CIP-2021 : B21K 1/06 : de árboles.
CIP-2021 › B › B21 › B21K › B21K 1/00 › B21K 1/06[1] › de árboles.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21K 1/00 hasta B21K 25/00: Fabricación de piezas especiales por forjado, prensado o martillado; Equipo correspondiente
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K).
B21K 1/00 Fabricación de elementos de máquinas.
B21K 1/06 · de árboles.
CIP2021: Invenciones publicadas en esta sección.
Un método para la fabricación de ejes huecos.
(21/02/2018) Un método para fabricar ejes huecos a partir de un objeto de entrada para uso en las cajas de engranajes de aplicaciones de energía eólica, caracterizado porque dicho método comprende los pasos de optimización próxima a la forma final mediante forjado seguido del mecanizado y el alivio de tensión, dicho objeto de entrada es un tocho de concast o lingote, dicha fundición de concast o dicho lingote es redondo o poligonal en sección transversal, en donde dicho paso de optimización próxima a la forma final comprende los pasos de:
a. calentar dicho tocho o lingote en un horno
b. primer recalcado de dicho tocho o lingote a una altura intermedia
c. dibujar el tocho moldeado o lingote alterado a un diámetro intermedio
d. proporcionar calentamiento de refuerzo al tocho…
Método para fabricar tubería sin soldadura.
(02/08/2017) Un método de fabricación de una tubería de acero sin soldadura, en el cual el método comprende:
un primer paso de proporcionar una palanquilla hueca con un mandril insertado en su interior y de forjar la palanquilla hueca para convertirla en una cáscara hueca primaria de un diámetro y un espesor predeterminados y que no tiene un extremo cerrado; estando el método caracterizado por que comprende además un segundo paso de someter a la cáscara hueca primaria a reducción de diámetro en una parte (1a) final de la misma para reducir los diámetros exterior e interior de la parte final; y
un tercer paso de proporcionar a la cáscara hueca primaria un mandril insertado en su interior, teniendo la cáscara hueca primaria la parte reducida en diámetro en la una parte final de la misma, y someter a la cáscara hueca primaria a estirado…
Procedimiento para fabricar un cañón con acanaladuras de cañón.
(13/01/2016). Ver ilustración. Solicitante/s: Steyr Mannlicher GmbH. Inventor/es: ENGESSER,MICHAEL.
Procedimiento para fabricar un cañón mediante forja en frío de una pieza en bruto cilíndrica con una perforación pasante axial con las etapas:
introducir un mandril de forja en la perforación pasante axial de la pieza en bruto cilíndrica; forjar en frío el cañón mediante una máquina martilladora de cañones que tiene varios martillos de forja distribuidos por el perímetro de la pieza en bruto, que actúan radialmente sobre la pieza en bruto en la zona del mandril de forja introducido;
caracterizado por la forja de ranuras longitudinales en la pieza en bruto durante la forja en frío, mediante los martillos de forja mencionados, que tienen para este fin nervaduras paralelas al eje longitudinal de la pieza en bruto.
PDF original: ES-2607177_T3.pdf
Procedimiento para fabricar un cañón con carcasa que se une de manera integral.
(13/01/2016). Ver ilustración. Solicitante/s: Steyr Mannlicher GmbH. Inventor/es: PICHLER,Harald.
Procedimiento para fabricar un cañón con carcasa integralmente formada para al menos una cabeza de culata, con las etapas:
facilitar una pieza en bruto cilíndrica con un taladro pasante que corresponde al diámetro de cabeza de culata;
martillar una primera sección longitudinal (20') de la pieza en bruto sobre una parte de un primer mandril de martillado que corresponde al perfil interior de cañón, mientras este se guía a través del taladro pasante ; y
martillar una segunda sección longitudinal (20") de la pieza en bruto sobre un segundo mandril de martillado que corresponde al perfil interior de carcasa, mientras este está introducido en el taladro pasante.
