CIP-2021 : B21D 51/38 : Fabricación de dispositivos para llenar o vaciar los botes de conserva,
bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
CIP-2021 › B › B21 › B21D › B21D 51/00 › B21D 51/38[2] › Fabricación de dispositivos para llenar o vaciar los botes de conserva, bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
B21D 51/38 · · Fabricación de dispositivos para llenar o vaciar los botes de conserva, bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y APARATO PARA PRODUCIR UNA PIEZA EXTREMA PARA UN CUERPO DE RECIPIENTE.
(16/07/2004) SE EXPONEN UN PROCEDIMIENTO Y UNA PRENSA PARA CONFORMAR UNA PIEZA EXTREMA DE DEPOSITO , QUE SE PUEDE ACOPLAR AL EXTREMO ABIERTO DEL CUERPO DE UN DEPOSITO. EL PROCEDIMIENTO CONSISTE EN LAS ETAPAS DE: PROPORCIONAR UNA PLANCHA ENTRE LA PRIMERA Y SEGUNDA MATRICES INTERIORES COOPERANTES AXIALMENTE ALINEADAS , Y ENTRE LA PRIMERA Y SEGUNDA MATRICES EXTERIORES COOPERANTES AXIALMENTE ALINEADAS , QUE CIRCUNDAN COAXIALMENTE LA PRIMERA Y SEGUNDA MATRICES INTERIORES, RESPECTIVAMENTE; MOVER AXIALMENTE EN UN SENTIDO (B) LAS MATRICES EXTERIORES EN RELACION A LAS MATRICES INTERIORES, DE MANERA QUE SE FORME UNA FALDILLA DE LA PIEZA EXTREMA EN LA PLANCHA ENTRE LAS MATRICES EXTERIORES, Y DE MANERA QUE SE FORME UNA PARED EN CUÑA DE LA PIEZA EXTREMA, ESTIRANDO LA PLANCHA…
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA ANULAR DE CHAPA PARA LA TAPA DE UN BOTE.
(16/02/2003) Procedimiento para la fabricación de una pieza anular de chapa para la tapa de un bote con las siguientes fases: a) Conformar una pieza de chapa plana, que en un lado presenta un recubrimiento , capaz de sellar en caliente, en un tubo cilíndrico, en el que el recubrimiento se encuentra en el lado interior, b) Presionar los bordes , de trazado axial, del tubo en una junta a tope y presión de una placa de refrigeración contra el lado interior del tubo a lo largo de los bordes de trazado axial, c) Fabricación de un cordón de soldadura a tope a lo largo de los bordes de trazado axial mediante un rayo láser dirigido sobre el lado exterior de los bordes , d) División del tubo en segmentos …
METODO Y APARATO PARA FORMAR UN EXTREMO DE BOTE QUE TIENE UN REBORDE QUE EVITA LA FORMACION DE CRESTAS.
(01/11/2002) Un método para formar un extremo de bote, que comprende los pasos de: a) formar una pieza elemental metálica que tiene una periferia y un panel central ; b) formar una pestaña anular en la pieza elemental metálica, estando definida dicha pestaña anular por paredes interior y exterior desplazadas radialmente y que se extienden circunferencialmente , unidas por una sección arqueada , definiendo dichas paredes interior y exterior entre ellas una anchura de la pestaña , teniendo dicha pestaña anular una superficie exterior y una superficie interior , las cuales definen entre ellas un grosor del metal que forma la pestaña ; c) fijar una parte de la pieza elemental metálica dispuesta entre dicha periferia y dicha pestaña anular ; y d) reducir la anchura de la pestaña anular estirando para ello con un útil a través…
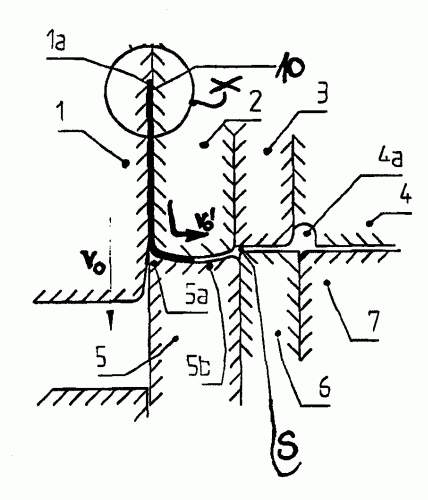
REALIZACION DE BORDES ANULARES REDONDOS.
