CIP-2021 : B29D 5/00 : Fabricación de elementos de cierre de cursor; Fabricación y fijación conjunta de elementos de cierres de cursor.
CIP-2021 › B › B29 › B29D › B29D 5/00[m] › Fabricación de elementos de cierre de cursor; Fabricación y fijación conjunta de elementos de cierres de cursor.
Notas[t] desde B21 hasta B32: CONFORMACION
B29D 5/02 · teniendo los cierres elementos de enganche separados.
B29D 5/04 · siendo formados los elementos de enganche por ondulación continua de material filamentoso.
B29D 5/06 · siendo formados los elementos de enganche por una hélice continua.
B29D 5/08 · siendo formados los elementos de enganche por el extremo perfilado o almenado de una banda.
B29D 5/10 · siendo formados los elementos de enganche por una banda continua perfilada.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para producir elementos de adhesión sobre un material soporte.
(10/09/2014) Procedimiento para producir elementos de adhesión sobre un material soporte utilizando al menos un material plástico que es introducido en al menos un elemento de conformación , donde de ese modo se producen elementos de adhesión con extremos extendidos, cuya adherencia se alcanza principalmente mediante fuerzas de Van der Waals, donde como materiales plásticos se utilizan elastómeros inorgánicos y orgánicos, en particular polivinil siloxano, elastómeros de silicona de curado por adición, también en forma de sistemas de dos componentes, así como acrilatos, caracterizado porque como respectivo elemento de conformación se emplea un tamiz en forma de tambor o de cinta, el cual está provisto de más de 10.000, sin embargo preferentemente de más…
CIERRE DE CREMALLERA REALIZADO EN RESINA SINTETICA.
(01/03/2004) SE PRESENTA UN CIERRE DESLIZANTE RECICLABLE (1, 1A, 1B, 1C), DEL QUE SUSTANCIALMENTE TODAS LAS PIEZAS COMPONENTES ESTAN HECHAS CON EL MISMO TIPO DE MATERIAL DE RESINA SINTETICA. EN LA VERSION FUNDAMENTAL DEL CIERRE DESLIZANTE CON UN PAR DE CINTAS DEL CIERRE (3, 3A, 3B, 3C) Y ELEMENTOS DE ACOPLAMIENTO (4, 4A, 4B, 4C) FIJOS EN LOS BORDES LONGITUDINALES DE LAS CINTAS DEL CIERRE, ESTAN HECHOS CON UN MATERIAL DE RESINA SINTETICA DEL MISMO TIPO SELECCIONADO DEL GRUPO FORMADO POR UNA RESINA DE POLIAMIDA, UNA RESINA DE POLIESTER, UNA RESINA DE POLIOLEFINA Y UNA RESINA DE CLORURO DE VINILO. CUANDO EL CIERRE DESLIZANTE CONSTA DE HILOS DE COSER PARA…
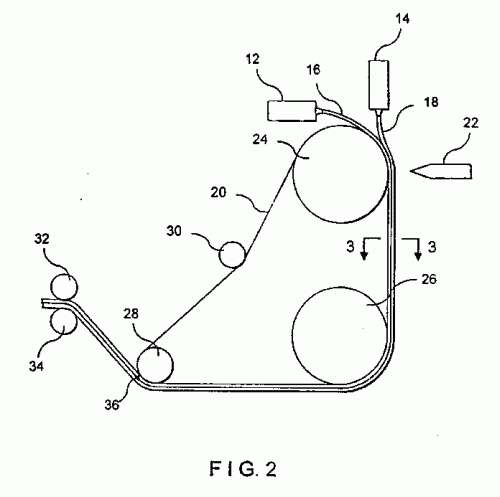
PROCEDIMIENTO PARA FORMAR UN COMPONENTE DE CIERRE DE CREMALLERA.
(01/11/2003). Ver ilustración. Solicitante/s: ILLINOIS TOOL WORKS INC.. Inventor/es: PLOURDE, ERIC P.
SE FORMA UN COMPONENTE DE CREMALLERA POR EXTRUSION DE UNA BRIDA Y, DEPOSITANDOLA SOBRE LA SUPERFICIE SUPERIOR DE UNA TIRA CONTINUA DE SOPORTE , EXTRUIR UN PERFIL (18, 18') Y, DEPOSITANDOLO EN LA SUPERFICIE SUPERIOR DE LA BRIDA , ENFRIAR LA BRIDA Y EL PERFIL (18, 18') SEPARANDO LA BRIDA Y EL PERFIL (18, 18') DE LA TIRA DE SOPORTE PARA SU ELABORACION POSTERIOR.
METODO DE FABRICAR GUIA DE CREMALLERAS DE INYECCION MOLDEADA.
