CIP-2021 : B29C 37/00 : Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
CIP-2021 › B › B29 › B29C › B29C 37/00[m] › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B29C 37/02 · Desbarbado.
B29C 37/04 · · de objetos soldados, p. ej. desbarbado o en combinación con el soldado.
CIP2021: Invenciones publicadas en esta sección.
Método para fabricar una parte de guarnicionería para un automóvil.
(25/04/2012) Un método para fabricar una parte de guarnicionería que está dispuesta para ser montada, en particular, en un vehículo automóvil de manera que forme parte del interior del mismo y que comprende al menos una tapicería flexible de un material plástico que forma una superficie frontal o anterior visible de la parte de guarnicionería, al menos una pieza de inserción prefabricada , que presenta una cara trasera o posterior situada a una cierta distancia por detrás de la superficie visible formada por dicho material plástico, y una capa de respaldo estructural , unida a un lado o cara posterior de la tapicería flexible , de tal manera que, en dicho método, dicha pieza de inserción prefabricada se coloca adosada contra al menos una superficie de un molde …
Procedimiento y dispositivo para fabricar una pieza moldeada con una línea de rotura nominal para una abertura de airbag.
(29/03/2012) Procedimiento para fabricar una pieza moldeada que presenta una línea de rotura nominal para una abertura de airbag, con una capa de soporte y una capa decorativa , comprendiendo el procedimiento al menos dos ciclos de fundición inyectada en un útil de moldeo de al menos dos etapas, en donde a) en una primera etapa del útil de moldeo con una primera contrapieza de moldeo y una primera cavidad se forma primeramente la capa de soporte por medio de un primer ciclo de fundición inyectada; y b) en una segunda etapa del útil de moldeo con una segunda contrapieza de moldeo y una segunda cavidad se aplica después…
Composición de dos componentes para la fabricación de gelcoats de poliuretano para materiales compuestos de resina epoxi y de resina de viniléster.
(07/03/2012) Utilización de una composición de dos componentes, la cual
A) presenta un componente de poliol, el cual contiene uno o varios polioles y una o varias aminas aromáticas y una concentración de grupos hidroxilo de 0, 5 a 10 moles de grupos hidroxilos por kg de componente de poliol, y
B) comprende un componente de poliisocianato, que contiene uno o varios poliisocianatos aromáticos, para la fabricación de gelcoats de poliuretano para materiales compuestos, comprendiendo la resina sintética resina epoxi y/o resina de viniléster y, al hacerla entrar en contacto con el gelcoat, no está endurecida, o no está endurecida completamente, y conteniendo el componente de poliol
A1) uno o varios polioles de bajo peso molecular con un peso molecular de 150 a 600 g/mol y una concentración de grupos hidroxilo de 4 a 20 moles de grupos hidroxilo…
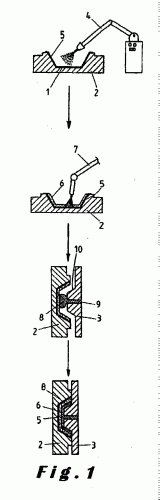
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PIEZAS PINTADAS O BARNIZADAS DE MATERIAL PLASTICO.
(01/05/2007). Ver ilustración. Solicitante/s: L'OREAL. Inventor/es: BETHUNE, ALAIN.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA REALIZAR UNA PIEZA PINTADA DE MATERIAL TERMOPLASTICO MOLDEADO. ESTE TIENE LAS ETAPAS QUE CONSISTEN EN: - REALIZAR LA PIEZA QUE HAY QUE PINTAR POR UN PROCEDIMIENTO DE MOLDEADO DE MATERIAL TERMOPLASTICO EN UNA CAVIDAD DE MOLDE (2A, 2B), - DEJAR ENFRIAR AL MENOS SUPERFICIALMENTE LA PIEZA ASI OBTENIDA, ACOMPAÑANDOSE EL ENFRIAMIENTO DE UNA RETIRADA Y EFECTUANDOSE CON LA APERTURA DEL MOLDE (2A, 2B) QUE HAN SERVIDO PARA REALIZAR LA PIEZA QUE HAY QUE PINTAR, - INYECTAR ALREDEDOR DE LA PIEZA UNA PINTURA EN UNA CAVIDAD DE MOLDE QUE TIENE UNA MISMA GEOMETRIA QUE LA CAVIDAD DEL MOLDE QUE HA SERVIDO PARA MOLDEAR EL MATERIAL TERMOPLASTICO.
PROCEDIMIENTO Y DISPOSITIVO PARA SEPARAR UNA LENTILLA FUNDIDA DE UN MOLDE DE CASCARA.
(01/05/2007). Solicitante/s: INTERGLASS TECHNOLOGY AG. Inventor/es: PROBST, URS, DR., ARNET, ROMAN.
