CIP-2021 : B29C 44/34 : Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/34[1] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/34 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
CIP2021: Invenciones publicadas en esta sección.
Membrana espumada, particularmente para el uso en un pulmón artificial, así como procedimiento de producción de la misma.
(01/02/2013) Dispositivo de membrana de intercambio de gases para una aplicación médica, particularmente para el uso en unpulmón artificial, que comprende una membrana de intercambio de gases con una estructura de material deporos cerrados espumado, estando diseñada la membrana de intercambio de gases de tal manera que esposible una separación entre un lado de gas y un lado de sangre de la membrana de intercambio de gases ,de tal manera que se puede realizar un intercambio de gases a través de la membrana de intercambio de gases y queda impedido un intercambio de medio líquido y/o sólido, particularmente sangre, plasma sanguíneo y/ocontaminaciones, a través de la membrana de intercambio de gases , estando configurado el materialespumado en forma de un haz de tubos flexibles , estando fijados entre…
Gránulos expansibles poliméricos de copolímeros de acrilonitrilo.
(15/08/2012) Gránulo termoplástico polimérico expandible que contiene 5 a 100 % en peso de un componente (A) que contiene a1) 5 a 100 % en peso (respecto de (A)) de un copolímero de α-metilestireno/acrilonitrilo y/o un terpolímero de α-metilestireno/estireno/acrilonitrilo y
a2) 0 a 95 % en peso (respecto de A) de un copolímero de estireno/acrilonitrilo;
0 a 95 % en peso de poliestireno (B) y
0 a 95 % en peso de un polímero termoplástico (C) diferente de (A) y (B),
el cual puede obtenerse mediante un método que comprende los pasos
a) Polimerización de monómeros de α-metilestireno, estireno y/o acrilonitrilo en copolímeros de α-metilestireno (A) así como opcionalmente polimerización de estireno en poliestireno (B), generando un polímero fundido,
b) desgasificación…
Espuma estructural a base de epóxido con poliuretanos termoplásticos.
(15/08/2012). Solicitante/s: HENKEL AG & CO. KGAA. Inventor/es: WUCHERPFENNIG, SVEN, LAMMERSCHOP, OLAF, PADURSCHEL, PETRA, ENGELS, THOMAS, BARRIAU,EMILIE, MARCOLINI,MARIO, RENKEL,MARTIN.
Masa térmicamente expandible y endurecible que contiene
a) Al menos un prepolímero epoxídico b) Al menos un endurecedor activable por el calor para el prepolímero epoxídico
c) Al menos un medio aglutinante
d) Al menos un poliuretano termoplástico, no reactivo, que se elige entre los poliuretanos que tienen unacadena de poliéster.
PDF original: ES-2392929_T3.pdf
Agentes extensores de cadena y materiales espumados celulares termoplásticos obtenidos mediante un procedimiento de extrusión reactiva y con ayuda de tales agentes.
(15/08/2012). Solicitante/s: ARMACELL ENTERPRISE GMBH. Inventor/es: Li,Jie, Gräter,Horst.
Concentrado útil como agente extensor/ramificador de cadena que comprende un material vehículotermoplástico, un anhídrido, un antioxidante fenólico estéricamente impedido y una oxazolina.
PDF original: ES-2393223_T3.pdf
Materiales resistentes al fuego.
(26/04/2012) Composición para la obtención de un material resistente al fuego, que comprende un pluralidad de glóbulos expandibles fabricados en un material polimérico, comprendiendo dicho material polimérico poliestireno, estando dichos glóbulos revestidos con un grafito exfoliable, caracterizada porque el grafito exfoliable se adhiere a los glóbulos mediante una resina con un parámetro de solubilidad de hasta esencialmente 1, 02 MPa½ (0, 5 (cal cm-3) ½) del parámetro de solubilidad del material polimérico, comprendiendo la resina una emulsión que contiene uno o más de una serie de materiales que incluyen un homopolímero de estireno, un copolímero de cloruro de vinilo, o siloxano de metilfenilo.
