CIP-2021 : B21D 41/04 : Estrechamiento; Cierre.
CIP-2021 › B › B21 › B21D › B21D 41/00 › B21D 41/04[1] › Estrechamiento; Cierre.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 41/00 Utilización de procedimientos que permitan modificar el diámetro de los extremos de los tubos (B21D 39/00 tiene prioridad).
B21D 41/04 · Estrechamiento; Cierre.
CIP2021: Invenciones publicadas en esta sección.
Casquillo de cartucho forjado de precisión.
(05/06/2019). Solicitante/s: NATIONAL MACHINERY LLC. Inventor/es: Carper,Jeffrey W, Hay,Thomas E, WASSERMAN,STANLEY J.
Un método para fabricar un casquillo de cartucho en una sola máquina de conformado progresivo que comprende el conformado en frío de una pieza en bruto de alambre redondo alargado con utillajes que aumentan su diámetro y forman orificios en cada uno de sus extremos y una banda intermedia entre los orificios, estirando una parte de la pieza en bruto que tiene uno de los orificios dentro de una pared delgada para formar una cavidad para finalmente recibir una carga y una bala, recortar un extremo libre de la pared delgada estirada al tiempo que la pieza en bruto se soporta en la máquina para obtener un borde uniforme y alterar la pieza en bruto en el otro orificio de una matriz segmentada que confina la pieza en bruto a la forma acabada de un cabezal de casquillo de cartucho que incluye una ranura de expulsión.
PDF original: ES-2743405_T3.pdf
Soporte telescópico y tubo exterior de un tubo telescópico.
(26/12/2018). Solicitante/s: PERI GMBH. Inventor/es: SPECHT,RUDOLF, ANDREE,JÜRGEN.
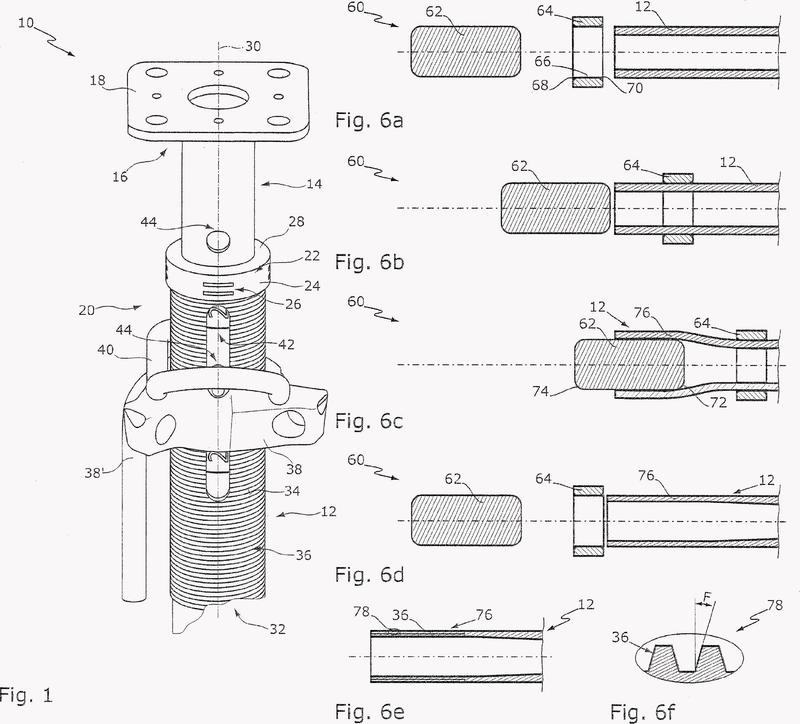
Tubo exterior para un soporte telescópico para el sector de la construcción, estando construido el tubo exterior de una sola pieza con diámetro exterior constante, y presenta una primera zona de tubo en un extremo y otra zona de tubo, y una rosca exterior enrollada sobre su superficie envolvente exterior de la zona de tubo del extremo del tubo exterior , caracterizado por que la relación del diámetro exterior del tubo exterior al espesor de pared de la otra zona de tubo del tubo exterior es mayor que 26,2, en donde el tubo exterior en la zona de la rosca exterior en la zona de tubo del extremo está construida con espesor de pared reducido, en comparación con el espesor de pared del tubo exterior de la otra zona de tubo.
