CIP-2021 : B21H 3/06 : Fabricación por medio de elementos perfilados que no sean rodillos,
p. ej. por medio de mandíbulas que se desplazan longitudinalmente o que describen curvas una en relación con otra.
CIP-2021 › B › B21 › B21H › B21H 3/00 › B21H 3/06[2] › Fabricación por medio de elementos perfilados que no sean rodillos, p. ej. por medio de mandíbulas que se desplazan longitudinalmente o que describen curvas una en relación con otra.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D).
B21H 3/00 Fabricación de cuerpos helicoidales o de cuerpos con ciertas partes en forma helicoidal (engranajes helicoidales B21H 5/00; curvado en hélice de fleje o similar B21D 11/06; formación de tubos o de paredes de tubos en forma de hélice B21D 15/04).
B21H 3/06 · · Fabricación por medio de elementos perfilados que no sean rodillos, p. ej. por medio de mandíbulas que se desplazan longitudinalmente o que describen curvas una en relación con otra.
CIP2021: Invenciones publicadas en esta sección.
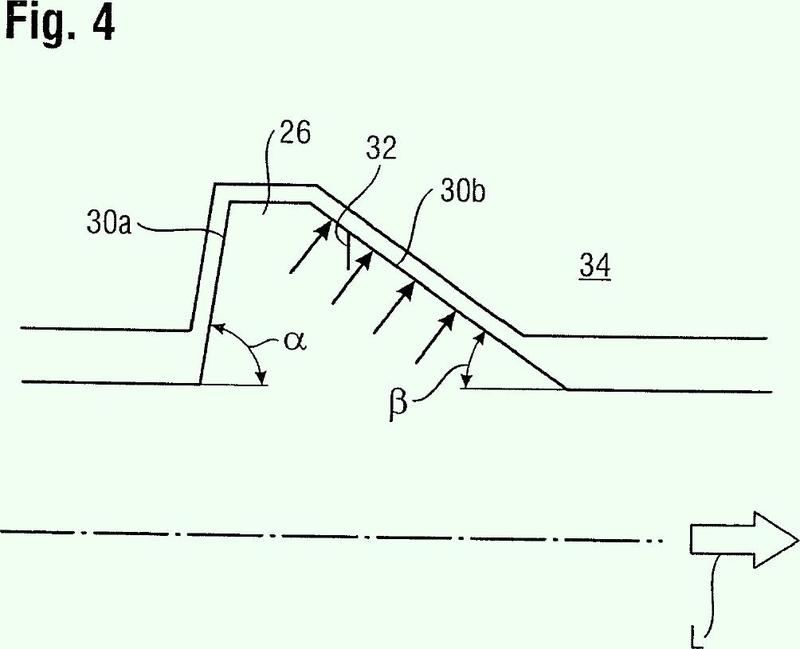
Tornillo y procedimiento para producir una rosca de tornillo.
(16/03/2016). Ver ilustración. Solicitante/s: HILTI AKTIENGESELLSCHAFT. Inventor/es: Rosenkranz,Falk, ACHLEITNER,CORINNA.
Tornillo, con al menos un filete de rosca, producido mediante un procedimiento de laminación, en particular un procedimiento de laminación con mordazas planas, estando constituido el filete de rosca por dos abultamientos (28a, 28b) de material, formados durante el procedimiento de laminación a partir del cuerpo de base mediante conformación en frío, de tal manera que el filete de rosca presenta un pliegue de cierre, en el que confluyen los abultamientos (28a, 28b) de material, caracterizado porque el pliegue de cierre está dispuesto en la zona de un flanco (30a, 30b) de rosca del filete de rosca.
PDF original: ES-2577145_T3.pdf
Máquina de laminado en frío y procedimiento de laminado en frío.
(11/12/2013) Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales es posible mover un primer vástago de laminado(26a, 26b) y un segundo vástago de laminado (28b, 28a) de un par de vástagos de laminado (26a, 28b; 26b, 28a) enuna dirección de conducción (x) en sentidos contrarios entre ellos y es posible ajustarlos en una dirección de ajuste(y) de manera transversal a la dirección de conducción (x) durante un procedimiento de laminado, en donde elprimer vástago de laminado (26a; 26b) y el segundo vástago de laminado (28b; 28a) presentan, cada uno, unperfilado que se extiende con un perfil uniforme sobre una superficie de acción completa de un lado de acción,caracterizada porque está previsto…
(04/12/2013) Mordaza de laminación para moldear una rosca de tornillo sobre una pieza cruda de tornillo, con variasranuras , en donde las ranuras presentan en sección transversal en cada caso dos flancos , endonde al menos una parte de las ranuras presenta una región de conformación, en la que se reduceconstantemente la magnitud de un ángulo de incidencia (α) abarcado por los flancos a lo largo de lasranuras , caracterizada porque en la región de conformación la magnitud del ángulo de incidencia (α) disminuyehiperbólicamente a lo largo de las ranuras .