(01/06/1992) UN METODO DE FABRICAR UNA GUIA DE CREMALLERAS DE INYECCION MOLDEADA INCLUYE UN PRIMER PASO DE MOLDEO DE INYECCION PARA FORMAR UN CUERPO GUIA QUE TENGA UN SALIENTE DE SOPORTE EN FORMA DE ARCO INTEGRAL Y UN SEGUNDO PASO DE MOLDEO DE INYECCION PARA FORMAR UNA LENGUETA DE TRACCION ENSARTADA A TRAVES DE UN AGUJERO TRANSVERSAL EN EL SALIENTE DEL SOPORTE . PARA CONEXION PIVOTANTE DE LA LENGUETA DE TRACCION CON LA LENGUETA DE TRACCION , UN MOLDE USADO PARA LLEVAR A CABO EL METODO INCLUYE UNA COMBINACION DE BARRAS DESLIZANTES PIRNCIPALES Y UNA BARRA DESLIZANTE AUXILIAR DESLIZABLEMENTE ASOCIADA CON EL. EN EL PRIMER PASO DE MOLDEO DE INYECCION, LA BARRA DESLIZANTE AUXILIAR ES COGIDA EN UNA PRIMERA POSICION EN LA CUAL LAS DOS BARRAS DESLIZANTES UNIDAS TIENEN UNA FORMA QUE CORRESPONDE A LA FORMA DEL AGUJERO…
METODO Y APARATO PARA MOLDEADO POR INYECCION DE FINALES PARA CIERRES DESLIZABLES.
(01/06/1992). Solicitante/s: YOSHIDA KOGYO K.K. Inventor/es: KUSAYAMA, MASAHIRO.
METODO DE UN APARATO PARA APLICAR ELEMENTOS FINALES POR MOLDEADO O INYECCION A UN CIERRE DESLIZABLE QUE TENGA FILAS DE ELEMENTOS DE ENGANCHE EN LADOS OPUESTOS . UNA LONGITUD PREDETERMINADA DE ESTAS CINTAS SON MANTENIDAS VERTICALMENTE A LA TELA Y ABRAZADOS POR LOS ELEMENTOS FINALES MOLDEADOS IN SITU CON LA LONGITUD PREDETERMINADA ANTERIORMENTE Y MANTENIENDO LA ALINEACION DE ARRIBA CINTAS FUERA DEL ELEMENTO DE CIERRE MOLDEADO.
MEJORAS EN LOS APARATOS DE PRODUCCION DE CIERRES DE CREMALLERA.
(16/12/1984). Solicitante/s: YOSHIDA KOGYO K.K.
DISPOSITIVO PARA ACOPLAR CIERRES DE CREMALLERA.COMPRENDE , CON VISTAS A ACOPLAR DOS FILAS DE ELEMENTOS , UN PAR DE BRAZOS SEPARADOS , QUE SE EXTIENDEN DESDE LA CABEZA DE ACOPLAMIENTO, ASI COMO UN MECANISMO DE UNION , QUE COMPRENDE UNA BASE QUE DEFINE UN CANAL DE GUIA Y DEFINE UN PAR DE RAMALES DE GUIA.
PERFECCIONAMIENTOS EN LOS APARATOS PARA FABRICAR CIERRES DE CREMALLERA.
(01/12/1984). Solicitante/s: YOSHIDA KOGYO K.K.
DISPOSITIVO PARA FABRICAR CIERRES DE CREMALLERA.COMPRENDE UN BASTIDOR , UNA RUEDA CONFORMADORA CALIENTE CON UN SURCO EN SU PERIFERIA, DOS FILAS DE CLAVIJAS , UN GRUPO ENROLLADOR , UN GRUPO LEVANTADOR , UN GRUPO DOBLADOR , UN GRUPO PUNZADOR Y UN GRUPO DESCARGADOR.
PERFECCIONAMIENTOS EN LOS APARATOS DE FABRICACION DE BANDAS DE CIERRE DE CREMALLERA CONTINUAS.
(01/11/1984). Solicitante/s: YOSHIDA KOGYO K.K.
APARATO DE FABRICACION DE BANDAS DE CIERRE DE CREMALLERA CONTINUAS.CONSTA DE UN PALPADOR (70 DISPUESTO EN UN ORGANO MOVIL , EL CUAL LLEVA INSTALADOS DOS DESPLAZADORES DE CINTA MONTADOS EN EL ORGANO DE MOLDE, SUSCEPTIBLES DE MOVIMIENTO, LOGRANDO QUE UN EXTREMO POSTERIOR DE LOS ELEMENTOS MOLDEADOS POR INYECCION ANTERIORMENTE POR EL PALPADOR. EL PRIMER DESPLAZADOR DE CINTA LLEVA UN RODILLO TENSOR Y UN PORTARRODILLOS QUE TRABAJA CON EL RODILLO TENSOR.
METODO DE FABRICACION DE CIERRES DE CREMALLERA Y APARATO CORRESPONDIENTE.
