUE LOS INSERTOS, ESTANDO PROVISTOS DICHOS SOPORTES DE MEDIOS CAPACES DE PERMITIR SU FIJACION AL PUENTE DE LA HILERA.
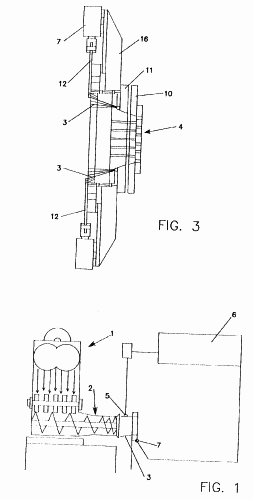
METODO PARA LA FABRICACION DE AZULEJOS MOLDEADOS EN SECO, PLANTA DE MOLDEO RELACIONADA Y AZULEJO.
(01/07/1995). Solicitante/s: CERAMICA MIRAGE S.P.A. Inventor/es: MONTECCHI, SANTE, CHIODI, MAURIZIO.
UN METODO PARA LA FABRICACION DE AZULEJOS DE CERAMICA MOLDEADOS EN SECO QUE TIENEN EFECTOS DE JASPEADO DISTRIBUIDOS EN EL CUERPO DE LA CERAMICA, COMPRENDE FORMAR UNA MASA DE GRANULOS O POLVOS CON TUBOS DE VAPOR QUE FLUYEN DISTINTAMENTE AL MENOS EN LA PARTE SUPERIOR DE DICHA MASA, EXTRAER POR GRAVEDAD DESDE EL FONDO DE LA MASA UNA CAPA DE POLVO POR MEDIO DE SEPARAR ABERTURAS DE ALIMENTACION SELECCIONADAS; LA PLANTA COMPRENDE UNA TOLVA QUE CONTIENE LOS POLVOS ALIMENTADOS POR UN DISTRIBUIDOR ALTERNATIVO QUE TIENE AL MENOS DOS CONDUCTOS DE ALIMENTACION; UNA REJILLA ESTA MONTADA DESLIZABLEMENTE DEBAJO DE LA TOLVA PARA ALIMENTAR LA MATRIZ DE CUADROS POR MEDIO DE UNA MULTITUD DE DEFLECTORES QUE DEFINEN LAS ABERTURAS DE ALIMENTACION DEL POLVO.
MAQUINA DE VISION ARTIFICIAL PARA EL CONTROL DE CALIDAD EN LA FABRICACION DE PIEZAS CERAMICAS PARA PAVIMENTOS.
(16/09/1994). Ver ilustración. Solicitante/s: APLICACIONES FERRICAS, S.A. Inventor/es: FERNANDEZ RODRIGUEZ, JUAN.
MAQUINA DE VISION ARTIFICIAL PARA EL CONTROL DE CALIDAD EN LA FABRICACION DE PIEZAS CERAMICAS PARA PAVIMENTOS; CARACTERIZADA PORQUE COMPRENDE UNA CINTA TRANSPORTADORA DE LAS PIEZAS A ANALIZAR QUE POR MEDIO DE UN POSICIONADOR LAS FRENA, CENTRAL Y SITUA CON RESPECTO A UN APARATO DE ILUMINACION CONSTANTE Y UNIFORME DOTADO DE LAMPARAS HALOGENAS QUE ILUMINAN LA SUPERFICIE DE LA PIEZA Y QUE POR MEDIO DE UN APARATO DE VISION SE RECEPCIONA LAS VARIABLES DE LA PIEZA A ANALIZAR Y LAS CHEQUEA CON LAS CORRESPONDIENTE DE UNA TARJETA ELECTRONICA DE UN ORDENADOR EL CUAL ACCIONA UNOS ACTUADORES DE LOS SISTEMAS DE CLASIFICACION DE LAS PIEZAS.
CUERPOS DE MOLDEO DE CERAMICA CON CAMARAS DE VACIO.
(16/02/1994). Solicitante/s: HOECHST CERAMTEC AKTIENGESELLSCHAFT. Inventor/es: SCHNAGL, JOHANN, POHLMANN, HERMANN.
PARA LA ELABORACION O FABRICACION DE CUERPOS DE CERAMICA HUECOS, SE PRENSA Y SE VITRIFICA UNA MASA DE CERAMICA VERDE A UN CUERPO MOLDEABLE VERDE. TAMBIEN SE FABRICAN DE LA MISMA MASA DE CERAMICA, AL MENOS DOS CUERPOS MOLDEABLES VERDES, PREFERIBLEMENTE CON SALIENTES Y CON UNA SIMETRIA DE ROTACION. LOS SALIENTES DEL OTRO CUERPO DE MOLDEO ENGLOBAN A UN CUERPO MOLDEABLE DESPUES DE LA INTRODUCCION DE LOS SALIENTES. LA JUNTA DE PRENSADO DEL CUERPO MOLDEABLE QUE LO ENGLOBA ES MENOR QUE CUERPO MOLDABLE ENGLOBADO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}