PDF original: ES-2608809_T3.pdf
(29/06/2010) Cuerpo de eje, de manera especial para un vehículo utilitario industrial, que está configurado, esencialmente, en forma de tubo de eje, que comprende
una sección central y, al menos, una sección de recepción , que se prolonga desde la anterior, para llevar a cabo la recepción de una barra estabilizadora,
presentando el cuerpo de eje en la sección central un espesor de pared (s1) esencialmente constante,
presentando el cuerpo de eje en la sección de recepción , al menos por zonas, un espesor de pared (s2, s3), que es mayor que el espesor de pared (s1) de la sección central, como consecuencia de una conformación, caracterizado porque
el diámetro externo (d2) del cuerpo de eje…
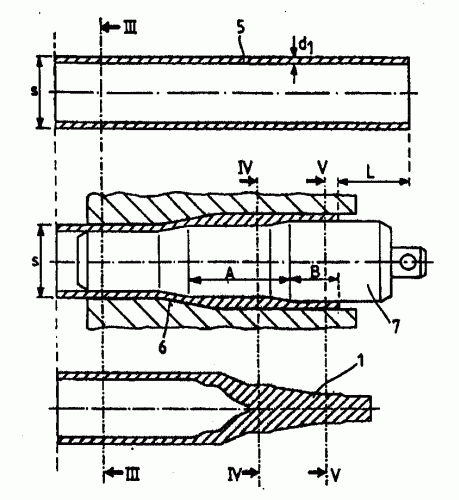
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO DE EJE DE UNA SOLA PIEZA.
(01/05/2005). Ver ilustración. Solicitante/s: BPW BERGISCHE ACHSEN KOMMANDITGESELLSCHAFT. Inventor/es: KLEVER, MANFRED.
EN UN PROCEDIMIENTO PARA LA FABRICACION DE UN ELEMENTO DE EJE DE UNA SOLA PIEZA PARTIENDO DE UN TUBO DE EJE , SE REDUCE EL TUBO DEL EJE EN LA ZONA DE LA MANGUETA QUE SE TRATA DE OBTENER, POR CONFORMADO MECANICO HASTA EL DIAMETRO DE LA MANGUETA . PARA OBTENER UN ELEMENTO DE EJE CON UNA RELACION OPTIMA ENTRE PESO Y RESISTENCIA, SE PROCEDE CONFORME A LAS FASES SIGUIENTES: A)AMARRAR EL TUBO DE EJE EN UN ALOJAMIENTO DE PIEZA QUE SOPORTE POR LO MENOS ESFUERZOS DE COMPRESION AXIALES, B)RECALCAR EL TUBO DEL EJE POR EFECTO AXIAL DE COMPRESION EN LA ZONA DE LA MANGUETA QUE SE TRATA DE OBTENER, INCREMENTANDO AL MISMO TIEMPO EL ESPESOR DE PARED (D2, D3) EN LA ZONA RECALCADA (A, B) EN COMPARACION CON EL ESPESOR DE PARED RESTANTE (D1) DEL TUBO DEL EJE . C)FORJADO RADIAL DE LA ZONA RECALCADA (A, B), REDUCIENDO DE ESTA MANERA EL DIAMETRO DEL TUBO HASTA EL DIAMETRO DESEADO DE LA MANGUETA.
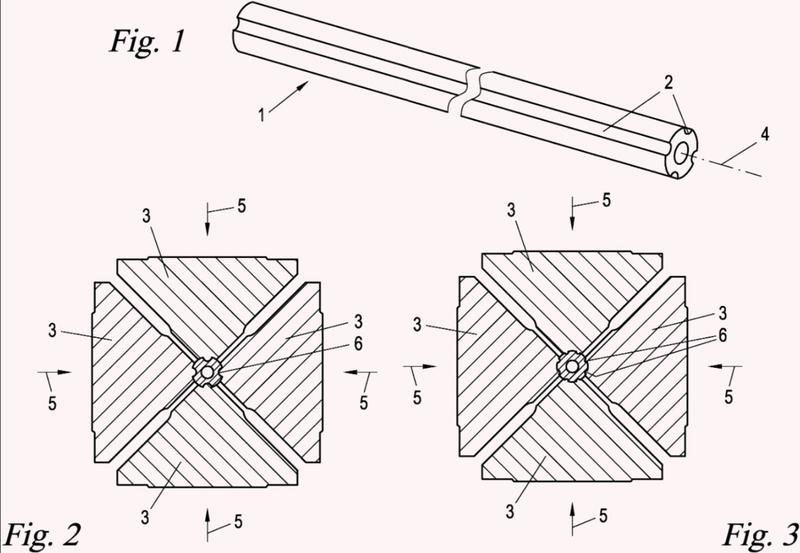
PROCEDIMIENTO PARA OBTENER UNA RANURA EN ESPIGAS DE PIEZAS DE TRABAJO O EN EXTREMOS DE ARBOLES O EJES.