Objeto de polímero espumado multicapa.
(25/04/2012) Un artículo manufacturado de polímero espumado multicapa, que comprende: una lámina de material termoplástico multicapa no laminado, la lámina de material termoplástico multicapa tiene una primera y una segunda capas exteriores discretas (1, 1') que forman sándwich con una pluralidad de capas interiores discretas espumadas, en la cual las dos capas exteriores (1, 1') y la pluralidad de capas interiores espumadas discretas están integradas entre sí, en la cual la pluralidad de capas interiores espumadas discretas incluye dos segundas capas interiores espumadas (2, 2') sustancialmente idénticas colocadas inmediatamente adyacentes a las dos capas externas de piel y una tercera capa interior espumada colocada inmediatamente…
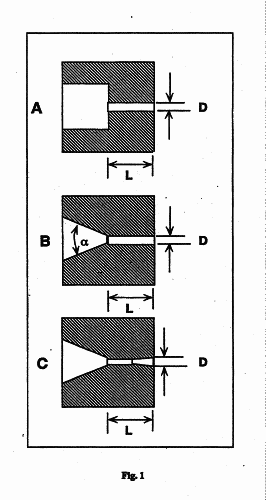
PROCEDIMIENTO PARA LA PRODUCCION CONTINUA DE PERFILES MACIZOS, HUECOS O ABIERTOS.
(01/05/2007) Procedimiento de fabricación de perfiles macizos, huecos o abiertos, en particular los que presentan unas aristas vivas, a base de poliestireno que comprende las etapas siguientes: ? Dosificación de polímeros que comprenden poliestireno y opcionalmente otros aditivos adyuvantes. ? Plastificación de los componentes en una extrusora a fin de obtener una mezcla homogénea. ? Inyección de un gas a presión a través de una puerta de inyección, ? Malaxado y puesta a presión de dicha mezcla homogénea y del gas hasta una disolución completa del gas para obtener una mezcla en una sola fase, ? Enfriado progresivo de dicha mezcla en una sola fase a fin de mantener la presión necesaria para la solidificación del gas hasta una temperatura superior a 135?C. ? Paso de dicha mezcla en una sola fase de mezcla a una herramienta…
INSTALACION PARA LA FABRICACION DE ESPUMA DE POLIURETANO.
(01/05/2007) Instalación para la fabricación de espuma de poliuretano. Está constituida a partir de un mecanismo de premezcla , para la mezcla homogénea del poliol y sus aditivos y un dosificador de isocianato, productos que confluyen hacia un depósito que desemboca en una cámara de mezclado dotada de una válvula a través de la que la mezcla se suministra dosificadamente a una plataforma de espumación , situada previamente en una cámara de espumación a través de guías o carriles , de capacidad apropiada, dotada de puertas de cierre hermético, accionadas por cilindros hidráulicos de apertura y cierre y pistones hidráulicos que permiten su desplazamiento horizontal y asistidas por contrapesos…
DISPOSITIVO PARA LA GRANULACION EN CALIENTE DE POLIMEROS TERMOPLASTICOS.
(16/04/2007) Dispositivo para la granulación en caliente de polímeros termoplásticos, opcionalmente expandibles, que está esencialmente constituido por: a) una boquilla extrusora constituida por un cuerpo cilíndrico , que contiene en la superficie externa una pluralidad de placas pequeñas provistas cada una de una pluralidad de orificios de extrusión y una pluralidad de conductos de alimentación del polímero fundido, estando alineados dichos conductos con un material que presenta una conductividad térmica elevada y dispuestos dentro de un cuerpo cilíndrico en correspondencia con y conectado a las placas pequeñas perforadas; b) una cámara de corte que comprende un conjunto de boquillas de atomización que crean un chorro de gotas de un líquido de regulación del termostato utilizado…
PROCEDIMIENTO Y APARATO PARA LA PRODUCCION CONTINUA DE MATERIAL PLASTICO EXPANDIDO PARA LA CONFORMACION DE PANELES.
