CIP-2021 : B22C 9/04 : Empleo de modelos perdidos.
CIP-2021 › B › B22 › B22C › B22C 9/00 › B22C 9/04[2] › Empleo de modelos perdidos.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B).
B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas).
B22C 9/04 · · Empleo de modelos perdidos.
CIP2021: Invenciones publicadas en esta sección.
PERFECCIONAMIENTO DEL PROCESO DE MOLDEADO CON ESPUMA PERDIDA Y A PRESION CONTROLADA DE PIEZAS METALICAS.
(01/12/1993). Solicitante/s: ALUMINIUM PECHINEY. Inventor/es: GARAT, MICHEL.
EN EL PROCESO DE MOLDEADO CON ESPUMA PERDIDA Y A PRESION CONTROLADA DE PIEZAS METALICAS, SE HACE AUMENTAR INICIALMENTE LA PRESION A UNA VELOCIDAD COMPRENDIDA ENTRE 0.003 Y 0,03 MPA/SEG DURANTE UN PERIODO DE COMO MAXIMO 5 SEGUNDOS A PARTIR DEL PRINCIPIO DE LA SUBIDA DE PRESION Y DESPUES A UNA VELOCIDAD SUPERIOR A LA DEL PRIMER PERIODO DURANTE UN SEGUNDO PERIODO Y ESTO HASTA QUE SE ALCANCE LA PRESION MAXIMA. EL PROCESO PERMITE OBTENER PIEZAS CUYA FORMA CORRESPONDE AL MODELO Y SIN POROSIDADES.
COLADA POR CONFORMACION EN MEDIOS MOLDEABLES.
(16/11/1993). Solicitante/s: ALCAN INTERNATIONAL LIMITED. Inventor/es: DOUTRE, DON, ALLEN.
SE DESCRIBE UN PROCESO PARA FORMAR PIEZAS FUNDIDAS UTILIZANDO UN MEDIO DE MOLDEO (SUELTO) NO UNIDO, POR EJ., UN PROCESO DE MOLDEO DE PATRON QUE SE EVAPORA. DE ACUERDO CON ESTA NUEVA CARACTERISTICA, SE PUEDE ALCANZAR UNA MEJORA MUY SIGNIFICANTE EN EL ENFRIAMIENTO Y NIVEL DE SOLIDIFICACION DE LA PIEZA FUNDIDA, SI EL AIRE NORMALMENTE PRESENTE EN LOS INTERSICIOS DEL MEDIO DE MOLDEO NO UNIDO, SE REEMPLAZA POR UN GAS CON UNA CONDUCTIVILIDAD TERMAL MAYOR QUE LA DEL AIRE. SE HA ENCONTRADO QUE EL HELIO, ES PARTICULARMENTE UTIL PARA ESTE PROPOSITO.
SISTEMA DE MOLDEO A LA ESPUMA PERDIDA.
(01/06/1993). Solicitante/s: VULCAN ENGINEERING CO. Inventor/es: MCMELLON, BRUCE A.
SISTEMA DE MOLDEO A LA ESPUMA PERDIDA QUE UTILIZA UN TREN CONECTADO DE BARQUILLAS DE ARMAZON ABIERTO QUE VA SOBRE RAILES HORIZONTALES PARALELOS FORMANDO UN CIRCUITO CERRADO QUE PASA POR UNA ESTACION DE CARGA Y COMPACTACION , UNA ESTACION DE VERTIDO Y UNA ESTACION DE DESCARGA DEL MOLDE . UN ACCIONADOR MUEVE EL TREN INTERMITENTEMENTE DE FORMA QUE LAS BARQUILLAS , QUE LLEVAN FRASCOS DE SUJECION DEL MOLDE, SE COLOCAN CON PRECISION DE FORMA SECUENCIAL EN CADA UNA DE LAS ESTACIONES.
PROCEDIMIENTO Y DISPOSITIVO PARA ALIMENTACION DE METAL LIQUIDO EN UN MOLDE.
