CIP-2021 : B29C 65/66 : por eliminación de tensiones internas, p. ej. contracción de una de las partes a unir.
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/66[1] › por eliminación de tensiones internas, p. ej. contracción de una de las partes a unir.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/66 · por eliminación de tensiones internas, p. ej. contracción de una de las partes a unir.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la fabricación de un elemento constructivo híbrido compuesto por al menos un componente metálico y al menos un componente polimérico y elemento constructivo híbrido.
(25/04/2018) Procedimiento para la fabricación de un elemento constructivo híbrido compuesto por al menos un componente metálico (1; 1', 1") y al menos un componente polimérico, preferentemente reforzado con fibras , en el que el componente metálico (1; 1', 1") y el componente polimérico se unen entre sí con arrastre de materia bajo la acción de calor, caracterizado por que el componente metálico (1; 1', 1") es tubular o está configurado como perfil en C y presenta una cavidad para el alojamiento de una sección del componente polimérico , y el componente metálico (1; 1', 1") y/o el componente polimérico se seleccionan…
Aparato que contiene múltiples zonas de calentamiento por infrarrojos usadas secuencialmente para artículos tubulares.
(29/06/2016). Solicitante/s: SHAWCOR LTD.. Inventor/es: TAILOR,DILIP KUMAR, BRANDON,MARK PHILLIP, TACOMA,EMERSON JOHN.
Aparato para calentar un artículo seleccionado de: un artículo tubular alargado ; y un manguito termorretráctil aplicado alrededor de un artículo tubular alargado ; que comprende un elemento de bastidor adaptado para disponerlo alrededor de dicho artículo, teniendo dicho elemento de bastidor un dispositivo calentador adaptado para calentar el artículo y dispuesto sobre o cerca de una superficie interna de dicho elemento de bastidor , y un controlador para hacer funcionar el dispositivo calentador ; teniendo dicho dispositivo calentador dos o más zonas de calentamiento, y comprende un elemento de calentamiento por infrarrojos,
caracterizado por que
el elemento de calentamiento por infrarrojos es en forma de una lámina estampada fina o banda laminar , proporcionando dicho elemento de calentamiento energía de infrarrojos radiante a una longitud de onda de entre 2,5 y 6 μm.
PDF original: ES-2586182_T3.pdf
Método para fabricar una pieza de trabajo compuesta para un dispositivo de distribución de medicamentos.
(11/11/2015) Un método para fabricar una pieza de trabajo compuesta para un dispositivo de entrega de medicamentos que comprende las operaciones de:
A) proveer una primera parte de pieza de trabajo y una segunda parte de pieza de trabajo,
B) disponer ambas partes de pieza de trabajo una con respecto a otra de tal modo que ambas partes de pieza de trabajo están en contacto mecánico una con otra en un área de contacto, en que la primera parte de pieza de trabajo y la segunda parte de pieza de trabajo son mantenidas en contacto mecánico una con otra por una fuerza elástica que es ejercida por una de las partes de pieza de trabajo sobre la otra de las partes de pieza de trabajo debido a una deformación elástica,
C) irradiar una superficie de la primera parte de pieza de trabajo…
Procedimiento de formación de un anillo de sujeción.
(04/09/2013) Procedimiento de formación de un anillo de sujeción, comprendiendo el procedimiento:
la extrusión de un tubo a partir de un material plástico que presenta propiedades de memoria,y
el corte del tubo extruido para formar una pieza tubular,
el calentamiento de la pieza tubular y
el plegado del extremo (6b) de la pieza tubular, de tal manera que el extremo (6b) plegado de la pieza tubular forma un borde de tope mediante el ensanchamiento del cuerpo principal (6a) de la pieza tubular e impidiendo que el extremo (6b) de la pieza tubular se ensanche.
Elemento de asiento moldeado a partir de material de poliolefina expandible y reticulable.
(03/09/2013) Método de fabricación de un elemento de asiento que comprende las fases siguientes:
- inyección en un molde de un material de poliolefina expandible y reticulable,
- reticulación y expansión de dicho material de poliolefina en el interior del molde, obteniendo de tal manera uncuerpo que tiene la forma del molde,
- liberación espontánea del cuerpo del molde debido a la expansión,
- prosecución de la expansión del cuerpo fuera del molde hasta que se completa la expansión, y- acoplamiento de dicho cuerpo con una plantilla fabricada de material rígido, cuando el cuerpo ha completado la expansión y antes de que el material del cuerpo se contraiga durante el enfriamiento, y
- enfriamiento…
PROCESO PARA EL ENSAMBLAJE AUTOMATICO Y CENTRADO DE PIEZAS MOLDEADAS A ACOPLAR.