PDF original: ES-2705598_T3.pdf
Procedimiento para la consolidación y calibración de una sección de tubo.
(17/02/2016). Ver ilustración. Solicitante/s: PERI GMBH. Inventor/es: SPECHT,RUDOLF, ANDREE,JÜRGEN.
Procedimiento para la consolidación y calibración de al menos una sección de tubo de un tubo exterior de un puntal telescópico para el sector de la construcción, caracterizado por las siguientes etapas:
a) encajar un anillo sobre la sección de tubo , correspondiéndose el diámetro interior del anillo con el diámetro exterior de la sección de tubo ,
b) introducir un punzón en la sección de tubo , siendo el diámetro exterior del punzón mayor que el diámetro interior de la sección de tubo , de modo que la sección de tubo se ensancha,
c) extraer el punzón fuera de la sección de tubo ,
d) cubrir la sección de tubo ensanchada con el anillo , de modo que la sección de tubo ensanchada vuelve a estrecharse hasta su diámetro exterior original,
llevándose a cabo la etapa d) después de la etapa c) o al mismo tiempo que etapa c), laminándose al menos por secciones una rosca sobre la sección de tubo mecanizada.
PDF original: ES-2643364_T3.pdf
MANDRIL DE SUJECIÓN DE UNA CARCASA PARA TURBINAS Y PROCEDIMIENTO DE TRABAJO DE DICHA CARCASA.
(30/07/2015). Ver ilustración. Solicitante/s: TINAJERO AGUIRRE, Luis Fernando. Inventor/es: TINAJERO AGUIRRE,Luis Fernando.
Mandril de sujeción de una carcasa para turbinas y procedimiento de trabajo de dicha carcasa. El mandril consta de: una pieza base que puede ir montada en una máquina-herramienta; tres piezas de fijación con el contorno de la carcasa, que van fijadas a la pieza base; tres piezas deslizables, con el contorno de la carcasa; y tres piezas de detención y posicionamiento de las tres piezas deslizables. El procedimiento presenta los pasos de: colocación de la pieza base en la máquina-herramienta; colocación de las tres piezas de fijación en la pieza base; colocación de la carcasa alrededor de la pieza base y de las piezas de fijación; colocación de las piezas deslizables y las piezas de detención y posicionamiento; rotación del mandril y del casco; deformación deseada del borde del casco mediante otra herramienta; y desensamble en orden inverso. del casco; deformación deseada del borde del casco mediante otra herramienta; y desensamble en orden inverso.
Procedimiento de cierre y máquina de cierre.
(08/10/2014) Procedimiento de cierre para el cierre de un extremo abierto de una pieza de trabajo presionando una matriz contra la pieza de trabajo que gira alrededor de un eje de giro, que comprende la etapa de:
accionar la pieza de trabajo para hacerla girar utilizando un husillo de sujeción que comprende unas pinzas de diámetro exterior que agarran la pieza de trabajo , caracterizado por el hecho de que las pinzas de diámetro exterior comprenden una carcasa del husillo y una pluralidad de elementos de husillo guardados en la carcasa del husillo , comprendiendo el procedimiento, además, las etapas de sostener la pieza de trabajo giratoria utilizando un mecanismo de soporte deslizante del husillo…
Tubo de andamio y procedimiento para el mecanizado de extremos de tubo.
(19/03/2014) Tubo de andamio con una primera sección y con una segunda sección que limita con la primera sección , presentando la primera sección un primer corte transversal con un primer contorno externo y un primer contorno interno y la segunda seccion , un segundo corte transversal con un segundo contorno externo y un segundo contorno interno , y pudiendose insertar la segunda sección en un tubo cuyo corte transversal se corresponde con el primer corte transversal, caracterizado porque la primera sección y la segunda sección estan unidas entre si como una pieza a través de un doble pliegue , estando los estratos de pliegue del doble pliegue directamente…
Procedimiento y dispositivo para la fabricación de secciones de tubos de forma cónica en cimientos helicoidales.