(01/05/1993). Solicitante/s: PONT-A-MOUSSON S.A.. Inventor/es: DENIS, JEAN-PIERRE.
UN MOLDE QUE TIENE UN MODELO PERDIDO GASIFICABLE , SUMERGIDO EN ARENA SIN LIGANTE, SE ALIMENTA POR SU BASE POR UN RECIPIENTE BAJO PRESION QUE CONTIENE FUNDICION LIQUIDA, REGULANDOSE LA PRESION EN EL RECIPIENTE EN FUNCION DE LA RELACION SUPERFICIE/VOLUMEN DEL MODELO PERDIDO . APLICACION A LA ELIMINACION DE CARBONO BRILLANTE.
PROCEDIMIENTO DE MOLDEO, CON ESPUMA PERDIDA Y BAJO PRESION, DE PIEZAS METALICAS.
(01/04/1993). Solicitante/s: ALUMINIUM PECHINEY. Inventor/es: GARAT, MICHEL.
ELINVENTO SE REFIERE A UN PROCEDIMIENTO DE MOLDEO, CON ESPUMA PERDIDA Y BAJO PRESION, DE PIEZAS METALICAS. ESTE PROCEDIMIENTO CONSISTE EN APLICAR LA PRESION GASEOSA ISOSTATICA CRECIENTE SOBRE EL MOLDE TRAS SU LLENADO SEGUN UNA VELOCIDAD DE CRECIMIENTO TAL QUE DICHA PRESION GENERA RAPIDA Y TEMPORALMENTE POR PERDIDA DE CARGA A TRAVES DE LA ARENA UNA SOBREPRESION DEL METAL FUNDIDO EN RELACION A LA ARENA A LA ALTURA DE SU INTERFAZ, ALCANZANDO DICHA SOBREPRESION UN VALOR COMPRENDIDO ENTRE DOS LIMITES Y DECRECIENDO A CONTINUACION A MEDIDA QUE DICHA PRESION AUMENTA, DESPUES EN MANTENER DICHA PRESION CONSTANTE HASTA LA SOLIDIFICACION COMPLETA DE LA PIEZA. ESTE INVENTO ENCUENTRA APLICACION EN LA OBTENCION DE PIEZAS, EN ESPECIAL EN ALEACIONES DE ALUMINIO, QUE PRESENTAN ADEMAS UNA COMPACIDAD MEJORADA, UNA SUPERFICIE EXENTA DE BURBUJAS Y DE INCLUSIONES DE CARBONO.
PROCEDIMIENTO Y DISPOSITIVO DE MODELO PERDIDO.
(16/11/1991). Solicitante/s: SCHUBERT & SALZER MASCHINENFABRIK AKTIENGESELLSCHAFT. Inventor/es: BOLLE, JOACHIM, DIPL.-ING.
EN UN PROCEDIMIENTO DE MODELO PERDIDO EN EL QUE SE INSERTA UN MODELO COMPLETO POSITIVO DE UN MATERIAL TERMICO DESINTEGRABLE EN UNA CAJA DE MOLDEO CON ARENA, LA ARENA CONSOLIDA CON VIBRACIONES. EL METAL DE FUNDICION SE VIERTE EN EL MODELO TERMICO DESINTEGRABLE Y EL MODELO SE DESINTEGRA POR FUNDICION EN CALIENTE. PARA MOLDEAR Y LLENAR TAMBIEN PIEZAS DE MOLDEO CON ESPACIOS HUECOS CRITICOS SEGURAMENTE POR LA ARENA DE MOLDEO, DURANTE EL LLENADO DE ARENA SE EXPONE A DEPRESION PARA ENCERRAR EL MODELO. EL LLENADO Y CONSOLIDACION DE LA ARENA SE FAVORECE AUN MAS SI DURANTE EL IMPULSO DE LA ARENA CON LA DEPRESION SE SACUDE SIMULTANEAMENTE.
MOLDE PARA FUNDICION FINA DE ALUMINIO Y SUS ALEACIONES.