Procedimiento para separar una lentilla fundida de un molde de cáscara, caracterizado porque una herramienta de separación se conduce con una fuerza sobre la lentilla a lo largo del punto de intersección entre la lentilla y el molde de cáscara, girándose o bien el compuesto de lentilla y molde de cáscara y la herramienta de separación rueda de manera pasiva sobre la lentilla o la herramienta de separación se gira y la lentilla rueda de manera pasiva sobre la herramienta de separación.
ESCLUSA DE ESTANQUEIDAD PARA LINEA DE DEPOSITO BAJO VACIO SOBRE PRODUCTO PLANO.
(01/03/2007) Esclusa de estanqueidad para una cámara de depósito bajo vacío sobre una banda, preferentemente metálica, en paso continuo , que presenta una tapa inferior y una tapa superior amovibles, que comprende una pluralidad de pares de rodillos metálicos (10, 10; 11, 11,
) entre los cuales pasa la banda y mantenidos en una cuna (40, 40; 41, 41;
) fijada a la tapa que le está enfrentada con una separación que define una primera fuga, definiendo dos pares de rodillos sucesivos cualesquiera una subcámara (20, 21, 22,
) mantenida a una presión determinada, inferior a la presión atmosférica, por un grupo de bombeo conectado a dicha cámara, caracterizada porque: - los rodillos están montados sobre unos cojinetes (30, 30,
) solidarios…
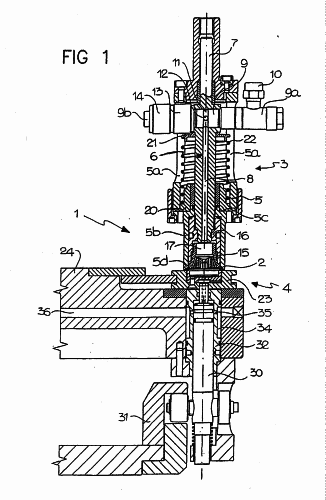
APARATO DE CARRUSEL PARA LA FABRICACION DE ARTICULOS DE PLASTICO MEDIANTE MOLDEO POR COMPRESION.
(01/02/2007) Un aparato para la fabricación de piezas de plástico provistas de muescas externas, comprendiendo al menos una unidad de moldeado por compresión (S), la cual está compuesta por una parte de molde macho superior comprendiendo un macho y por una parte de molde hembra inferior alineada, a lo largo de un eje vertical, con dicha parte de molde macho , medios para la impulsión de dichas partes de molde entre una posición de separación, en la cual se deposita en la parte hembra del molde una dosis de materia plástica suficiente para formar una pieza, y una posición de ajuste para producir el moldeado por compresión de una pieza, comprendiendo dicha parte macho de molde un macho y un expulsor que está asociado…
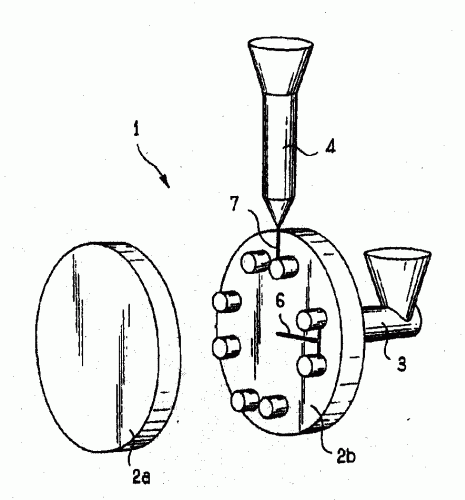
DISPOSITIVO PARA LIBERAR Y EXTRAER ELEMENTOS DE MATERIAL SINTETICO FLEXIBLE DE UNA SUPERFICIE DE MOLDEADO.
(16/06/2006). Ver ilustración. Solicitante/s: SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.. Inventor/es: BASSI, GIOVANNI.
Dispositivo para liberar y extraer elementos de material sintético flexible de una superficie de moldeado, que comprende una superficie de moldeado en la que dichos elementos están dispuestos, una unidad para agarrar dichos elementos que se puede accionar desde una posición inferior, en la que está en contacto con dicho elemento , a una posición superior, caracterizado por el hecho de que dicha unidad de agarre comprende un cuerpo tubular que tiene un eje vertical y está provisto, en una zona inferior, de un borde (5d) que es adecuado para comprimir, en dicha posición inferior, la zona periférica (2a) de dicho elemento en dicha superficie de moldeado , formando una zona que forma una junta hermética con dicha superficie , estando provista dicha superficie de moldeado de medios de soplado que son adecuados para conducir un chorro de aire bajo dicho elemento para liberarlo de dicha superficie de moldeado.
DISPOSITIVO DE TIPO CARRUSEL PARA LA FABRICACION DE CAPSULAS DE PLASTICO MEDIANTE MOLDEADO POR COMPRESION.