(16/03/2007) Procedimiento para la producción continua de material plástico expandido para la conformación de paneles, que consiste, durante la etapa de vertido, en introducir por lo menos un componente de reacción y una mezcla de los componentes restantes a alta presión en un canal de vertido de un cabezal mezclador por medio de dos conjuntos de inyección , comprendiendo dicha mezcla de los componentes restantes poliol mezclado con agentes sopladores y catalizadores, proporcionándose dicha mezcla corriente abajo de la bomba de alta presión separada espacialmente del cabezal mezclador , y durante la etapa sostenida de vertido dicho poliol mezclado con agentes sopladores y catalizadores se disponen individualmente en una etapa de recirculación, durante la etapa de recirculación se alimenta el poliol mediante una primera derivación de descarga que es distinta…
METODO DE MOLDEO DE UN CIERRE PARA BOTELLAS DE VINO.
(01/12/2006) Método para moldeo en caliente de un cierre para botellas de vino, incluyendo el método las siguientes etapas: (a) proporcionar una fuente de fluido supercrítico a una temperatura y una presión mayores que la temperatura y la presión críticas de ese fluido supercrítico; (b) pre-calentar el material polímero hasta una temperatura por encima de la temperatura crítica del fluido supercrítico; (c) saturar el material polímero que fue pre-calentado en la etapa (b), con el fluido supercrítico, manteniendo el interior de la cámara de saturación a una temperatura y una presión mayores que la temperatura y la presión críticas del fluido supercrítico; (d) inyectar dicho material polímero pre-calentado con el fluido supercrítico en…
PROCEDIMIENTO Y EQUIPO PARA LA PRODUCCION DE GRANULOS DE POLIMEROS TERMOPLASTICOS EXPANDIBLES.
(01/11/2006) Dispositivo para la granulación en caliente de polímeros termoplásticos, opcionalmente expandibles, que comprende: a)un extrusor monohusillo o multihusillo ; b)una boquilla , dispuesta en el cabezal del extrusor, constituida por un cuerpo cilíndrico que contiene sobre la superficie exterior una serie de placas pequeñas , provistas de una serie de orificios de extrusión, y una serie de conductos de alimentación del polímero fundido , dispuestos en el interior del cuerpo cilíndrico en correspondencia y conectados con las placas pequeñas perforadas , revestidas con un material de elevada conductividad térmica ; c)una cámara de corte que comprende un conjunto de toberas pulverizadoras que crean un chorro de gotas de un líquido regulador de termostato utilizado para el enfriamiento y la retirada de los gránulos cortados,…
PROCEDIMIENTO PARA LA OBTENCION DE POLIESTIRENO EXPANDIBLE.
(01/11/2006). Ver ilustración. Solicitante/s: BASF AKTIENGESELLSCHAFT. Inventor/es: ALLMENDINGER, MARKUS, DIETZEN, FRANZ-JOSEF, EHRMANN, GERD, SCHMIED, BERNHARD, LAUN, MARTIN, HAHN, KLAUS, RUCH, JOACHIM, HOLOCH, JAN, DATKO, ACHIM.
Procedimiento para la obtención de polímeros de estireno expandibles con un peso molecular Mw de más de 170.000 g/mol, caracterizado porque se transporta y a continuación se granula una fusión de polímero de estireno que contiene agente propulsor con una temperatura en el intervalo de 140 a 300ºC a través de una placa de toberas con perforaciones, cuyos diámetros a la salida de la tobera ascienden como máximo a 1, 5 mm.
PROCEDIMIENTO PARA PRODUCIR ESPUMAS DE POLIOLEFINA ESPUMADA FISICAMENTE Y ESPUMAS DE AISLAMIENTO PREPARADAS CON ELLAS.