(16/05/1991). Solicitante/s: THYSSEN GUSS AG. Inventor/es: BEHR, FRIEDRICH, BALLEWSKI, HEINRICH, GROSSMANN, WOLFGANG.
MOLDE PARA FUNDICION FINA, PREFERIBLEMENTE PARA ALEACIONES SUBENTITICAS DE ALUMINIO, EN QUE LA CARA QUE DA A LA COLADA ESTA PROVISTA DE UNA CAJA SALINOMETALICA. LA CAPA DE SAL CONSISTE DE UNA SAL O MEZCLA DE SAL CON UNA TEMPERATURA DE ESTADO LIQUIDO SITUADA POR DEBAJO DE LA TEMPERATURA DE VACIADO EN MOLDE, CUYOS CATIONES CONSTAN PREPODERANTEMENTE DE AQUELLOS METALES ALCALINOS Y ALCALINOTERREOS Y CUYOS ANIONES CONSTAN PREPONDERANTEMENTE DE AQUELLOS DE LOS HALOGENOS; MIENTRAS QUE LA CAPA METALICA CONSISTE EN MAS DE UN 40% ATOMICO, DE UNO O VARIOS METALES DE LA SERIE AL, TI Y/O DE LOS METALES ALCALINOTERREOS Y/O DE ALEACIONES MEZCLAS O COMBINACIONES METALICAS.
PROCEDIMIENTO DE MOLDEO A LA ESPUMA PERDIDA DE PIEZAS METALICAS.
(16/08/1990). Solicitante/s: ALUMINIUM PECHINEY. Inventor/es: GARAT, MICHEL.
DESPUES DE HABER RELLENADO EL MOLDE CON METAL FUNDIDO Y ANTES DE QUE LA FRACCION SOLIDIFICADA DEL METAL PASE DEL 40% EN PESO, SE APLICA UNA PRESION GASEOSA ISOSTATICA SOBRE EL MOLDE. LA INVENCION ENCUENTRA SU APLICACION EN LA OBTENCION DE PIEZAS, ESPECIALMENTE DE ALEACIONES DE ALUMINIO, QUE PRESENTAN UNA MAYOR COMPACIDAD.
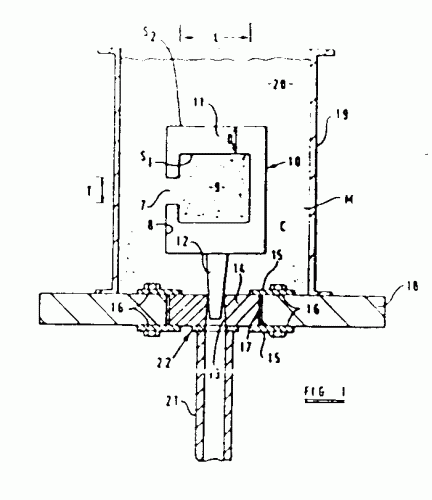
PROCEDIMIENTO Y MOLDE PARA LA PRODUCCION DE ARTICULOS MOLDEADOS METALICOS.
(01/12/1988). Ver ilustración. Solicitante/s: COSWORTH RESEARCH & DEVELOPMENT LIMITED. Inventor/es: WILKINS, PHILIP SIMON AR.
