CIP-2021 : B29C 44/08 : empleando varias etapas de expansión.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/08[2] › empleando varias etapas de expansión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/08 · · empleando varias etapas de expansión.
CIP2021: Invenciones publicadas en esta sección.
Proceso para moldear artículos de plástico.
(06/11/2019) Un proceso para moldear un artículo de plástico utilizando una máquina que comprende una pareja de moldes , cada uno de los cuales se asienta en una camisa aislante y cada uno de los cales define una cavidad de molde , siendo móviles los moldes entre una posición abierta, en la que las cavidades del molde están abiertas y una posición cerrada, en la que los moldes cooperan parea definir una cavidad del molde completamente cerrada que no está ventilada, en donde los moldes están conectados entre sí por al menos una bisagra alrededor de la cual los moldes son pivotables para moverse entre las posiciones abierta y cerrada y medios para calentar y refrigerar los moldes , comprendiendo el método las etapas de:
a) calentar…
Proceso para la producción de artículos plásticos moldeados con paredes reforzadas con inyección de termoplásticos espumados.
(30/10/2019). Ver ilustración. Solicitante/s: Craemer GmbH. Inventor/es: SOSA BRAVO,Sergio.
La presente invención se refiere a un proceso híbrido para producir artículos de plástico moldeados reforzando sus paredes a través de la inyección de termoplástico espumado, incrementando el espesor de su pared en zonas previamente determinadas para mejorar sus características mecánicas. De conformidad con la invención elproceso híbrido contempla reforzar zonas previamente definidas deartículos de plástico formados mediante cualquiera de los procesos ya conocidos, tales como: inyección; extrusión; extrusión-soplado; inyección-soplado; termoformado; rotomoldeo o la combinaciónde los mismos, y la posterior inyección de un material termoplástico espumable para rellenar las zonas prediseñadas de refuerzo.
PDF original: ES-2769588_T3.pdf
Componente de espuma de partículas con elemento de fijación incrustado y procedimiento para su fabricación.
(06/03/2019). Solicitante/s: KRALLMANN KUNSTSTOFFVERARBEITUNG GMBH. Inventor/es: BREXELER,INGO, ZEIFANG,ROLAND, DOLL,THOMAS.
Componente de espuma de partículas con un elemento de fijación incrustado , en el que el elemento de fijación está rodeado, al menos en algunas secciones, por un envoltorio hecho de una primera espuma de partículas de un primer plástico, en el que al menos el envoltorio está rodeado, al menos en algunas secciones, por una pieza moldeada hecha de una segunda espuma de partículas de un segundo plástico, en el que está dispuesto un compuesto de materiales conectados entre sí por adherencia de materiales en una segunda superficie de contacto entre el envoltorio y la pieza moldeada , caracterizado porque el elemento de fijación está compuesto por un plástico termoplástico o elastomérico, en el que está dispuesto un compuesto de materiales conectados entre sí por adherencia de materiales o por unión positiva y adherencia de materiales en una primera superficie de contacto entre el elemento de fijación y el envoltorio.
PDF original: ES-2703064_T3.pdf
Formulación expandible a base de resina de polipropileno.
(21/02/2018). Solicitante/s: NOVARES FRANCE. Inventor/es: NABETH,BRUNO, SAMSON,NATHALIE, CREDOZ,OLIVIER, GERMAIN,ELSA.
Formulación a base de resina de polipropileno que comprende los elementos siguientes:
- entre 50 y 90 partes en peso de un copolímero de propileno y de etileno;
- entre 9 y 20 partes en peso de una mezcla de cargas minerales que comprende del 40 al 80% de talco y del 20 al 60% de cargas del grupo que comprende microesferas, fibras y microtalcos,
- entre 0,1 y 10 partes en peso de un agente de hinchado, siendo las partes en peso de los diversos elementos de la formulación seleccionadas de tal manera que la suma sea de 100 partes en peso;
presentando la formulación un índice de fluidez de masa MFR comprendido entre 50 g/10 min y 200 g/10 min y una densidad antes de la expansión del agente de hinchado comprendida entre 0,95 g/cm3 y 1 g/cm3.
