CIP-2021 : B21B 37/74 : Control de la temperatura, p. ej. por refrigeración o calefacción de los cilindros o del producto obtenido (B21B 37/32, B21B 37/44 tienen prioridad).
CIP-2021 › B › B21 › B21B › B21B 37/00 › B21B 37/74[1] › Control de la temperatura, p. ej. por refrigeración o calefacción de los cilindros o del producto obtenido (B21B 37/32, B21B 37/44 tienen prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
B21B 37/74 · Control de la temperatura, p. ej. por refrigeración o calefacción de los cilindros o del producto obtenido (B21B 37/32, B21B 37/44 tienen prioridad).
CIP2021: Invenciones publicadas en esta sección.
Instalación y procedimiento para laminar en caliente flejes de acero.
(04/09/2019) Instalación para laminar en caliente flejes de acero (S), con una línea de laminado en caliente , que comprende varias cajas de laminación (F1 - F7) recorridas sucesivamente en la dirección de transporte (F) del fleje de acero (S) que va a laminarse en caliente, y con un trayecto de enfriamiento para el enfriamiento intensivo del fleje de acero (S) laminado en caliente que sale de la última caja de laminación (F7) de la línea de laminado , en la que el comienzo del trayecto de enfriamiento , visto en la dirección de transporte (F) del fleje de acero (S) que va a laminarse en caliente, se ha desplazado antes del final de la línea de laminado en caliente , comenzando el trayecto de enfriamiento a continuación de la última caja de laminación (F5) recorrida activamente antes de la entrada hacia el trayecto de enfriamiento , en la…
Procedimiento de laminación por colada continuo y de alta eficiencia para la formación de una plancha de aleación de magnesio.
(29/07/2015) Un procedimiento para la laminación por colada continua y eficiente de planchas de aleación de magnesio que comprende:
la provisión de varios hornos de inducción , un horno de resistencia , un rodillo de colada y varios rodillos ;
la adición de elementos metálicos a los hornos de inducción , en que los elementos metálicos comprenden lingotes de Mg o aleación de Mg, los elementos metálicos se funden en los hornos de inducción y después fluyen al horno de resistencia ;
el control de la temperatura de la masa fundida de Mg en el horno de resistencia , en que hay al menos dos zonas de control de la temperatura comunicadas entre sí y la diferencia de temperaturas es constante;
la transferencia de la masa fundida de Mg a la zona de mordida a través de una tubería de transferencia…
SISTEMA DE REFRIGERACIÓN DE RODILLOS LAMINADORES.
(11/03/2013) Sistema de refrigeración de rodillos laminadores que tiene un circuito primario y un circuito secundario. El circuito primario tiene: un tanque de fluido refrigerante frío (11F); un tanque de fluido refrigerante templado (11T); un equipo de bombeo primario para aspirar fluido refrigerante del tanque de fluido refrigerante frío (11F). El circuito secundario tiene: un tanque de equilibrado (5S, 5I) aguas abajo del equipo de bombeo primario ; un equipo de bombeo secundario (8S, 8I) aguas abajo del tanque de equilibrado (5S, 5I); una conducción de entrada secundaria (220S, 220I) desde el equipo de bombeo secundario (8S, 8I) a una entrada del rodillo (10SE, 10IE); una conducción de retorno secundaria (200S, 200I) desde una salida del rodillo (10SS, 10IS) a una entrada secundaria (5SE2, 5IE2); El…
PROCEDIMIENTO E INSTALACION DE PRODUCCION PARA PRODUCIR PRODUCTOS PLANOS DELGADOS.
(01/07/2005) Procedimiento para producir productos planos de acero, incluso de gran anchura, a partir de desbastes planos colados en continuo de grosor grande o mediano o de barras delgadas en un tren de desbaste de una o de múltiples cajas, en un camino de rodillos para transportar el producto plano y, dado el caso, para la reversión; a través de un tramo de camino de rodillos dotado de tapas de recubrimiento plegables, termoaislantes, en un dispositivo de calentamiento inductivo para el calentamiento regulado de prebandas a una temperatura definida a lo largo de su longitud y anchura, en un tren de acabado de varias cajas, en…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA CINTA DE METAL PARA TAILORED BLANKS DE CORTE A MEDIDA.