(01/04/2006) Aparato para fabricar tapones roscados (A) mediante conjuntos de moldeado por compresión que están dispuestos sobre una estructura de un carrusel que rota sobre un eje central vertical (Z) y comprende una mitad de molde superior macho y una mitad de molde inferior hembra alineados a lo largo de un eje vertical (X) que es paralelo al eje central de rotación (Z) de dicho carrusel, comprendiendo dicha mitad de molde macho que comprende un elemento tubular (34, 34*) fijado a dicha estructura (38, 38*) y coaxial a dicho eje paralelo (X), un manguito (57, 57*) que está guiado coaxialmente a dicho elemento tubular (34, 34*) y tiene una porción inferior (57a), un punzón (13, 13*) que está guiado en dicho elemento tubular (34, 34*) y es accionado por medios elásticos (48, 48*) en una posición…
PROCEDIMIENTO PARA REALIZAR UNA LINEA DE ROTURA CONTROLADA DE POCA RESISTENCIA A LA ROTURA EN UNA CUBIERTA DE AIRBAG Y CUBIERTA DE AIRBAG FABRICADA DE ESTA FORMA.
(16/03/2006). Ver ilustración. Solicitante/s: JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH. Inventor/es: PREUSS,NORBERT, GRIEBEL, MARTIN, LUTZE, WALTER, STEINHAUSER, FRANK.
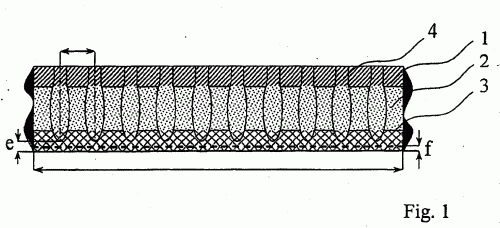
Procedimiento para realizar una línea de rotura controlada de poca resistencia a la apertura en una cubierta de airbag, compuesta de una capa de soporte , una capa de espuma y una capa decorativa , en el que se realiza mediante láser una serie de agujeros ciegos , caracterizado porque se realizan alternativamente los primeros grupos de agujeros ciegos de una longitud (a) y una cantidad (x) de varios agujeros ciegos planos sólo en el material de soporte , así como los segundos grupos de agujeros ciegos de una longitud (b) y una cantidad (y) de varios agujeros ciegos profundos a través del material de soporte y de la capa de espuma en la capa decorativa y se mantiene la capa de espuma como capa de apoyo en la zona de los primeros grupos de agujeros ciegos.
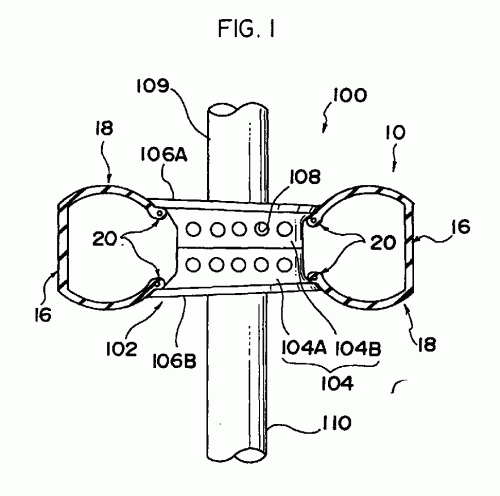
PROCEDIMIENTO PARA EL CONTROL DE LA UNIFORMIDAD DE UN NEUMATICO Y DISPOSITIVO DE INFLADO POSTCURADO PARA NEUMATICOS.
(01/03/2006). Ver ilustración. Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: KUMAGAI, MORIYASU.
UNA INFLACION DE CURACION POSTERIOR SE REALIZA EN UN ESTADO EN EL QUE LA POSICION DE UN NEUMATICO QUE CORRESPONDE A LA SECCION MAS ELEVADA DEL DESCENTRAMIENTO RADIAL MEDIDO DEL NEUMATICO CUYA SECCION INTERNA SE ENCUENTRA A ALTAS TEMPERATURAS TRAS EL VULCANIZADO ESTA LIMITADA, O EN UN ESTADO EN EL QUE LA POSICION ENTRE LAS SECCIONES DE TALON DEL NEUMATICO, QUE CORRESPONDEN A LA SECCION MAS ELEVADA DEL DESCENTRAMIENTO RADIAL MEDIDO DEL NEUMATICO CUYA SECCION INTERNA TIENE UNA TEMPERATURA ELEVADA TRAS EL VULCANIZADO SE MANTIENE EN UN ANCHO MINIMO. POR ELLO, EL NEUMATICO TRAS EL VULCANIZADO PUEDE CONFORMARSE EN UNA CONFIGURACION APROPIADA.
PROCEDIMIENTO DE REGESTIMIENTO DE UN MOLDE CON UN POLVO Y POLVO DE REVESTIMIENTO CORRESPONDIENTE.