(01/08/2001). Ver ilustración. Solicitante/s: IMPRESS METAL PACKAGING GMBH & CO. OHG. Inventor/es: PETER, WOLFGANG, HARTUNG, HANS.
LA INVENCION COMPRENDE UN PROCEDIMIENTO PARA LA CONFIGURACION DE ANILLOS METALICOS DE TAPA (20; 20A, 20B, 20C, 20D, 20E) CON UNA ABERTURA INTERNA Y BORDE ANULAR PERFILADO (20A, 20B, 20C, 20E). UNA PIEZA BRUTA CILINDRICA (10, VR) SE DESPLAZA AXIALMENTE HACIA ABAJO (V O ) EN UN CONJUNTO CONCENTRICO DE VARIOS SEGMENTOS ANULARES DE HERRAMIENTA (1 A 7) DESDE UN SEGMENTO DE HERRAMIENTA EXTERIOR DE LOS SEGMENTOS DE HERRAMIENTA (1 A 7) Y SE DEFORMA POR MEDIO DE UN LABIO ANULAR DE DESVIACION DE UN SEGMENTO DE HERRAMIENTA SITUADO RADIALMENTE MAS HACIA EL INTERIOR DEL CONJUNTO CONCENTRICO DE VARIOS SEGMENTOS DE HERRAMIENTA (1 A 7) EN UNA DIRECCION RADIAL (V O;S UP,'). POR ENCIMA DEL LABIO DE DESVIACION (5A) SE SUJETA UN SEGMENTO DE HERRAMIENTA SUPERIOR PARA DEFINIR UNA HENDIDURA (S) EN LA QUE SE INTRODUCE A PRESION LA PIEZA BRUTA (10; VR; HR) RADIALMENTE DEFORMADA HACIA EL INTERIOR (V O;SUP,'). ASI SE EVITAN RECORTES EN EL INTERIOR DEL ANILLO DE TAPA ASI REALIZADO.
METODO PARA REFORMAR UNA PIEZA DE EXTREMIDAD DE RECIPIENTE.
(16/10/2000) SE PRESENTA UNA RANURA ANULAR DE UN EXTREMO DE UNA LATA CON UN RADIO REDUCIDO (R{SUB,1}'). EN UN MODELO, ESTO SE REALIZA POR MEDIO DE UN METODO Y APARATO QUE REHACE EL EXTREMO DE LA BOQUILLA PARA AUMENTAR LA RESISTENCIA DEL EXTREMO DE LA LATA POR MEDIO DE REDUCIR EL RADIO (R{SUB,1}) DE LA MUESCA ANULAR DEL EXTREMO DE LA LATA. ESTE METODO INCLUYE EL PASO DE REHACER LA MUESCA ANULAR DEL EXTREMO DE LA LATA PARA REDUCIR UNA MAGNITUD DE LA MUESCA ANULAR DESDE UN PRIMER RADIO (R{SUB,1}) HASTA UN SEGUNDO RADIO (R{SUB,1}') POR MEDIO DE EJERCER UN FUERZA DIRIGIDA HACIA ADENTRO EN AL MENOS PARTE DE LA MUESCA ANULAR Y EN RELACION CON LA MUESCA ANULAR Y COLAPSAR AL MENOS PARTE DE LA MUESCA ANULAR HACIA ADENTRO EN RELACION CON LA MUESCA ANULAR.…
PROCEDIMIENTO DE FABRICACION DE TAPAS DE FACIL APERTURA CON INCISION MEJORADA.
(01/06/2000). Ver ilustración. Solicitante/s: IMPRESS METAL PACKAGING SA. Inventor/es: LEGRESY, JEAN-MARC, RICHARD, JEAN-PIERRE, LANGOUET, MARC.
EL PROCEDIMIENTO DE FABRICACION DE TAPA METALICA DE APERTURA FACIL COMPRENDE LA FORMACION DE UNA INCISION ENTRE UN PUNZON Y UN YUNQUE, Y SE CARACTERIZA PORQUE, PARA REDUCIR LOS RIESGOS DE APARICION DE FISURAS EN EL FONDO DE LA INCISION O BAJO ELLA, DICHA INCISION SE FORMA UTILIZANDO CUALQUIER MEDIO QUE LLEVE A UNA CIRCULACION DISIMETRICA DEL METAL COMPRIMIDO ENTRE DICHO PUNZON Y DICHO YUNQUE.