PDF original: ES-2666841_T3.pdf
Artículos de espuma termoformados.
(08/06/2016) Un método para fabricar un artículo de espuma de poli(bifenil éter sulfona) termoformada que comprende las siguientes tres etapas:
Etapa 1. preparar una composición espumable de poli(bifenil éter sulfona) [composición (FP)].
Etapa 2.- espumar la composición (FP) para producir un material de poli(bifenil éter sulfona) espumado [material de espuma (P)], y
Etapa 3. moldear dicho material de espuma (P) bajo el efecto del calor y la presión para proporcionar un artículo espumado termoformado,
en el que la composición (FP) comprende un polímero de poli(bifenil éter sulfona) (P1) en una cantidad por encima del 50% en peso, basado en el peso total de la composición (FP),
y en el que más del 50% en peso de las unidades reiterativas del polímero de poli(bifenil éter sulfona) (P1) son unidades reiterativas (R2) de fórmula (A):
Ar1-(T-Ar2)n-O-Ar3-SO2-[Ar4-(T-Ar2)n-SO2]m-Ar5-O-…
PROCEDIMIENTO DE FABRICACIÓN DE ESPUMAS DE POLIOLEFINAS RETICULADAS DE CELDA ABIERTA Y ESPUMAS OBTENIDAS.
(24/09/2015) La invención describe un nuevo procedimiento para la obtención de una espuma de poliolefina reticulada altamente expandida de celda abierta que comprende las etapas de: (i) Preparar una o más composiciones formadoras de espuma de poliolefina reticulada altamente expandida de celda abierta, tal como el polietileno, (ii) Moldear una o más preformas sólidas a partir de la o de las composiciones; (iii) obtener un precursor de la espuma final a obtener que comprende un núcleo preparado a partir de la una o más preformas sólidas obtenidas en la etapa anterior recubierto al menos en parte por una piel de una poliolefina reticulada que presenta una determinada temperatura de fusión, una viscosidad y una permeabilidad a gas de específicas; (iv) someter el precursor a presión…
Procedimiento y dispositivo para fabricar piezas estructurales espumadas exentas de mazarota.
(27/04/2015) Procedimiento para fabricar una pieza estructural de fundición inyectada espumada con los pasos de procedimiento siguientes:
a) introducción de un agente propulsor físico o químico en un material sintético que se debe espumar,
b) inyección del material sintético plastificado mezclado con el agente propulsor en una cavidad de tamaño variable de un útil de moldeo por fundición inyectada y
c) descompresión de la masa fundida líquida de material sintético por medio de un expansión de la cavidad del útil de moldeo ,
caracterizado por que
- antes de la inyección del material sintético se cierra el acceso a la cavidad por medio de al menos una corredera dotada de…
Procedimiento para la producción de materiales espumados de poli(metacrilimida).
(15/01/2014) Procedimiento para la preparación de materiales espumados de poli(metacrilimida) en forma de bloques o planchas que abarca las siguientes etapas:
a) una copolimerización de ácido metacrílico y metacrilonitrilo así como eventualmente otros monómeros copolimerizables y unos aditivos en presencia de unos agentes iniciadores formadores de radicales, una polimerización posterior y una ciclización del copolímero para dar la poliimida
b) una transformación en un material espumado,
caracterizado por que
la transformación en un material espumado en la etapa b) comprende dos procesos de aire caliente, realizándose que en un primer proceso de aire caliente se calienta previamente el material que debe de ser espumado,…
ESPUMAS DE POLIAMIDA, PROCEDIMIENTO PARA PREPARARLAS Y APLICACIONES DE LAS MISMAS.