PROCEDIMIENTO Y MOLDE PARA LA PRODUCCION DE ARTICULOS MOLDEADOS METALICOS. EL PROCEDIMIENTO COMPRENDE EMPOTRAR UN MODELO DESTRUIBLE IN SITU EN ARENA NO AGLOMERADA; CONSOLIDAR LA ARENA PARA FORMAR UN MOLDE EN EL CUAL QUEDA DEFINIDA UNA CAVIDAD DE MOLDEO; ALIMENTAR METAL FUNDIDO AL INTERIOR DE LA CAVIDAD; PERMITIR QUE EL METAL SOLIDIFIQUE DENTRO DE LA CAVIDAD PARA FORMAR UN ARTICULO MOLDEADO; INTERRUMPIR LA ALIMENTACION DE METAL A LA CAVIDAD; Y SEPARAR EL ARTICULO MOLDEADO DE LA CAVIDAD. EL MOLDE COMPRENDE ARENA SIN AGLOMERAR EN LA CUAL ESTA EMPOTRADO UN MODELO DESTRUIBLE IN SITU PARA DEFINIR UNA CAVIDAD DE MOLDEO, ESTANDO DISPUESTA EN LA CAVIDAD DE MOLDEO UNA CARACTERISTICA DE MOLDEO. EL MODELO ES DESTRUIBLE IN SITU BIENU POR EL METAL A MEDIDA QUE ESTE SE ALIMENTA AL INTERIOR DE LA CAVIDAD DE MOLDEO, O BIEN POR LA APLICACION DE CALOR CON ANTERIORIDAD A LA INTRODUCCION DEL METAL EN DICHA CAVIDAD.
PROCEDIMIENTO PARA COLAR ALEACIONES DE ALUMINIO.
(16/02/1987). Solicitante/s: THYSSEN INDUSTRIE AG.
PROCEDIMIENTO PARA COLAR ALEACIONES DE ALUMINIO, QUE CONTIENEN MAS ALUMINIO QUE LO QUE CORRESPONDE AL EUTECTICO CON LOS PARTICIPANTAS DE LA ALEACION. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE CUELAN LAS ALEACIONES DE ALUMINIO DENTRO DE UN MOLDE CERAMICO CON NUMEROSAS ASPEREZAS Y POROS EN EL MARGEN MICROSCOPICO; SEGUNDA, DICHO MOLDE, UNA VEZ SECADO Y CALCINADO, ES PROVISTO EN SU CARA INTERNA DE UNA DELGADA CAPA DE UNA MEZCLA DE SALES, CUYOS CATIONES CONSISTEN PREDOMINANTEMENTE EN UN METAL ALCALINO O EN UN METAL ALCALINOTERREO Y CUYOS ANIONES CONSISTEN PREDOMINANTEMENTE EN HALOGENOS; Y POR ULTIMO, LA TEMPERATURA DE LA FASE LIQUIDA DE LA MEZCLA DE SALES SE AJUSTA A UN VALOR MAS BAJO QUE LA TEMPERATURA DE COLADA DE LA ALEACION DE ALUMINIO.
PROCEDIMIENTO PARA MOLDEAR ARTICULOS METALICOS.
(01/12/1986). Solicitante/s: COSWORTH RESEARCH Y DEVELOPMENT LIMITED.
PROCEDIMIENTO PARA MOLDEAR ARTICULOS METALICOS. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE EMPOTRA UN MODELO DISTRIBUIBLE IN SITU, EN MATERIAL DE MOLDEAR PARTICULADO, PARA FORMAR UNA CAVIDAD DE MOLDE EN SU INTERIOR; SEGUNDA, SE ALIMENTA EL METAL FUNDIDO, GENERALMENTE EN SENTIDO ASCENDENTE CONTRA LA FUERZA DE LA GRAVEDAD, DESDE UNA FUENTE DE METAL FUNDIDO, AL INTERIOR DE LA CAVIDAD DEL MOLDE, A TRAVES DE UN TUBO VERTICAL; Y POR ULTIMO, UNA VEZ QUE EL METAL SE HA ENFRIADO EN EL INTERIOR DEL MOLDE, SE EXTRAE LA PIEZA DE FUNDICION FORMADA EN SU INTERIOR. EL TUBO VERTICAL UTILIZADO PARA INTRODUCIR EL METAL FUNDIDO EN EL MOLDE, TIENE UN EXTREMO RODEADO POR EL METAL FUNDIDO, EL OTRO EXTREMO ESTA CONECTADO A LA CAVIDAD DEL MOLDE.
PROCEDIMIENTO DE MOLDEADO EN FUNDICION Y MOLDE PARA LA COLADA DE FABRICACION A BAJA PRESION.