(04/12/2013) Dispositivo para la fabricación de al menos una sección de forma cónica en tubos cilíndricos de cimientoshelicoidales a través de tracción, con una herramienta de mecanización , que está constituida por una pluralidadde discos de laminación con presión o segmentos de discos de laminación con presión , que está dispuesto deforma pivotable radialmente alrededor de un eje longitudinal de un alojamiento para el tubo cilíndrico aestirar y alrededor de ejes que se extienden transversalmente y tangencialmente al eje longitudinal y estánconfigurados de tal forma que las superficies circunferenciales exteriores de los discos o segmentos de discos forman en su desarrollo un cono y con una instalación de estiramiento para el estiramiento del tubo y/ode la herramienta de mecanización a lo largo del eje longitudinal ,…
Procedimiento de prensado y dispositivo de prensado.
(20/11/2013) Procedimiento de moldeo a presión para el moldeo a presión de una parte inferior de una pieza de trabajo quetiene forma de extremo cerrado entre una matriz interior insertada en un extremo interior de la pieza de trabajo y una matriz exterior dispuesta sobre el exterior de la pieza de trabajo , que comprende:
mover la matriz exterior en la dirección axial de la pieza de trabajo mediante un mecanismo de movimientode la matriz exterior de manera que la parte inferior de la pieza de trabajo sea moldeada a presión entre lamatriz exterior y la matriz interior ,
caracterizado por el hecho de
agarrar la pieza de trabajo a través de un mecanismo de ajuste central…
Procedimiento de cierre y máquina de cierre.
(20/11/2013) Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matrizgiratoria contra la pieza de trabajo que gira alrededor de un centro axial, en el que la matriz , que estádispuesta frente a la pieza de trabajo , está sostenida de manera giratoria por un eje de soporte de la matriz ;se transmite par de un motor al eje de soporte de la matriz a través de un mecanismo de transmisión depotencia ; y
durante una operación de cierre, la matriz se presiona contra la pieza de trabajo con el fin de ponerla encontacto por deslizamiento con la pieza de trabajo de manera que la matriz gira de acuerdo con la pieza detrabajo , que gira a mayor velocidad que la matriz ,
caracterizado por
bloquear…
Preforma de envase metálico presurizado y envase metálico presurizado y un método para hacerlo.
(07/08/2013) Preforma de envase metálico presurizado, tal como para un envase de aerosol o envase de bebida, que comprende un cuerpo de envase unitario con una base, cuyo envase se ha hecho por embutición y planchado, en donde la relación de planchado está en el intervalo de aproximadamente 64% a aproximadamente 77%, caracterizada porque el grosor de la base hecha de acero está en el intervalo de aproximadamente 0,45 mm a aproximadamente 0,70 mm.
Procedimiento de cierre y máquina de cierre.
(05/08/2013) Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de calentamiento de alta frecuencia contra la pieza de trabajo que gira alrededor de un centro axial, caracterizado por el hecho de que:
un cuerpo principal de la matriz , que hace contacto con la pieza de trabajo , está formado de un metal no ferroso, mientras que un soporte que rodea el cuerpo principal de troquel está formado de un metal ferroso; y el soporte se somete a calentamiento por inducción mediante el dispositivo de calentamiento de atta frecuencia , mientras que el cuerpo principal de la matriz se calienta por transferencia de calor desde el soporte .
Procedimiento de refrigeración y dispositivo de refrigeración.
(05/08/2013) Un procedimiento de refrigeración para refrigerar una pieza de trabajo que ha alcanzado una alta temperatura debido a la realización de una operación de cierre en la cual se forma una parte inferior (9c) mediante el cierre de una porción extrema de la pieza de trabajo tubular , caracterizado por:
inclinar la pieza de trabajo usando un mecanismo de inclinación de tal manera que la parte inferior (9c) mira hacia abajo; y
sumergir la parte inferior (9c) de la pieza de trabajo inclinada en el agua de refrigeración que está almacenada en un depósito de agua de refrigeración .
Procedimiento de cierre y máquina de cierre.
(20/05/2013) Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo tubular sujetando la pieza detrabajo mediante unas pinzas de diámetro exterior , girando las pinzas de diámetro exterior junto con lapieza de trabajo , y presionando una matriz contra la pieza de trabajo girando 5 alrededor de un centro axial,que comprende:
agarrar una superficie periférica interior de la pieza de trabajo mediante unas pinzas de diámetro interior ; ymover las pinzas de diámetro interior mediante un dispositivo de introducción de la pieza de trabajo a lolargo de una trayectoria de introducción que se extiende en una dirección axial de la pieza de trabajo hacia unaposición en la que las pinzas de diámetro exterior sujetan la pieza de trabajo ,
caracterizado por el hecho de
colocar…
Procedimiento de cierre y máquina de cierre.