PROCEDIMIENTO DE FABRICACION DE RECIPIENTES DE CONSERVAS.
(16/05/2000) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN RECIPIENTE DE CONSERVAS, DONDE EL CUERPO DE RECIPIENTE, QUE ESTA ELABORADO DE MATERIAL PLANO, EN PARTICULAR BANDA DE ALUMINIO O BANDA DE CHAPA DE SOLDADURA ES SOMETIDO A EMBUTICION PROFUNDA Y A UN RECUBRIMIENTO , EN PARTICULAR A UN RECUBRIMIENTO DE SELLADO, APLICADO AL MENOS EN LA REGION DE LA BRIDA EXTREMA PLANA. UNA TAPA ELABORADA DE LAMINA, EN PARTICULAR LAMINA DE ALUMINIO, CON OTRO RECUBRIMIENTO , EN PARTICULAR OTRO RECUBRIMIENTO DE SELLADO, SE HACE ESTANCA SOBRE LA BRIDA EXTREMA MEDIANTE LA ACCION DE PRESION Y/O CALOR. PARA HACER MAS ECONOMICO EL PROCESO DE ELABORACION, LA INVENCION PROPONE QUE SEA COLOCADO UN INSERTADO ADICIONAL ENTRE…
PROCEDIMIENTO PARA LA FABRICACION DE UNA TAPA DE BOTE DE APERTURA FACIL Y TAPA DE BOTE DE APERTURA FACIL.
(16/01/2000) PARA LA FABRICACION DE UNA TAPA DE LATA FACIL DE ABRIR SE REALIZAN LOS SIGUIENTES PASOS: EZA EN BRUTO PROVISTA POR UN LADO DE UN RECUBRIMIENTO SELLABLE EN CALIENTE, PARA FORMAR UN REBORDE EXTERIOR EN EL BORDE DE LA PIEZA EN BRUTO CON OBJETO DE FORMAR POSTERIORMENTE UN DOBLE PLIEGUE, Y PARA FORMAR UNA CUBETA PLANA RODEADA POR EL REBORDE EXTERIOR, CON UN FONDO Y UNA PARED QUE UNE DICHO FONDO AL REBORDE EXTERIOR, QUE SE EXTIENDE BASICAMENTE EN POSICION VERTICAL SOBRE EL FONDO, PROXIMIDAD INMEDIATA DE LA TRANSICION A LA PARED PARA FORMAR UN ANILLO CUYO CANTO DE CORTE INTERIOR, OBTENIDO AL TROQUELAR, RODEA UNA ABERTURA, PARA FORMAR UN ARROLLAMIENTO CUYA LIMITACION INTERIOR RODEA UNA ABERTURA SIMILAR A…
TAPA METALICA DE FACIL ABERTURA PARA UN RECIPIENTE.
(01/11/1994). Solicitante/s: SOLLAC. Inventor/es: HEURTEBOUST, GERARD, SECONDE, JEAN-FRANCOIS.
LA INVENCION SE REFIERE A UNA TAPA PARA UN RECIPIENTE HERMETICO QUE SE PUEDE ABRIR SIGUIENDO UNA LINEA DE MENOR RESISTENCIA POR SIMPLE TRACCION, DEL TIPO QUE SE COMPONE DE UN PLIEGUE QUE FORMA UN ANGULO SENSIBLEMENTE RECTO Y QUE CONSTITUYE DICHA LINEA DE MENOR RESISTENCIA, CARACTERIZADA POR EL HECHO DE QUE ESTA REALIZADA POR EMBUTICION DE UNA HOJA DE ACERO DE ESPESOR INFERIOR O IGUAL A 0,16 MM. LA LINEA DE MENOR RESISTENCIA PERMITE LA ABERTURA TOTAL O PARCIAL DEL RECIPIENTE. LA TAPA ES PREFERENTEMENTE DE ACERO CON UN ESPESOR DE 0,10 A 0,16 MM, Y A NIVEL DEL PLIEGUE EL RAYO DE CURVATURA INTERNO DE LA TAPA ES DE 10 A 50 (MU)M, Y EL RAYO DE CURVATURA EXTERNO DE LA TAPA ES DE 100 A 200 (MU)M. LA INVENCION SE APLICA A LOS RECIPIENTES METALICOS HERMETICOS, TALES COMO LAS LATAS DE "BEBIDAS ALIMENTARIAS" O LAS BANDEJAS PARA PLATOS PRECOCINADOS.