(16/06/2006) Un procedimiento para producir una espuma de poliolefina que tiene una resistencia a temperaturas más altas y que comprende polipropileno y/o polietileno y opcionalmente una o más de otras poliolefinas y/o uno o más aditivos de espuma de plástico que comprende las etapas de a) mezclar y reblandecer una poliolefina que tiene un intervalo de masa fundida según se mide por medio de calorimetría diferencial de barrido a una velocidad de calentamiento de 10ºC/min, dentro del intervalo de 95 a 170ºC o una mezcla de una o más de tales poliolefinas y opcionalmente otras poliolefinas y/o aditivos, para formar una mezcla homogénea que consiste en una única fase y que tiene una temperatura de masa fundida según se mide por medio de calorimetría diferencial…
HUSILLO DE EXTRUSION DE ESPUMA TERMOPLASTICA QUE MEJORA LA HOMOGENEIZACION.
(01/09/2005) Un husillo de extrusión de potenciación de la homogenización adaptado para estar dispuesto dentro de un cuerpo cilíndrico de extrusión de un conjunto de extrusión termoplástica, comprendiendo el mencionado husillo : un árbol alargado, dispuesto el mencionado árbol alargado en el cuerpo cilíndrico de extrusión; al menos un tramo de husillo que se extiende desde el mencionado árbol alargado; incluyendo el mencionado tramo de husillo una superficie de ataque, una superficie de salida y un borde perimetral; estando estructurado y dispuesto el mencionado tramo de husillo de tal forma que el borde perimetral del mencionado tramo de husillo esté dispuesto en una relación sustancialmente muy próxima respecto de una superficie interior del cuerpo cilíndrico de extrusión. y una mezcla de extrusión contenida en el cuerpo cilíndrico de extrusión…
PRODUCCION SEMICONTINUA DE ESPUMAS POLIMERAS EN ESTADO SOLIDO.
(16/07/2005). Solicitante/s: UNIVERSITY OF WASHINGTON. Inventor/es: KUMAR, VIPIN, SCHIRMER, HENRY, G., HOLL, MARK, ROLAND.
LA INVENCION SE REFIERE A UN METODO PARA LA PRODUCCION SEMICONTINUA DE ARTICULOS DE ESPUMA MICROCELULAR. EN UNA REALIZACION PREFERIDA, UN ROLLO DE LAMINA POLIMERICA ESTA PROVISTO DE UN MEDIO DE CANALIZACION DE GAS INTERCALADO ENTRE LAS CAPAS DE POLIMERO. EL ROLLO SE EXPONE A UN GAS NO REACTIVO A PRESION ELEVADA DURANTE UN PERIODO DE TIEMPO SUFICIENTE PARA CONSEGUIR UNA CONCENTRACION DESEADA DE GAS DENTRO DEL POLIMERO. LA LAMINA POLIMERICA SATURADA SE SEPARA DESPUES DEL MEDIO DE CANALIZACION DE GAS Y SE INICIAN LA NUCLEACION Y EL CRECIMIENTO DE LAS BURBUJAS POR CALENTAMIENTO DE LA LAMINA POLIMERICA. TRAS LA ESPUMACION, SE DETIENEN LA NUCLEACION Y EL CRECIMIENTO DE LAS BURBUJAS ENFRIANDO LA LAMINA POLIMERICA ESPUMADA.
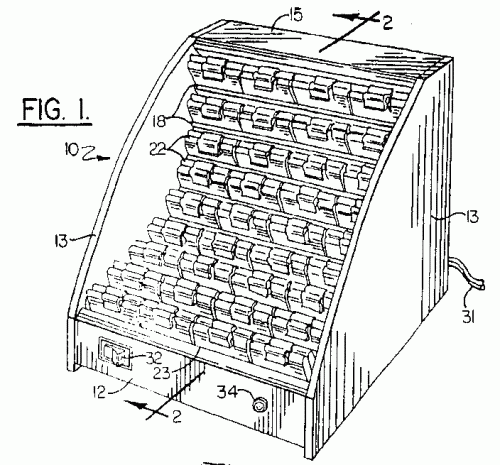
CALENTADOR CONDUCTIVO PARA BOLSA DE EMBALAR CON ESPUMA.
(01/07/2005). Ver ilustración. Solicitante/s: SEALED AIR CORPORATION . Inventor/es: CORRIGAN, JOHN, JOSEPH, III, KANE, ERIC, ALVIN.