Dispositivo de inserción para máquinas de laminación.
(30/10/2013) Una máquina de laminación que comprende un dispositivo de inserción, que comprende una placa fija yuna placa que se puede mover de forma alternativa, una guía de alimentación para una pluralidad depreformas a ser insertadas en un punto de inserción entre dicha placa fija y dicha placa móvil, unempujador de inserción que está adaptado para elevar una preforma hasta que haga contacto con la placa móvil, una lámina de bloqueo; estando dicha máquina de laminación caracterizada por que dicha lámina debloqueo se puede mover linealmente entre al menos dos posiciones: una posición en la cual dicha lámina sobresale más allá de un borde vertical de la citada placa fija y retiene a la citada preforma, impidiendo que seintroduzca entre dichas placas , y una posición retraída, en la cual dicha lámina deja libre la zona delaminación…
Máquina laminadora de perfiles y método para el posicionamiento de una herramienta en la máquina laminadora de pérfiles.
(22/03/2013) Máquina laminadora de perfiles con un dispositivo para el posicionamiento de una herramienta en lamáquina laminadora de perfiles, en donde el dispositivo presenta:
un cuerpo de la con al menos una primera perforación de alojamiento , al menos un husillo deajuste con un tope de la herramienta , en donde el husillo de ajuste se encuentra situado en laprimera perforación de alojamiento del cuerpo de la de tal modo que puede cambiar de posición,una barra de tracción que se encuentra dispuesta de tal modo que puede cambiar de posición, para asíposicionar la herramienta contra el tope de la herramienta mediante una fuerza de tracción (F2),un elemento de fuerza para aplicar la fuerza de tracción (F2),
caracterizada…
Procedimiento y matriz de laminación para la fabricación de un tornillo.
(12/03/2013) Procedimiento para la fabricación de un tornillo , en el cual una pieza en bruto es laminada entre dosmatrices de laminación en el que
- en cada matriz de laminación está formado un perfil de laminación, que comprende una gran cantidad dehendiduras alargadas y
- la matriz de laminación presenta un primer y segundo extremos , separados entre sí en elsentido de laminación, siendo desplazada la pieza en bruto durante la laminación con respecto a la matriz desde el primer extremo hacia el segundo extremo,
caracterizado porque
la pendiente media de las líneas centrales de las hendiduras en una zona del primer extremo de lamatriz de laminación difiere de la pendiente media en una zona del segundo extremo de la matrizde laminación , la cual, vista en el sentido de laminación, está enfrentada a la zona del primer extremo,…
Procedimiento y mordazas de laminación para fabricar un tornillo con paso de rosca variable.
(08/03/2013) Procedimiento para fabricar un tornillo con una rosca continua de paso variable, en el que una pieza enbruto se lamina entre dos mordazas de laminación , y en el que en cada mordaza de laminación estárealizado un perfil de laminación que comprende una serie de ahondamientos , y las líneas centrales (34') deahondamientos contiguos pueden ponerse en congruencia mediante el desplazamiento en el sentido delaminación en un trayecto (T) constante, y los pasos de las líneas centrales (34'), definidos como cociente de lasvariaciones de la posición de la línea central (34') en dirección transversal o paralela con respecto al sentido delaminación, son en los puntos de intersección…
Herramienta de conformación y procedimiento para la generación de una superficie en una herramienta de conformación.
(11/06/2012) Herramienta de conformación con un cuerpo base y un revestimiento resistente al desgaste hecho de material duro, caracterizada porque el revestimiento de material duro está aplicado por medio de soldadura indirecta de recargue.
MÁQUINA LAMINADORA DE PERFILES.
(15/03/2011) Máquina laminadora de perfiles para la laminación de un perfil en una pieza bruta , en la que la máquina laminadora de perfiles presenta: una primera mordaza laminadora de perfiles ; una segunda mordaza laminadora de perfiles ; un carro para la retención de la segunda mordaza laminadora de perfiles , en el que el carro presenta al menos una placa de deslizamiento del carro ; y una trayectoria de guía con al menos una placa deslizante de guía , sobre la que se puede desplazar el carro en vaivén con su placa de deslizamiento del carro , opuesta a la placa deslizante de guía , y con la segunda mordaza laminadora de perfiles para la laminación del perfil en la pieza bruta, con relación a la primera mordaza laminadora de perfiles ; caracterizada porque la placa deslizante de guía y la placa de deslizamiento del carro están fabricadas,…
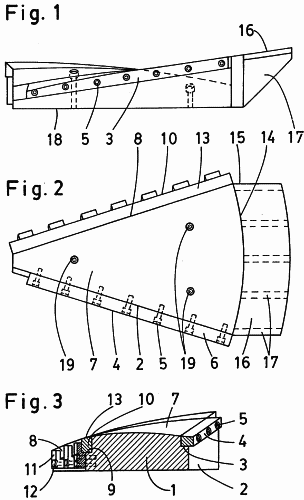
MAQUINA LAMINADORA AUTOMATICA CON PEINES DE ROSCAR PLANOS.