(20/05/2013) Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo girando alrededor de un ejepresionando una matriz , que gira a una distancia de la pieza de trabajo , contra la pieza de trabajo , quecomprende:@
sujetar la pieza de trabajo en el vástago de unas pinzas que hace girar la pieza de trabajo ; y
cerrar la pieza de trabajo presionando la matriz giratoria contra la pieza de trabajo giratoria ,
en el que durante una operación de cierre, el eje de giro del vástago de las pinzas y un eje de giro de la matriz se encuentran separados en dirección horizontal,
caracterizado por el hecho de que
el procedimiento de cierre comprende, además,
mover el vástago de las pinzas en una dirección horizontal ortogonal a un eje de giro del mismo;
detener el movimiento del…
Procedimiento de cierre y máquina de cierre.
(19/03/2013) Un procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo que rota en torno a uncentro axial de la misma presionando un molde caliente contra la pieza de trabajo , caracterizado por:proveer una caja de purga de aire con abertura hacia una inmediación de la pieza de trabajo ;
suministrar aire a un interior de la caja de purga de aire ; y
detectar un estado de la pieza de trabajo o del molde mediante un sensor provisto en el interiorde la caja de purga de aire .
ELEMENTO TUBULAR, APARATO ACCIONADO POR GAS Y PROCEDIMIENTO PARA LA FABRICACIÓN DE UN ELEMENTO TUBULAR.
(13/06/2012) Elemento tubular, aparato accionado por gas y procedimiento para la fabricación de un elemento tubular.
Para perfeccionar un elemento tubular , que presente
- un canal de paso de gas dispuesto en el interior del elemento tubular con un diámetro predeterminado,
- una pared tubular de una sola pieza que rodee el canal de paso de gas , y
- un elemento de cierre de tubo , que subdivida el canal de paso de gas en al menos dos áreas conductoras de gas separadas una de otra, sellando aquel herméticamente el canal de paso de gas por secciones,
así como un aparato accionado por gas con un elemento tubular de tal tipo y un procedimiento para la fabricación de un elemento tubular de tal…
Dispositivo y procedimiento para cerrar extremos de tubos.
(30/05/2012) Dispositivo de cierre que presiona un cabezal contra un cuerpo de tubo giratorio de manera que una parteextrema abierta del cuerpo de tubo se cierra plásticamente por el cabezal , que comprende:una barra hueca insertada en el cuerpo del tubo para cerrar la parte extrema abierta del cuerpo del tubo en un lado opuesto al cabezal , caracterizado por
un mecanismo de aplicación de una fuerza de reacción que permite que la barra hueca se retire y aplicauna fuerza de reacción a la barra hueca que se retira cuando la barra hueca recibe una carga predeterminadao mayor durante el procesamiento del cuerpo de tubo por el cabezal .
PROCEDIMIENTO PARA FABRICAR ELEMENTOS DE PERFIL TUBULAR CON EXTREMOS DE CABEZA RECALCADOS, Y SUSPENSION PARA SILENCIADOR FABRICADA SEGUN ESTE PROCEDIMIENTO.
(16/11/2004) Procedimiento para fabricar elementos de perfil tubular con extremos de cabeza recalcados, en el que el extremo de cabeza que va a ser recalcado está sujeto en una herramienta de sujeción por debajo de la longitud de recalcado y en el que el recalcado del extremo de cabeza de mayor diámetro se lleva a cabo en una herramienta de recalcar desplazable en dirección axial con un molde en negativo para el extremo de cabeza que va a ser recalcado, caracterizado por los siguientes pasos del procedimiento: a) biselar el extremo de tubo que va a ser recalcado con un ángulo de biselado (a) que es menor de 45º respecto del eje del tubo, b) recalcar el extremo biselado…
METODO Y APARATO PARA FORMAR UNA PARTE TRATADA DE UNA PIEZA DE TRABAJO.