(16/07/2003). Solicitante/s: THYSSEN KRUPP STAHL AG. Inventor/es: SCHMITZ, HANS-PETER, KAWALLA, RUDOLF, BEHR, FRIEDRICH.
Procedimiento para fabricar una cinta de metal, especialmente de acero, con secciones de diferente espesor obtenida por laminado, para Tailored Blanks de corte a medida, caracterizado porque, los tramos de la cinta de diferentes espesores se producen por un laminado en caliente, ajustando la cinta antes de la pasada de laminación en caliente por tramas a una diferente temperatura por enfriamiento o por calentamiento.
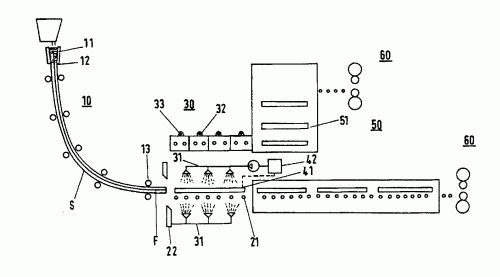
PROCEDIMIENTO PARA LA GESTION DE UNA INSTALACION DE COLADA EN CUERDA.
(16/10/2001). Ver ilustración. Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: PLESCHIUTSCHNIGG, FRITZ-PETER.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA MANEJAR UNA INSTALACION DE COLADA CONTINUA , CON UNA MAQUINA QUE PRESENTA UNA LINGOTERA ESTACIONARIA QUE SE COMUNICA POR MEDIO DE UNA GUIA DE RODILLOS CON UN HORNO DE TERMODIFUSION . UNA VEZ FIJADO EL FORMATO DE LOS DESBASTES A LA SALIDA DE LA LINGOTERA, SE AJUSTAN LOS PARAMETROS DE COLADA, Y COMO MINIMO LA VELOCIDAD, DE MANERA QUE AL ENTRAR EN EL HORNO DE TERMODIFUSION , EL DESBASTE TENGA LA TEMPERATURA DE LAMINACION DESEADA DEL FLEJE A FABRICAR, Y QUE LA PUNTA (F) DE LA FASE LIQUIDA SE ENCUENTRE SIEMPRE EN LA ZONA DE SALIDA DE LA MAQUINA DE COLADA CONTINUA, Y SE TOMAN MEDIDAS PARA INFLUIR EN EL CONTENIDO TERMOENERGETICO DEL DESBASTE DESPUES DE SALIR DE LA MAQUINA DE COLADA CONTINUA. LA INVENCION SE REFIERE ADEMAS A LA MAQUINA DE COLADA CONTINUA PARA ESTE PROCEDIMIENTO.
(16/04/2000). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KRAMER, STEFAN, SUDAU, PETER, ROSENTHAL, DIETER.
EN LOS RODILLOS DE UN TREN DE LAMINACION STECKEL DEBE TENERSE EN CUENTA QUE APARECEN OSCILACIONES DE FUERZA DE LAMINADO CONSIDERABLES A TRAVES DE LA LONGITUD DE LAS BANDAS A SER LAMINADAS. ESTAS FUERZAS SE COMPENSAN MEDIANTE TEMPERATURAS DIFERENTES DE LAS OSCILACIONES DE FUERZA DE LAMINACION QUE PREDOMINAN EN LAS BANDAS A TRAVES DE UN DISPOSITIVO DE CALENTAMIENTO, REGULADO MEDIANTE UNA APLICACION DEPENDIENTE DE LA TEMPERATURA DE BANDA Y/O DE LA POSICION DE BANDA, DE TAL FORMA QUE A TRAVES DE LA LONGITUD DE BANDA COMPLETA SE RENUNCIA APROXIMADAMENTE A LA MISMA FUERZA DE LAMINACION PERTENECIENTE.
{kind=link}