CIP-2021 : B29C 44/30 : Expaniendo el material de moldeo entre correas sin fin o rodillos.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/30[2] › Expaniendo el material de moldeo entre correas sin fin o rodillos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/30 · · Expaniendo el material de moldeo entre correas sin fin o rodillos.
CIP2021: Invenciones publicadas en esta sección.
(23/03/2016) Suelo, que comprende:
una capa de polímero de cloruro de polivinilo ; y
una capa de espuma de polímero de cloruro de polivinilo , fabricándose la capa de espuma de polímero de cloruro de polivinilo por espumación de un material compuesto de polímero de cloruro de polivinilo, comprendiendo el material compuesto de polímero de cloruro de polivinilo:
40-60 partes en peso de polímero de cloruro de polivinilo;
40-60 partes en peso de carbonato cálcico que tiene un volumen de sedimentación de 2,4-2,8 ml/g;
0,8-1,2 partes en peso de agente espumante compuesto que comprende un agente espumante inorgánico y un agente espumante orgánico;
3-5 partes en peso de regulador de espuma;
2-4 partes en peso de endurecedor;
0,8-1,2 partes en peso de lubricante; y
1,5-2,5 partes en peso de estabilizante,
en el…
Conducto ondulado con aislamiento térmico.
(13/01/2016) Conducto ondulado, con aislamiento térmico con al menos un tubo de fluido interno de plástico o metal, una capa de aislamiento térmico de plástico que rodea el tubo de fluido y un revestimiento externo de plástico que rodea la capa de aislamiento térmico , extendiéndose la ondulación del conducto al interior de la capa de aislamiento térmico , y presentando los valles de ondulación y las crestas de ondulación de la ondulación una forma de sección transversal redonda, encontrándose con un diámetro externo del conducto de desde 63 mm hasta 202 mm la profundidad de ondulación T en el intervalo de desde 4,5 mm hasta 8 mm, siendo la forma de sección transversal redonda de los valles de ondulación y de las crestas de ondulación en cada caso parte de un círculo, y estando…
Proceso y planta para la fabricación continua de artículos de descanso de espuma de látex.
(23/12/2015) Proceso de fabricación continua de un bloque de espuma de látex de longitud ilimitada adecuado para ser dividido en una pluralidad de artículos de descanso, seleccionados del grupo que consiste en colchones, partes de colchones y cojines, por cortes transversales a dicha longitud ilimitada, que comprende las etapas de preparar un látex formado por diversas partículas y por un tensioactivo para originar una barrera que contrasta con la aproximación entre dichas partículas de látex, de formar una primera mezcla de base de látex y componentes, de introducir en dicha primera mezcla de base un agente de espumación, de espumar la primera mezcla de base, de introducir el agente de gelificación destinado a romper dicha barrera, de hacer avanzar a lo largo de una dirección predeterminada…
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE UNA CAPA DE ESPUMA.
(01/12/2006) Proceso para fabricar una capa continua de espuma , que debe ser subdividida en piezas individuales, comprendiendo el susodicho proceso las siguientes etapas de: - mover continuamente una superficie de colocación de espuma entre dos estaciones respectivamente primera y segunda; - colocar en la primera estación , la espuma sobre la superficie de colocación movible, hasta una altura predeterminada y formar una capa continua delimitada por una primera superficie que toca la susodicha superficie de colocación, una segunda superficie opuesta a la primera, y por dos lados; - vulcanizar la espuma de látex entre las susodichas dos estaciones ; - mover hacia la capa continua antes de la etapa de vulcanización una pluralidad de platinas…
PROCEDIMIENTO PARA FABRICAR UN MATERIAL MULTICAPA Y MATERIAL MULTICAPA.
(16/09/2004). Ver ilustración. Solicitante/s: SCHULLER GMBH. Inventor/es: MUSER, PETER, SEISS, WILLI, DR.
Procedimiento para fabricar un material multicapa, especialmente como pieza premoldeada para un techo interno de automóvil, en el que un plástico espumado es provisto de un refuerzo de fibra y al menos una capa de cubierta , siendo solicitado un velo fibroso con una mezcla fluyente de componentes formadores de espuma y conducido después a través de una prensa de cinta , caracterizado porque se elige un velo de fibra de vidrio con un aglutinante termoplástico cuya temperatura vítrea está por debajo de una temperatura de reacción durante la formación de espuma.
DISPOSITIVO PARA LA FABRICACION DE UNA PLACA AMORTIGUADORA ACUSTICA.
(16/07/1999). Solicitante/s: HEINEMANN, HERBERT. Inventor/es: HEINEMANN, HERBERT.
UNA PLACA DE AMORTIGUACION DE RUIDO A SER UTILIZADA EN CUBIERTAS, PAREDES Y TECHOS DE EDIFICIOS, MUESTRA UNA CAPA AMORTIGUADORA DE RUIDO QUE SE COMPONE DE MATERIAL CON CAPACIDAD AMORTIGUADORA SONORA. EN AMBOS LADOS DE LA CAPA DE AMORTIGUACION DE RUIDO SE DISPONE DE UNA APLICACION (3 O 4) DE MATERIAL ESPONJOSO ENDURECIDO APLICADO DE MANERA ESPONJOSA EN LA CAPA DE AMORTIGUACION SONORA.
PROCEDIMIENTO PARA LA ELABORACION CONTINUA DE MEZCLAS DE RESINA FENOLRESOL FLUIDAS, ESPONJOSAS Y CON CAPACIDAD DE ENDURECIMIENTO.
(16/01/1998). Solicitante/s: BAKELITE AG. Inventor/es: MIRGEL, RALF, DR., VEREECKE, ANTOINE.