(16/04/2004) Un método para conformar o dar forma a una parte tratada o procesada de una pieza en proceso de trabajo que ha de ser tratada de modo que tenga un diámetro diferente de una parte sin tratar (4a, UP) de la pieza , caracterizado por soportar la pieza de modo que un eje central pretendido (Xe) de la parte que ha de ser tratada (4b, 4c) esté alineado con uno de una pluralidad de ejes objetivos de conformado (Xen), estando prevista la pluralidad de ejes objetivos de conformado (Xen) sobre la base de una pluralidad de partes tratadas objetivo (4b1, ...4b6, 4c1...4c6) de la pieza cambiada a partir de la parte sin tratar (4a, UP) a una parte tratada objetivo final (4d, PP) de la pieza en proceso de trabajo; moldear la parte que se ha de tratar mediante un proceso de repulsado…
METODO PARA CERRAR UN EXTREMO DE UNA TUBERIA DE METAL.
(16/09/2002). Solicitante/s: MAGNETI MARELLI CLIMATIZZAZIONE S.P.A.. Inventor/es: IAROSSI, DANTE.
SE PRESENTA UN METODO PARA CERRAR UN EXTREMO DE UN TUBO DE METAL QUE COMPRENDE EL PASO DE APLICAR UNA FUERZA SUBSTANCIALMENTE RADIAL A LA SUPERFICIE EXTERNA DEL TUBO EN LA PROXIMIDAD DEL EXTREMO A SER CERRADO. LA ZONA DE APLICACION DE LA FUERZA SE MUEVE DE FORMA CONTINUA TANTO CIRCUNFERENCIAL COMO RADIALMENTE CON RELACION AL TUBO DE MANEA QUE EFECTUE UNA DEFORMACION PROGRESIVA HACIA EL INTERIOR DE LA PARED LATERAL DEL TUBO HASTA QUE EL EXTREMO ESTE COMPLETAMENTE CERRADO.
CONJUNTO DE PISTON Y CILINDRO Y PROCEDIMIENTO Y DISPOSITIVO PARA CERRAR UN CONJUNTO DE PISTON Y CILINDRO.
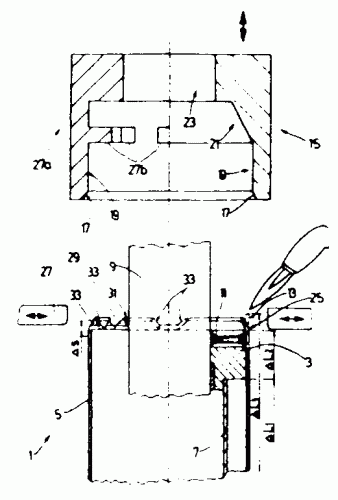
(01/06/1999). Ver ilustración. Solicitante/s: FICHTEL & SACHS AG. Inventor/es: RUDLOFF, WERNER.
CONJUNTO DE PISTON Y CILINDRO, Y PROCEDIMIENTO Y DISPOSITIVO PARA CERRAR UN CONJUNTO PISTON Y CILINDRO. ESTE CONJUNTO ES EN ESPECIAL UN AMORTIGUADOR DE VIBRACIONES QUE COMPRENDE UN TUBO CILINDRICO, EN EL QUE ESTA SITUADA EN FORMA MOVIL AXIALMENTE UNA BIELA DEL PISTON, ESTANDO LA BIELA DEL PISTON GUIADA POR MEDIO DE UNA GUIA CON JUNTA QUE CIERRA EL TUBO CILINDRICO, UTILIZANDOSE UNA HERRAMIENTA DE CIERRE QUE REBORDEA UN BORDE QUE SOBRESALE POR FUERA DE LA GUIA DE LA BIELA DEL PISTON, TENIENDO EL TUBO CILINDRICO UN BORDE CON FORMA DE TRONCO CONICO QUE RODEA A LA GUIA DE LA BIELA DEL PISTON Y QUE ESTA DIVIDIDO EN SUPERFICIES INDIVIDUALES DE TRONCO CONICO POR MEDIO DE SUPERFICIES PARCIALES DE CIERRE.
APARATO Y METODO DE CIERRE POR ROTACION.