(16/09/1999). Solicitante/s: FRIED. KRUPP AG HOESCH-KRUPP. Inventor/es: JAKOB, KONRAD, HASLER, RUDOLF.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UNA RANURA DE FORMA ANULAR PARA LA RECEPCION DE MEDIOS DE SEGURIDAD, TAL COMO ANILLOS EN LOS EXTREMOS LIBRES DE VASTAGOS O PIVOTES EN LOS EXTREMOS DE ARBOLES O EJES EN PIEZAS DE TRABAJO TAL COMO TRIPODES , CRUCES DE ARTICULACION, PARTES INTERNAS DE ARTICULACION, BIEN ARBOLES Y EJES, DONDE LAS PIEZAS DE TRABAJO SE ELABORAN MEDIANTE EXTRUSIONADO Y DONDE LA RANURA SE FORMA EN EL VASTAGO O EN EL EXTREMO DE LOS EJES O ARBOLES MEDIANTE ELABORACION DE LA PIEZA DE TRABAJO A TRAVES DE CONTROL DEL FLUJO DE MATERIAL DE FORMA CORRESPONDIENTE A TRAVES DE UN CONTORNO INTERNO DE MATRIZ CONFIGURADO CON UN REBORDE ANULAR. EL MATERIAL SE DISPONE EN EL EXTREMO DEL VASTAGO O DEL EJE O DEL ARBOL SOBRE UN ELEMENTO DE MOLDEO Y ALLI SE ESTAMPA LOCALMENTE DE FORMA RADIAL HACIA EL EXTERIOR.
PROCEDIMIENTO DE FABRICACION DE UN EJE HUECO CON ABOMBAMIENTOS INTERNOS DE REVOLUCION; EJE OBTENIDO POR ESTE PROCEDIMIENTO.
(16/07/1994) PROCEDIMIENTO DE FABRICACION DE UN EJE HUECO CON ABOMBAMIENTOS INTERNOS DE REVOLUCION, CONSISTENTE EN ELABORAR ANTES QUE NADA UNOS TRAMOS DE EJE HUECO QUE CONSTAN, CADA UNO DE ELLOS, DE AL MENOS UN ABOMBAMIENTO INTERNO DE REVOLUCION, DESPUES EN ENSAMBLAR DOS TRAMOS PUNTA CON PUNTA, COAXIALMENTE, PARA OBTENER UN EJE HUECO PROVISTO INTERNAMENTE DE AL MENOS DOS ABOMBAMIENTOS DE REVOLUCION. SE CARACTERIZA PORQUE DICHOS TRAMOS SE REALIZAN MEDIANTE OPERACIONES DE EXTRUSION EN FRIA CON AYUDA DE UN SOLO PUNZON , SIN VOLVER A COGER LA PIEZA Y SIN MAQUINADO INTERIOR SUBSIGUINETE, CONSTANDO ESTAS OPERACIONES DE EXTRUSION DE: - LA EXTRUSION, EN UNA PARTE DE SU LONGITUD,…
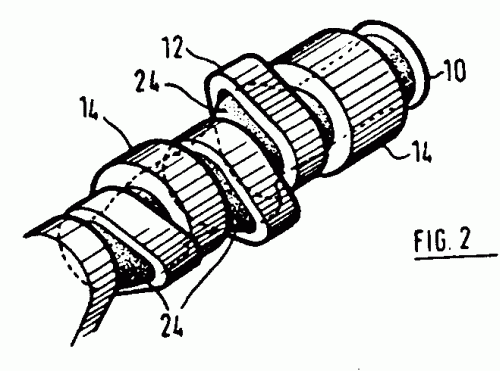
PROCEDIMIENTO DE FABRICACION DE UN ARBOL DE LEVAS.
(01/06/1989). Ver ilustración. Solicitante/s: GKN TECHNOLOGY LIMITED. Inventor/es: SUTER, GEOFFREY MICHAE, DAWSON, RONALD JOHN.