PROCESO Y DISPOSITIVO DE FORMACION DE UNA PARTE EN RELIEVE SOBRE UNA CHAPA CORTADA REDONDA Y PRODUCTO OBTENIDO SEGUN ESTE PROCESO.
(01/10/1994). Solicitante/s: SOLLAC. Inventor/es: HEURTEBOUST, GERARD, SECONDE, JEAN-FRANCOIS.
LA INVENCION SE REFIERE A UN PROCESO DE FORMACION DE UNA PARTE EN RELIEVE SOBRE UNA CHAPA CORTADA REDONDA MEDIANTE UNA MATRIZ Y UN TROQUEL. SE EFECTUA SOBRE AL MENOS UNA ZONA LOCALIZADA DE LA CHAPA CORTADA REDONDA , DE DIMENSION SUPERIOR A LA DE DICHA PARTE EN RELIEVE, UNA OPERACION DE PREFORMACION Y UNA OPERACION DE CONFORMACION FORMANDO DICHA PARTE EN RELIEVE. DURANTE LA OPERACION DE PREFORMACION SE REALIZA PROGRESIVAMENTE SOBRE UNA ZONA INTERMEDIA DE DICHA ZONA LOCALIZADA Y SITUADA ENTRE LA FUTURA PARTE ALTA DE DICHA PARTE EN RELIEVE Y LA PERIFERIA DE DICHA ZONA LOCALIZADA, UNA SUCESION DE ONDULACIONES EN GRADAS, Y DURANTE LA OPERACION DE CONFORMACION SE DESPLIEGAN PROGRESIVAMENTE LAS ONDULACIONES EN GRADAS DE DICHA ZONA INTERMEDIA Y SIMULTANEAMENTE SE FORMA DICHA PARTE EN RELIEVE. LA INVENCION SE REFIERE TAMBIEN A UN DISPOSITIVO PARA LA APLICACION DEL PROCESO.
TAPON DE ENVASE CON UNA FUERZA INCREMENTADA.
(16/08/1993). Solicitante/s: BALL CORPORATION. Inventor/es: KALENAK, ROBERT D., DIERKING, STANLEY E.
SE PRESENTA UN CERRAMIENTO DE METAL PARA UN ENVASE QUE INCLUYE UN PANEL CENTRAL, UN ANILLO DEL PANEL CENTRAL CON UNA SUPERFICIE CURVA CONVEXA Y UNA PATA INTERIOR. EL CERRAMIENTO DE METAL ESTA PROVISTO CON UNA BANDA FORMADA MEDIANTE ACUÑAMIENTO PARA INCREMENTAR LA PRESION DEL PLIEGUE. LA BANDA ESTA DEFINIDA COMO UNO DE LOS CAMPOS DE TERSION INTERSECTANTES. EL ACUÑAMIENTO CONSIGUE UNA LONGITUD CURVILINEA TOTAL NO ACUÑADA QUE INCLUYE UNA PARTE DEL ANILLO DEL PANEL CENTRAL Y QUE OPCIONALMENTE INCLUYE UNA PARTE DEL PANEL CENTRAL Y / O UNA PARTE DE LA PATA INTERIOR. EN UNA DE SUS FORMAS, EL ACUÑAMIENTO PRODUCE DOS SUPERFICIES ACUÑADAS FRUSTOCONICAS. EN OTRA FORMA EL ACUÑAMIENO PRODUCE UNA SUPERFICIE ACUÑADA CURVILINEAL CON UN RESIDUO DE CUÑA GENERALMENTE CONSTANTE.
PROCEDIMIENTO DE FABRICACION DE UN ELEMENTO DE CIERRE DE APERTURA CONTROLADA DE UNA CAJA, ESPECIALMENTE, METALICA, ELEMENTO DE CIERRE OBTENIDO SEGUN DICHO PROCEDIMIENTO Y CAJA EN LA QUE SE APLICA.
(01/01/1993). Solicitante/s: SOLLAC. Inventor/es: DE SMET, GABRIEL.