(16/07/2006). Ver ilustración. Solicitante/s: S.M.A.R.T. S.R.L. Inventor/es: GHEZZI, ENRICO.
Una máquina automática de laminación con peines de roscar planos, que comprende una placa inmóvil y una placa móvil , que está fijada a un soporte que tiene un movimiento alternativo actuado por un husillo por medio de un sistema de biela y cigüeñal , estando dicho husillo acoplado rígidamente a una base, caracterizada porque dicha base comprende una primera parte inmóvil , la cual está rígidamente acoplada al bastidor de la máquina y una segunda parte móvil , la cual constituye el soporte del husillo , siendo ajustable la posición de dicha parte móvil con respecto a dicha parte inmóvil por unos medios para variar la posición de la parte móvil con respecto a la parte inmóvil.
MAQUINA DE LAMINAR DEL TIPO DE MATRICES PLANAS QUE TIENEN UN DISPOSITIVO PARA FIJACION DE MIEMBROS DE BASTIDOR DE SOPORTE DE MATRICES Y METODO DE SUJECION DE LOS MISMOS.
(01/11/2004) Una máquina de laminar del tipo de matrices planas, que comprende un par de matrices planas móviles una con respecto a otra y paralelas entre sí para apretar y laminar una pieza de trabajo (W) entre las mismas con el fin de formar una superficie circunferencial exterior de la pieza de trabajo, y un par de miembros alargados de bastidor que se extienden paralelos entre sí en una primera dirección y espaciados entre sí en una segunda dirección perpendicular a dicha primera dirección, de tal manera que dicho par de matrices planas están interpuestas entre dicho par de miembros alargados de bastidor en dicha segunda dirección, cuyo par de miembros alargados de bastidor están conectados entre sí en partes extremas longitudinales opuestas de los mismos y dispuestos de manera que reciben de dicho par de matrices planas, respectivamente, fuerzas…
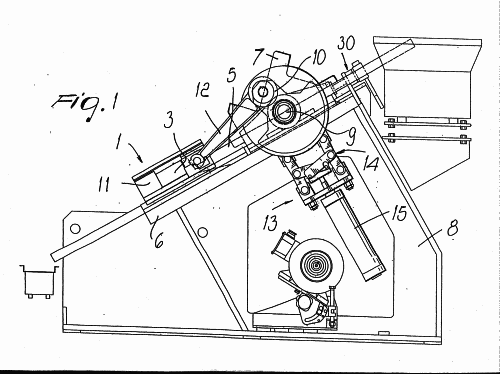
DISPOSITIVO PARA CONFORMAR SECTORES HELICOIDALES.
(01/02/1998). Ver ilustración. Solicitante/s: ASINFIN, S.L. Inventor/es: ESPINOSA CASTRO,ALEJANDRO.
1. DISPOSITIVO PARA CONFORMAR SECTORES HELICOIDALES DEL TIPO DE LOS QUE MEDIANTE LA APLICACION DE FUERZA SON CAPACES DE DEFORMAR EL MATERIAL LAMINAR, OBTENIENDOSE CIERTOS TRAMOS DE ESPIRAS O SECTORES HELICOIDALES, CON LOS CUALES, Y UNIDOS MULTIPLES DE ELLOS, SE CONSIGUEN LOS CONOCIDOS TRANSPORTADORES DE PRODUCTOS TIPO TORNILLO SINFIN, CARACTERIZADO PORQUE EL DISPOSITIVO CONSTA DE DOS CONJUNTOS IGUALES, LOS CUALES CONTIENEN UN CUERPO BASE DE GRUESO VARIABLE, CUYA PLANTA TRONCOCONICA PRESENTA SU BASE MAYOR DE FORMA RADIAL, SIENDO SU CARA INFERIOR LA QUE SERA ANCLADA A LA MAQUINA POR MEDIO DE LAS TALADRADURAS PASANTES MIENTRAS QUE SU CARA SUPERIOR ES LA QUE PRESENTA LAS CURVATURAS HELICOIDALES NECESARIAS; HABIENDOSE DISPUESTO EN CADA UNO DE SUS LATERALES (2 Y 8) UN REBAJE ANGULAR CAPAZ DE ALOJAR A UNA REGLETA RECAMBIABLE.