(01/04/1986). Solicitante/s: PONT-A-MOUSSON S.A..
PERFECCIONAMIENTOS EN EL PROCEDIMIENTO DE MOLDEADO EN FUNDICION Y MOLDE PARA LA COLADA DE FABRICACION A BAJA PRESION. CONSISTENTES EN: DOTAR AL DISPOSITIVO DE UNA BOQUILLA DE COLADA, TRONCOCONICA, DESTINADA A COMUNICAR DE MANERA ESTANCA CON UNA BOQUILLA DE COLADA DEL MOLDE ; ACOPLAR A LA BOQUILLA UN CONDUCTO QUE DESEMBOCA EN LA PARTE SUPERIOR DE LA CAPACIDAD INTERIOR DEL HORNO , QUE TRAE UN FLUJO GASEOSO INERTE, BAJO PRESION, POR ENCIMA DEL NIVEL DEL BAÑO METALICO DE FUNDICION ; CONFORMAR EL MOLDE DE FORMA QUE INCLUYA DOS MODELOS GASIFICABLES DE POLIESTIRENO EXPANDIDO, REVESTIDO CON UNA MASA DE ARENA SIN AGLUTINANTES, VUELTA RIGIDA POR COMPACTACION.
PROCEDIMIENTO DE PRODUCCION DE UN MOLDE DE CASCARA CERAMICA.
(16/06/1985). Solicitante/s: STEEL CASTINGS RESEARCH AND TRADE ASSOCIATION.
PROCEDIMIENTO DE FABRICACION DE UN MOLDE DE CASCARA CERAMICA MEDIANTE LA TECNICA DE MODELO PERDIDO. CONSISTENTE EN PREPARAR UN MODELO DE POLIESTIRENO EXPANDIDO, CON DENSIDAD ENTRE 30 KG/M3 Y 50 KG/M3, DE FORMA Y TAMAÑO CORRESPONDIENTE CON EL OBJETO A MOLDEAR; APLICAR AL MODELO UNA LECHADA DE MATERIAL REFRACTARIO Y AGLUTINANTE SEGUIDO POR UN ESTUCO, DEJAR ENDURECER LO SUFICIENTE PARA REITERAR SUCESIVAS APLICACIONES HASTA FORMAR UNA CAPA DE ESPESOR ADECUADO A LAS CARACTERISTICAS DEL OBJETO A MOLDEAR; CALENTAR EL MODELO ENTRE 800JC Y 1.100JC PARA VAPORIZARLO Y ENDURECER LA CASCARA. LA LECHADA SE PREPARA A PARTIR DE SILICATO DE ETILO O UN AGLUTINANTE SIMILAR. LA CASCARA RESULTANTE SE CONFIGURA, GENERALMENTE, CON UN ESPESOR ENTRE 2 MM Y 4 MM. DE APLICACION EN LA COLADA DE MATERIALES METALICOS.
PROCEDIMIENTO PARA MOLDEAR UN ARTICULO METALICO EN UNA CAJA DE MOLDEO QUE TIENE LA PARTE SUPERIOR ABIERTA A LA ATMOSFERA.
(01/09/1982). Solicitante/s: STEEL CASTINGS RESEARCH AND TRADE ASSOCIATION.
METODO PARA MOLDEAR UN OBJETO METALICO QUE PRESENTA UNA PARTE ABIERTA A LA ATMOSFERA. EN PRIMER LUGAR, SE SITUA UN MODELO EN LA CAJA, PRESENTANDO DICHO MODELO UN REVESTIMIENTO REFRACTARIO PERMEABLE A LOS GASES. A CONTINUACION SE COMPACTA EL MATERIAL ALREDEDOR DEL MODELO Y SE SUMINISTRA EL METAL FUNDIDO AL INTERIOR DE LA CAJA, CON LO QUE EL MODELO SE QUEMA Y/O SE VAPORIZA, QUEDANDO EL OBJETO CON LA CONFIGURACION DEFINIDA, MIENTRAS SE APLICA EL VACIO DURANTE LA FASE DE MOLDEO.