(16/03/1999) UN APARATO PARA CERRAR POR ROTACION EL EXTREMO ABIERTO DE UN TUBO DE UN PUNTAL DE SUSPENSION QUE COMPRENDE UN AGUJERO PASANTE QUE TIENE UN EJE LONGITUDINAL (A); UN PRIMER PAR DE CILINDROS , EN DONDE CADA CILINDRO DEL PRIMER PAR SE ENCUENTRA MONTADO DE FORMA ROTATIVA EN UN AGUJERO QUE SE COMUNICA CON EL AGUJERO PASANTE, Y TIENE UNA SUPERFICIE DE CONTACTO QUE FORMA UN PRIMER ANGULO PREDETERMINADO RESPECTO AL EJE LONGITUDINAL Y QUE SE EXTIENDE ENTRANDO EN EL AGUJERO PASANTE, Y SE POLARIZA DE MODO QUE LA SUPERFICIE DE CONTACTO SE PUEDA RETRAER DEL AGUJERO PASANTE DEBIDO A LA ACCION DE UN ELEMENTO DE POLARIZACION…
METODO DE FORMACION DE UNA CAVIDAD DE SUJECION EN UN CONECTOR TERMINAL DE UNA VARILLA DE COMBUSTIBLE.
(01/06/1995) SE DESCRIBE UN METODO PARA FORMAR UNA CAVIDAD DE SUJECION EN EL EXTREMO TERMINAL DE UNA VARILLA DE COMBUSTIBLE NUCLEAR QUE INCLUYE LOS PASOS BASICOS DE SUMINISTRAR UN CONECTOR TERMINAL CON UN ORIFICIO INTERNO DE DIAMETRO UNIFORME QUE SE ABRE EN UN REBORDE ANULAR EXTERNO EN EL EXTREMO TERMINAL DEL CONECTOR; FORMAR UN CONECTOR TERMINAL INTERMEDIO EN EL QUE EL REBORDE EXTERNO ANULAR ES TRANSFORMADO EN UN REBORDE EXTERNO CONICO QUE TIENE SUPERFICIES INTERNAS REDONDEADAS QUE DEFINEN UNA ABERTURA DE ENTRADA EN EL ORIFICIO INTERNO DE UN DIAMETRO MENOR QUE AQUEL DEL ORIFICIO INTERNO; Y LA EXTRACCION DE UNA CAPA EXTERNA DE MATERIAL DEL CONECTOR TERMINAL INTERMEDIO Y UNA CAPA INTERNA DE MATERIAL…
PINZA DE RECALCAR PARA TUBOS Y SIMILARES.
(16/11/1994). Solicitante/s: ETABLISSEMENTS PIERRE GREHAL ET COMPAGNIE. Inventor/es: MALAGNOUX, ROGER.
PINZA DE RECALCAR PARA TUBOS Y SIMILARES. PINZA DE RECALCAR PARA TUBOS Y SIMILARES, CARACTERIZADA POR UN PRIMER BRAZO QUE PRESENTA EN SECCION LA FORMA DE UNA U Y QUE FORMA UN PICO EN EL QUE ESTA REALIZADA UNA MUESCA QUE DELIMITA BORDES (13, 13A) QUE FORMAN HOJAS, ESTANDO ARTICULADO DICHO PRIMER BRAZO EN UN SEGUNDO BRAZO POR UN EJE DISPUESTO CERCA DEL EXTREMO DEL PICO , DELIMITANDO DICHO SEGUNDO BRAZO RAMPAS PARA ACCIONAR AL MANOS UNA HOJA ARTICULADA SOBRE UN EJE DEL PRIMER BRAZO, ESTANDO DISPUESTO ESTE EJE MAS ALLA DE LA MUESCA.
REDUCCION DEL DIAMETRO DE ELEMENTOS TUBULARES.
(16/12/1992). Solicitante/s: CMB FOODCAN PLC. Inventor/es: PORUCZNIK, PAUL, CHEERS, CHRISTOPHER FRANCIS.