EL INVENTO TIENE POR OBJETO UN PROCEDIMIENTO DE FABRICACION DE UN ELEMENTO DE CIERRE DE APERTURA CONTROLADA DE UNA CAJA, ESPECIALMENTE, METALICA A PARTIR DE UNA PIEZA BRUTA DE CHAPA, CARACTERIZADO PORQUE SE EMBUTE LA PIEZA BRUTA DE CHAPA PARA FORMAR UNA ZONA ABOMBADA, SE FORMA A PARTIR DE DICHA ZONA ABOMBADA UNA PEQUEÑA ZONA GALVANIZADA Y SE EFECTUA A NIVEL DE DICHA ZONA GALVANIZADA UN CORTE PARA REALIZAR UN ORIFICIO QUE CONSTA DE UN AFALDILLA PERIFERICA (10C), SE ALARGA UNA PARTE DELA FALDILLA PERIFERICA (10C) Y SE ENGASTA EN EL ORIFICIO UN OPERCULO AMOVIBLE FORMANDO UN BORDE DE ENGASTE (10E) CONSTITUIDO POR LA FALDILLA PERIFERICA (10C).
CERRADURA DE CHAPA. PROCEDIMIENTO PARA SU PRODUCCION Y DEPOSITO CON UNA CERRADURA DE CHAPA.
(16/11/1992). Solicitante/s: ALCAN RORSCHACH AG. Inventor/es: ZUMSTEG, HORST.
LA CERRADURA CON ARREGLO AL INVENTO PUEDE PRODUCIRSE EN UN UNICO RECORRIDO DE EMBUTICION PROFUNDA. EN EL PUNTO MUERTO INTERIOR SE PUNZONA EL CORTE, SE FORMA EL BORDE Y LA VALONA Y SE PUNZONA EL ORIFICIO CENTRAL Y SE ESTIRA HACIA ABAJO LA SECCION PERIFERICA DEL BORDE LA SECCION . DURANTE EL RECORRIDO HACIA ABAJO SE ENROLLA LA SECCION Y SE APLASTAN CONJUNTAMENTE.
ESTRUCTURAS PARA LOS EXTREMOS DE LOS BOTES.
(01/06/1992) APARATO PARA FORMAR UNA ESTRUCTURA PARA LOS EXTREMOS DE UN BOTE REFORZADO RESISTENTE A LA PRESION A PARTIR DE MATERIAL LAMINAR QUE CONSTA DE UN ANILLO DE CORTE , UN PUNZON CORTADOR INTRODUCIBLE DENTRO DE DICHO ANILLO PARA FORMAR UN DISCO DE MATERIAL ENTRE LOS MISMOS, UN ANILLO EXTRACTOR ALINEADO AXIALMENTE CON DICHO PUNZON CORTADOR PARA SOPORTAR UN MARGEN PERIFERICO DEL DISCO SUJETO CONTRA EL MEDIANTE EL PUNZON CORTADOR, UN ANILLO CENTRAL TROQUELADOR DISPUESTO COAXIALMENTE Y DESLIZABLE DENTRO DEL ANILLO EXTRACTOR Y QUE TIENE UNA CARA EXTREMA PERFILADA PARA DEFINIR UNA SUPERFICIE DE UN PANEL DE COSTURA DE LA ESTRUCTURA PARA LOS EXTREMOS DEL BOTE, UN ANILLO DE EXPULSION POR PRESION DISPUESTO COAXIALMENTE Y DESLIZABLE DENTRO DEL PUNZON Y ALINEADO AXIALMENTE CON EL ANILLO CENTRAL TROQUELADOR…
(16/03/1992). Solicitante/s: BRUDERER AG. Inventor/es: EIGENMANN, OSKAR, MESSNER, HELMUT.
EN UN PRENSA DE ESTAMPACION SE TRABAJAN MATERIALES TUBULARES ESPECIALES Y SE CONECTAN ENTRE SI. PARA ELLO SE PREVEN PARES ESPECIALES DE SOPORTES DE HERRAMIENTAS (3.6:18.20) DE DISPOSITIVOS ESPECIALES DE CONDUCCION . LOS MECANSMOS PARA LOS SOPORTES DE HERRAMIENTAS MOVILES SE SINCRONIZAN ENTRE SI. LA DIRECCION DE CONDUCCION (A) DE LA VIA PRINCIPAL ESTA EN LA DIRECCION DE TRABAJO PRINCIPAL DE LOS PARES DE SOPORTES DE HERRAMIENTAS REFERIDOS , ASI COMO LOS DISPOSITIVOS DE CONDUCCION SE CONSERVAN OPTIMAMENTE.
PROCEDIMIENTO PARA FORMAR ARO DE BIDONES.