(16/10/2004) Proceso para el ensamblaje automático, centrado y estanco en una única etapa de piezas moldeadas o semicarcasas realizadas a partir de material plástico para producir cajas acústicas estancas para vehículos de motor provistas de espacios de acceso abiertos para el paso de conexiones o circuitos , comprendiendo dicho proceso: a) formación por medio de un proceso de moldeo en caliente de dichas piezas moldeadas o semicarcasas provistas de medios integrales embebidos de alineación y acoplamiento y de nervios complementarios y alineados , y b) la alineación y el acoplamiento mutuo de dichas piezas moldeadas o semicarcasas …
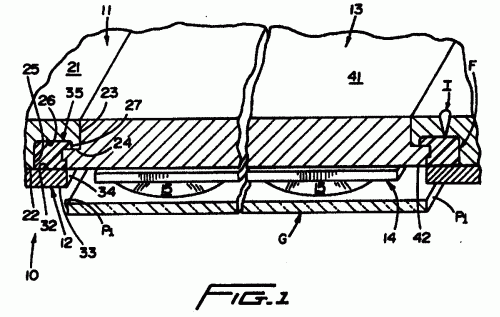
UN METODO DE FABRICACION DE UN CONJUNTO EN CAPSULADO PERIFERICAMENTE.
(16/10/2003). Ver ilustración. Solicitante/s: GEMTRON CORPORATION. Inventor/es: REAMES, GARY, HERRMANN, BOB, DALEY, HOWARD, BIENICK, CRAIG, BIRD, KEVIN, KAPER, LLOYD, WOLTERS, GREG.
SE FABRICA UN CONJUNTO ENCERRADO PERIFERICAMENTE DE MANERA HERMETICA, MOLDEANDO UN CIERRE HERMETICO PERIFERICO (F) DE CONTORNO Y TAMAÑO PERIFERICOS INTERNOS PREDETERMINADOS, A PARTIR DE MATERIAL POLIMERICO CALIENTE EN UN MOLDE . EL MOLDE ESTA ABIERTO, Y SE COLOCA UN ELEMENTO (G) EN RELACION INTERNA CON EL CIERRE HERMETICO PERIFERICO MOLDEADO EN CALIENTE (F). DESPUES DE ESO, EL CIERRE HERMETICO PERIFERICO MOLDEADO EN CALIENTE ENCOJE, MIENTRAS SE ENFRIA PARA REDUCIR SU TAMAÑO PERIFERICO INTERNO, UNIFICANDO ASI EL CIERRE HERMETICO PERIFERICO (F) CON UN TRAMO PERIFERICO DE BORDE DEL ELEMENTO (G), PARA CONFORMAR UN CONJUNTO ENCERRADO PERIFERICAMENTE DE MANERA HERMETICA, COMO UNA PLACA TERMICA, UNA PUERTA DE ALINEACION, UN PANEL DE CONTROL "AL TACTO", O SIMILARES.
UNION DE TUBOS DE PLASTICO.
(16/06/2002) Un procedimiento para unir un primer tubo de plástico formado por un primer material plástico, en el que: el primer tubo de plástico, al menos en un primer extremo del mismo, es dilatable térmicamente, un elemento calefactor ferromagnético se instala en torno al primer extremo del tubo dilatable térmicamente, el primer extremo del tubo dilatable térmicamente se calienta para dilatar dicho extremo del tubo y situarlo en contacto con el elemento calefactor ferromagnético , y el primer extremo del tubo y el elemento calefactor ferromagnético se sitúan en una relación de unión con un segundo extremo, manga o accesorio de un tubo formado por un segundo material de plástico al que se funde al ser activado el elemento calefactor ferromagnético mediante calentamiento por inducción, teniendo…
MANGUITO DE FUNDA TRENZADA DESTINADO PARA SER ENSARTADO POR LO MENOS SOBRE UN ELEMENTO LARGO A PROTEGER, Y EL PROCEDIMIENTO DE FABRICACION DE DICHO MANGUITO.