(14/06/2010) Un proceso para preparar una espuma de poliamida de celda cerrada que comprende las etapas de:
(a) someter una resina de poliamida a al menos un gas inerte a una presión mayor que la atmosférica para dirigir el gas hacia la resina,
(a1) elevar la temperatura de la resina por encima de su punto de reblandecimiento, donde las etapas (a) y (a1) pueden tener lugar en cualquier orden o simultáneamente, y
(b) reducir la presión mientras que se mantiene la temperatura a o por encima del punto de reblandecimiento de la resina, para expandir la resina para dar como resultado una espuma de poliamida de celda cerrada,
caracterizado por que la resina de poliamida se reticula antes de la expansión
DISPOSITIVO PARA LA FABRICACION DE UN CUERPO ACOLCHADO DE MATERIAL ESPONJOSO DE VARIAS CAPAS.
(16/05/2007) Dispositivo para la fabricación de un cuerpo acolchado (H1/H2) de material esponjoso de varias capas, en especial para las piezas acolchadas de los vehículos automóviles; con un molde de herramienta, que posee varios elementos de moldeo de herramienta (W1, W2); en este caso, entre un elemento de moldeo básico (K) y un elemento de moldeo antagónico (W1), que consiste en por lo menos una pieza, queda constituido un hueco de llenado (VI) para la fabricación de un cuerpo básico hueco de material esponjoso (H1), mientras que entre el cuerpo básico de material esponjoso (H1), que se encuentra cogido en el elemento de moldeo básico (K), y un elemento de moldeo antagónico adicional (W2), que consiste en por lo menos una pieza y el cual sustituye el elemento de moldeo antagónico (W1), queda…
PROCEDIMIENTO Y DISPOSITIVO PARA EL ESPUMADO MULTIPLE DE PLASTICOS EXPANSIBLES.
(16/06/2004). Ver ilustración. Solicitante/s: HIRSCH MASCHINENBAU GMBH & CO.KG. Inventor/es: STAMPFER, HANS REINER.
Procedimiento para el espumado múltiple de poliestireno expansible (EPS) para dar partículas de espuma con baja densidad a granel, realizándose en una primera etapa un espumado previo y en por lo menos otra etapa un espumado posterior del material ya espumado previamente, realizándose, como espumado posterior final , un espumado discontinuo utilizando un agente soplante residual y el espumado posterior final por introducción de vapor de agua, si se desea con adición de aire, a una presión comprendida entre 1 bar y 7 bar, en particular entre aproximadamente 1, 05 bar y 2 bar, a una temperatura comprendida entre 75ºC y 160ºC, en particular de aproximadamente 100ºC.
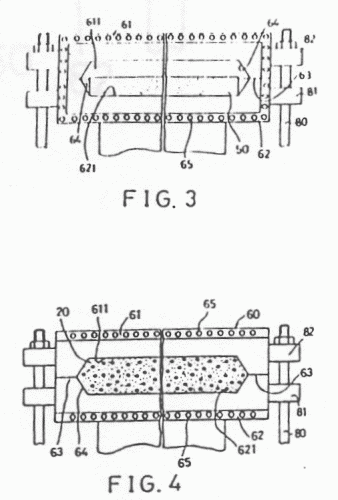
PROCEDIMIENTO DE DOS ETAPAS PARA OBTENER PRODUCTOS MOLDEADOS DE ESPUMA A PARTIR DE TUBOS PREFORMADOS.
(01/12/2002) SE DESCRIBE UNA TECNICA PARA PRODUCIR ESPUMA DE POLIOLEFINA. SE DESCRIBE UN PROCESO DE DOS ETAPAS EN EL QUE LA PRIMERA ETAPA COMPRENDE LA EXPANSION DE UN TUBO CILINDRICO PREFORMADO QUE COMPRENDE UN POLIMERO, UN AGENTE ESPUMANTE, UN AGENTE ENLAZADOR Y UN ENLAZADOR DEL AGENTE ESPUMANTE EN UN MOLDE CILINDRICO CERRADO. EL MOLDE CILINDRICO CONSTRIÑE LA EXPANSION DE LA ESPUMA SIN LA NECESIDAD DE ARIETES HIDRAULICOS O MEDIOS MECANICOS SIMILARES COMO EN LAS PRENSAS DE PLACA DE COMPRESION CONVENCIONALES. SIGUIENDO A LA PRIMERA ETAPA, LOS TUBOS CILINDRICOS DE MATERIAL SON CALENTADOS MIENTRAS SON DESCONSTREÑIDOS Y SE EXPANDEN SIMETRICAMENTE.…
METODO PARA LA OBTENCION DE UNA TABLA DE SURF.