PROCEDIMIENTO PARA LA PREPARACION DE UTILES DE SOPORTE PARA HILERA DE EXTRUSION.
(01/09/1982). Solicitante/s: ME-U-SEA, INC.
PROCEDIMIENTO PARA PREPARAR UTILES DE SOPORTE PARA HILERAS DE EXTRUCION. SE CONFORMA UN MODELO CILINDRICO DESTRUCTIBLE CON UNA ABERTURA CENTRAL PASANTE Y SE COLOCA EN UN COMPUESTO DE MOLDEO; SE PROCEDE A COLAR EN MOLDE LLENO UN ELEMENTO DE UTILLAJE CON DESTRUCCION DEL MODELO; SE MECANIZA Y TRATA TERMICAMENTE EL ELEMENTO OBTENIDO INCLUYENDO LA RECTIFICACION DE LOS EXTREMOS AL PARALELISMO, LA RECTIFICACION DE LA PERIFERIA DEL ELEMENTO DE UTILLAJE Y SU MECANIZACION DE ACABADO DE DETALLES.
UN METODO DE FUSION A LA CERA PERDIDA PARA CONFECCIONAR UNA FUNDICION DESEADA.
(01/10/1978). Solicitante/s: KUBOTA, LTD.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA FABRICACION DE MOLDES PARA EL MOLDEO DE PRECISION.
(01/03/1977). Solicitante/s: UNITED TECHNOLOGIES CORPORATION.
Resumen no disponible.
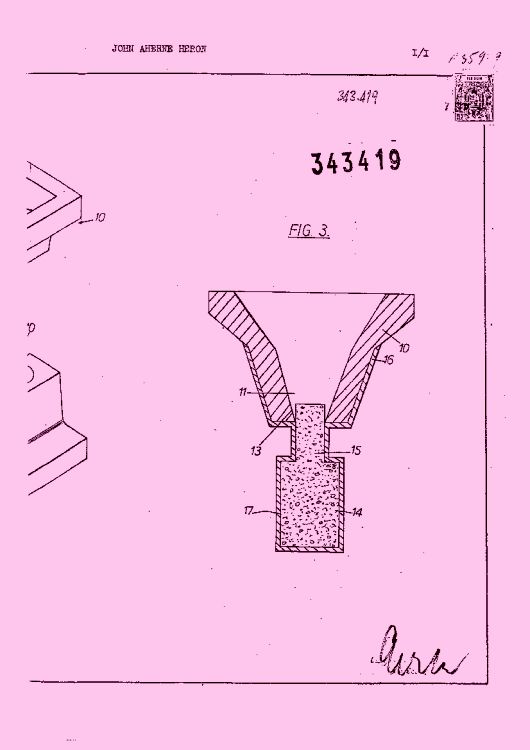
UN METODO DE FORMAR OBJETOS EN UN MOLDE DE CASCARA.
(16/05/1969). Ver ilustración. Solicitante/s: AHERNE HERON,JOHN.
Resumen no disponible.
UN METODO DE CONSTRUIR UN MOLDE, ESPECIALMENTE UN MOLDE PARA COLAR O FUNDIR ARTICULOS METALICOS.
(16/03/1965). Solicitante/s: N.V. PHILIPS' GLOEILAMPENFABRIEKEN.
Resumen no disponible.
UN PROCEDIMIENTO DE REALIZACIÓN DE MOLDES REFRACTARIOS PARA FUNDICIÓN DE PRECISIÓN.
(16/08/1964). Solicitante/s: SOCIETE DES FORGES ET ATELIERS DU CREUSOT.
Resumen no disponible.
UN PROCEDIMIENTO DE FABRICACIÓN DE MOLDES REFRACTARIOS PARA FUNDICIÓN DE PRECISIÓN.
(01/06/1962). Solicitante/s: SOCIETE DES FORGES ET ATELIERS DU CREUSOT.
Resumen no disponible.
{kind=link}
{kind=link}