(16/07/2005) Un método de recubrimiento sobre molde de un artículo moldeado en un molde abierto que consiste en: a) proporcionar una composición en polvo de recubrimiento termoestable que consiste esencialmente en una resina de poliéster insaturada, un prepolímero de reticulación copolimerizable y un iniciador térmico, estando la composición esencialmente libre de monómeros de reticulación copolimerizados. b) aplicar dicha composición en polvo de recubrimiento, que se convierte en la capa exterior del articulo moldeado, sobre una superficie que le da forma; c) calentar dicha superficie de molde recubierta con polvo a una temperatura suficiente para hacer fluir y unir el polvo de recubrimiento en una película de recubrimiento sustancialmente continua y llevar a efecto el curado a una temperatura por debajo de la temperatura…
PROCEDIMIENTO DE FABRICACION DE NEUMATICOS CON AGENTE DE ESTANQUEIDAD Y NEUMATICOS CON AGENTE DE ESTANQUEIDAD.
(01/05/2005) Un método de fabricación de neumático con sellante incorporado incluyendo los pasos de superponer un recubrimiento interno sobre una superficie interior de un cuerpo de neumático antes de la vulcanización y unir al menos una parte de dicho recubrimiento interno a la superficie interior de dicho cuerpo de neumático por vulcanización para definir una cámara anular de sellante por dicho recubrimiento interno dentro de una banda de rodadura de dicho cuerpo de neumático , en el que una hoja de liberación del molde que tiene una propiedad de liberación del molde se coloca en una porción de dicho recubrimiento interno que mira a dicha cámara de sellante antes de la vulcanización, caracterizado porque al menos una parte de una superficie de dicha hoja de liberación del molde tiene la propiedad…
PROCEDIMIENTO Y COMPOSICION PARA REPARAR ESTETICAMENTE UN DEFECTO EN UN OBJETO DE POLIOLEFINA.
(01/04/2005) Un procedimiento para reparar un defecto superficial que consiste en una oquedad en una superficie de un objeto de poliolefina que comprende las etapas de: (a) inserción de una composición reparadora en dicha oquedad , en el que dicha composición reparadora consiste, en esencia, en (i) de 30 a 60 % en peso de un componente termoplástico constituido por polvo poliolefínico particulado seleccionado del grupo constituido por polietileno, polipropileno y etilenvinilacetato (EVA), (ii) de 15 a 45 % en peso de un componente de resina ligante seleccionado del grupo constituido por hidrocarburo alifático y aromático, politerpeno, resina de trementina, resina de trementina y éster, resinas de poliolefina clorada, petróleo, y ceras sintéticas y oxidadas,…
AGENTE DE DESMOLDEO PARA PIEZAS MOLDEADAS DUROPLASTICAS.
(01/12/2004) Agente desmoldeante para la fabricación de piezas moldeadas duroplásticas con superficies hidrofobadas, caracterizado porque contiene (i) al menos un polidimetilsiloxano con actividad desmoldeante, de la fórmula general (I), (CH3)3Si ~ O ~ [Si(CH3)2 ~ O]m ~ Si(CH3)3 en la que m significa cero o un número desde 1 hasta 1.000, así como (ii) al menos un compuesto de silano reactivo, en caso dado hidrolizable, que sea capaz de reaccionar químicamente in situ con la superficie duroplástica que se forma durante el procedimiento de moldeo, de la fórmula general (III): (CH3O)3_p(CH3)pSi ~ [O ~ Si(CH3)2]s - R donde p significa cero, 1, 2 ó 3, s significa cero o un número entero de 1 hasta 100, R significa un resto divalente, orgánico, substituido,…
PROCEDIMIENTO PARA FABRICAR UNA CAPA DE UNION.
(01/11/2004). Solicitante/s: ERA BESCHICHTUNG GMBH & CO. KG. Inventor/es: NOACK, KURT-MICHAEL.
PROCEDIMIENTO PARA PREPARAR UNA CAPA DE UNION EN LA ZONA DE UNA SUPERFICIE DE CONTACTO ENTRE UN PRIMER MATERIAL Y UN SEGUNDO MATERIAL, PARA APLICACION ESPECIAL COMO PROCEDIMIENTO DE RECUBRIMIENTO, CARACTERIZADO PORQUE UN MATERIAL SE FLOCA EN LA ZONA DE LA SUPERFICIE DE CONTACTO MEDIANTE FIBRAS CORTADAS O TROZOS DE HILO, Y SE PONE EN CONTACTO CON EL OTRO MATERIAL QUE POR LO MENOS EN LA ZONA DE LA SUPERFICIE DE CONTACTO ES PLASTICO O LIQUIDO, EFECTUANDOSE LA UNION ENTRE LOS MATERIALES AL SOLIDIFICAR, EMPOTRANDO LAS FIBRAS EN ESTA CAPA.