RODILLO DE ROSCAR DE TROQUEL PLANO.
(01/02/1997) UNA MAQUINA RODANTE DE ROSCAR DE TROQUEL PLANO PROPORCIONA UN IMPULSO DE LEVA A LA CORREDERA OSCILANTE QUE FUNCIONA A TRAVES DE UNA UNION PARA PROVOCAR LA OSCILACION DE LA CORREDERA LA LEVA PROPORCIONA UN ALOJAMIENTO QUE MANTIENE AL TROQUEL OSCILANTE ESTACIONARIO ANTES DE QUE COMIENCE EL RECORRIDO DE TRABAJO PARA PERMITIR LA INSERCIONDE UNA PIEZA DE TRABAJO EN LOS TROQUELES MIENTRAS LOS TROQUELES ESTAN ESTACIONARIOS UNO RESPECTO DEL OTRO. LA LEVA PROVOCA LA ACELERACION LENTA DEL TROQUEL OSCILANTE DURANTE LA PARTE INICIAL DE LA OPERACION DE RODAMIENTO PARA EVITAR EL DESLIZAMIENTO DE LA PIEZA DE TRABAJO. EL RECORRIDO DE TRABAJO SOBRE PASA UNA MITAD DEL CICLO DE LA MAQUINA. EL CASAMIENTO DE LOS TROQUELES SE PUEDE AJUSTAR MIENTRAS LA MAQUINA ESTA FUNCIONANDO. HAY UNOS MEDIOS DE AJUSTE INDEPENDIENTES…
APARATO Y METODO PARA FORMAR HEBRAS.
(16/06/1996). Solicitante/s: PCC SPECIALTY PRODUCTS, INC. Inventor/es: DICKSON, JOSEPH F.
UN METODO PARA PRODUCIR PASADORES CON HEBRAS QUE PRODUCEN HEBRAS LIBRES DE COSTURAS. EL METODO EMPLEA UN TROQUEL LAMINADOR CON UNA NUEVA GEOMETRIA DE PERFIL DE HEBRA DE FORMA DOBLE DONDE EL ANGULO DEL DIVERGENCIA DE LAS PAREDES QUE DEFINEN LA HENDIDURA DEL TROQUEL VARIA GRADUALMENTE ENTRE UN ANGULO DE AGUZAMIENTO OBTUSO Y UN ANGULO DE TERMINACION AGUDO A MEDIDA QUE LA PROFUNDIDAD DE LA HENDIDURA AUMENTA DESDE UNA PROFUNDIDAD INICIAL A UNA PROFUNDIDAD TERMINAL. LA FORMA ACABADA DEL TROQUEL SE MANTIENE DURANTE UNA CIERTA LONGITUD QUE ES CONMENSURABLE CON AL MENOS DOS REVOLUCIONES Y MEDIA DEL PASADOR QUE SE PRODUCE.
UN APARATO PARA SUJETAR UNA HERRAMIENTA DE UNA MAQUINA DE CONFORMAR POR PRESION CONFIGURACIONES SUPERFICIALES EN UNA PIEZA DE TRABAJO GIRATORIA.
(16/04/1987). Solicitante/s: GASTON E.MARBAIX LIMITED.
APARATO PARA SUJETAR UNA HERRAMIENTA DE UNA MAQUINA DE CONFORMAR POR PRESION CONFIGURACIONES SUPERFICIALES EN UNA PIEZA DE TRABAJO GIRATORIA. CONSTA DE UN SOPORTE ALARGADO EN EL QUE ES MONTABLE UNA HERRAMIENTA ; DE UNOS PRIMEROS MEDIOS AUTOMATICOS PARA DESPLAZAR LONGITUDINALMENTE EL SOPORTE AL OBJETO DE AJUSTAR LA POSICION DE LA HERRAMIENTA ; Y DE UNOS SEGUNDOS MEDIOS AUTOMATICOS PARA FIJAR EL SOPORTE EN UNA POSICION DESPLAZADA. LOS PRIMEROS MEDIOS AUTOMATICOS COMPRENDEN UN BLOQUE QUE CONTIENE UNOS EMBOLOS QUE TIENEN SUPERFICIES DE APOYO PARA APOYARSE EN UNA SUPERFICIE INCLINADA DEL SOPORTE , Y LOS SEGUNDOS MEDIOS AUTOMATICOS COMPRENDEN MEDIOS COMPLEMENTARIOS DE BLOQUEO.