(16/02/2002). Ver ilustración. Solicitante/s: SUN OWN INDUSTRIAL CO., LTD. Inventor/es: CHEN,CHING HSI.
Método para la obtención de una tabla de surf. Un método para obtener una tabla de surf que comprende una lámina de material espumable cortada en varios paneles y dispuesta en un dispositivo de molde para expandir los paneles para un prototipo que tiene un volumen aproximadamente 6 a 10 veces mayor que el de los paneles . E1 prototipo se prensa en caliente de nuevo para su expansión para la tabla de surf , que tiene un volumen aproximadamente 2 a 3 veces mayor que el prototipo . La cavidad de molde tiene partes periféricas conificadas para conformar costados también conificados y una parte anterior conificada así como una cola conificada para la tabla de surf.
METODO Y MOLDE PARA FABRICAR UN PANEL CON CONDUCTO DE AIRE Y ABSORBEDOR DE ENERGIA INTEGRADOS.
(01/11/2001). Solicitante/s: DAVIDSON TEXTRON INC.. Inventor/es: PRITCHARD, JAMES R., MARSHALL, MARY K., HATTER, BRIAN R., LAROCHE, WAYNE D.
UN PANEL DE ABSORCION DE LA ENERGIA INTERIOR PARA EL COMPARTIMENTO DE PASAJEROS DE UN VEHICULO DE MOTOR TIENE UNA PROTECCION TERMOPLASTICA, UN RETEN TERMOPLASTICO, UN CONDUCTO DE AIRE TERMOPLASTICO, Y UN NUCLEO DE ESPUMA DE POLIURETANO RIGIDO PARA ABSORBER LA ENERGIA, QUE SE HA MOLDEADO POR INYECCION DE REACCION ALREDEDOR DEL CONDUCTO DE AIRE Y A LA PROTECCION Y AL RETEN SIN REQUERIR UN ADHESIVO ADICIONAL. CUANDO LA PROTECCION ES DE TIPO SUAVE, SE MOLDEA UNA ESPUMA DE POLIURETANO SEMI-RIGIDO POR INYECCION DE REACCION ENTRE LA PROTECCION Y EL NUCLEO DE ESPUMA PARA ABSORBER ENERGIA, PARA IMPARTIR UNA SENSACION DE SUAVIDAD A LA PROTECCION Y PROTEGER EL NUCLEO DE ESPUMA PARA ABSORBER ENERGIA FRENTE A LAS MELLAS DURANTE SU USO NORMAL.
PROCEDIMIENTO PARA LA ELABORACION DE PARTES MOLDEADAS DE MATERIAL ESPONJOSO CON CAPAS DE DENSIDAD DIFERENTE.
(16/07/1998). Solicitante/s: BASF AKTIENGESELLSCHAFT. Inventor/es: TATZEL, HERMANN, DOMAS, FRIEDRICH, LAMBERT, JURGEN.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE PARTES MOLDEADAS DE MATERIAL ESPONJOSO CON CAPAS DE DENSIDAD DIFERENTES A BASE DE PARTICULAS DE MATERIAL ESPONJOSOPOLIOLEFINA , EN DONDE SE UTILIZA UNA HERRAMIENTA DE MOLDEADO CON UNA PARED DE MOLDE DESPLAZABLE. PRIMERO SE LLENA CON PARTICULAS A DE MATERIAL ESPONJOSO Y POR MEDIO DE INDUCCION DE VAPOR O DE AIRE CALIENTE SE SUELDAN UNAS CON OTRAS, SE DESPLAZA LA PARED DE MOLDEO MOVIL Y EL ESPACIO HUECO GENERADO SE RELLENA CON PARTICULAS B DE MATERIAL ESPONJOSO CON UNA DENSIDAD DIFERENTE A LAS PARTICULAS A Y SE SUELDAN MEDIANTE LA INDUCCION DE VAPOR O DE AIRE CALIENTE UNAS CON OTRAS, SE ENFRIAN LAS PARTES MOLDEADAS GENERADAS Y SE EXTRAEN A PARTIR DE LA HERRAMIENTA DE MOLDEO.