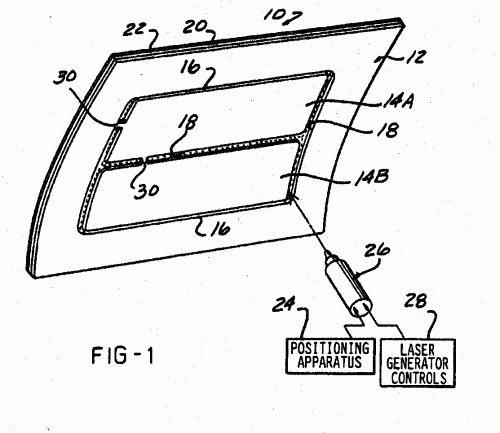
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE GUARNICION DE AUTOMOVIL PROVISTA DE UN INICIO DE RUPTURA PARA FORMAR UNA ABERTURA DE DESPLIEGUE DE AIRBAG.
(01/07/2004). Ver ilustración. Solicitante/s: TIP ENGINEERING GROUP, INC. Inventor/es: NICHOLAS, ANTONIOS.
UN PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DECORATIVA PARA FORMAR UNA PUERTA Y ABERTURA DE DESPLIEGUE OCULTA PARA UN AIRBAG, SEGUN EL CUAL SE FORMA UN PANEL DE SUBSTRATO CON UNO O MAS PANELES DE PUERTA INTEGRALES CON UN ESPACIO INTERPUESTO PREFORMADO ENTRE UNO O MAS PANELES DE PUERTA Y EL PANEL DE SUBSTRATO , SIENDO CADA UNO DE LOS LADOS DE CADA PANEL DE PUERTA SOLIDARIO CON LA ESTRUCTURA DEL PANEL DE SUBSTRATO PARA FORMAR UNA ARTICULACION. EN EL PANEL DE SUBSTRATO SE SUPERPONEN UNA O MAS CAPAS COBERTORAS QUE SE EXTIENDEN SOBRE EL PANEL O LOS PANELES DE PUERTA Y LA ABERTURA. LAS CAPAS COBERTORAS SE PUEDEN PREDEBILITAR A LO LARGO DEL ESPACIO SEGUN UN PATRON CORRELACIONADO, POR EJEMPLO, A TRAVES DE UNA RANURACION POR LASER.
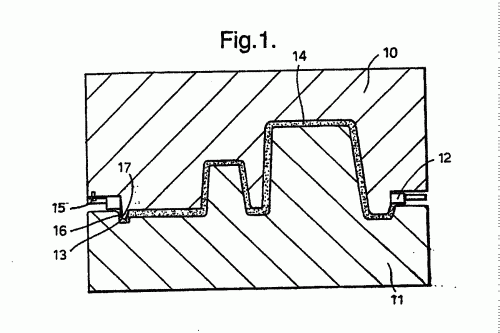
COMPONENTE DE PLASTICO CON PARTES DE INSERCION.
(16/06/2004) Componente de plástico , compuesto por un material de plástico y una parte de inserción , que contiene una sección compuesta conectada con el componente de plástico , donde la parte de inserción presenta, en comparación con el material de plástico , una rigidez y/o coeficiente de dilatación térmica diferentes, y la parte de inserción está unida con su sección compuesta , por medio de una capa de acoplamiento , con el material de plástico , caracterizado porque la capa de acoplamiento es una campa intermedia de un plástico reforzado con fibras, que lleva a cabo una igualación gradual o uniforme del módulo E determinante de la rigidez y/o del coeficiente de dilatación térmica entre el material de plástico y la parte de inserción…
MOLDE CON JUNTA Y METODO DE MOLDEO PARA COMPENSACION DE LA CONTRACCION DE CURADO.
(01/02/2004). Ver ilustración. Solicitante/s: INEOS ACRYLICS UK LIMITED. Inventor/es: ASHTON, DAVID, PIERS, OULD, WILLIAM, JOHN.
Un molde con compensación que comprende una primera parte formadora de la cara de anverso y una segunda parte formadora de la cara de reverso , estando separadas dichas partes primera y segunda por una junta de compensación exterior posicionada alrededor del borde del molde, caracterizado por la presencia de una junta interior de borde neta separada que comprende una junta resiliente alargada posicionada entre las partes del molde primera y segunda de tal manera que la junta de borde neta está en contacto íntimo con cada una de las partes primera y segunda del molde con lo que, durante su empleo, la junta de borde neta tiene una superficie externa posicionada cerca de un borde de una pieza moldeada formando con ello una barrera para el flujo de la composición curable fluida contenida dentro del molde alrededor de al menos una parte del borde del molde.
METODO DE FABRICACION DE UNA PIEZA SINTETICA MOLDEADA, MULTICAPA, Y LA PIEZA ASI OBTENIDA.