Un calentador de bolsas conteniendo una composición convertible en espuma, y comprendiendo: un miembro conductor del calor que tiene una serie de aletas separadas entre sí que definen compartimentos para recibir bolsas y teniendo sustancialmente características de conducción térmica uniforme en sentido longitudinal del mismo; y un elemento calefactor en relación de intercambio térmico con el miembro conductor del calor a fin de calentar el miembro conductor del calor para conducir calor a las bolsas.
METODO PARA FABRICAR UN CUERPO MOLDEADO DE ESTRUCTURA A PARTIR DE UNA MASA QUE COMPRENDE POLIMEROS NATURALES Y AGUA Y APARATO PARA FABRICAR PRODUCTOS ESPONJOSOS MEDIANTE EL METODO.
(16/06/2005) Método para fabricar cuerpos moldeados que tiene una estructura esponjosa fabricada por soplado, en el que se forma una masa que comprende una suspensión, por lo menos, de almidón, derivados del almidón o mezclas de los mismos en agua, y posteriormente se calienta de tal manera para dar lugar, por lo menos, a un reticulado de almidón, derivados del almidón o la mezcla de los mismos, en el que se lleva la masa, por lo menos, a la temperatura de cocción, de manera que se prepara la suspensión, por lo menos, parcialmente a partir de material vegetal que no se ha sometido a una etapa de secado artificial y que, calculado sobre la sustancia seca, contiene, por lo menos, 50% en peso de almidón siendo triturado, por lo menos, dicho material vegetal a partículas de un tamaño suspendible, caracterizado porque en uno y mismo molde se forma dicha…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR ARTICULOS DE FUNDICION INYECTADA FISICAMENTE ESPUMADOS.
(16/06/2005) Procedimiento para fabricar artículos de fundición inyectada físicamente espumados en una herramienta con un a cavidad , en el que en una primera etapa se introduce en la cavidad una primera porción de masa fundida exenta de agente de expansión (prellenado), en una segunda etapa se añade a la porción de masa fundida que sigue fluyendo un agente de expansión físico a presión elevada (fase de inyección de agente de expansión), y eventualmente en una tercera etapa se carga en la cavidad otra porción de masa fundida exenta de agente de expansión, efectuándose la fabricación de los artículos de fundición inyectada en la cavidad , en el que la dosificación del agente de expansión físico…
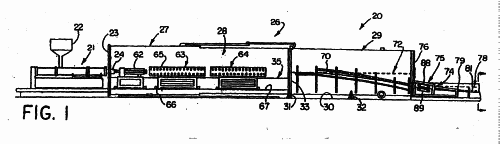
LINEA DE EXTRUSION POR VACIO.
(16/05/2005). Ver ilustración. Solicitante/s: OWENS CORNING. Inventor/es: LIGHTLE, RODGER D., SADINSKI, ROBERT L., LINCOLN, ROBERT M.
Una línea de extrusión que comprende una cámara de vacío , una balsa interior de cámara de vacío y una balsa exterior atmosférica , una capucha sumergida que se extiende desde la cámara a la balsa atmosférico y un orificio controlado en la capucha que conecta la balsa de cámara de vacío con la balsa atmosférica.
SISTEMA PARA FABRICAR ESPUMAS DE POLIMEROS QUE INCLUYEN UN ELEMENTO DE RESTRICCION DE PRESION Y METODO CORRESPONDIENTE.
(01/09/2004) Un sistema para tratar material polímero que se puede hacer funcionar para inyectar cíclicamente material polímero en un molde o para expulsar cíclicamente material polímero de una matriz, que comprende: un cilindro que tiene una dirección aguas arriba y una dirección aguas abajo; un tornillo de tratamiento de polímeros construido y dispuesto para rotar dentro del cilindro a fin de transportar material polímero en una dirección aguas abajo dentro de un espacio de tratamiento de polímeros definido por el cilindro y el tornillo; una lumbrera de agente de soplado que conecta con el espacio de tratamiento de polímeros y situada para introducir un agente…
PROCEDIMIENTO Y DISPOSITIVO PARA EL ESPUMADO MULTIPLE DE PLASTICOS EXPANSIBLES.