(16/08/2000). Solicitante/s: GREMCO S.A. Inventor/es: LANCIEN, JEAN-CLAUDE, GUILLEMIN, CHRISTIAN.
LA INVENCION SE REFIERE A UN MANGUITO DE VAINA TRENZADA QUE PRESENTA AL MENOS UN EXTREMO EXPANDIDO CUYO DIAMETRO ES SUPERIOR AL DIAMETRO NOMINAL DE LA VAINA, EL EXTREMO EXPANDIDO INCLUYE UNA CIERTA CANTIDAD DE ADHESIVO ENTRE LOS FILAMENTOS CONSTITUTIVOS, Y ESTA RODEADO, AL MENOS HASTA SU BORDE LIBRE POR UN ANILLO DE MATERIAL PLASTICO TERMORRETRACTIL. EL ANILLO ESTA PARCIALMENTE RETRAIDO DE MANERA QUE PUEDA SER A CONTINUACION TERMORRETRAIDO, UNA VEZ EL MANGUITO COLOCADO, PARA APRETAR EL EXTREMO EXPANDIDO Y FIJAR EN POSICION DICHO MANGUITO.
PROCEDIMIENTO PARA LA OBTENCION DE UN EMPALME DE TUBOS, Y HERRAMIENTAADECUADA PARA SER UTILIZADA EN LA REALIZACION DEL PROCEDIMIENTO.
(16/12/1998) SE PRESENTA UN METODO PARA ESTABLECER UNA CONEXION ENTRE UN EXTREMO Y UN TUBO HECHO DE MATERIAL PLASTICO QUE TENGA PROPIEDADES DE MEMORIA Y UN MANGUITO DE CONEXION PROVISTO DE UN REBORDE DE UNA PIEZA DE CONEXION DE TUBOS , EL METODO COMPRENDE LA EXPANSION DEL EXTREMO DEL TUBO HASTA UN DIAMETRO INTERNO QUE EXCEDA EL DIAMETRO EXTERIOR DEL REBORDE, Y LA INSERCION DEL MANGUITO DE CONEXION PROVISTO DEL REBORDE EN EL INTERIOR DEL EXTREMO DEL TUBO EXPANDIDO. PARA ESTE EXTREMO SE UTILIZA UNA HERRAMIENTA EXPANSORA QUE COMPRENDE UN NUMERO DE MORDAZAS EXPANSORAS MOVILES QUE TIENEN UNA FORMA ESENCIALMENTE CIRCULAR, ARQUEADA EN SU SECCION DE CORTE Y QUE INCLUYEN SUPERFICIES EXTERIORES DE MORDAZA QUE ESTAN DELIMITADAS POR BORDES DE MORDAZA MUTUAMENTE OPUESTOS Y HUECOS, POR EJEMPLO RANURAS , EN LA REGION DE LOS BORDES DE LA MORDAZA…
ACOPLADOR DE POLIOLEFINA PARA EMPALMAR TUBOS DE POLIOLEFINA.
(16/05/1997). Solicitante/s: BG PLC. Inventor/es: STAFFORD, TREVOR GEORGE, EWING, LINDSAY.
UN ACOPLADOR 10 QUE CONSISTE EN UN TROZO DE UN TUBO DE POLIETILENO ENTRECRUZADO QUE TIENE UNA RANURA ESPIRAL 16 CORTADA EN SU SUPERFICIE EXTERIOR Y OTRA RANURA ESPIRAL CORTADA EN SU SUPERFICIE INTERIOR. EN LA RANURA HAY ENROLLADO UN ELEMENTO CALEFACTOR 18. EL ACOPLADOR SE EXPANDE MECANICAMENTE PARA ASI PODER ENCAJAR FACILMENTE EN LOS EXTREMOS DE LOS TUBOS DE POLIETILENO 12, 14. AL ELEMENTO CALEFACTOR SE LE APLICA ENERGIA Y EL ACOPLADOR SE CONTRAE Y FORMA EMPALMES SOLDADOS POR FUSION ENTRE EL Y LOS TUBOS. NO HAY QUE PREPARAR LOS EXTREMOS DE LOS TUBOS PUESTO QUE LA SUPERFICIE INTERIOR ESTRIADA CORTA A TRAVES EL REVESTIMIENTO OXIDADO Y SE UNE AL MATERIAL QUE HAY DEBAJO DEL REVESTIMIENTO. EL ACOPLADOR ES ESPECIALMENTE VENTAJOSO PARA GRANDES DIMENSIONES DE 500 MM O SUPERIORES. EN LUGAR DE UN CALEFACTOR ELECTRICO, SE UTILIZA ENERGIA RADIANTE, EJ. INFRARROJOS O LUZ PARA CALENTAR EL ACOPLADOR. POR EJEMPLO, SE PUEDE UTILIZAR UNA RED DE LAMPARAS REFLECTORAS COLOCADAS CIRCUNFERENCIALMENTE ALREDEDOR DEL ACOPLADOR.