(01/11/1984) METODO DE FABRICACION DE CIERRES DE CREMALLERA Y APARATO CORRESPONDIENTE.COMPRENDE LAS ETAPAS DE: A) HACER AVANZAR LA CINTA A TRAVES DE UN PAR DE ORGANOS DE MOLDE QUE DEFINEN UNA SERIE DE CAVIDADES DE MOLDE HASTA QUE UN EXTREMO POSTERIOR DE LOS ELEMENTOS DE ACOPLAMIENTO REBASA UNA PRIMERA POSICION; B) DESPLAZAR LA CINTA DE SOPORTE EN EL SENTIDO INVERSO HASTA QUE EL EXTREMO POSTERIOR DE LOS ELEMENTOS DE ACOPLAMIENTO ESTA SITUADO EN LA SEGUNDA POSICION; C) INYECTAR RESINA FUNDIDA SINTETICA EN LAS CAVIDADES DE MOLDE MIENTRAS LOR ORGANOS DE MOLDE ESTAN TOTALMENTE CERRADOS; D) HACER AVANZAR LA CINTA A TRAVES DE LOS ORGANOS DE MOLDE HASTA QUE UN EXTREMO POSTERIOR DE LOS ELEMENTOS DE ACOPLAMIENTO REBASAN LA PRIMERA POSICION;…
PERFECCIONAMIENTOS EN LOS APARATOS PARA MANUFACTURAR CIERRES DE CREMALLERA Y METODO CORRESPONDIENTE.
(16/08/1984). Solicitante/s: YOSHIDA KOGYO K.K.
PERFECCIONAMIENTOS EN LOS APARATOS PARA MANUFACTURAR CIERRES DE CREMALLERA.CONSTA DE: A) UNA SUFRIDERA ENFRENTADA A LAS CINTAS DE SOPORTE PARA SOPORTAR LA CADENA DE CIERRE DE CREMALLERA DE FORMA HORIZONTAL; B) UN PUNZON DISPUESTO EN EL LADO CORRESPONDIENTE A LOS ELEMENTOS DE ACOPLAMIENTO. EN LA SUPERFICIE TERMINAL PRESENTA UN PAR DE FILOS CORTANTES ESPACIADOS LATERALMENTE PARA CORTAR LOS BRAZOS SUPERIORES DEL PAR DE FILAS DE ELEMENTOS DE ACOPLAMIENTO INTERACOPLADAS EN EL LADO DEL HILO DE COSTURA Y UN SALIENTEDE SUJECION PARA PRESIONAR SOBRE LAS CABEZAS INTERACOPLADAS; C) UN EXPULSOR DISPUESTO EN LA SUFRIDERA Y SUSCEPTIBLE DE MOVERSE EN VAIVEN HACIA EL SALIENTE DE SUJECION DEL PUNZON ; Y D) UN ELEMENTO PARA RETENER EL PAR DE CINTAS DE SOPORTE.
PERFECCIONAMIENTOS EN LOS APARATOS DE FABRICAR CADENAS DE CIERRE DE CREMALLERA.
(16/07/1984). Solicitante/s: YOSHIDA KOGYO K.K.
APARATO PARA LA FABRICACION DE CADENAS DE CIERRE DE CREMALLERA, EN PARTICULAR, PARA LA FABRICACION DE CADENAS DE BANDA DE CIERRE DE CREMALLERA CONTINUAS QUE INCLUYEN ZONAS DESPROVISTAS DE ELEMENTOS DE ACOPLAMIENTO A INTERVALOS LONGITUDINALES.CONSTA DE UNA MAQUINA DE COSER QUE COSE UN PAR DE FILAS INTERACOPLADAS DE ELEMENTOS A UN PAR DE CINTAS DE SOPORTE ; DE UN MEDIO ALIMENTADOR DE DICHO PAR DE CINTAS ; Y DE MEDIOS ALIMENTADORES DEL PAR DE FILAS INTERACOPLADAS.
PERFECCIONAMIENTOS EN LOS APARATOS PARA LA FIJACION DE TIRAS DE CINTA DE REFUERZO A CADENAS DE CIERRE DE CREMALLERA.
(01/07/1984). Solicitante/s: YOSHIDA KOGYO K.K.
APARATO PARA LA FIJACION DE TIRAS DE CINTA DE REFUERZO A CADENAS DE CIERRE DE CREMALLERA.CONSTA DE UN MECANISMO DE AVANCE INTERMITENTE QUE HACE AVANZAR LA CADENA DE CIERRE DE CREMALLERA; Y DE UN PUESTO DE FIJACION DE LA CINTA DE REFUERZO QUE COMPRENDE UN TRANSPORTADOR , UN DISPOSITIVO CORTADOR DE CINTA, DISPOSITIVOS PRENSADORES SUPERIOR E INFERIOR , Y UN DISPOSITIVO DE RETENCION.
PERFECCIONAMIENTOS EN LOS APARATOS DE FABRICACION DE CIERRES DE CREMALLERA.