(16/07/1991). Solicitante/s: FAEL S.A. Inventor/es: SCHREIBER, PETER, PADOVAN, GIANNI.
COMPRENDE: A) CORTAR EN LA CHAPA DOS LINEAS PARALELAS PARA FORMAR UNA BANDA ROMPEDORA , B) PROLONGAR EL CORTE DE LA CHAPA PARA FORMAR UNA BANQUETA , O RETIRAR LA BANDA ROMPEDORA DE LA CHAPA Y D) SOLDAR LAS PUNTAS DE LA BANDA PARA FORMAR UN ARO DE BIDON. FIG.01.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA PIEZA DE BOTE RASGABLE.
(16/07/1986). Solicitante/s: ELPATRONIC AG.
PROCEDIMIENTO MODIFICADO Y DISPOSITIVO PARA FABRICAR UNA PIEZA DE BOTE RASGABLE A BASE DE CHAPA. COMPRENDE: A) SOLDAR A LA OREJETA A LA TIRA DE RASGADO DE LA CHAPA; B) ARROLLAR EL RECORTE DE CHAPA PLANO PROVISTO DE RAYADOS PARA FORMAR UN CILINDRO CON BORDES LONGITUDINALES SOLAPADOS; Y C) SOLDAR A LOS BORDES LONGITUDINALES SOLAPADOS. CONSTA DE: UNAS GUIAS VERTICALES QUE DEJAN LIBRE AL RECORTE DE CHAPA RECTANGULAR PROVISTO DE OREJETAS SOLDADAS ; UNOS RODILLOS (429 QUE ACTUAN SOBRE EL LADO EXTERIOR DE LA PIEZA DE BOTE CILINDRICA , PARA PRODUCIR UNA PIEZA DE BOTE POR ARROLLAMIENTO Y TIENEN UNAS RANURAS ANULARES ; UNOS RODILLOS QUE COOPERAN CON LOS RODILLOS Y UN CARRIL DE ARROLLAMIENTO CON CANTOS DE GUIAS.
PROCEDIMIENTO Y APARATO PARA ESTAMPAR MARCAS EN MATERIALES.
(16/08/1984). Solicitante/s: AMERICAN CAN COMPANY.
PROCEDIMIENTO Y APARATO PARA ESTAMPAR MARCAS EN MATERIALES, EN PARTICULAR PARA ESTAMPAR MARCAS EN CHAPAS METALICAS.EL PROCEDIMIENTO COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE ALIMENTAN IMPULSOS DE UNA FORMA SELECTIVA DE ENERGIA CINETICA DETERMINADA A UNA PLURALIDAD DE SOLENOIDES DISPUESTOS EN FILA; SEGUNDA, SE DIRIGE LA ARMADURA DE CADA SOLENOIDE PARA QUE PROYECTE UN TROQUEL SEPARADO HACIA UNA PLACA DE TROQUEL O MATRIZ; Y POR ULTIMO, SE ALIMENTA LA TIRA A ESTAMPAR ENTRE LA PLACA DE TROQUEL O MATRIZ Y LOS TROQUELES PARA ABSORBER TODA LA ENERGIA CINETICADE LOS TROQUELES EN LA DEFORMACION DE LA TIRA.
"PROCEDIMIENTO PARA LA FABRICACION DE ENVASES METALICOS".
(01/07/1983). Solicitante/s: ARMANDO ALVAREZ, S.A.
PROCEDIMIENTO PARA LA FABRICACION DE ENVASES METALICOS. CARACTERIZADO PORQUE UNA VEZ CONFORMADO EL CUERPO DEL ENVASE EN FORMA TRONCOCONICA O TRONCOPIRAMIDAL, SIN BASE, SE LE ENCHUFA EN SU INTERIOR UN CUERPO EXPANDIBLE DE FORMA COINCIDENTE CON LA QUE SE DESEE OBTENER EN EL ENVASE QUE SE CONSTRUYE, PARA OBTENER LA FORMA DEFINITIVA DEL CUERPO; PORQUE EL CONFORMADO SE REALIZA MEDIANTE UNA EXPANSION POR EMPUJE RADIAL Y DE MANERA PROGRESIVA, SIGUIENDO UNA DIRECCION PERPENDICULAR AL EJE DEL CUERPO DEL ENVASE Y SIN MOVIMIENTOS DE GIRO; Y PORQUE EN ESTA MISMA OPERACION DE CONFORMADO SE REALIZA LA CONFIGURACION DEL NERVIO SALIENTE ANULAR O NERVIOS SALIENTES ANULARES DE REFUERZO, RODADURA Y DE LIMITACION DE ENTRADA DEL ENCHUFADO DE UN BIDON EN EL INTERIOR DE OTRO.