(16/06/2004). Ver ilustración. Solicitante/s: HIRSCH MASCHINENBAU GMBH & CO.KG. Inventor/es: STAMPFER, HANS REINER.
Procedimiento para el espumado múltiple de poliestireno expansible (EPS) para dar partículas de espuma con baja densidad a granel, realizándose en una primera etapa un espumado previo y en por lo menos otra etapa un espumado posterior del material ya espumado previamente, realizándose, como espumado posterior final , un espumado discontinuo utilizando un agente soplante residual y el espumado posterior final por introducción de vapor de agua, si se desea con adición de aire, a una presión comprendida entre 1 bar y 7 bar, en particular entre aproximadamente 1, 05 bar y 2 bar, a una temperatura comprendida entre 75ºC y 160ºC, en particular de aproximadamente 100ºC.
PARTICULAS DE POLIESTIRENO ESPUMADAS CON AGUA.
(16/06/2004). Solicitante/s: BASF AKTIENGESELLSCHAFT. Inventor/es: GLICK, GUISCARD, HAHN, KLAUS, GELLERT, ROLAND.
Procedimiento para la obtención de partículas de plástico celular de poliestireno mediante espumeo de perlas de poliestireno, que contienen agua como único propulsante, caracterizado por las siguientes etapas: a) Perlas de poliestireno, que contienen incorporado de un 5 hasta un 20 % en peso de agua, se calientan hasta temperaturas por encima de 100ºC, formándose partículas iniciados en el espumeo, b) las partículas iniciadas en el espumeo se secan a temperaturas entre 20 y 95ºC en el transcurso de 1 hasta 10 horas con aire seco, nitrógeno o CO2, c) las partículas de plástico celular secadas siguen espumándose con vapor de agua o con una mezcla de gas, que contiene al menos un 50 % en volumen de vapor de agua, a temperaturas de 100 hasta 140ºC, y d) las etapas b) y c) se repiten tantas veces, hasta que se alcanza la densidad a granel perseguida.
MATRICES BIODEGRADABLES DE POROS ABIERTOS.
(01/05/2004). Solicitante/s: THE REGENTS OF THE UNIVERSITY OF MICHIGAN. Inventor/es: MOONEY, DAVID, J., HARRIS, LEATRESE, SHEA, LONNIE.
La invención se refiere a un procedimiento directo para reparar materiales poliméricos porosos mediante una combinación de pasos de formación de espuma con gas y el lixiviado de partículas. La invención también se refiere a la preparación de materiales porosos mediante el procedimiento, particularmente estos materiales tienen una característica relacionada con la estructura porosa, y los procedimientos para empleo de estos materiales porosos, particularmente para ingeniería textil.
APARATO Y PROCEDIMIENTO PARA LA FABRICACION DE PANELES.
(16/04/2004). Solicitante/s: THERMATECH TIMBER STRUCTURES LTD. BLAGDEN CHEMICALS LIMITED. Inventor/es: WILLIAMS, KEITH.
UN METODO Y UN APARATO PARA FABRICAR PANELES DE CONSTRUCCION, QUE CONSISTEN EN: (A) DISPONER DE UN PANEL HUECO COMO MINIMO EN UN HORNO PRECALENTADO; (B) HACER CIRCULAR AIRE CALIDO EN EL HORNO PRECALENTADO PARA LOGRAR QUE UN PANEL HUECO CALENTADO TENGA UNA TEMPERATURA DETERMINADA UNIFORME DENTRO Y FUERA DEL PANEL HUECO CORRESPONDIENTE; (C) INTRODUCIR UNA CANTIDAD DOSIFICADA DE FORMULACION ESPUMABLE SIN CURAR EN EL PANEL HUECO O EN CADA UNO DE ELLOS; Y EN (D) SOMETER EL PANEL O CADA PANEL QUE CONTIENE LA FORMULACION SIN CURAR A UNA TEMPERATURA ELEVADA PARA QUE LA FORMULACION DENTRO DEL PANEL O DE CADA PANEL ECHE ESPUMA Y SE ENDUREZCA.