(16/03/1984). Solicitante/s: YOSHIDA KOGYO K.K.
APARATO PARA FABRICAR CONTINUAMENTE UNA FILA DE ELEMENTOS DE ACOPLAMIENTO HELICOIDALES PARA CIERRES DE CREMALLERA.CONSTA DE UNA MAQUINA FORMADORA DE HELICES QUE COMPRENDE UN PORTAMANDRILES SOPORTADO EN UN BASTIDOR Y PORTADOR DE UN MANDRIL COAXIAL QUE INCLUYE UN SURCO LONGITUDINAL PARA RECIBIR EL HILO DE NUCLEO, UN GRUPO TENSOR DISPUESTO CORRIENTE ARRIBA DEL PORTAMANDRILES PARA CONTROLAR LA TENSION SOBRE EL HILO DE NUCLEO, Y UN ROTOR FORMADOR DE HELICES MONTADO CON SUSCEPTIBILIDAD DE ROTACION EN EL BASTIDOR PARAARROLLAR UN MATERIAL FILAMENTOSO TERMOPLASTICO ALREDEDOR DEL MANDRIL , AL OBJETO DE FORMAR UNA FILA DE ELEMENTOS DE ACOPLAMIENTO HELICOIDALES.
"METODO DE FABRICAR CADENAS DE CIERRE DE CREMALLERA Y PERFECCIONAMIENTOS EN LOS APARATOS CORRESPONDIENTES".
(01/11/1983). Solicitante/s: YOSHIDA KOGYO K.K.
FABRICACION DE UNA CADENA DE BANDA DE CIERRE DE CREMALLERA CONTINUA QUE INCLUYE ZONAS DESPROVISTAS DE ELEMENTOS DE ACOPLAMIENTO A INTERVALOS LONGITUDINALES.SOBRE LOS BORDES INTERIORES ENFRENTADOS DE UN PAR DE CINTAS DE SOPORTE QUE AVANZAN PARALELAMENTE, SE COSEN SENDAS FILAS INTERACOPLADAS DE ELEMENTOS DE ACOPLAMIENTO CONTINUOS (14K). TANTO LAS CINTAS SOPORTE COMO LAS FILAS DE ELEMENTOS DE ACOPLAMIENTO SE ALIMENTAN EN SINCRONISMO CON LA MAQUINA DE COSER , LAS PRIMERAS DE UNA FORMA CONTINUA Y LAS SEGUNDAS DE FORMA INTERMITENTE. CADA VEZ QUE SE DETIENE LA ALIMENTACIONDE LAS FILAS DE ELEMENTOS DE ACOPLAMIENTO SE PRODUCE UN CORTE EN LAS MISMAS, CON LO CUAL TRAS CADA TRAMO DE CINTA SOPORTE PROVISTO DE ELEMENTOS DE ACOPLAMIENTO SE PRODUCE OTRO DESPROVISTO DE LOS MISMOS.
"PERFECCIONAMIENTOS EN LOS APARATOS DE FABRICAR CADENAS DE CIERRE DE CREMALLERA".
(16/10/1983). Solicitante/s: YOSHIDA KOGYO K.K.
APARATO PARA FABRICAR UNA BANDA DE CIERRE DE CREMALLERA CON ZONAS DESPROVISTAS DE ELEMENTOS DE ACOPLAMIENTO. COMPRENDE: UNA MAQUINA PARA COSER UN PAR DE FILAS INTERACOPLADAS DE ELEMENTOS A UN PAR DE CINTAS DE SOPORTE; MEDIOS ALIMENTADORES SINCRONIZADOS CON LA MAQUINA DE COSER Y DE GUIA PARA LOS ELEMENTOS DE ACOPLAMIENTO; UNA RUEDA CON RESALTO PERIFERICO PARA CONTACTAR CON DICHOS ELEMENTOS Y ALIMENTARLOS INTERMITENTE Y SINCRONIZADAMENTE A LA ZONA DE COSTURA ; UN COJUNTO CORTADOR DISPUESTO ENTRE LA RUEDA ALIMENTADORA Y LA ZONA DE COSTURA PARA CORTAR TRAMOS DE ELEMENTOS DE ACOPLAMIENTO CADA VEZ QUE ESTOS SE DETIENEN.
"METODO DE FABRICAR CIERRES DE CREMALLERA".
(16/04/1983). Solicitante/s: YOSHIDA KOGYO K.K.
DISPOSITIVO PARA FABRICAR CIERRES DE CREMALLERAS. COMPRENDE UNA BASE SOBRE LA CUAL SE ENCUENTRA UN GRUPO DE ALMACENAMIENTO DE MATERIAL FILAMENTOSO TERMOPLASTICO (W), UN ALIMENTADOR DE FILAMENTO QUE ADEMAS LO RETUERCE SOBRE SU PROPIO EJE, UN GRUPO REGULADOR DE TENSION, UNA MAQUINA ENROLLADORA , UN CONFORMADOR DE ELEMENTOS, UN GRUPO ACOPLADOR DE ELEMENTOS Y UN CALIBRADOR MONTADO EN EL BASTIDOR.