(16/11/2003). Ver ilustración. Solicitante/s: RECTICEL LINPAC MOULDING LTD. Inventor/es: DE WINTER, HUGO, VANLUCHENE, YVAN, DEMANDT, HANS LINPAC MOULDINGS OVERPELT N.V., DEBLIER, IVO LINPAC MOULDINGS OVERPELT N.V., HACKWELL, ROGER LINPAC AUTOMOTIVE.
Un método de fabricación de una pieza sintética moldeada multicapa que consta por lo menos de una piel moldeada elastomérica preformada y de un soporte moldeado de material termoplástico , dicho método consta de las etapas siguientes: (a) fabricar dicha piel moldeada elastomérica preformada y (b) moldear el material termoplástico del soporte en estado fundido sobre el reverso de dicha piel moldeada , caracterizado porque dicha piel moldeada se fabrica con un material sintético termoendurecible.
METODO DE ESTIRADO DE UNA LAMINA SOBRE UN MIEMBRO DE UN MARCO Y METODO DE FABRICACION DE UNA SILLA MEDIANTE DICHO METODO DE ESTIRADO.
(16/04/2003) Un método para el estirado de una lámina sobre un miembro de un marco , que comprende las etapas de: colocar una lámina que está cortada con un tamaño mayor que el tamaño exacto a estirar sobre un miembro del marco , en un molde metálico que tiene una hendidura formada de acuerdo con el perfil del mencionado miembro del cuadro , y fijado a un dispositivo de refrigeración ; amordazar la mencionada lámina al mencionado molde metálico en al menos cuatro direcciones, mientras que se forma un revestimiento moldeado de una resina termoplástica sobre el mencionado miembro del marco ; configurar el mencionado miembro del marco con el mencionado revestimiento formado dentro de la mencionada hendidura del mencionado molde metálico mientras que mantiene la mencionada lámina…
APARATO PARA HIDRATAR LENTES DE CONTACTO BLANDAS.
(16/03/2003) SE PREVE MEDIO AUTOMATIZADO PARA HIDRATAR UNA LENTES DE CONTACTO HIDROFILICA MOLDEADA EN LA QUE UN PRIMER CONJUNTO ROBOTICO RETIRA UNA PLURALIDAD DE MOLDES DE LENTES DE CONTACTO DE UNA PORTADOR DE LINEA DE PRODUCCION, TENIENDO CADA UNO DE LOS MOLDES DE LENTE UNA LENTE DE CONTACTO ADHERIDAS EN SU INTERIOR. EL PRIMER CONJUNTO ROBOTICO TRANSPORTA LOS MOLDES A UNA PRIMER AREA ESCALONADA DONDE LOS MOLDES DE LENTE ESTAN EMPAREDADAS ENTRE UN PORTADOR DE MOLDE DE LENTE Y UNA PLACA DE CAMARA SUPERIOR PARA FORMAR UN PRIMER PORTADOR DE HIDRATACION. UN PRIMER DISPOSITIVO DE TRANSFERENCIA GIRATORIO LLEVA ENTONCES AL PRIMER PORTADOR DE HIDRATACION A UN SEGUNDO CONJUNTO…
METODO DE FABRICACION DE CAMISAS DE PASADORES DE EYECTORES.
(01/03/2003). Solicitante/s: D-M-E COMPANY. Inventor/es: LAWRENCE, DAVID, E.
Un método para fabricar una camisa de eyector a partir de un material tubular preformado que tiene un diámetro exterior ligeramente mayor que un diámetro acabado y un diámetro interior ligeramente menor que un diámetro de ajuste preciso, que comprende las etapas de: cortar el material tubular en una camisa de una longitud predeterminada; agrandar una parte de la longitud del diámetro interno de la camisa para proporcionar un diámetro con huelgo, dejando la parte restante del diámetro interno ligeramente menor que el diámetro de ajuste preciso; ejecutar una operación de endurecimiento de la camisa tubular; mecanizar el diámetro exterior para generar el diámetro de acabado; ejecutar el acabado de la cara terminal de la camisa adyacente al diámetro interno menor; y mecanizar el diámetro interno menor para generar el diámetro de ajuste preciso.
PROCEDIMIENTO PARA LA PRODUCCION DE UN PRODUCTO LAMINAR SEMIACABADO ESTRUCTURADO EN SU SUPERFICIE, CON APLICACION DE PRESION.
(01/02/2003) Procedimiento para la fabricación de un producto laminar semiacabado, estructurado en su superficie, de un material termoplástico con los siguientes pasos de procedimiento: · un material termoplástico se aplica en estado fundido o en forma de una lámina sobre una superficie regulable en su temperatura y elaborada en relación a una estructura deseada como estructura negativa (matriz), con una tendencia de adhesión inferior en comparación con el material plástico y con numerosas cavidades finas en forma de taladros ciegos y mantenida al menos en la zona de contacto con la superficie a temperatura de fusión,…
DISPOSITIVO Y PROCEDIMIENTO PARA LA SEPARACION DE UN SUSTRATO MOLDEADO Y UNA HERRAMIENTA DE ESTAMPACION.