PROCEDIMIENTO PARA LA FABRICACION DE TAPADERAS DE CHAPA, EN ESPECIAL DE CHAPA DE HIERRO O ACERO PARA ENVASES, EN PARTICULAR PARA LATAS.
(01/09/1982). Solicitante/s: SCHMALBACH-LUBECA GMBH.
PROCEDIMIENTO PARA FABRICAR TAPAS DE CHAPA PARA LATAS, PROVISTAS DE VARIOS ORIFICIOS PARA EL VERTIDO CUBIERTAS, MEDIANTE SELLADO O SIMILAR, DE UNA TIRA DE CIERRE FLEXIBLE. LOS ORIFICIOS SE EJECUTAN POR PUNZONADO Y LA REBABA FORMADA SE ELIMINA POR TRATAMIENTO ELECTROLITICO. A CONTINUACION SE APLICA A LA CHAPA LA CAPA PROTECTORA SOBRE TODO UN RECUBRIMIENTO DE ESTAÑO O DE CROMO.
METODO Y APARATO PARA LA CONSTITUCION DE CIERRES PARA ENVASES DE FACIL APERTURA.
(16/08/1980) Método para la constitución de cierres, para envases de fácil apertura, provistos de una región que cuando dicho cierre forma parte del envase puede ser empujada hacia el interior del envase mediante la aplicación de una presión manual, y cuya región está al menos definida parcialmente por una línea de debilitamiento formada en una porción de pared del cierre, cuya porción de pared forma parte de una depresión formada en la pared del cierre y está inclinada con respecto al plano del área de la pared que rodea la depresión, cuyo método comprende las etapas de formar la depresión en la pieza en bruto de metal del cierre del envase, constituyendo una hendidura en la porción de pared, de tal manera que a lo largo de al menos parte de la longitud…
PROCEDIMIENTO PARA LA FABRICACION DE ANILLOS DE TAPA PARA LATAS DE CONSERVAS.
(01/02/1980). Solicitante/s: SCHWEIZERISCHE ALUMINIUM AG..
Procedimiento para la fabricación de anillos de tapa para latas de conservas; barnizados hechos de aluminio o de hojalata y con el canto interior de corte doblado hacia fuera, para latas de conservas; caracterizado porque de una chapa barnizada se moldea en primer lugar, por medio de embutición profunda, una pieza en bruto de un anillo de tapa con la curvatura necesaria para el doblado del canto interior de corte, mientras que la conformación definitiva en un anillo de tapa es realizada, después de efectuarse la estampación de abertura, por un ensanchamiento y por un plegado de éste canto de corte.
PERFECCIONAMIENTOS EN LA FORMACION DE PAREDES DE RECIPIENTES CON UN AREA ABRIBLE.
(01/02/1980) Perfeccionamientos en la formación de paredes de recipientes con un área abrible, del tipo que comprende, formar en la pared un trayecto donde se ha de romper la pared, cuyo trayecto es un debilitamiento en el material de la pared que conecta la parte abrible y la parte fija que ha de quedar en su sitio después de abierto el recipiente, y colocar la pared entre útiles de un molde, caracterizados porque se forma el útil sobre una primera cara de la pared con un rebajo de ruptura con el que coincide el trayecto de debilitamiento, y en la otra cara de la pared con un canal de nervaduras que se extiende a lo largo del trayecto y abarca el trayecto y una región de la pared a cada lado del trayecto; porque se inyecta…
PROCEDIMIENTO PARA CERRAR UNA ABERTURA DE UNA PIEZA DE ENVASE Y ENCUBRIR LOS DEFECTOS DE UN RECUBRIMIENTO SOBRE LA PORCION DEL ENVASE ADYACENTE A LA ABERTURA.
(01/11/1979). Solicitante/s: THE CONTINENTAL GROUP INC.