"METODO Y APARATO PARA FORMAR EXTREMOS DE BANDAS DE CIERRE DE CREMALLERA".
(01/04/1983). Solicitante/s: YOSHIDA KOGYO K.K.
FORMACION DE EXTREMOS DE BANDAS DE CIERRE DE CREMALLERA. UN ELEMENTO DE ACOPLAMIENTO TERMINAL DE RESINA SINTETICA TERMOPLASTICA, COSIDO A UNA CINTA DE SOPORTE, TIENE UNA PARTE DE VUELTA CORTADA FUSIONADA A LA CINTA DE SOPORTE MEDIANTE CALOR Y PRESION, Y UN BRAZO SUPERIOR PRESIONADO CON CALOR HACIA LA CINTA DE SOPORTE. SE FIJA UN ELEMENTO DE TOPE TERMINAL INFERIOR SEPARABLE A UNA ZONA LIBRE DE ELEMENTOS DE LA CINTA JUNTO AL ELEMENTO DE ACOPLAMIENTO TERMINAL EN RELACION DE EMPAREDAMIENTO CON LA CINTA DE SOPORTE. SE DESCRIBE UN APARATO PARA FORMAR TALES EXTREMOS DE BANDAS.
PERFECCIONAMIENTOS EN LOS APARATOS DE MOLDEAR TIRAS DE ELEMENTOS DE ACOPLAMIENTO PARA CIERRES DE CREMALLERA.
(01/01/1983). Solicitante/s: YOSHIDA KOGYO K.K.
APARATO PARA MOLDEAR TIRAS CONTINUAS ZIGZAGUEANTES DE ELEMENTOS DE ACOPLAMIENTO TERMOPLASTICOS PARA SER USADAS EN LA PRODUCCION DE CIERRES DE CREMALLERA. CONSTA DE UNA TOBERA EXTRUSORA FIJA QUE SUMINISTRA EL MATERIAL TERMOPLASTICO CALIENTE; DE UNA RUEDA CONFORMADORA SUSCEPTIBLE DE ROTACION CONTINUA, LA CUAL ESTA DOTADA DE UNA CAVIDAD PERIFERICA ZIGZAGUEANTE SINFIN QUE INCLUYE UNA PLURALIDAD DE SECCIONES TRANSVERSALES ESPACIADAS Y UNA PLURALIDAD DE SECCIONES LONGITUDINALES DISPUESTAS ALTERNAMENTE EN LOS LADOS OPUESTOS DE DICHA CAVIDAD Y QUE SE EXTIENDEN A RAZON DE UNA SECCION LONGITUDINAL ENTRE CADA PAR ADYACENTE DE SECCIONES TRANSVERSALES; Y DE UNOS MEDIOS PARA RETARDAR EL FLUJO DE MATERIAL TERMOPLASTICO SUMINISTRADO DESDE LAS PARTES CENTRALES DE LAS SECCIONES TRANSVERSALES A LAS SECCIONES LONGITUDINALES.
PERFECCIONAMIENTOS EN LOS APARATOS DE FABRICACION DE CIERRES DE CREMALLERA.
(16/08/1982). Solicitante/s: YOSHIDA KOGYO K.K.
APARATO PARA LA FABRICACION CONTINUA DE CADENAS DE CIERRE DE CREMALLERA. CONSTA DE UN PAR DE ARBOLES HUECOS; DE UN PAR DE TAMBORES SUSCEPTIBLES DE ROTACION LIBRE, CADA UNO DE ELLOS SOPORTADO POR EL ARBOL HUECO RESPECTIVO; DE UN PAR DE ARBOLES DE SOPORTE QUE ATRAVIESAN CADA UNO DE ELLOS A SU RESPECTIVO ARBOL HUECO, PUDIENDO ACCIONARLOS ROTATIVAMENTE Y HACERLOS OSCILAR EN SU DIRECCION RADIAL; DE UN PAR DE RUEDAS CATALINAS DOTADAS CADA UNA DE ELLAS DE UNA FILA DE DIENTES PERIFERICOS, ESTANDO FIJADAS SOLIDARIAMENTE SOBRE EL ARBOL DE SOPORTE RESPECTIVO; DE UN PAR DE RODILLOS DE GUIA QUE COOPERAN CON EL PAR DE TAMBORES; DE UN MECANISMO DE ACCIONAMIENTO DE LOS ARBOLES DE SOPORTE Y DE UN MECANISMO TENSOR ACCIONABLE QUEAPLICA TENSION A LA CINTA EMPLEADA.
METODO DE MOLDEAR TIRAS DE ELEMENTOS DE ACOPLAMIENTO PARA CIERRES DE CREMALLERA.
(16/06/1982). Solicitante/s: YOSHIDA KOGYO K.K.