(01/02/2003). Solicitante/s: JENOPTIK AKTIENGESELLSCHAFT. Inventor/es: SPRINGER, ALF, REUTHER, FRANK, MILLER, LUTZ.
La invención se refiere a un dispositivo y a un procedimiento para separar un substrato moldeado de una herramienta estampadora. El objeto de la invención es asegurar que el substrato pueda sacarse del molde de manera segura y sin el riesgo de dañar los costosos componentes. Una cámara que puede cerrarse está constituida por dos partes de cámara que pueden desplazarse una en relación a la otra y que soportan la herramienta estampadora o el substrato moldeable . La cámara contiene un dispositivo de sujeción de substrato que, cuando se cierra la cámara, fija el substrato a su soporte fuera del área de estampación. Cuando la cámara se abre, el substrato se separa entonces de la herramienta estampadora . El dispositivo y el procedimiento de la invención pueden utilizarse para producir componentes de tecnologías de microsistemas.
RECIPIENTE QUE SE PUEDE VOLVER A CERRAR Y PROCEDIMIENTO PARA SU FABRICACION.
(16/10/2002) EL ENVASE QUE SE PUEDE VOLVER A CERRAR , ADAPTADO PARA REDUCIR EL RIESGO DE IMPURIFICACION DE LA SUSTANCIA CONTENIDA EN SU INTERIOR, COMPRENDE UN CUERPO HUECO PROVISTO DE UNA BOCA DISPENSADORA , QUE PUEDE SER TAPADA GRACIAS A RESPECTIVOS ELEMENTOS DESACOPLABLES DE CIERRE , QUE COMPRENDEN TAPONES (6, 6B, 6C, 21, 21B, 25) QUE PUEDEN ACOPLARSE A LA BOCA ; LOS ELEMENTOS DE CIERRE SON MONOLITICOS CON EL ENVASE ; LOS TAPONES (6, 6B, 6C, 21, 21B, 25) SE COLOCAN EN LOS ELEMENTOS DE CIERRE EN EL LADO DIRIGIDO HACIA LA BOCA . EL PROCEDIMIENTO CONSISTE EN LA CONFORMACION DE LOS ELEMENTOS DE CIERRE , NO MONOLITICAMENTE CON…
PARISON CUYO CUELLO ESTA CONSTITUIDO POR UN POLIESTER AROMATICO Y EN PARTICULAR UN POLIETILENO TEREFTALATO (PET), INCLUYENDO EL CUELLO UN ROSCADO QUE PRESENTA UN PERFIL DE SECCION LONGITUDINAL ASIMETRICA.
(01/09/2002). Solicitante/s: SCHMALBACH-LUBECA AG. Inventor/es: HEBERT, ROLAND.
Un parison fabricado de una o más resinas termoplásticas y que incluye un cuello basado en un poliéster aromático, cuyo cuello está provisto con una rosca que no se ha estabilizado térmicamente, estando caracterizado el parison porque la rosca tiene un perfil en sección longitudinal que es asimétrico, haciendo posible por lo tanto obtener una rosca, cuyo perfil en sección longitudinal presenta simetría mejorada después de que el cuello se ha estabilizado térmicamente.
MAQUINA DE DESMONTAR UN LARGUERO DE MATERIAL COMPUESTO.
(16/05/2002) SE PRESENTA UNA MAQUINA PARA SU USO EN LA SEPARACION DE UN PRIMER Y UN SEGUNDO MANDRIL DE UN MONTAJE DE LARGUERO QUE INCLUYE UNA VIGA COMPUESTA DE SECCION DE I Y LOS MANDRILES. LOS MANDRILES ESTAN SITUADOS EN CANALES SOBRE LADOS OPUESTOS DE LA VIGA COMPUESTA DE SECCION EN I. LA MAQUINA INCLUYE UNA ARMADURA QUE TIENE UNA PLATAFORMA ALARGADA PARA SOPORTAR EL MONTAJE DEL LARGUERO . MONTADAS SOBRE LA ARMADURA SE ENCUENTRAN UNA PLURALIDAD DE ESTACIONES SITUADAS A LO LARGO DE LA PLATAFORMA LONGITUDINAL . CADA ESTACION INCLUYE UNA PRIMERA Y UNA SEGUNDA PLATAFORMA MOVIL MONTADAS EN LOS LADOS OPUESTOS DE LA PLATAFORMA LONGITUDINAL. CADA…
METODO DE FORMAR ARTICULOS Y SUPERFICIES MODELADAS MEDIANTE MICROMOLDEO CAPILAR.