Procedimiento para cerrar una abertura de una pieza de envase y encubrir los defectos de un recubrimiento sobre la porción del envase adyacente a la abertura, caracterizado dicho procedimiento porque comprende las etapas de: proveer un cuerpo de envase que tienen una abertura y un recubrimiento protector, sobre al menos una superficie interna del mismo, aplicar una subcapa de material plástico, a una superficie exterior de la pieza de envase, estirar por presión una porción localizada de la tira de rasgadura, a través de la abertura y enseguida girar al contrario al menos la capa de material plástico de la tira de rasgadura, radial y exteriormente de la abertura, para lograr el acoplamiento de sellado con el recubrimiento protector sobre la pieza de envase.
UN CIERRE DE LIBERACION DE LA PRESION DE EMPUJE HACIA DENTRO DE UN MIEMBRO DE RECIPIENTE Y UN EXTREMO DE LATA QUE LO INCORPORA.
(01/10/1979). Solicitante/s: THE BROKEN HILL PROPRIETARY COMPANY LIMITED.
Un cierre de liberación de la presión de empuje hacia dentro en un miembro de recipiente, estando destinado dicho cierre a ser abierto por una fuerza de empuje hacia dentro aplicada con los dedos caracterizado porque dicho cierre de liberación de la presión coopera con la parte del miembro de recipiente que rodea a dicho cierre para limitar físicamente la depresión de dicho cierre en virtud de dicha fuerza de empuje hacia dentro aplicada con los dedos, para hacer que dicho cierre de liberación de la presión retorne sustancialmente a su posición cerrada en ausencia de dicha fuerza de empuje hacia dentro aplicada con los dedos.
UN MIEMBRO DE RECIPIENTE PARA USO EN UN RECIPIENTE PARA LIQUIDO BAJO PRESION.
(01/08/1979). Solicitante/s: THE BROKEN HILL PROPRIETARY COMPANY LIMITED.
Un miembro de recipiente para uso en un recipiente para líquido bajo presión, incluyendo dicho miembro de recipiente un cierre de fácil apertura por empuje hacia dentro definido por al menos una línea de debilitamiento, y un cierre de liberación de la presión más pequeño definido por al menos una línea de debilitamiento y susceptible de ser abierto por una fuerza de empuje hacia dentro, caracterizado por estar formado dicho cierre de liberación de la presión parcialmente dentro de dicho cierre de verter y parcialmente fuera de dicho cierre de verter, estando dispuesto dicho cierre de liberación de la presión de tal modo que sea abierto permanentemente mediante la apertura dicho cierre de verter.
UN METODO PARA FORMAR UN CIERRE PARA RECIPIENTE.
(01/06/1978) Un método para formar un cierre para recipiente, caracterizado por estirar un disco de metal a una cubierta de cierre que tiene una pared extrema superior, un faldón de cierre alrededor de la pared de extremo superior, un borde anular que se extiende hacia fuera desde el fondo del faldón de cierre, y una pared que cuelga del borde externo del borde anular; cortar dicho borde en un lugar entre dicho faldón y la citada trayectoria de la parte de pared colgante alrededor del cierre, para dejar un borde que se proyecta hacia fuera en el fondo del faldón de cierre; rizar un borde de fondo de dicha pared colgante hacia adentro bajo dicho borde que se proyecta hacia fuera en el faldón de cierre; y rizar el borde…
PROCEDIMIENTO Y APARATO PARA LA OBTENCION DE TAPAS ARRANCABLES Y DESECHABLES PARA BOTES DE CONSERVAS.
(16/09/1977). Solicitante/s: TANIUCHI,KEIJI.
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS PROCEDIMIENTOS DE FORMACION DE ELEMENTOS DE FACIL APERTURA PARA TAPAS DE ENVASES METALICOS.
(16/06/1977). Solicitante/s: CARL LOVELL,WALTER GERARD JOSEPH GRISE,FREDERICK.
Resumen no disponible.
PROCEDIMIENTO Y APARATO PARA LA FABRICACION Y OBTENCION DE LA PORCION DESECHABLE Y DESGARRABLE DE LOS ENVASES "POP-TOP".
(16/03/1977). Solicitante/s: DON KEIJI TANIUCHI.
Resumen no disponible.
PROCEDIMIENTO PARA FORMAR UN PANEL DE RECIPIENTE.
(16/03/1977). Solicitante/s: CONTINENTAL CAN COMPANY.
Resumen no disponible.
METODO PARA LA FABRICACION DE TAPAS PARA ENVASES DE CHAPA METALICA.
(16/12/1976). Solicitante/s: WALTER CARL LOVELL Y FREDERICK GERARD JOSEPH GRISE.
Resumen no disponible.
{kind=link}
{kind=link}