METODO PARA FORMAR UN EMPALME SOLDADO ENTRE MIEMBROS POLIOLEFINICOS.
(16/05/1997). Solicitante/s: BG PLC. Inventor/es: SMART, ANDREW, STAFFORD, TREVOR GEORGE.
UN TUBO DE POLIETILENO 10 SE EMPALMA MEDIANTE UN EMPALME SOLDADO A UN ACOPLADOR DE POLIETILENO ENTRECRUZADO 14 QUE SE HA EXPANDIDO PARA PODER RECUPERAR EL CALOR DEL ACOPLADOR. UNA ENERGIA RADIANTE (EJ. LUZ EN EL ESPECTRO VISIBLE O UNA LUZ INFRARROJA) SUMINISTRADA POR UNA RED DE LAMPARAS REFLECTORAS DE 150W 20 ILUMINA LA SUPERFICIE EXTERIOR DEL ACOPLADOR 14. EL ACOPLADOR 14 SE CONTRAE LO QUE HACE QUE SE ENGANCHE AL TUBO 10 Y AL TUBO 12 PARA EMPALMAR LOS TUBOS. SE FORMA UN EMPALME SOLDADO POR FUSION ENTRE EL ACOPLADOR 14 Y CADA UNO DE LOS TUBOS 10, 12. UNA ALTERNATIVA ES EMPUJAR HACIA ABAJO UN TUBO E INSERTARLO EN UNA APERTURA A TRAVES DE LA PARED DE OTRO TUBO. SE INTRODUCE UNA LAMPARA EN EL TUBO QUE SE HA EMPUJADO HACIA ABAJO Y LA ENERGIA RADIANTE HACE QUE EL TUBO SE EXPANDA LO QUE HACE QUE QUEDE ENGANCHADO AL BORDE DE LA APERTURA Y QUE QUEDE EMPALMADO A ELLA MEDIANTE UN EMPALME SOLDADO.
PROCEDIMIENTO Y DISPOSITIVO PARA ENCAMISAL POR TRAMOS DE OBJETOS, CON MATERIAL SINTETICO.
(16/01/1994) LA INVENCION EN CUANTO A UN PROCEDIMIENTO PARA ENCAMISAR POR TRAMOS A OBJETOS CON MATERIAL SINTETICO, QUE SE MARCA A TRAVES DE UN TUBO FLEXIBLE FABRICADO DE UN MATERIAL SINTETICO ENCOGIBLE Y RETICULADO, SE EXTIENDE AXIAL O RADIALMENTE BAJO LA ACCION DEL CALOR. A CONTINUACION SE SEPARA AXIALMENTE ESTE TUBO FLEXIBLE PARA LA FORMACION DE UNA BANDA ENCOGIBLE. UNA LONGITUD PRECALCULADA DE ESTA BANDA SE PONE ALREDEDOR DE UN TRAMO PRECALCULADO DE UN OBJETO Y SE MANTIENE EL MISMO EN LA POSICION ENVUELTA. A TRAVES DE LA ALIMENTACION DEL CALOR SE ENCOGE LA BANDA ENCOGIBLE PUESTA ALREDEDOR DEL OBJETO ESTRECHO ALREDEDOR DEL OBJETO PARA ENCAMISAR Y LOS TRAMOS DE FINAL SON LLEVADOS A LA INSTALACION UNO A OTRO DE LA BANDA ENCOGIDA SE UNIA BAJO EL EFECTO DE PRESION Y CALOR UNO CON OTRO. ADEMAS EL INVENTO ABARCA UN DISPOSITIVO PARA ENCAMISAR TRAMOS…
{kind=link}