METODO PARA MOLDEAR UNA TIRA CONTINUA ZIGZAGUEANTE DE ELEMENTOS DE ACOPLAMIENTO TERMOPLASTICOS PARA SU USO EN LA PRODUCCION DE CIERRES DE CREMALLERA. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE HACE GIRAR CONTINUAMENTE UNA RUEDA CONFORMADORA DOTADA DEUNA CAVIDAD PERIFERICA ZIGZAGUEANTE SIN FIN QUE INCLUYE UNA PLURALIDAD DE SECCIONES TRANSVERSALES PARALELAS (28') Y UN APLURALIDAD DE SECCIONES LONGITUDINALES DISPUESTAS ALTERNADAMENTE EN LADOS OPUESTOS DE DICHA CAVIDAD; SEGUNDA, SE HACE AVANZAR LA CAVIDAD DE LA RUEDA CONFORMADORA DE FORMA TAL QUE LAS PARTES CENTRALES DE LAS SECCIONES TRANSVERSALES PASEN SUCESIVAMENTE DELANTE DE UNA TOBERA EXTRUSORA FIJA.
PERFECCIONAMIENTOS EN LOS APARATOS DE FABRICAR CONTINUAMENTE ELEMENTOS DE ACOPLAMIENTO DE CIERRE DE CREMALLERA.
(01/05/1982). Solicitante/s: YOSHIDA KOGYO K.K.
APARATO PARA FABRICAR ELEMENTOS DE ACOPLAMIENTO MOLDEADOS DE CIERRE DE CREMALLERA A PARTIR DE RESINA SINTETICA TERMOPLASTICA. CONSTA DE UN BATIDOR QUE SOPORTA UNA RUEDA CONFORMADORA GIRANDO A VELOCIDAD CONSTANTE, ESTANDO DICHA RUEDA DOTADA EN SU SUPERFICIE CIRCUNFERENCIAL DE UNA PLURALIDAD DE CAVIDADES DE MOLDE PARA MOLDEAR UNA TIRA DE ACOPLAMIENTO ; DE UNA TOBERA EXTRUSORA , MONTADA EN EL BASTIDOR , QUE INYECTA RESINA SINTETICA HERMOPLASTICA SUCESIVAMENTE EN LAS CAVIDADES DE MOLDE ; DE UN CONJUNTO DOBLADOR Y UN GRUPO CALEFACTOR PARA DOBLAR LA TIRA DE ACOPLAMIENTO EN FORMA DE U; DE UN MOLDE FORMADOR DE ELEMENTOS DE ACOPLAMIENTO DE CIERRE DE CREMALLERA A PARTIR DE LA TIRA DE ACOPLAMIENTO DOBLADA.
METODO DE FABRICAR CONTINUAMENTE ELEMENTOS DE ACOPLAMIENTO MOLDEADOS DE CIERRE DE CREMALLERA.
(01/05/1982). Solicitante/s: YOSHIDA KOGYO K.K.
METODO DE FABRICAR DE FORMA CONTINUA ELEMENTOS DE ACOPLAMIENTO MOLDEADOS DE CIERRE DE CREMALLERA A PARTIR DE RESINA SINTETICA TERMOPLASTICA. COMPRENDE LAS SIGUIENTES ETAPAS: PRIMERA, SE INTRODUCE RESINA SINTETICA TERMOPLASTICA SUCESIVAMENTE EN CAVIDADES DE MOLDEO SITUADAS ALREDEDOR DE LA SUPERFICIE CIRCUNFERENCIAL DE UNA RUEDA CONFORMADORA MIENTRAS ESTA SE HACE GIRAR, AL OBJETO DE MOLDEAR UNA TIRA DE ACOPLAMIENTO ; SEGUNDA, SE RETIRA DE FORMA CONTINUA LA TIRA DE ACOPLAMIENTO DE LAS CAVIDADES DE MOLDEO; TERCERA, SE DOBLA LA TIRA DE ACOPLAMIENTO, ALREDEDOR DE SU EJE LONGITUDINAL, EN FORMA DE U, MIENTRAS SE CALIENTA, PARA PROPORCIONAR CABEZAS DE ACOPLAMIENTO Y BRAZOS SITUADOS A AMBOS LADOS DE DICHAS CABEZAS.
PERFECCIONAMIENTOS EN LOS APARATOS PARA LA FABRICACION DE CIERRES DE CREMALLERA.
(01/08/1981). Solicitante/s: YOSHIDA KOGYO K.K.