PROCEDIMIENTO DE FABRICACION DE UN ARBOL DE LEVAS PARA UN MOTOR DE COMBUSTION INTERNA. COMPRENDE MONTAR UNA PLURALIDAD DE ANILLOS DE LEVAS INICIALMENTE CIRCULARES SOBRE UN ELEMENTO TUBULAR CENTRAL ; DEFORMAR LOS ANILLOS DE LEVAS HASTA EL PERFIL DESEADO DE LAS LEVAS MEDIANTE PRESIONADO EN CAVIDADES DE TROQUELADO DE UN DISPOSITIVO DE CONFORMADO; Y EXPANSIONAR, RADIALMENTE HACIA EL EXTERIOR, EL ELEMENTO TUBULAR AL INTERIOR DE LOS ANILLOS DE LEVAS DE PERFIL CONFIGURADO MEDIANTE LA APLICACION DE FLUIDO INTERNO A PRESION AL ELEMENTO TUBULAR . LOS ANILLOS DE LEVAS CONFIGURADOS QUEDAN ASEGURADOS ASI CONTRA EL MOVIMIENTO ROTACIONAL Y AXIAL RESPECTO AL ELEMENTO TUBULAR.
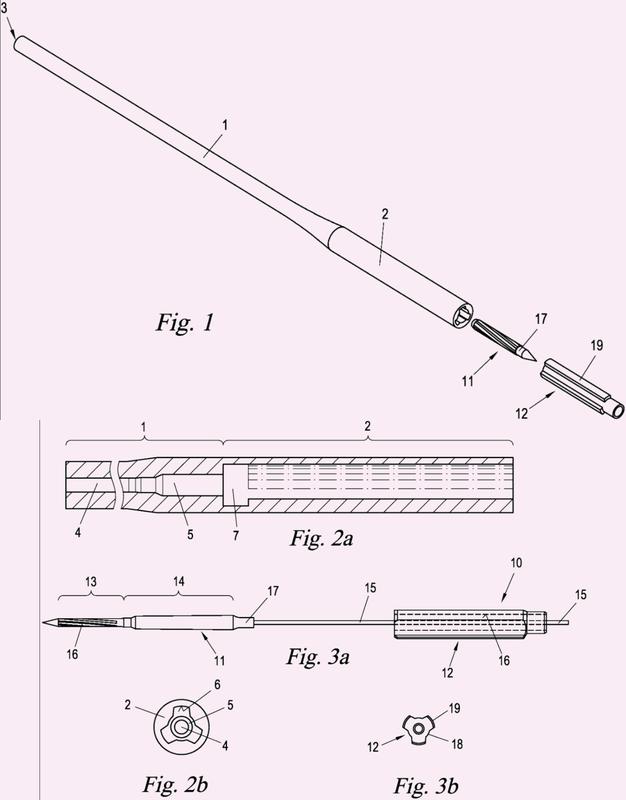
UN EJE DE MANIVELA PARA BICICLETAS.
(01/01/1987). Solicitante/s: CAMPAGNOLO, S.P.A..
EJE DE MANIVELA PARA BICICLETAS DE FABRICACION ESPECIAL. EN EL PROCESO DE FABRICACION SE DISTINGUEN TRES ETAPAS: PRIMERA, EL MATERIAL INICIAL SE DEFORMA HACIENDOLO PASAR A TRAVES DE UN EXTRUSOR , POR MEDIO DE UN EMBOLO Y UN CONTRAEMBOLO PROVISTO DE UNA CAVIDAD INTERNA O IMPRESION , OBTENIENDO AL FINAL DE LA OPERACION UN VASTAGO CILINDRICO CON UN EXTREMO PERFILADO QUE CORRESPONDE PARCIALMENTE AL PERFIL DEL EJE QUE SE ESTA PRODUCIENDO; SEGUNDA, EL VASTAGO CILINDRICO SE INTRODUCE EN UNA MATRIZ APROPIADA, EN LA CUAL LA CORONA DE DICHO VASTAGO CILINDRICO ES DEFORMADA A TRAVES DE UNA MATRIZ MOVIL, CON EL FIN DE OBTENER EL EJE; Y POR ULTIMO, EL EJE EN BRUTO OBTENIDO SE SOMETE A LA SERIE DE OPERACIONES DE ACABADO NECESARIAS.