PRODUCTO DE ESPUMA DE PLASTICO QUE ESTA CONSTITUIDO POR PERLAS, Y SU PROCEDIMIENTO DE FABRICACION.
(16/03/2004). Solicitante/s: GEFINEX POLYMERSCHAUME GMBH. Inventor/es: BRUNING, JURGEN.
Productos de espuma de plástico que están constituidos por perlas, especialmente para automóviles, con granitos formados integralmente en la superficie, que reducen el ruido de fricción.
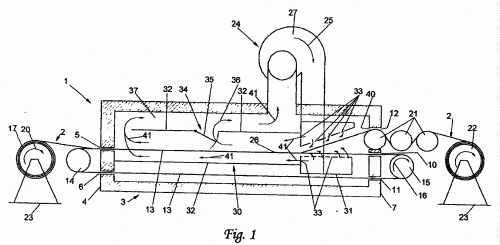
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR ESPUMAS DE POLIOLEFINA RETICULADAS.
(16/02/2004). Ver ilustración. Solicitante/s: HT TROPLAST AG. Inventor/es: BECHLENBERG, KARL, THEODOR.
Procedimiento para reticular y expandir planchas o láminas de poliolefina reticulables o para expandir planchas o láminas de poliolefina reticuladas, en el que la plancha o lámina de poliolefina, transportada esencialmente de forma continua, es sometida a la acción de aire caliente, caracterizado porque el aire caliente fluye a lo largo de la plancha o lámina de poliolefina en sentido contrario al de transporte de ésta.
PROCEDIMIENTO DE FABRICACION DE PRODUCTOS DE TIPO PAPEL ESPUMADOS REFORZADOS MEDIANTE FIBRAS.
(16/08/2003). Solicitante/s: VERTIS B.V. Inventor/es: ARENTSEN, JAN, HENDRIK, ADOLF, HUISMAN, JAN, WIETZE.
Un método para fabricar productos con una estructura espumada soplada, partiendo de una masa que comprende al menos polímeros naturales tales como almidón y fibras, en particular fibras naturales, donde la masa (M, S) se pasa dentro o a través del molde y la masa (M, S) se calienta en el molde de una manera tal para dar lugar a gelatinización y reticulación de los polímeros naturales con las fibras que se extienden a través de los productos, donde la masa (M, S) es llevada en el molde al menos a la temperatura de cocción, caracterizado porque la masa (M, S) antes de la introducción dentro del molde tiene una temperatura que está por debajo de la temperatura de gelatinización, de manera que no se ha producido substancialmente gelatinización de los polímeros naturales antes de la introducción, y la masa (M, S) es pasada bajo presión dentro o a través del molde.
PREMEZCLA Y EXPANSION DE MICROESFERAS POLIMERICAS.
(01/05/2003). Solicitante/s: BAYER CORPORATION. Inventor/es: SPITLER, KEITH G., HOLSINGER, CARL E., ARCHEY, RICK, L., VESCIO, LESLIE, J.
Un procedimiento para producir una dispersión de microesferas poliméricas en un poliol que comprende expandir de 1 a 70% en peso de perlas poliméricas en dicho poliol con un extrusor de doble eje para mezclar y expandir simultáneamente las perlas para crear una dispersión uniforme de dichas microesferas en dicho poliol de modo tal que se maximice el humedecimiento de dichas microesferas por dicho poliol.
VASOS DE PAPEL TERMOAISLANTES.