UN APARATO PARA LA FABRICACION DE BANDAS CONTINUAS DE CIERRE DE CREMALLERA. EL APARATO COMPRENDE: UN BASTIDOR , UN PAR DE ELEMENTOS DE MOLDE -QUE DEFINEN UNA SERIE DE CAVIDADES DE MOLDE-, MEDIOS PARA HACER AVANZAR UNA CINTA DE SOPORTE DE FORMA INTERMITENTE A TRAVES DE LOS ELEMENTOS DE MOLDE , UN INYECTOR QUE INYECTA MATERIAL FUNDIDO DE RESINA SINTETICA EN LAS CAVIDADES DE MOLDE Y UNOS MEDIOS PARA ESTIRAR UNA DE LAS PARTES SUCESIVAS DE LA CINTA DE SOPORTE , QUE CONSTA DE UNA RUEDA ESPIGADA DOTADA DE UNA SERIE DE ELEMENTOS PERIFERICOS SUSCEPTIBLES DE ENCAJARSE EN LAS ABERTURAS DE LA CINTA.
PERFECCIONAMIENTOS EN LOS APARATOS PARA LA PRODUCCION DE CONJUNTOS DE ELEMENTOS DE ACOPLAMIENTO PARA CIERRES DE CREMALLERA.
(16/12/1980) DISPOSITIVO Y PROCEDIMIENTO PARA LA PRODUCCION DE CONJUNTOS DE ELEMENTOS DE ACOPLAMIENTO PARA CIERRES DE CREMALLERA. EL PROCEDIMIENTO CONSISTE EN COLOCAR UNA FILA DE ELEMENTOS DE ACOPLAMIENTO EN UNA ESTRUCTURA DE PUNTO ALARGADA Y CORREGIR SU FORMA SEGUN UNA CONFIGURACION DETERMINADA A MODO DE ESCALERA, CON UN PAR DE BANDAS ALARGADAS ESPACIADAS LATERALMENTE Y UN CONJUNTO DE PARTES DE HILO TRANSVERSALES QUE INTERCONECTAN LAS BANDAS DE GENERO DE PUNTO. LA ESTRUCTURA ASI CONFORMADA, SE ALIMENTAN EN CAVIDADES DE MOLDE CON RESINA SINTETICA ALREDEDOR DE LA ESTRUCTURA, FORMANDO UN CONJUNTO DE ELEMENTOS DE ACOPLAMIENTO QUE SE…
PERFECCIONAMIENTOS EN LOS APARATOS PARA SOLDAR UNA FILA DE ELEMENTOS DE ACOPLAMIENTO TERMOPLASTICOS INTERCONECTADOS DE CIERRES DE CREMALLERA.
(01/12/1980). Solicitante/s: YOSHIDA KOGYO K.K.
DISPOSITIVO PARA SOLDAR ELEMENTOS DE CREMALLERA. CONSTA DE UN ELEMENTO DE MATRIZ CONFORMADORA DOTADO DE UN CANAL QUE SE EXTIENDE LONGITUDINALMENTE PARA DAR PASO A LOS ELEMENTOS DE ACOPLAMIENTO, MEDIOS PARA ALIMENTAR LOS ELEMENTOS DE ACOPLAMIENTO A VELOCIDAD CONSTANTE, MEDIOS DE FUSION DE LOS ELEMENTOS OPUESTOS DE BRAZO DE LOS ELEMENTOS DE PRENSADO DE LA MATRIZ CONFORMADORA Y OTROS SEGUNDOS MEDIOS DE PRENSADO EN EL ELEMENTO MATRIZ PARA PRESIONAR LOS ELEMENTOS DE ACOPLAMIENTO ENTRE SI, Y SITUADOS POSTERIORMENTE A LOS PRIMEROS. USADO PARA MATERIAL TERMOPLASTICO.
PERFECCIONAMIENTOS EN LOS MECANISMOS DE SOPORTE PARA LA FABRICACION DE CIERRES DE CREMALLERA.
(01/07/1980). Solicitante/s: YOSHIDA KOGYO K.K.
Perfeccionamientos en los mecanismos de soporte para la fabricación de cierres de cremallera, y más particularmente en los soportes para sujetar una fila de elementos de acoplamiento de cierre de cremallera, montada en una cinta de soporte, en alineación longitudinal con un cortador de ranuras, caracterizados porque el mecanismo de soporte comprende; (a) una base alargada dotada de una superficie y una ranura que recibe la cinta de soporte. (b) un par de placas de sujeción paralelas dispuestas en dicha superficie. (c) un par de eslabones de movimiento paralelo. (d) un par de soportes montado en dicha base. (e) unos medios de recorte en dicha base.
PERFECCIONAMIENTOS EN LOS APARATOS PARA LA FABRICACION DE CIERRES DE CREMALLERA.
(16/06/1980). Solicitante/s: YOSHIDA KOGYO K.K.
Se alimenta un par de bandas de cierre de cremallera continuas longitudinalmente en un recorrido por un par de pinzas susceptibles de movimiento en vaivén longitudinal y un par de medios de rodillos. Un cursor soportado sobre un aplicador retráctil de cursores está posicionado en dicho recorrido y se ensambla sobre una de las bandas de cierre de cremallera que se hace avanzar por las pinzas y rodillos. Luego se detienen las bandas de cierre de cremallera cuando una de zonas libres de elementos apareados llega a un cortador y se seccionan transversalmente a través de dicha zona libre de elementos, que está detrás del cursor que se ha montado.