"PROCEDIMIENTO DE FABRICACION DE PIEZAS SEMIACABADAS DE EJES HUECOS DE UNA SOLA PIEZA".
(16/12/1982). Solicitante/s: VALLOUREC.
PROCEDIMIENTO PARA FABRICACION DE CUERPOS SEMIACABADOS DE EJES HUECOS DE UNA SOLA PIEZA, DESTINADOS AL EQUIPAMIENTO DE VEHICULOS RODANTES. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PARTE DE UN TUBO DE ACERO LISO , AL CUAL DESPUES DE HABERLO CALENTADO SE LE SOMETE A UNA OPERACION DE TEMPLADO EN AGUA, EN TODA SU LONGITUD, SEGUIDA DE UN REVENIDO; SEGUNDA, SE EFECTUAN SOBRE LOS DOS EXTREMOS DEL TUBO LAS OPERACIONES LOCALIZADAS DE FORJADO NECESARIAS PARA FORMAR LAS MANGUETAS Y LAS ZONAS DE TRASICION; TERCERA, SE EFECTUAN PARALELAMENTE TRATAMIENTOS TERMICOS LOCALIZADOS PARA OBTENER LAS CARACTERISTICAS MECANICAS DESEADAS EN LOS EXTREMOS DEL EJE , SIN PERTURBAR LAS CARACTERISTICAS MECANICAS DEL CUERPO DE DICHO EJE.
PROCEDIMIENTO PARA LA FABRICACIÓN DE EJES, PALIERES PARA DIFERENCIALES PARA TODA CLASE DE VEHÍCULOS.
(16/03/1961). Ver ilustración. Solicitante/s: RABASA SINGLA,JOSE.
Procedimiento para la fabricación de ejes palieres para diferenciales para toda clase de vehículos, caracterizado esencialmente por comprender la preparación de una pieza de hierro, acero o similar y en una forma conveniente, practicando en esta pieza un orificio central cuyo diámetro es aproximado al vástago del palier y preparándose asimismo un trozo de acero adecuado al diámetro definitivo o muy aproximado a la caña o vástago, templado y revenido este material, y practicando en uno de sus extremos unas entallas o ranuras en sentido longitudinal a unas longitudes y profundidades deseadas.
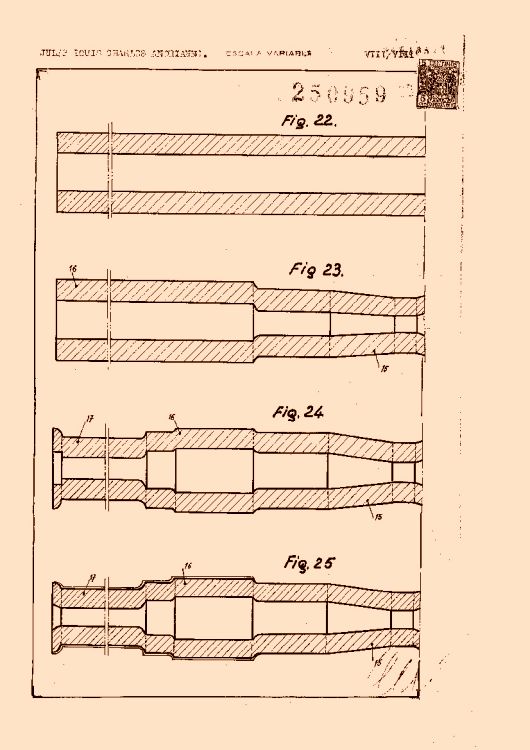
PROCEDIMIENTO DE FABRICACIÓN DE EJES HUECOS DE MATERIAL RODANTE DE FERROCARRIL.
(16/04/1960). Ver ilustración. Solicitante/s: ANDRIANNE, JULES LOUIS CHARLES.
Procedimiento de fabricación de ejes huecos de material rodante de ferrocarril, de minas, de transporte, etc., caracterizado porque se realiza en primer lugar un tubo sin soldadura y se forman luego los extremos de este tubo para realizar las muñequillas del eje, permitiendo este procedimiento obtener ejes huecos de buena resistencia mecánica aunque ligeros y a precio de coste ventajoso.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}