(16/03/2003) UNA TAZA DE PAPEL TERMOAISLANTE, CON AISLAMIENTO MEJORADO EN ZONAS DONDE EXISTE MATERIA IMPRESA. SE APLICA LA MATERIA IMPRESA UTILIZANDO UNA TINTA ALKIDICA O EPOXIDICA CON BASE AGUA. EN UN MODO DE REALIZACION, LA TAZA PUEDE INCLUIR UN ELEMENTO DE CUERPO CON UNA SUPERFICIE INTERIOR Y UNA SUPERFICIE EXTERIOR, Y UN ELEMENTO DE PANEL DE FONDO CON UNA SUPERFICIE SUPERIOR Y UNA SUPERFICIE INFERIOR. EL ELEMENTO DE CUERPO ESTA REVESTIDO EN SU SUPERFICIE EXTERIOR CON UNA RESINA SINTETICA ALVEOLAR, Y EN SU SUPERFICIE INTERIOR CON UNA RESINA SINTETICA NO ALVEOLAR. EL ELEMENTO DE PANEL DE FONDO ESTA OPCIONALMENTE REVESTIDO EN SU SUPERFICIE SUPERIOR CON UNA RESINA SINTETICA ALVEOLAR O NO ALVEOLAR. EL ELEMENTO DE CUERPO Y EL ELEMENTO DE PANEL DE FONDO ESTAN ORIENTADOS Y UNIDOS,…
METODOS Y APARATOS PARA EL TRANSPORTE DE RECIPIENTES A TRAVES DE UN HORNO PARA PRODUCIR CAPAS ESPUMADAS TERMOAISLANTES EN LOS MISMOS.
(16/02/2003). Ver ilustración. Solicitante/s: FORT JAMES CORPORATION. Inventor/es: BROWN, DAVID, C., BREINING, MICHAEL A., MALAKHOW, WALTER, GRISHCHENKO, GRIGORY, LIVINGSTON, ARTHUR H., GONTKOSKY, LEO W.
SE MUEVEN LOS RECIPIENTES SOBRE UNA CINTA TRANSPORTADORA A TRAVES DE UN HORNO PARA LOGRAR QUE UN MATERIAL ADECUADO SE HAGA ESPONJOSO Y SE CONVIERTA EN UNA CAPA AISLANTE DEL CALOR. LOS RECIPIENTES VAN SUJETOS EN LOS CORRESPONDIENTES SOPORTES DE LA CINTA QUE IMPIDEN QUE ENTREN EN CONTACTO MUTUO. DE FORMA PREFERENTE, LOS SOPORTES SOSTIENEN LOS RECIPIENTES SIN SUJETARLOS, PARA PERMITIR QUE SE BALANCEEN BAJO LA INFLUENCIA DE LAS CORRIENTES DE AIRE DEL HORNO Y LA VIBRACION DE LA CINTA. DE ESTA FORMA LOS SOPORTES NO ENTRAN EN CONTACTO CON NINGUN PUNTO DE SUS CORRESPONDIENTES RECIPIENTES DURANTE EL TIEMPO SUFICIENTE PARA PERMITIR QUE EXTRAIGAN EL SUFICIENTE CALOR DEL RECIPIENTE COMO PARA AFECTAR ADVERSAMENTE LA OPERACION DE CONSTITUCION DE MATERIAL ESPONJOSO. SE TRANSPORTAN LOS RECIPIENTES EN UNA SOLA FILA, A LO LARGO DE UN CAMINO SINUOSO A TRAVES DEL HORNO.
PROCEDIMIENTOS Y DISPOSITIVOS DE MOLDEO POR INYECCION DE PIEZAS MOLDEADAS DE TERMOPLASTICO.
(16/02/2003) Procedimiento de moldeo por inyección de piezas moldeadas de termoplástico, que presenta las etapas de: a) Hacer masa fundida de termoplástico mediante la rotación de un husillo de plastificación e inyección en un cilindro de extrusión ; b) mezclar la masa fundida de termoplástico con un fluido mediante la introducción del mismo en el cilindro de extrusión ; c) efectuar una mezcla íntima con la masa fundida de termoplástico mezclada con fluido mediante la realización de un movimiento de rotación del husillo de plastificación e inyección ; d) inyectar la mezcla de masa fundida de termoplástico y fluido al interior de la cavidad …
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}