PROCEDIMIENTO PARA LA PREPARACION DE CUERPOS MOLDEADOS CON PIEL DE POLIURETANO INTEGRADA Y CUERPOS MOLDEADOS ASI OBTENIDOS.
(16/01/1996). Solicitante/s: ENICHEM S.P.A.. Inventor/es: TORRE, FRANCESCO, BIANCHIN, EUGENIO, ANDREOLA, PIERO.
SE DESCRIBE UN PROCESO PARA LA FABRICACION DE CUERPOS FORMADOS CON UNA PELICULA DE POLIURETANO INTEGRADA, QUE COMPRENDE LOS PASOS SIGUIENTES: (A) CARGAR UN MOLDE CERRADO IDONEO PARA MOLDEO ROTACIONAL CON UN PRIMER SISTEMA DE POLIURETANO REACTIVO PREMEZCLADO; (B) HACER GIRAR EL MOLDE, DE ACUERDO CON LA TECNOLOGIA DE MOLDE GIRATORIO, POR UN PERIODO DE TIEMPO SUFICIENTE PARA FORMAR UNA CAPA DELGADA DE MATERIAL PARCIALMENTE POLIMERIZADO EN LA SUPERFICIE INTERNA DE DICHO MOLDE; Y (C) PARAR LA ROTACION Y CARGAR EL MOLDE CON UN MATERIAL REACTIVO QUE LLENA LA CAVIDAD INTERNA DEL MOLDE.
PROCEDIMIENTO CONTINUO Y PLANTA PARA LA FABRICACION DE PRODUCTOS DE ESPUMA QUE COMPRENDEN CAVIDADES, TALES COMO COLCHONES, ALMOHADAS Y SIMILARES.
(16/08/1995). Solicitante/s: SAPSA BEDDING S.P.A.. Inventor/es: CAROTTI, LUCIANO.
PROCESO Y PLANTA PARA PRODUCIR DE MANERA CONTINUADA PRODUCTOS DE ESPUMA DE LATEX QUE COMPRENDE ENCASTRES COMO COJINETES Y SIMILARE. UNA PLURALIDAD DE ENCASTRES O CELDILLAS SON MOLDEADAS SOBRE LA CAPA REPOSADA DE LATEX Y MOVIDOS HACIA ADELANTE, DICHO ENCASTRE COMPRENDE UNA BASE ABIERTA SOBRE LA SUPERFICIE REPOSADA QUE ES SUBSIGUIENTEMENTE UNIDA TRANSVERSALMENTE POR LA INTRODUCCION DE VAPOR BAJO PRESION DENTRO DE LA CAVIDAD FORMADA DURANTE LA FASE DE MOLDEO A TRAVES DE LA BASE DE LA CELDILLA. LA PLANTA COMPRENDE UN ELEMENTO CONDUCTOR EN EL CUAL UNA PLURALIDAD DE PLATOS SITUADOS CARA A CARA SON PROVISTOS DE PROTUBERANCIAS QUE CORRESPONDEN A LAS CFELDILLAS PARA SER FORMADAS EN LA CAPA DE LATEX. LAS PROTUBERANCIAS SON ABIERTAS A LA BASE PARA INTRODUCIR EL VAPOR EN EL ESPACIO INTERIOR.
PROCEDIMIENTO Y DISPOSITIVOS PARA LA OBTENCION DE PRODUCTOS CELULARES DE RESINA TERMOPLASTICA.
(16/03/1969). Ver ilustración. Solicitante/s: COMPAGNIE DE SAINT-GOBAIN.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}