METODO Y APARATO PARA REDUCIR LA SECCION DE LA PARTE TERMINAL DE UN CUERPO TUBULAR . DICHO APARATO CONSTA DE UN TROQUEL EXTERNO QUE DEFINE UNA SUPERFICIE CONVERGENTE DE TRABAJO DE FORMA SIMILAR AL EXTERIOR DE LA SECCION REDUCIDA A PRODUCIR . CONSTA IGUALMENTE DE UN OBTURADOR CON UNA SUPERFICIE DE TRABAJO DE FORMA SIMILAR A LA PARTE INTERIOR DE LA SECCION REDUCIDA A PRODUCIR, ELEMENTOS PARA MANTENER EL OBTURADOR EN ALINEAMIENTO AXIAL CON EL TROQUEL DURANTE EL MOVIMIENTO RELATIVO ENTRE EL OBTURADOR Y EL TROQUEL PARA CENTRAR A AQUEL DENTRO DE ESTE PARA DEFINIR UN INTERVALO DE PASO DE FORMA Y ANCHURA IGUAL A LA FORMA Y EL GROSOR DE LA SECCION REDUCIDA, UN ELEMENTO PARA INTRODUCIR LA PARTE TERMINAL DEL TUBO EN EL PASO ENTRE EL OBTURADOR Y EL TROQUEL Y UN ELEMENTO PARA QUE EL TROQUEL VIBRE RADIALMENTE EN FRECUENCIA ULTRASONICA MIENTRAS LA PARTE TERMINAL SE REDUCE PROGRESIVAMENTE HASTA ADOPTAR LA FORMA DEL INTERVALO DE PASO.
UN PROCEDIMIENTO PARA LA PREPARACION DE DERIVADOS DE PIPERIDINA.
(01/11/1984). Solicitante/s: NEOTECH HOLDING AG.
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE UN ELEMENTO DE RADIADOR ESTANCO AL AGUA.CONSISTE EN: A) CERRAR LOS EXTREMOS FRONTALES ABIERTOS DE UN TUBO PLANO, MEDIANTE CURVADO CON RODILLO DE LOS BORDES DE LAS PAREDES LATERALES ANCHAS Y OPUESTAS DEL TUBO PLANO POR MEDIO DE UN RODILLO REBORDEADOR; Y B) SOLDAR LOS BORDES CURVADOS CON RODILLO DE LOS EXTREMOS FRONTALES ABIERTOS DE UN TUBO PLANO MEDIANTE EL PROCEDIMIENTO TIG SEMIAUTOMATICO O TOTALMENTE AUTOMATICO. COMPRENDE UN DISPOSITIVO PARA CURVAR CON RODILLO LOS BORDES DE LAS PAREDES LATERALES ANCHAS Y OPUESTAS; DOS RODILLOS REBORDEADORES Y ; UN DISPOSITIVO PARA SOLDAR LOS BORDES CURVADOS DE RODILLO; UN ALMACEN DE TUBOS PLANOS , UN DISPOSITIVO PERFORADOR ; CEPILLOS ; UN TRANSPORTADOR TRANSVERSAL Y UN ALMACEN DE ELEMENTOS DE RADIADOR ACABADOS.
PERFECCIONAMIENTOS EN LA REALIZACION DE TUBOS PARA INTERCAMBIADORES DE CALOR.
(16/12/1981). Solicitante/s: SOCIETE ANONYME DES USINES CHAUSSON.
TUBOS PARA INTERCAMBIADORES DE CALOR. PARTIENDO DE TUBOS CON DOS LADOS RECTOS PARALELOS Y LOS OTROS DOS SEMICIRCULARES, SE EXPLICA COMO FABRICARLOS EN FORMA DE OCHO. DICHOS TUBOS, UNIDOS POR DISIPADORES, SE UNEN A PLACAS COLECTORAS EN UNOS CUELLOS , QUE PRESENTAN EN SU INTERIOR UNA JUNTA CON UNOS SOBREESPESORES (12A, 12B), QUE CORRESPONDEN A LAS CONCAVIDADES FORMADAS EN LAS PAREDES DEL TUBO.
APARATO PARA REALIZAR COLLARINES DE CIERRE SOBRE TUBOS.
(16/05/1978). Solicitante/s: ROBLES,JOSEPH.
Aparato para realizar collarine sde cierre sobre tubos caracterizado porque está consitutido por dos elementos longitudinales de sección semicircualr estando los elementos reunidos lomo con lomo y articulados longitudinalmente según su plano de unión y estando dotados de medios que permiten manipularlos separando y aproximando alrededor de su articulación en el interior de un tubo para formar en el mismo el collarín de unión por ensanchamiento de la circunferencia de la pared del tubo.
{kind=link}
{kind=link}
{kind=link}