UN METODO DE FABRICAR TORNILLOS AUTOROSCANTES Y AUTOSUJETADORES.
(16/05/1985). Solicitante/s: CONTI FASTENERS AG.
METODO DE FABRICAR TORNILLOS AUTORROSCANTES Y AUTOSUJETADORES.COMPRENDE: A) FORMAR UN VASTAGO DE TORNILLO Y UN VASTAGO DE PIEZA ELEMENTAL CIRCULAR DE C, FORMADA A PARTIR DE LOS UTILES DE ESTAMPACION POR MEDIO DE CONFORMACION EN FRIO; B) LAMINAR LA PIEZA ELEMENTAL DE TORNILLO TRILOBULAR-CIRCULAR, EJERCIENDO UNA PRESION FORMADORA DE ROSCA, PARA LA NUEVA FORMACION EN FRIO DE LA SUPERFICIE DEL TORNILLO; C) FORMAR LA ROSCA CIRCULAR (H) EN LA PRIMERA MITAD DEL PAR DE ESTAMPAS DE LAMINACION DE ROSCA; D) LAMINAR LA ROSCA EN LAS TRES PARTES DEL LOBULO DEL SEGMENTO DEL TORNILLO TUBULAR; Y E) DETERMINAR LA PARTE TRILOBULAR Y LAMINAR LA ROSCA TRILOBULAR (F) EN LA PARTE CONSTANTE DE LA GEOMETRIA TRILOBULAR.
PERFECCIONAMIENTOS INTRODUCIDOS EN UNA MATRIZ DE ROSCAR POR LUMINACION.
(01/12/1982) 1.Perfeccionamiento introducidos en una matriz de roscar por laminación para producir una rosca de tornillo en una pieza elemental para tornillo comprendiendo dicha matriz una primera serie de nervios con primeros valles de profundidad uniforme, una segunda serie de nervios con segundos valles de profundidad variable, cuyas profundidades son menores que las profundidades de los valles de la primera serie, un primer plano formado por las bases de los primeros valles que corta a un segundo plano formado por las bases de los segundos valles para definir un primer ángulo, una tercera serie con al menos un nervio y un valle, definiendo la base de dicho valle últimamente mencionado…
APARATO PARA LA FABRICACION DE TORNILLOS AUTO-ROSCADORES.
(16/12/1980). Solicitante/s: ILLINOIS TOOL WORKS INC..
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACION DE TORNILLOS AUTO-ROSCADORES. EL PROCEDIMIENTO CONSISTE EN ENFRIAR LA PIEZA DE ACERO INOXIDABLE AUSTENITICO 18-8 DE LA SERIE 300, ANTES DE LA OPERACION DE LAMINACION DE LA ROSCA. LA TEMPERATURA OPTIMA OSCILA ENTRE -40GC Y -128,8 GC.EL DISPOSITIVO CONSISTE EN UN TUNEL AISLADO ALREDEDOR DE UN CARRIL DE ALIMENTACION QUE CONDUCE UN PAR DE TROQUELES DE FORMACION DE ROSCA CON MOVIMIENTO DE VAIVEN. LA CIRCULACION DE REFRIGERANTE (POR EJEMPLO, NITROGENO LIQUIDO) SE EFECTUA EN PUNTOS DEL INTERIOR DEL TUNEL, EN LA PROXIMIDAD DE LAS PIEZAS Y DEL CARRIL DE ALIMENTACION.
(16/05/1979) Tornillo laminado formado a partir de una pieza inicial cilíndrica, y de forma alargada de diámetro predeterminado; incluyendo dicho tornillo; un vástago de forma alargada que tiene una extremidad de penetración en la pieza trabajada y una extremidad de cabeza; una rosca helicoidal formada en dicho vástago, siendo el diámetro de la cresta de dicha rosca superior al diámetro de dicha pieza inicial y siendo el diámetro de las raices de dicha rosca inferior al diámetro de dicha pieza inicial; teniendo dicha rosca helicoidal un contorno disimétrico en un plano que incluye el eje longitudinal del tornillo, siendo el flanco de dicha rosca que está orientado…
PERFECCIONAMIENTOS INTRODUCIDOS EN MAQUINAS ROSCADORAS DE ESPARRAGOS.
(01/07/1977). Solicitante/s: LARRAÑAGA LIZARRALDE,M. NIEVES.
Resumen no disponible.
MECANISMO PARA EL LAMINADO DE TORNILLOS Y SIMILARES.
(01/11/1975). Solicitante/s: MARELLI,RUGGERO.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}