(01/05/2002) LA INVENCION SE REFIERE A TECNICAS PARA ADORNAR GRAFICAMENTE AGENTES QUIMICA O BIOQUIMICAMENTE ACTIVOS SOBRE UNA SUPERFICIE DE SUSTRATO QUE IMPLICA EL EMPLEO DE UN MICROMOLDE QUE TIENE UNA SUPERFICIE DE CONTORNO QUE INCLUYE DIENTES QUE DEFINEN UN DIBUJO Y QUE FORMAN, SOBRE UNA SUPERFICIE DE SUSTRATO, UN AGENTE QUIMICA O BIOQUIMICAMENTE ACTIVO O UN PRECURSOR DE UNA ESTRUCTURA SOBRE LA SUPERFICIE. UN AGENTE QUIMICA O BIOQUIMICAMENTE ACTIVO O PRECURSOR DE FLUIDO TAMBIEN PUEDE SER TRANSFERIDO DESDE LOS DIENTES EN UN APLICADOR A UNA SUPERFICIE DE SUSTRATO. LA SUPERFICIE DE SUSTRATO PUEDE SER PLANA O NO PLANA. SE PUEDEN EMPLEAR PRECURSORES FLUIDOS DE ESTRUCTURAS POLIMERICAS, CERAMICAS INORGANICAS Y SALES, Y SIMILARES PARA FORMAR ARTICULOS POLIMERICOS, SALES INORGANICAS Y CERAMICAS, ETC ADORNADOS GRAFICAMENTE EN LA SUPERFICIE.…
UNOS PERFECCIONAMIENTOS EN EL PROCEDIMIENTO DE MOLDEO DE ELEMENTOS PARA COCINA, BAÑO Y SIMILARES.
(01/09/2001). Solicitante/s: S. SUBIRANA, S.A. Inventor/es: SUBIRA JULIA,SALVADOR.
"Unos perfeccionamientos en el procedimiento de moldeo de elementos para cocina, baño y similares". De acuerdo con estos perfeccionamientos, se invierte en primer lugar la colocación en la prensa de las dos partes integrantes del molde, tal y como nos remitimos a la patente nº 9414703, montando sobre el plato inferior de la prensa que permanece inmóvil la parte del molde correspondiente a la cara vista, mientras que el punzón o parte del molde correspondiente que no debe presentar dicho acabado, se monta sobre el plato superior móvil de la prensa.
MARCADOR PARA MOLDES DE CONFORMACION DE PIEZAS DE PLASTICO.
(16/08/2001) 1. Marcador para moldes de conformación de piezas de plástico, que siendo utilizable indistintamente en moldes de inyección y en moldes de soplado, y siendo del tipo de los que están destinados a insertarse en el alojamiento del molde, de manera que el frente del marcador resulte coplanario con la superficie interna de dicho molde, para transmitir a la pieza cualquier tipo de señalización apropiada, se caracteriza por estar constituido mediante la combinación funcional de tres piezas, un cuerpo anular y envolvente, destinado a establecerse con carácter inamovible en el alojamiento del molde, un cuero intermedio, también anular, que se aloja con posibilidad de giro en el seno del primero, y un eje o núcleo central, montado…
DISPOSITIVO PARA MOLDEAR PRODUCTOS DE MATERIA PLASTICA.
(16/07/2000). Solicitante/s: FIBOX OY AB. Inventor/es: AIRAS, RISTO, EILOMAA, MIKA, TIRRONEN, TIMO.
LA INVENCION SE RELACIONA CON UN APARATO PARA MOLDEAR PRODUCTOS DE PLASTICO (31'-36'') QUE COMPRENDE POR LO MENOS DOS MAQUINAS DE MOLDEADO DE PLASTICO (1', 2'), CADA UNA DE LAS CUALES COMPRENDIDA POR UN ROBOT (7', 8') PARA TRANSFERIR UN PRODUCTO MOLDEADO (31', 32') DESDE LA MAQUINA DE MOLDEADO SOBRE UNA CINTA TRANSPORTADORA. PARA FACILITAR SIGNIFICATIVAMENTE Y ACELERAR UNA INSPECCION DE CUALIDAD Y, POR LO TANTO, TAMBIEN PERMITIR QUE CUALQUIER DEFECTO SEA RAPIDAMENTE CORREGIDO, Y PARA SIMPLIFICAR CONSIDERABLEMENTE EL TRANSPORTE DE LOS PRODUCTOS Y LA ESTRUCTURA DEL APARATO, POR LO MENOS LAS DOS MAQUINAS DE MOLDEAMIENTO (1', 2') MENCIONADAS ARRIBA ESTAN MONTADAS A LO LARGO DE UNA CINTA TRANSPORTADORA COMUN (30') DISPUESTAS ESENCIALMENTE DE MANERA SUCESIVA EN EL MISMO LADO DE LA CINTA, POR LO QUE SUS ROBOTS (7', 8') ESTAN COLOCADOS DE TAL MANERA QUE PUEDEN COLOCAR LOS PRODUCTOS MOLDEADOS (31', 32') EN DIFERENTES PUNTOS SOBRE TODO EL ANCHO DE LA CINTA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}