SE PROPONE UN PROCEDIMIENTO PARA LA ELABORACION DE CUERPOS DE MOLDE A BASE DE MEZCLAS DE RESINA FENOLRESOL CON CAPACIDAD DE ESPONJAMIENTO Y CAPACIDAD DE ENDURECIDO, DONDE LA MEZCLA DE LAS PORCIONES DE RESINA SON GUIADAS A UN EXTRUSIONADOR DE TORNILLO SINFIN DOBLE.
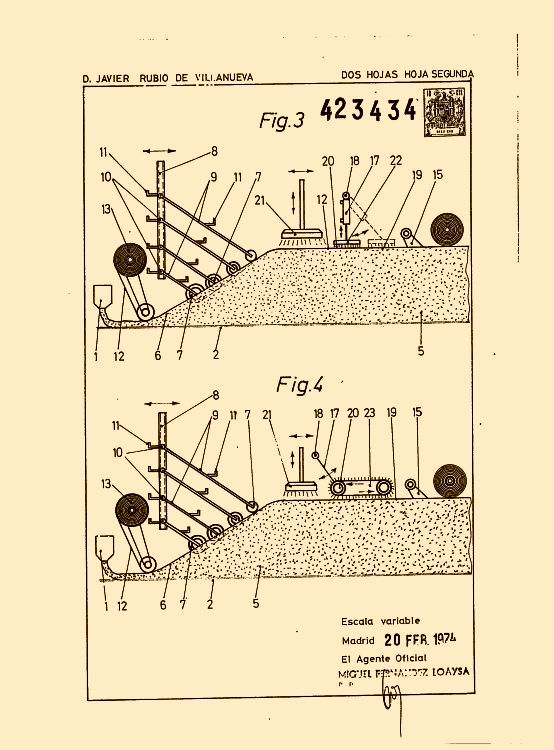
PROCEDIMIENTO PARA LA OBTENCION DE BLOQUES CONTINUOS DE PROLIURETANO EXPANDIDO PLANO Y CON SECCION RECTANGULAR.
(01/06/1974). Ver ilustración. Solicitante/s: RUBIO DE VILLANUEVA, FRANCISCO JAVIER.
Resumen no disponible.
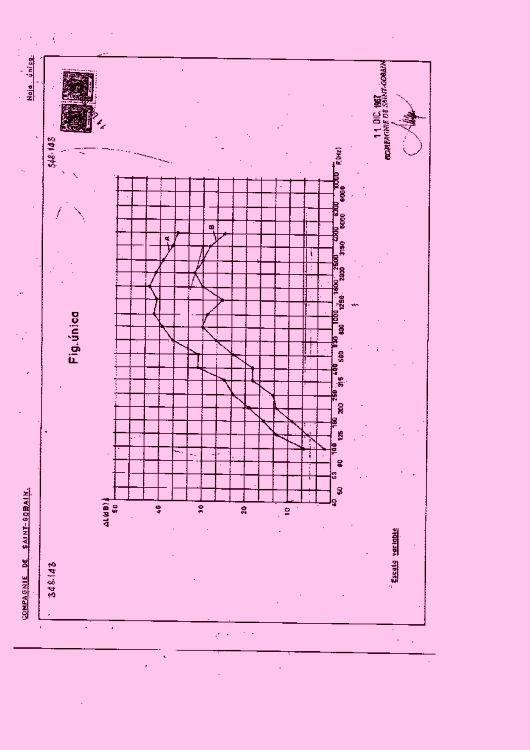
PROCEDIMIENTO Y DISPOSITIVOS PARA LA OBTENCION DE PRODUCTOS CELULARES DE RESINA TERMOPLASTICA.
(16/03/1969). Ver ilustración. Solicitante/s: COMPAGNIE DE SAINT-GOBAIN.
Resumen no disponible.
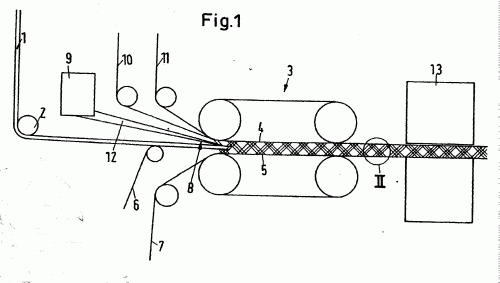
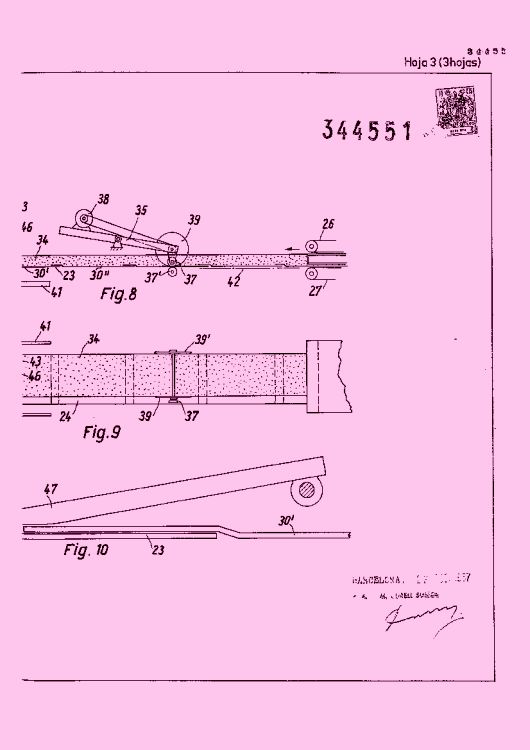
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR PLACAS PARA LA CONSTRUCCION.
(01/01/1969). Ver ilustración. Solicitante/s: HERBERT PRIGNITZ.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}