METODO PARA LA PRODUCCION DE CONJUNTOS DE ELEMENTOS DE ACOPLAMIENTO PARA CIERRES DE CREMALLERA.
(16/06/1980) 1. Método para la producción de conjuntos de elementos de acoplamiento para cierres de cremallera, caracterizado porque comprende las etapas de: proporcionar una estructura alargada de género de punto por urdimbre dotada de un par de bandas alargadas espaciadas de género de punto por urdimbre y una pluralidad de partes transversales de hilo espaciadas longitudinalmente de dichas bandas alargadas de género de punto por urdimbre y que las unen; introducir dicha estructura alargada de género de punto por urdimbre en una cavidad de moldeo alargada que tiene la forma de un elemento de acoplamiento preformado de modo que dichas bandas se extienden a través…
METODO PARA SOLDAR UNA FILA DE ELEMENTOS DE ACOPLAMIENTO TERMOPLASTICOS INTERCONECTADOS DE CIERRES DE CREMALLERA.
(16/06/1980). Solicitante/s: YOSHIDA KOGYO K.K.
1. Método para soldar una fila de elementos de acoplamiento termoplásticos interconectados de cierres de cremallera, en partes opuestas de brazos de cada elemento de acoplamiento, con el uso de una bocina ultrasónica, caracterizado porque comprende las etapas de: (a) presionar las partes opuestas de brazo de los elementos de acoplamiento contra la bocina ultrasónica en sus lados opuestos mientras se alimentan los elementos de acoplamiento a velocidad constante; (b) simultáneamente con esta etapa de prensado, fusionar las partes opuestas de brazo de los elementos de acoplamiento en sus superficies interiores enfrentadas haciendo vibrar ultrasónicamente la bocina ultrasónica en una dirección paralela a las superficies interiores enfrentadas; y (c) presionar las partes opuestas de brazo de los elementos de acoplamiento, después de separados éstos de la bocina ultrasónica, una contra otra a fin de unirse en sus superficies interiores enfrentadas que se han fusionado.
MEJORAS EN LOS APARATOS PARA LA FABRICACION DE CIERRES DE CREMALLERA.
(16/06/1980). Solicitante/s: YOSHIDA KOGYO K.K.
Mejoras en los aparatos para la fabricación de cierres de cremallera, y más particularmente en los aplicadoras de cursores, caracterizadas porque el aparato comprende: (a) un bastidor de soporte; (b) un árbol cilíndrico hueco montado con susceptibilidad de rotación en dicho bastidor; (c) una carcasa basculante montada en dicho árbol para movimiento angular; (d) un eje dispuesto en dicho árbol para rotación conjunta limitada con el mismo; (e) un primer pión montado en un primer extremo de dicho eje y dispuesto en dicha carcasa; (f) un segundo piñón dispuesto con susceptibilidad de rotación en dicha carcasa; (g) una barra de soporte; (h) medios para mover dicha carcasa basculante; (i) unos medios en dicha barra para sujetar un cursor.
METODO PARA LA PRODUCCION DE CADENAS DE CIERRE DE CREMALLERA SEPARABLE.
(01/04/1980) Método para la producción de cadenas de cierre de cremallera separable, que comprende un par de bandas dispuestas enfrentadas de longitud continua teniendo cada una cinta de soporte y un elemento de acoplamiento formado a partir de monofilamento de plástico en una estructura continua dotada de partes de cabeza de acoplamiento y fijada por costuras a un borde interior longitudinal de la respectiva cinta, caracterizado porque comprende fusionar una longitud predeterminada de dicho elemento de acoplamiento integralmente con dicho borde de cinta, conformar una estructura compuesta formadora de clavijas y cortar dicha estructura a través de una…
PERFECCIONAMIENTOS EN LOS MOLDES PARA EL MOLDEO POR INYECCION DE CADENAS DE CIERRE DE CREMALLERA CONTINUAS.
(16/02/1980) Perfeccionamientos en los moldes para el moldeo por inyección de cadenas de cierre de cremallera continuas, del tipo en el que los moldes para el moldeo por inyección de cadenas de cierre de cremallera continuas incluyendo filas paralelas de cavidades de moldeo de elementos de acoplamiento, una cavidad de larguero prevista entre dichos filas de cavidades de moldeo de elementos de acoplamiento y cavidades de puerta para poner cada una de dichas cavidades de moldeo de elementos de acoplamiento en comunicación con dicha cavidad de larguero, caracterizados porque los moldes comprenden: al menos un tope de larguero en el lado de entrada de cinta de cada uno de los moldes, dicho tope de larguero siendo uno de una de topes de larguero situados cada uno en los extremos respectivos de dicha cavidad de larguero de dichos moldes,…
{kind=link}